Холодная ковка своими руками: секреты мастерства обработки металла
Холодная ковка позволяет создавать различные фигурные изделия без нагрева. Такая обработка не требует крупногабаритного оборудования и может производиться в небольшой мастерской. Для каждого вида декоративных элементов применяются свои приспособления. Они простые в исполнении и доступны начинающему мастеру, владеющим электроинструментом и сваркой. Для создания прокатного станка приобрести валки и некоторые детали.
Ограды, перила для лестниц и балконов — тоже можно сделать своими руками 
Козырек над крыльцом методом холодной ковки 
Перила для крыльца — украшение, а не исключительно утилитарное приспособление 
Можно сделать беседку и кованную мебель 
Ворота как в сказке 
Назначение метода
Для холодной ковки характерны различные завитки, изгибы, витые прутки и т.п. Почти под каждый вид делают на отдельном приспособлении — определенном станке. Привод у них может быть ручной, а может — электрический. Для небольших объемов «для себя» применяют ручные станки для холодной ковки. Они хоть и не особо производительны, но намного проще в изготовлении. Если необходимо ставить изготовление «на поток» делают аналогичные устройства, но уже с электромоторами. В этом случае работать физически почти не нужно, но сложность изготовления приспособления возрастает в разы. В нашем материале поговорим о ручных станках для холодной ковки.
Какие же устройства используют:
- Торсионные. С их помощью четырехгранные прутки или полосы металла скручивают в продольном направлении. Получается витые столбики, которые называют еще торсионами.
Так выглядит торсион и одноименный станок
- Фонарик. На этом устройстве тоже скручивают пруток в продольном направлении, только еще дополнительно изгибают его и в поперечном направлении. Получается нечто похожее на фонарик. Отсюда и название устройства.
Так делают «фонарик»
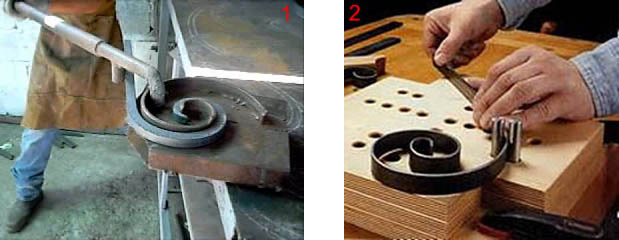
- Твистеры или улитки. Формируют плоские завитки разного диаметра.
Приспособление для холодной ковки улитка — для формирования завитков
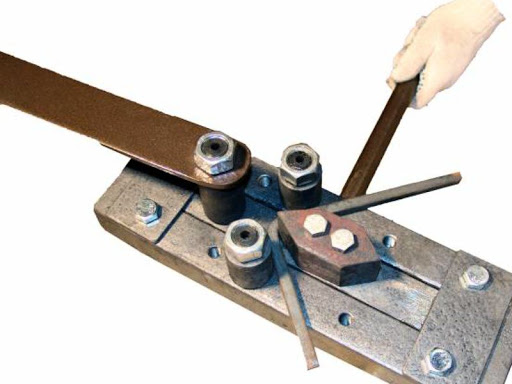
- Гибочные станки или гнутики. Позволяют изогнуть прутки или арматуру под требуемым углом в любом месте.
Для изгиба в любом месте и на любой угол — гнутики (гибочные станки)
- Волна. По сути это тоже гнутик, но более сложной конструкции — он позволяет менять направление изгиба, получая волнообразные детали.
Станок «Волна» — для формирования соответствующего рельефа
- Приспособления для обработки концов деталей — инерционно-штамповочные станки или другие самодельные устройства.
Станки для оформления концов прутков. В данном случае — гусиная лапка
Для начинающего мастера наиболее актуальный станок для холодной ковки — улитка. Только с его помощью можно сделать множество интересных вещей — начиная от забора и калитки и заканчивая скамейкой и другими подобными изделиями. На втором месте по степени необходимости торсионный станок. Он добавляет разнообразия в детали. Все остальные можно приобретать или делать по мере совершенствования и набора мастерства.
Самодельные «Улитки»
По сути это модернизированный гибочный станок (трубогиб), но эти усовершенствования позволяют легко делать завитки из довольно толстых прутков (сечением до 10-12 мм) и повторять их с высокой степенью точности.
Один из самодельных станков для холодной ковки 
Конструкций эти станки для холодной ковки имеют несколько, но проще всего в реализации вариант с круглым столом, имеющем центральную ножку. К ножке подвижно закреплен рычаг с роликами на подшипниках на конце. Они облегчают процесс гибки.
Поверхность стола можно сделать из стального листа толщиной от 10 мм и больше. Для ножки можно использовать любую толстостенную круглую трубу. Важно сделать конструкцию устойчивой, так как будут прилагаться боковые усилия, потому нужны боковые стойки, распорки, а также устойчивое основание.
Чертеж станка для холодной ковки «Улитка» 
Рычаг проще делать из квадратной трубы с толстой стенкой — не меньше 2-3 мм. Сечение трубы 25*40 мм или около того. Крепление рычага к ножке можно сделать на подшипнике, а можно просто взять небольшой кусок толстостенной трубы большего диаметра, надеть ее на ножку, а снизу приварить полосу-упор — чтобы рычаг вниз не падал. Вариант с подшипником дает более легкое движение, но при наличии смазки и второй вариант рабочий.
Вариант крепления рычага 
Важна еще форма рычага. Рычаг двойной, верхняя часть — рабочая, нижняя — опорная. Везде где есть соединения желательно доварить усиление, так как усилия значительные.
Рычаг должен быть надежным, с усилением 
На столе закрепляется оправка или кондуктор — форма, по которой сгибаются завитки. Делают их разного диаметра — чтобы можно было делать разные по диаметру завитки. Такие оправки могут быть сборными — для формирования большего количества изгибов. В каждом таком образце должны быть стержни, которые устанавливаются в отверстия в столе. Так этот шаблон фиксируется. Также его форма должна быть разработана с таким учетом, чтобы конец прутка в ней хорошо фиксировался.
Вариант кондукторов для улитки 
Часто оправки вытачивают из металлического круга подходящего диаметра при помощи болгарки, но есть варианты из металла с наваренными на него стальными пластинами, изогнутыми соответствующим образом.
Как сделать подобный станок для холодной ковки — в следующем видео. Там же неплохо описан способ доведения концов заготовки до приличного состояния — обычные необработанные края смотрятся очень грубо. Для их обработки есть специальное оборудование, но, как оказалось, можно справится и без него.
Торсионный станок
Как уже говорили эти станки для холодной ковки позволяют сделать на прутке продольные изгибы. Это относительно несложная конструкция. Основная задача — закрепить неподвижно один конец прутка, ко второму приделать рычаг, при помощи которого можно будет скручивать заготовку.
В качестве основы подойдет обрезок профилированной трубы с толстой стенкой (не менее 3 мм). Фиксатор можно сварить из тех же прутков, оставив квадратный просвет нужного диаметра. Можно использовать зажим для троса подходящего размера (можно найти в магазине такелажа). Любой из этих упоров приваривается к основанию.
Держатель для троса — отличный фиксатор для прутка 
Далее надо каким-то образом обеспечить захват и кручение второй части заготовки. Можно это сделать при помощи двух подшипниковых узлов. Внутрь вставляется труба подходящего диаметра, с одной стороны к ней приваривается ручка — конструкция напоминает букву «Т». С другой стороны в трубе делают фиксатор: сверлят четыре отверстия, в них вваривают гайки под 12 или 14 болты. В результате получается неплохой фиксатор — болты закручивают после того, как вставили пруток.
Подшипниковый узел 
Фиксатор для заготовки 
Так выглядит конструкция в целом 
Дальше — дело техники — рычагом наворачиваем нужное количество витков. Нельзя сказать, что эта работа для слабаков, но при большом рычаге все не так уж и сложно.
Еще более простой станок для изготовления торсионов методом холодной ковки ссотрите в видео:
Холодная ковка своими руками: технологии, оборудование

Последнее время из-за своей привлекательности стали очень популярными металлические изделия, создаваемые методом ковки.

Подобные изделия обычно имеют достаточно большую цену, поэтому далеко редко получается получить все украшения для интерьера, которые хотелось бы. Кроме метода горячей ковки существует холодная ее вариация. Ее можно будет использовать, создав станок для холодной ковки своими руками.

Виды станков
Большинство станков, позволяющих создавать изделия методом холодного литья используются ручным способом.





Малая их часть использует электричество, хоть и в абсолютно любой из них возможно его встроить. Проблема заключается в том, что для установки электропривода нет нужды. Установка механизма, как правило, просто не оправдывает себя.

Сложная установка и затраты на электричество – главные причины отказа от электропривода. При соотношении сложности и затрат с количеством выполняемой на нем работы, становится очевидно, что электроприводные станки никак не оправдывают возложенных себя ожиданий.

Станки для холодной ковки: преимущества их применения
Метод холодной ковки использует такое свойство металла, как пластичность, то есть при механических воздействиях можно изменить изначальную форму заготовки в заданных пределах. Поэтому для данного процесса подходят мягкие металлы, например: низкоуглеродистая сталь, медь, алюминий и пр. Для использования в качестве заготовок могут применяться:
Примеры различных материалов, используемые для холодной ковки
- прутки любого сечения: круглого или квадратного;
- полосы металла различной нарезки;
- трубы;
- прокатный профиль.
Изделия, которые производит кузнец при горячей ковке металла, в своем роде единичны и уникальны. Если необходимо создать набор из одинаковых элементов, которые потом собираются в готовую структуру, то уникальность будет только мешать. Именно с этой целью применяют метод холодной ковки: он гарантирует формирование большого количества идентичных элементов.
С горячим металлом работают профессионалы, которые обладают опытом в применении данной технологии и способны виртуозно обращаться со сложным инструментом. При холодной ковке высочайшего мастерства не понадобится – все гораздо проще. Ручные станки для ковки позволяют без значительных физических усилий получить достаточное количество изделий для выполнения того или иного проекта.

Универсальный станок улитка для создания художественных спиралей и завитков
Кроме того, временные затраты на подготовку элементов значительно сокращаются при работе на специальных станках, не говоря уже о сравнении данного метода с технологией горячей ковки: несколько минут на изготовление одного элемента – это неоспоримое преимущество.
Начало холодной ковки самодельными станками.
Холодная ковка своими руками требует два обязательных действия – пресс и гнутье. Для совершения всех этих действий придавать определенную температуру для металла нет необходимости, но все равно необходимо провести термообработку.
Чтобы сконструировать что-то своими руками, уже не обязательно иметь специальные станки для художественной ковки, теперь можно создать станки для ковки металла в домашних условиях. Но без опыта работы с такими инструментами все равно не справиться. Чтобы вся работа была успешной, нужно пользоваться металлами определенной толщины.
Самодельный станок для холодной ковки запросто можно использовать для создания конструкций, которые будут значительно прочнее, нежели те, которые были изготовлены штамповкой. Кованые изделия своими руками получаться высококачественными, когда будет все сделано верно и без ошибок, ведь исправить их очень сложно. После нескольких работ, благодаря полученному опыту, можно начать делать превосходные конструкции, используя самодельные станки и приспособления для холодной ковки.
При изготовлении большого количества одинаковых металлических конструкций лучшего всего воспользоваться чертежами, приготовленными заранее. Чертежи на станки для холодной ковки своими руками заготавливаются заблаговременно. В некоторых случаях деталь лучше будет прогревать, чтобы избавиться от дефектов в последующем. Тем, кто не так давно начал использовать самодельные станки для холодной ковки для начала стоило бы продумать план работ, а так же приобрести необходимые навыки. Не лишней тут будет помощь различных видео уроков в сети интернет, а так же специальных курсов.

Самодельный станок для холодной ковки.
Компоненты станка и необходимые инструменты.
Станок для ковки своими руками состоит из определенных устройств. Среди которых обязательно должны быть:
- гнутик;
- улитка;
- волна;
- глобус;
- твистер;
- фонарик;
Этими приспособлениями пользоваться лучше всего. Улитка для холодной ковки своими руками понадобиться для сплетения стальных прутьев. Можно ознакомиться с фото, чтобы лучше разглядеть конструкцию и пример деталей. Кузнечное оборудование для холодной ковки металла отыгрывает важную роль в работе. Основным инструментом во время работу будет гнутик. Это весьма простой элемент.

Изготавливаем станок.
Чтобы обработать трубы с шестигранным и круглым сечением используют «волну». «Фонариком» сгибают металлические прутья, а твистер чем-то на него похож, весьма удобное преспособление. Глобусом делается большая дуга из профильных прутьев.
Станки холодной ковки в большей мере выгоднее всего сделать самому, ведь далеко не все можно обработать ручными инструментами, а цена за станок для художественной ковки очень высока. Когда мастер за счет своих навыков с помощью своего оборудование создаст конструкцию, она будет неповторимой и особенной, пускай в чем-то и будет не такой качественной, как заводская. При изготовлении большого количества деталей, правильно будет создать кодуктор на электромоторе. Это облегчает процесс работы.
Станок холодной ковки своими руками должен быть приспособлен для таких видов работ, как гибка, закручивание и вытяжка.
В процессе вытяжки конструкция приобретает определённую форму. Поэтому она должна пройти через пресс, после чего сечения первостепенного материала станет меньше. Под гибкой подразумевается создание гнута в нужном угле. Для этого понадобятся шаблоны. Фото чертежей кованных изделий своими руками приготавливается заранее из которого и будет сделан шаблон. К стальной пластине прикрепляется завитушка, а сам лист закрепляется в держателе станка. В конце заготовке размещается прорезь, другой же конец закрепляется на месте. Используя рычаг, происходит влияние на окончание конструкции, которое необходимо провести по каждому изгибу пластины, которая используется как шаблон.
Какой станок самый нужный?
Станок для холодной ковки своими руками: какой самый нужный и с какого начать? Однозначного ответа на этот вопрос нет, это вы должны решить сами. А чтобы решение было грамотным, пройдемся по основным видам станков, чтобы иметь представление об их функциональных возможностях и, главное, методах изготовления своими руками.
Следует помнить, с какими материалами вам придется работать в процессе холодной ковки: это металлические прутья или прутки с диаметром не больше 14-ти мм, квадраты и полосы с толщиной примерно от 3-х до 6-ти мм с шириной не более 25-ти мм.
Полный джентльменский набор станков в мастерскую для полноценной работы будет выглядеть следующим образом:
- твистер с улитками для получения спиралей различных радиусов;
- гнутик для изгибов дуг и деталей под различными углами;
- волна для выгнутых деталей и обработки металлических труб;
- глобус для получения больших дуг из профилей;
- фонарик для сгибания деталей;
- объемник.
Приспособления для изгибания металлических элементов «Улитка»
Чтобы производить изгибы заготовок по определенным параметрам используют вспомогательные кондукторы, получившие название «Улитка». Они служат в качестве специального шаблона, позволяющего воспроизвести десятки, а при необходимости и сотни однотипных деталей. Станок «Улитка» для холодной ковки гнет детали без дополнительного прогрева.
Работа основана на деформировании металла по определенному принципу. Чтобы выполнить гиб, приходится прикладывать значительные усилия. Поэтому мастера довольно часто приспособления «Улитка» оснащают электроприводом. Моторы-редукторы помогают развивать значительные усилия при ограниченном плече приложения силы. Крутящий момент в зоне обработки может достигать нескольких десятков килограммов.
Если выполнять подобную работу только за счет физической силы кузнеца, то работник довольно быстро устанет. Его производительность снизится до нуля. А при наличии вспомогательного механического помощника, можно производить сотни заготовок за смену.
Нужно учитывать, что гибка заготовок – это промежуточный этап в изготовлении сложных конструкций. Их еще нужно установить в нужном месте и приварить. Только тогда будет получен промежуточный результат. Потом потребуется окраска и монтаж изделия по месту заказа. На все операции потребуется не только время, н и физическая сила мастера.
Конструктивно приспособление может быть:
- Неразборным, тогда на нем будет производиться изгибание деталей только на определенные длины. Получаемая спираль имеет определенные ограничения в использовании.
- Сборным (присутствуют дополнительные фрагменты для увеличения продолжительности гиба), и на приспособлении можно производить догибание длинных деталей. Будут получены крупноразмерные детали.
Для работы с деталями из профильной трубы небольших номеров некоторые изготавливают приспособления с ручным исполнением. В них предусматривают использование рычагов, помогающих продвигать заготовку вокруг оправки. Готовые детали снимают с торца, слегка ослабив натяжение.
Чаще всего в подобных случаях использую квадратный прокат □8…12. Некоторые мастера вручную гнут профильные трубы 15·15 мм со стенкой 1,5 мм. Для более крупных изделий необходим механический привод.
Станок улитка для холодной ковки своими руками
Используя кондуктор, вы сможете самостоятельно изготавливать гнутые элементы нужного размера, которые отлично подойдут для оформления готовых уличных металлоконструкций.
Для создания спиралевидных завитков можно использовать разные материалы, но чаще всего используются металлические квадратные или круглые прутки.
Главная особенность самодельного станка «улитки» заключается в том, что декоративные элементы изготавливаются «на холодную» — без предварительной температурной обработки. Это снижает трудоемкость работ.
Прежде чем перейти к главному вопросу — пошаговой инструкции, как сделать улитку для холодной ковки, важно понять, какой именно станок вам необходим. Они бывают разных конфигураций.
Станок «улитка» может быть «заточен» под конкретный размер завитков — на нем можно сгибать декоративные элементы определенной длины.
Также домашние умельцы используют универсальные сборные конструкции — они предназначены для изготовления как небольших, так и крупноразмерных завитков.
В условиях мастерской обычно используются станки с ручным приводом. Однако если необходимо сделать большое количество заготовок, имеет смысл подумать над использованием электропривода.
Прежде чем приступить к изготовлению самодельного кондуктора для изготовления декоративных завитков, необходимо сначала определиться с размерами основных деталей.
В частности, нас интересуют габариты центральной части и завитка. Исходя из фактических размеров шаблона, определяют размеры других элементов конструкции — например, станины, на которой будет крепиться гибочный кондуктор.
Для создания станка улитка для холодной ковки своими руками чертежи и размеры при необходимости можно подобрать на тематических сайтах (или поищите подходящие варианты на форумах по данной тематике).
Причем существует много разных вариантов самодельной конструкции. Давайте рассмотрим один из них.
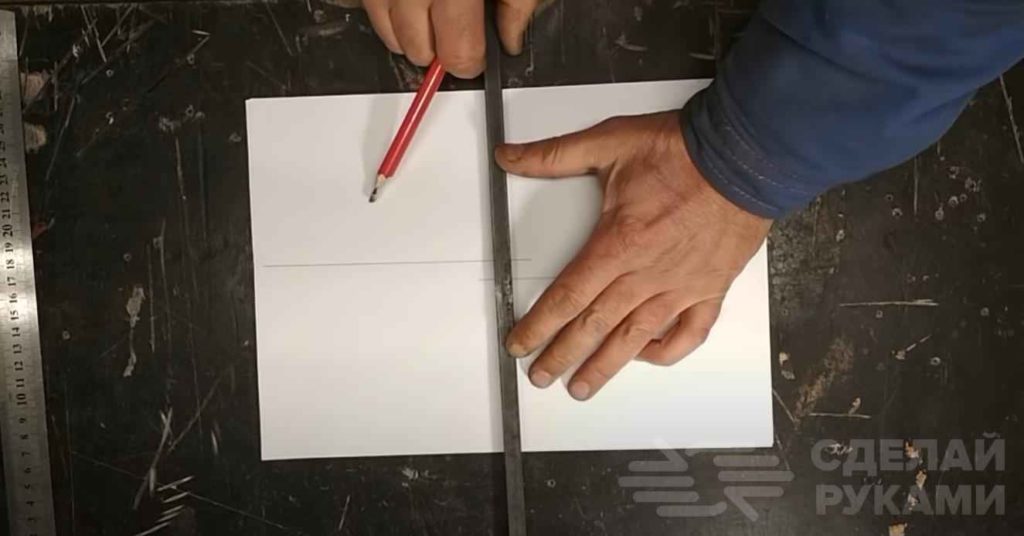
Для изготовления чертежа нам потребуются:
- стальной квадратный пруток 10х10 мм;
- лист бумаги формата А4;
- угольник;
- карандаш и циркуль.
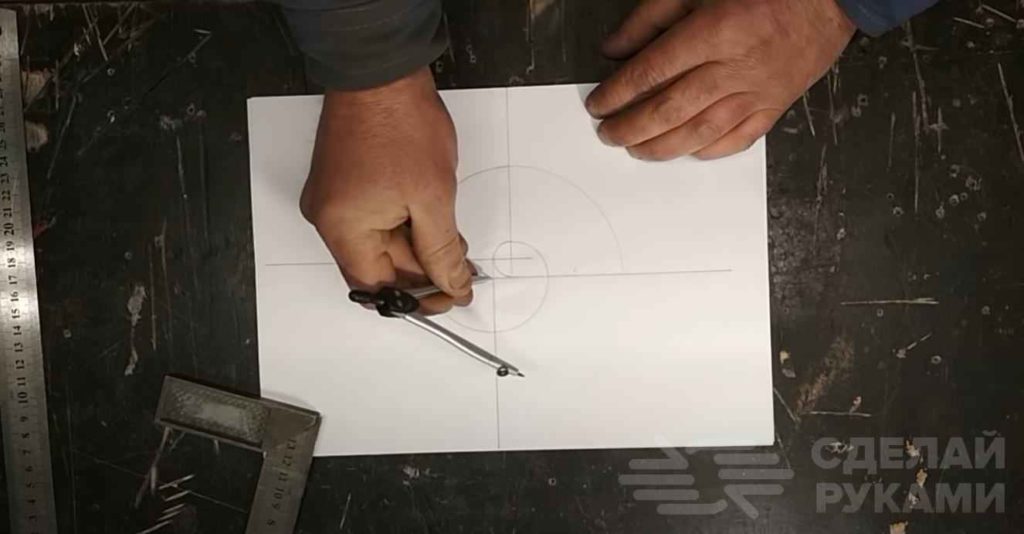
Первым делом укладываем квадратный пруток посередине листа бумаги, и чертим две параллельных линии.

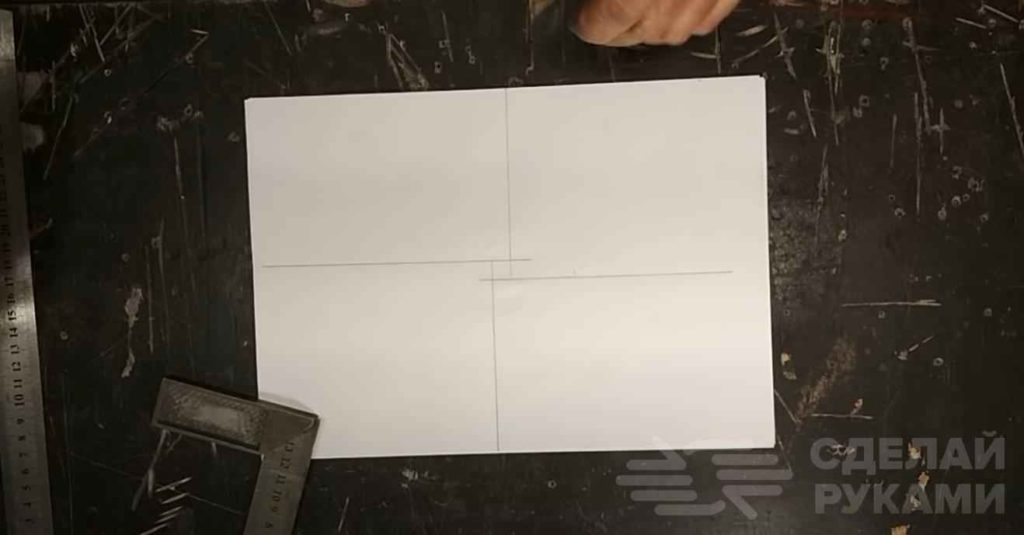
Затем прикладываем пруток в перпендикулярной плоскости под углом 90 градусов (используем для этого угольник), и чертим еще две линии.
В результате по центру шаблона улитки у нас должен получиться квадрат размеров 10х10 мм, от которого в разные стороны отходят четыре линии.
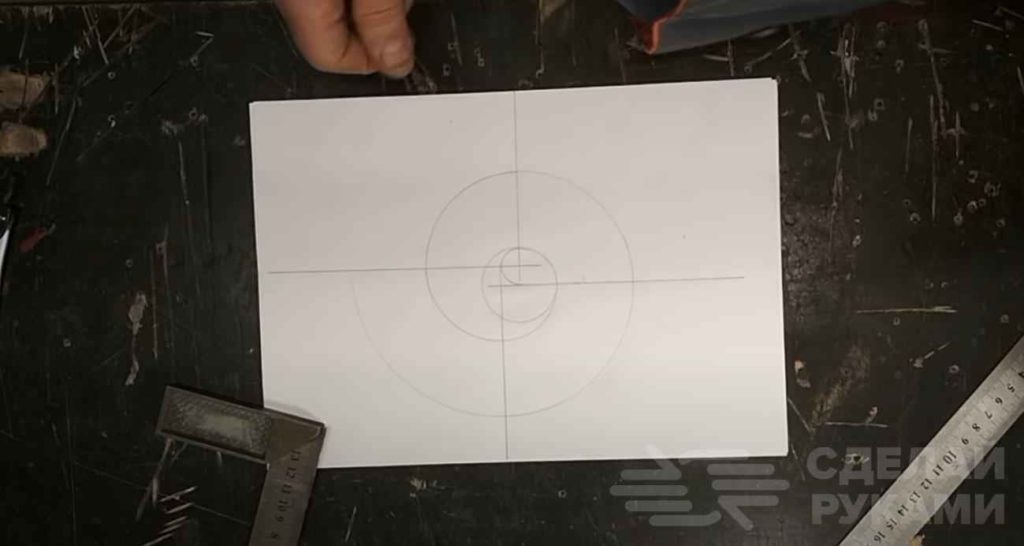
Берем циркуль, устанавливаем его в угол квадрата, и чертим полуокружность.
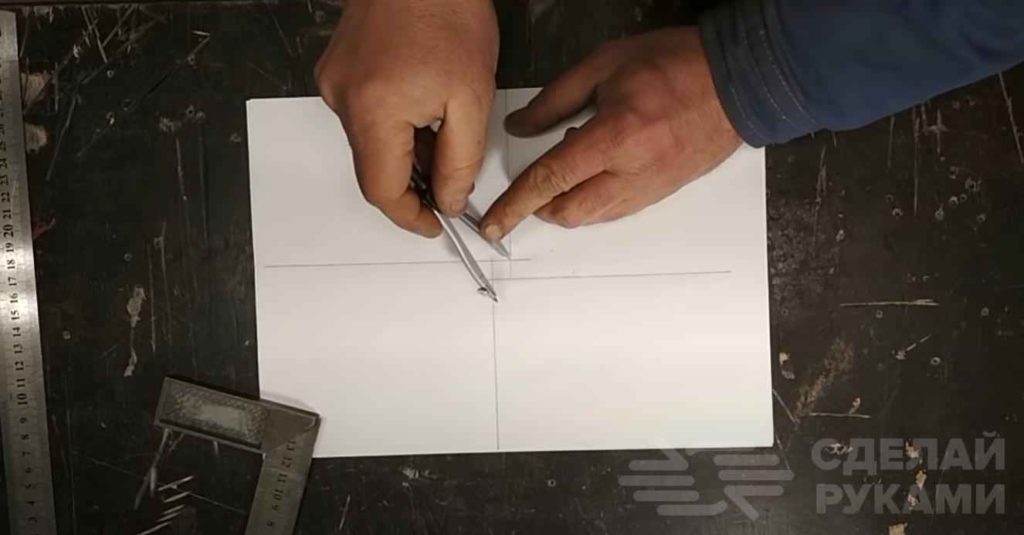
Потом смещаем циркуль в другой угол (идем по порядку), и также чертим полуокружность, продолжая предыдущую линию.

И делаем так до тех пор, пока не получится завиток требуемого размера — основная часть чертежа улитки.

После этого с помощью циркуля чертим окружность (в данном случае диаметр окружности составляет 43 мм).
Чертеж готов. Теперь необходимо подобрать стальную болванку подходящего диаметра и отрезаем от нее кусок длиной около 30 см. Из этой заготовки вырезается начало завитка (центр).

Нарисовать чертеж самостоятельно или скачать его из интернета и распечатать на принтере — это уже на ваше усмотрение.
Есть еще и другой способ, как сделать центральную часть — о нем мы подробно расскажем ниже.
Оборудование и инструменты, которые потребуются для работы:
- сверлильный станок или дрель;
- болгарка.
Из листового металла толщиной 18-20 мм вырезаем один большой круг (это будет опорная пластина) и четыре маленьких круга — для изготовления центра кондуктора.
Сделанный центр крепится к станине при помощи крепежных болтов (автор использует болты под шестигранник) — для этого в заготовках сверлим соосные отверстия.

Далее расчерчиваем профиль, который нужно будет вырезать с помощью болгарки. Обрабатываем заготовку лепестковым кругом.


На следующем этапе подробно разберем, как сделать улитку. Можно использовать в качестве исходного материала квадрат или полосу. Если нет полосы, ее можно вырезать из листового металла подходящей толщины.
Приступаем к следующему этапу работ — занимаемся изготовлением устройства для ковки металла, по которому будет гнуться заготовка. За основу возьмем квадратный пруток.

На гибочном станке сгибаем два одинаковых по длине завитка. Скрепляем их вместе с помощью малярного скотча, размечаем с помощью кернера места будущих отверстий.

Сверлим отверстия и нарезаем резьбу под крепежные болты. Готовый контур улитки будет крепиться болтами к металлической опорной пластине (станине).

Когда основные детали готовы, можно приступать к заключительной части работ — сборке станка холодной ковки своими руками.
Для этого потребуется еще изготовить станину, и продумать, из каких материалов сделать основание и как оно будет крепиться к рабочему верстаку или другой опорной поверхности (например, горизонтальной площадке, расположенной на стойке).
Изготавливаем станину станка. Для этого нам потребуются два отрезка металлического уголка и пластина металла, которая будет устанавливаться вертикально.
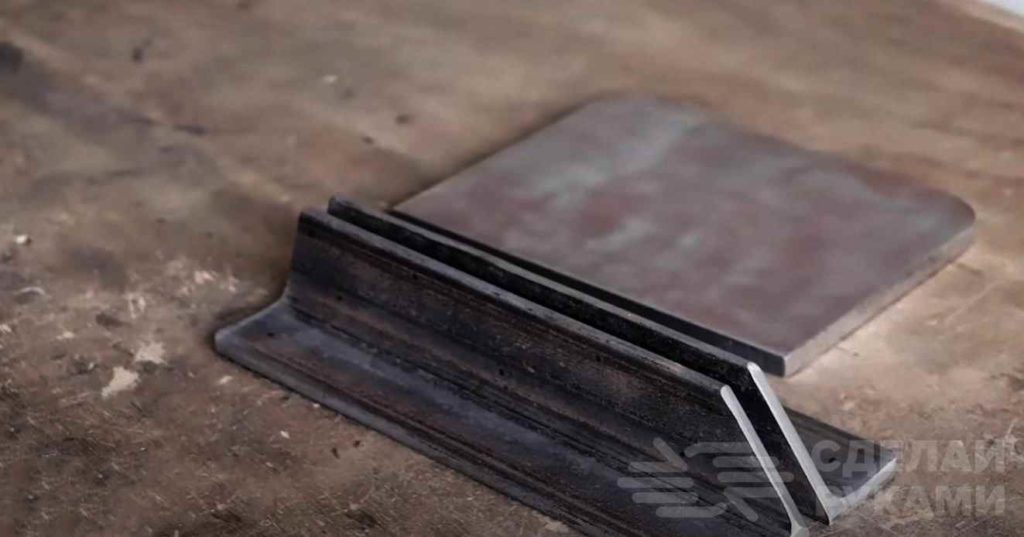
Верхние края пластины необходимо будет закруглить. В подготовленных деталях сверлим отверстия, после чего соединяем их вместе с помощью болтов.

В металлической пластине сверлим отверстие под вал, в роли которого используется стальной кругляк.
Дополнительно необходимо просверлить крепежные отверстия — для крепления корпусных подшипников. Далее с двух сторон пластины прикручиваем на болты подшипники, устанавливаем вал.


Как видите, в том, чтобы сделать улитку для холодной ковки своими руками, нет никаких сложностей.
Причем рассмотренный выше вариант кондуктора является разборным, что очень удобно — это существенно упрощает хранение приспособления, когда оно не используется.
К опорной пластине крепим центральную часть, потом прикручиваем на болты завитки из квадратного прутка.
К тыльной стороне опорной пластины крепим вал. Потом устанавливаем собранный кондуктор улитку для холодной ковки на вертикальную пластину (станину) станка.

Дополнительно сверлим в пластине отверстие и устанавливаем вал с опорными подшипниками.


На конце основного вала сверлим отверстие, в которое вставляем ручку, изготовленную из стального круглого прутка. Пошаговый процесс работ можно посмотреть на видео ниже.
Улитка с лемехом
Устройство гибочной улитки с лемехом показано на схеме ниже; там же описана и технология работы с таким станком.
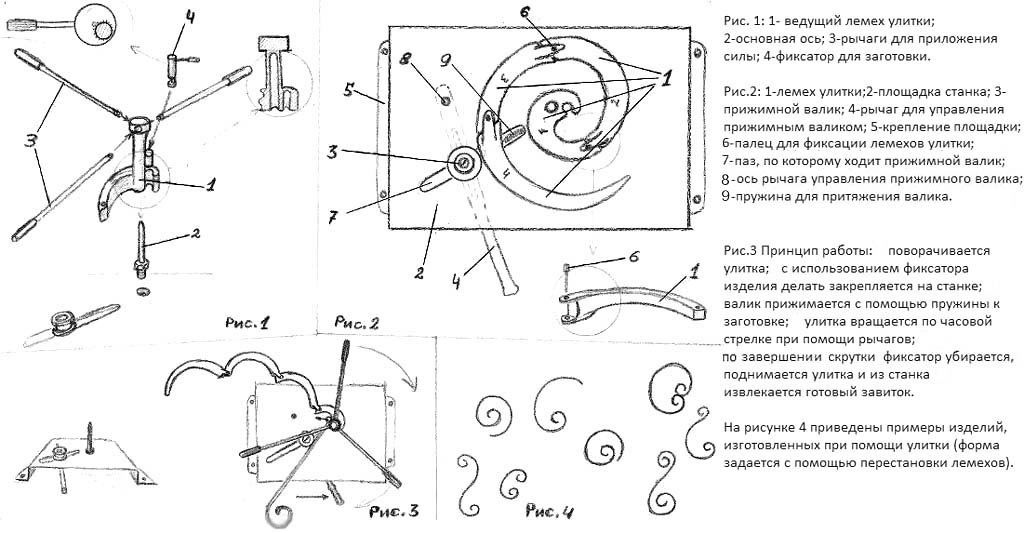
Схема устройства станка-улитки для холодной ковки
Преимущества гибочного станка-твистера данного типа следующие:
- Работать на улитке с поворотным лемехом и воротом можно в необорудованном помещении: вертикальная компонента рабочей нагрузки пренебрежимо мала, а ее горизонтальные составляющие передаются на опору частично.
- Вследствие пред. пункта опорная конструкция может быть достаточно простой и легкой, сварной из обычных стальных профилей.
- Рабочий процесс осуществим в одиночку: поворачивая ворот одной рукой, другой поджимаем пруток или полосу к лемеху-шаблону. По мере гибки его звенья сами встанут на места.
- Холодным способом на улитке с поворотным лемехом можно вить спирали до 5 витков.
Чертежи станка-улитки для художественной ковки со спецификацией деталей даны на рис. О размерах звеньев (сегментов) раскладного лемеха поговорим далее, а пока обратите внимание на марки сталей: на лемех приходятся большие нагрузки. Если сделать его из обычной конструкционной стали, шаблон поведет на середине калитки или секции забора.
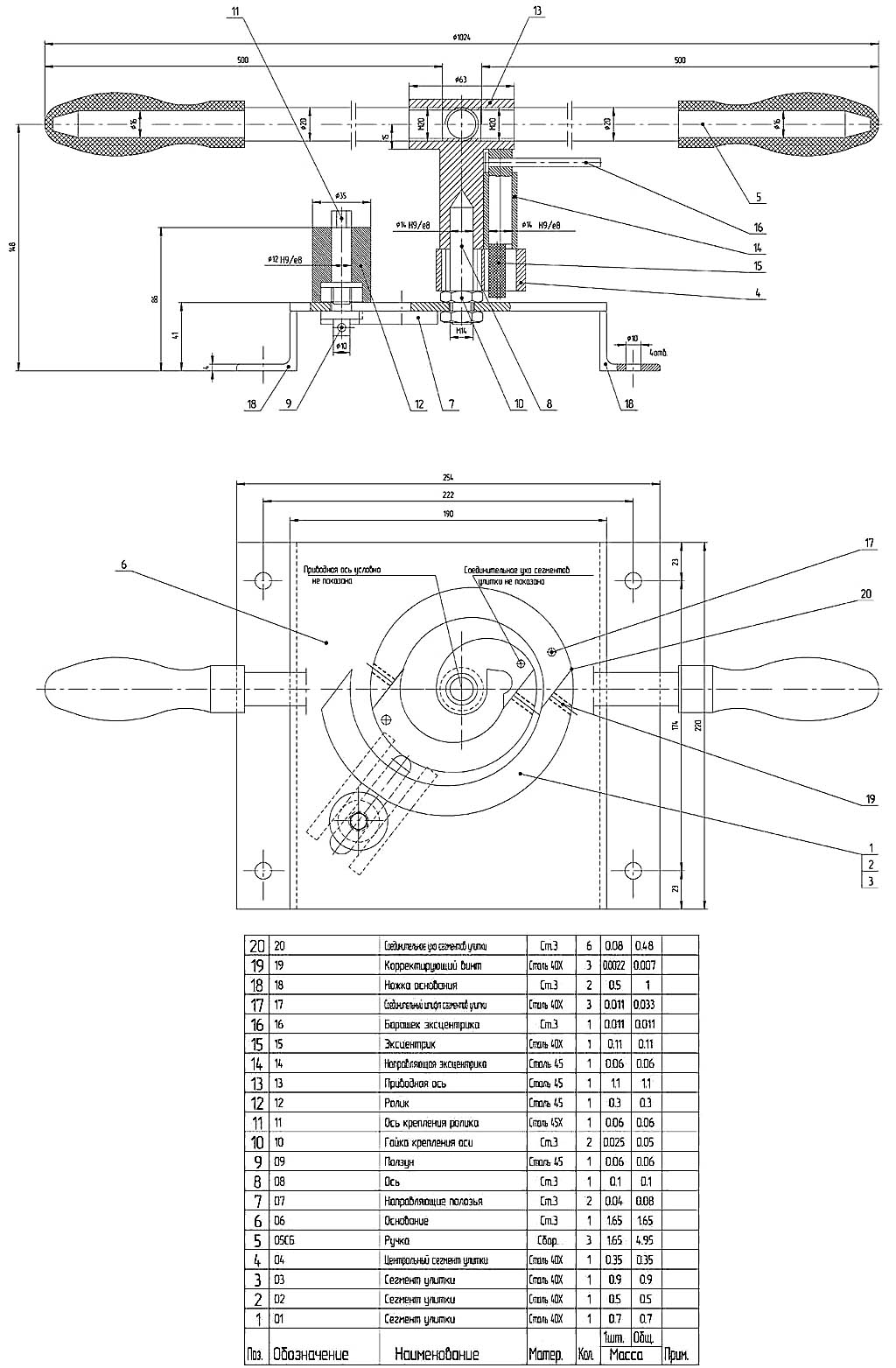
Чертежи станка-улитки для холодной ковки
Примечание: более подробные чертежи станка-улитки сходной конструкции с описанием и деталировкой см. по ссылке: http://dwg.ucoz.net/publ/osnastka/instrument_dlja_kholodnoj_kovki/5. Там же вы найдете чертежи самодельного гнутика и приспособления для гибки колец.
Материал для складного поворотного лемеха, как и сложность его изготовления– не единственные слабые места станка-улитки с воротом. Еще серьезнее проблема сочленения звеньев лемеха (показаны красными стрелками на рис. справа). Сочленения сегментов лемеха должны:
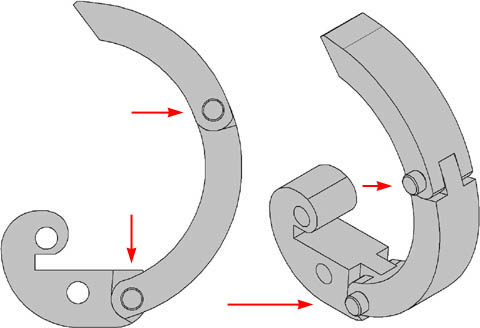
Конструкция складного лемеха станка-улитки для холодной ковки
- Быть достаточно точны, чтобы выдерживалась форма изготовляемых деталей;
- При нажиме снаружи соединения сегментов должны становиться в положение мертвой точки, создавая устойчивую конфигурацию;
- По снятии рабочей нагрузки сочленения должны саморасклиниваться;
- Конструкция и материал сочленений поворотного лемеха должна обеспечивать многократное повторение цикла по пп. 1-3 под значительными знакопеременными рабочими нагрузками без появления существенного люфта.
Выполнить все эти условия вместе сложно и в хорошо налаженном и оборудованном промышленном производстве, поэтому ресурсы складных шаблонов для холодной ковки в общем много меньше, чем позволил бы их материал сам по себе. Плохое использование свойств материала – серьезный недостаток. Кроме того, по тем же причинам другое слабое место станка-улитки с воротом – эксцентриковый зажим детали. Поэтому у начинающих кузнецов-самодельщиков успешнее работают самодельные станки-улитки для художественной ковки, выполненные по рычажной схеме.
Улитка с рычагом
Рычажная улитка для холодной ковки устроена аналогично всем известному трубогибу. Самодельный станок-улитка рычажного типа с неподвижным шаблоном по производительности существенно уступает улитке с воротом. Рабочая нагрузка в нем полнее передается на основание, поэтому необходима прочная станина из спецстали или толстой плиты из стали обычной, надежно закрепленная на опорной поверхности. Как следствие, требуется помещение под мастерскую или производственная площадь на открытом воздухе. Работа на рычажной улитке продвигается медленно: провернув рычаг до заклинивания, нужно передвигать прижимной ролик. Завить на рычажной улитке возможно до 3-4 витков. Тем не менее, преимущества рычажного станка-улитки для домашних мастеров существенны, особенно при работе для себя:
- Все детали, кроме прижимного ролика, могут быть выполнены из обычной стали.
- В качестве прижимного ролика возможно использовать типовой роликовый подшипник.
- Использование свойств материала деталей практически полное: шаблон и станина из обычной стали выдерживают более 1000 рабочих циклов.
- Гнуть можно как по шаблону (поз. 1 на рис. ниже), так и по проставкам, поз. 2 там же.

Станки-улитки для холодной ковки

- При гнутье по проставкам можно оперативно менять форму получаемой детали и выводить обратные изгибы, что при гнутье по лемеху в принципе невозможно.
- Закрепление конца заготовки в станке-улитке для холодной ковкиДля получения изделий того же качества точность изготовления деталей рычажной улитки может быть на порядок ниже, чем улитки с поворотным лемехом.
- Конец обрабатываемой детали можно крепить, просто вкладывая его в выемку шаблона, см. рис. справа. Уширяют закрепляемый конец наваркой или сгибанием пополам.
Кроме того, рычажный станок-улитка позволяет использовать технологический прием, считающийся прерогативой промышленных станков-твистеров: шаблон смещают вбок, а в центре ставят проставку, поз. 3 на рис. Таким образом получается мелкий обратный изгиб в ядре завитка. Деталь выглядит эффектнее и, при работе на продажу, изделие ценится дороже.

Гибка стальной полосы плашмя
Есть у рычажной улитки еще один довольно жирненький плюсик: на таком станке можно гнуть плоские завитки с маленьким ядром из полосы, уложенной плашмя. Улитка с воротом и поворотным лемехом тут пасует полностью: заготовка пойдет вертикальной волной. Широкие завитки и кольца из полосы плашмя можно гнуть на протяжном гибочном станке с валками, в которых проточены канавки, см. рис. справа. Но скорость протяжки, чтобы заготовку не повело, для этого нужна значительная, так что узкой сердцевинки завитка не получится.
На рычажном станке-улитке эта проблема решается установкой прижимного ролика высотой в толщину полосы и с ребордой (закраиной), как у железнодорожного колеса, только шире. Гибка таким методом отнимает много времени: рычаг нужно подавать по чуть-чуть, иначе внутренний край заготовки сморщится; от этого реборда не спасает. Но получить иным способом завиток из полосы плашмя с узким ядром в кустарном производстве невозможно.
В общем, на старте кузнечно-художественной деятельности или делая кованые забор, ворота, калитку, скамейку, качели, беседку и пр. обустройство сада для себя, лучше все же воспользоваться рычажным станком-улиткой для холодной ковки. Тем более, что сделать его можно из подручных материалов без точных и подробных чертежей, см. напр. следующее видео.
Чертеж для улитки с лемехом.
На чертеже представлено устройство гибочной улитки с лемехом и правила работы с ним.

Чертеж станка улитка с лемехом.
Подробный чертеж станка улитки.
Чертеж станка улитки.
Как работать на станке улитка для холодной ковки
Рассмотрим на примере кондуктора с ручным приводом. Первым делом отрезаем заготовку из квадрата или стальной полосы. Необходимо заранее просчитать длину (особенно если вы будете делать завитки с двух сторон заготовки).
Конец заготовки вставляем в центр кондуктора. Потом с помощью ручки крутим «улитку», и сгибаем заготовку в завиток нужного размера.


Сделать станок улитка своими руками под силу каждому мастеру. В том числе и начинающему.
Если вы планируете всерьез заняться изготовлением оконных и дверных решеток, заборов и других ограждений, то такой кондуктор должен быть в наличии.
С помощью этого приспособления вы сможете самостоятельно изготовить красивые декоративные элементы методом холодной ковки, не покупая их втридорога в магазине.
Торсионный станок
Предназначен для перекручивания разлисных деталей. Имеет следующие узлы сборки:
- Каркас (основание, опорная рама);
- Подвижный и статистический зажимы (тиски);
- Рукоять для проворачивания (скручивания). Чем она длинее, тем меньше нужно прилагать усилий. С другой стороны, ничто не мешает подключить к подвижному зажиму электродвигатель, чтобы не скручивать металл вручную!

Принцип работы торсионного станка
Стальная балка станет основой будущего станка. К одной стороне следует приварить лист стали, на который при помощи болтов и гаек крепятся тиски. Чтобы в будущем металл не выскакивал во время работы станка к нижней и верхней части тисков крепятся пластины.
На другую сторону балки крепятся ролики, на которые будет смонтирована рабочая поверхность станка. В дальнейшем, на противоположный конец следует закрепить еще одни тиски с подвижными элементами и проследить, чтобы конструкции на двух сторонах располагались на одном уровне.
Далее следует закрепить стальную ручку, прикрепить редуктор, двигатель и штурвалы, после чего выполнить стальной защитный кожух для готовой конструкции, оборудованной подвижным и неподвижным блоками.
Приспособление «Фонарик»
На этом станке изготавливают заготовки элементов «Фонарики» или «Шишки», которые могут состоять из 4-х, 6-ти, 8-ми и более прутков. По принципу действия станок похож на «Твистер», но тут заготовки изгибаются вокруг направляющего вала, что формирует более правильную и точную конфигурацию изделия.

Приспособление «Фонарик»
Работа приспособления для изготовления «Фонарик»
Приспособление «Глобус»
Такое устройство внешне похоже на школьный транспортир и предназначено для изготовления дуг с большим радиусом изгиба из полосы, квадрата, круга или шестигранника. Сначала загибом фиксируется один конец заготовки, потом она изгибается по всей длине по шаблону. Принцип действия чем-то похож на работу закаточной машинки для консервации.

Внешний вид приспособления
Пользуясь исключительно мускульной силой, дугу большого диаметра можно изготовить на шаблоне, прикрученном или приваренном к верстаку. На нём хорошо гнуть полосу, трубу тонкостенную и т. д.

«Гнутик»
Предназначен для изгибания заготовки под определенным углом (обычно прямым или острым). Его конструкция проста:
- Пластина из инструментальной стали;
- Подвижный упор (клин);
- Опорные валы (2 шт.);
- Рычаг

Для того, чтобы понять, как его правильно собрать – можно взглянуть на фото, на которых показаны различные станки для холодной ковки и особенности их монтажа своими руками или видеоролик, который имеется в свободном доступе в сети Интернет.
Самодельный гнутик
Этот станок отличается монументальностью, простотой конструкции, но сложностью в подгонке деталей. Так как его единственное назначение — изгибание заготовок под разными углами, требования к элементам этого станка довольно строгие.
Основание такой конструкции толстая стальная рама, крепят ее к верстаку таким же болтовым соединением, как и тиски. В центре основания делают подвижную направляющую. Чтобы приводить ее в действие, на раме крепят эксцентриковый механизм. Рабочими элементами являются три упора, которые располагают в виде вилки. Их меняют в зависимости от того, какую заготовку планируют получить. Если нужны углы, то устанавливают «молоточек», когда требуются волны, его заменяют круглыми валиками.

Все рабочие элементы изготавливают исключительно из конструкционной стали, так как надежность этого оборудования целиком зависит от их прочности. Минус самодельного устройства — большая сложность при изготовлении узлов, поэтому оптимальный вариант — приобретение заводского оборудования, цена которого вполне приемлема. Пример такого оборудования можно посмотреть на сайте stancraft.ru — это проверенные станки, освоить которые может даже новичок без опыта.
Нельзя сказать, что оборудование для холодной ковки сверхсложное для изготовления в домашних мастерских. Однако для получения надежной конструкции необходимо разобраться в принципах ее работы, изучить чертежи и строго следовать им при изготовлении узлов.
«Волна»
Станок позволяет за счет управляемых валов (дисков) выполнять различные зигзагообразные и синусоидные изгибы (все зависит от конструкции).

Как и в предыдущей конструкции, здесь имеется статическая и подвижная части. Один диск вращается по оси вокруг другого за счет рычага (воротка). При изменении расстояния между ними получается волна той или иной конфигурации.
 Откатные ворота своими руками — как построить простые и автоматические ворота. Схемы, чертежи и обзор лучших идей (90 фото)
Откатные ворота своими руками — как построить простые и автоматические ворота. Схемы, чертежи и обзор лучших идей (90 фото) Ремонт компьютера своими руками — практические рекомендации и диагностика основных типов неисправностей (90 фото)
Ремонт компьютера своими руками — практические рекомендации и диагностика основных типов неисправностей (90 фото) Станок по дереву своими руками — советы по постройке простого токарного станка и станков с ЧПУ (110 фото и видео)
Станок по дереву своими руками — советы по постройке простого токарного станка и станков с ЧПУ (110 фото и видео)

Твистеры
Издавна кузнецы вили завитки вхолодную по шаблону-оправке рожковым рычажным захватом, поз. 1 на рис. Способ это малопроизводительный и не для хлюпиков, но позволяет достаточно быстро и просто делать разнообразные гибочные оправки из обычной стальной полосы: концевой (упорный) рог рычага не дает шаблону податься под давлением заготовки. Серединный (обводной) рог желательно делать скользящим с фиксацией: работа пойдет медленнее, но, особенно в неопытных руках, точнее.
Простейшие приспособления для холодной художественной ковки
Другое простое приспособление для ручной фасонной гибки – прочная доска с опорным штырями – проставками, поз. 2; в качестве них подойдут обычные болты М8-М24. В зависимости от того, насколько вы дружны с домашним тренажером, работать можно с полосой до 4-6 мм. Выгибают полосу на-глаз, работа идет медленно, зато можно выводить узоры вплоть до Ильи Муромца на коне в полном вооружении или Будды в цветке лотоса. Последний, возможно, и совершенно ручной работы: люди, вполне освоившие хатха- и раджа-йогу, способны руками завивать в узор стальные арматурины.
Что можно ковать из профильной заготовки
К профильным трубам относят изделия, чье сечение не является круглым. Оно может быть овальным, прямоугольным или квадратным. Сложность обработки заключается в соблюдении максимальной нагрузки на стенки заготовки. Если этого не предусмотреть – возможно появление разрыва и нарушение целостности конструкции.

С помощью холодной ковки можно сделать следующие элементы из профильной трубы:
- Дуги. Самый распространенный вид обработки. Из заготовок делают парники, каркасы сложных конструкций.
- Спирали и завитки. В отличие от прутка они имеют большой радиус изгиба, что обусловлено вероятностью разрыва. Применяются для заборов, ворот и декоративных решеток.
- Объемные спирали. Они могут стать основой для декоративных украшений.
- Концевое расплющивание, формирование хомутов для соединения частей узора.
В отличие от штамповки во время холодной ковки металл профильной трубы практически не течет. Это позволяет сохранить ее исходные габариты, параметры прочности.

Примеры изделий с завитками
Оригинальный козырек над входом в здание:

При оформлении французского балкона оригинальные завитки придают ажурный вид всему изделию.

На лестничном пролете завитки выглядят весьма оригинально.

Используя одни завитки, изготавливают опоры для скамьи, а также в том же стиле создают решетку для камина.

На винтовой лестнице видна рука отличного мастера. Не всякий сумеет сделать подобное изделие.

В створке ворот присутствуют элементы, изготовленные на станке «Улитка». Тяжелое изделие прибрело особую легкость.

Легкая лестница в стиле Хай-тек. Она может украсить не только загородный дом. Современные дворцы при минимализме конструкции могут иметь отличный вид.
Холодная ковка — все о работе с металлами
Чаще всего с помощью такой технологии обрабатывают металлопрокат в виде прутка, круга, квадрата или полосы. Создаваемое оборудованием давление изгибает и прессует материал, формируя нужную конфигурацию изделия, при этом упрочняя его. Изготовленные таким способом вещи практически невозможно сломать, их срок службы, в сравнении с литьем или штамповкой, на порядок выше.
Однако, стоит учесть, что при браке или допущенных ошибках в обработке проката их исправить также невозможно или очень сложно.
Зачем применяют холодную ковку и какие изделия производят?
- Различные фигурные решетки, которые монтирую на окна и двери жилых помещений.
- Декоративные и практичные элементы фасада: козырьки, перила и другие.
- Детали ограждений: заборов, ворот, калиток.
- Элементы мебели: ножки стульев и столов.
- Детали декора: подставки под цветы, кронштейны фонарей, решетки камина, мангалы и прочие.
Все эти поделки выглядят как настоящее произведение искусства, при этом не теряя своего практического назначения и прочности.
Приемы и способы технологии
Понятно, что, в отличие от горячего способа, заготовки предварительно не разогревают до ковочной температуры. Лишь изредка может применяться частичный нагрев поверхностей в месте изгиба.
Технологически такой способ обработки металла построен на одном из физических свойств металла — пластичности. Черновые и цветные металлы, такие как сталь, медь, бронза и другие в зависимости от своего химического состава имеют способность выдерживать нагрузки на изгиб, разрыв, растяжение. Это позволяет их обрабатывать различными приемами без нагрева.
В момент изготовления изделий материал поддается прессованию, что уплотняет структуру металла и, соответственно, делает его прочнее. Изгибание, в свою очередь, добавляет прочности изделию за счет дополнительного сжатия в точках изгиба.
Важным отличием холодной ковки от горячей является то, что нет высокотемпературного воздействия на металл и, как следствие, он не меняет своих химических свойств, а ,значит, нет необходимости проводить дополнительные операции: отпуск, отжиг или закалку.
В итоге, холодная ковка металла имеет как преимущества, так и недостатки.
- Детали и заготовки не требуют предварительного высокотемпературного нагревания.
- Поверхность изделий намного прочнее, чем при изготовлении вещей горячей ковкой.
- Высокоточная обработка деталей, возможна очень точная подгонка.
- Элементы не требуют дополнительной обработки после изготовления. Все изделия изначально прочные.
- Более «чистая» работа, нет следов и продуктов горения на поверхности металла.
- При обработке требуется создать намного большее усилие на металл для формирования деталей.
- Требуется специализированное и, в некоторых случаях, мощное оборудование.
- Обрабатываемые поверхности должны быть чистыми.
- Можно изготавливать только определенные виды продукции.
Главный недостаток холодной металлообработки в том, что можно производить ограниченные наименования продукции.
Какими технологическими приемами обрабатывается металл холодным способом?
Приемы и способы технологии
В холодной ковке используют простые приемы деформации металла:
- гибка;
- кручение;
- протяжка;
- чеканка.
Технология изготовления простая. Необходимо прочно закрепить конец заготовки и гнуть его с помощью инструмента вокруг оправки определенной формы и размера. В зависимости от диаметра выбранной оправки, гибка позволяет создавать вензеля и завитки разного размера и направления.
Кручение вдоль оси требует большого усилия и самых простых тисов для перекручивания проката. Смотрится витой прут только если прокат ребристый. На круглом ничего не видно.
Протяжка меняет сечение заготовки. Ею чаще всего выполняют заостренные края прута. При навивке просто оттягивают, чтобы элемент выглядел красиво. На верхний край оград сплющивают и заостряют, делая пики и увеличивая неприступность своего участка.
Чеканка делается по листу. Ударами с обратной стороны, постепенно изменяется форма материала, создается объемный рисунок или элемент для большого полотна.
Зачем применяют холодную ковку и какие изделия производят
С помощью горячей ковки можно выковать изделие практически любой формы — от корабельного якоря и тележной оси до металлической розы и лозы винограда.
Холодная ковка применяется для производства ограниченного числа элементов, из которых талантливый дизайнер может скомпоновать авторское изделие.
 Кованые роза подставка для бутылки
Кованые роза подставка для бутылки  Кованые ограды розы
Кованые ограды розы  Кованые изделия
Кованые изделия
Методом холодной ковки делают самые разнообразные изделия. Это, прежде всего элементы решеток и оград — как сами прутья, так и поперечины, навершия, украшения. С расстояния в несколько метров ее трудно отличить от кованой решетки. Любую решетку оживят завитки и спирали, складывающиеся в замысловатые узоры и орнаменты. Обычный забор, таким образом, кроме утилитарного назначения приобретает еще и художественную ценность. Для этого потребуются гнутик, улитка и торсион.

Кованая скамейка со столом и фонарными столбами оплетенные виноградной лозой
Отлично смотрятся на придомовой территории кованые стойки для фонарей, перила для мостиков через водоемы, навесы и крылечки, столики и скамейки. Да и саму беседку неплохо сделать из кованого прутка. Неожиданную для сурового металла легкость и воздушность придадут ей завитки и спирали, а витые опоры подчеркнут стремление ввысь.
Широко распространены сегодня и кованые мангалы, также дополняющие хозяйственное назначение эстетическим впечатлением. Собственно мангал теряется среди навеса, узорчатых стенок и опор, украшенной завитками крыши.
Также весьма популярны детали балюстрад, ограждений лестниц и балконов. Здесь также широко применяются завитки и спирали, причем не только как украшение, но и как конструкционный элемент. Весьма уместно выглядит скрученная вдоль продольной оси балясина, а угловые опоры часто выполняют из нескольких прутков, скрученных вместе. Также на торсионном станке делают т.н. «фонарик»- несколько изогнутых спиралью прутков, соединенных концами методом сварки.
 Завораживающая кованая ручка для дверей
Завораживающая кованая ручка для дверей  Кованая настенная вешалка в стиле кантри на входе
Кованая настенная вешалка в стиле кантри на входе  Эксклюзивные кованые засовы для дверей
Эксклюзивные кованые засовы для дверей
Следующая область применения холодной ковки – детали декора помещений и мебели. Дверные ручки и шпингалеты, каминные инструменты и вешалки, стойки для зонтов и карнизы для гардин и портьер-здесь широко используются малые завитки и закрученные прутки. Мебель делают как садовую, не боящуюся осадков и смены сезонов, так и домашнюю, комбинируя металл с деревом и тканью.
Отличия холодной ковки от других способов металлообработки
В промышленности, в художественных и домашних мастерских широко используется много методов обработки металла:
- Литье.
- Горячая ковка.
- Горячая и холодная штамповка.
- Механическая обработка.
Основным отличием холодной ковки металла является использование склонности металлов к холодной пластической деформации, или изменению формы без нарушения целостности. Изменение формы происходит под оказываемым на металл механическим давлением.
Преимущества и недостатки холодной ковки
Технология холодной ковки обладает неоспоримыми преимуществами:
- Малая трудоемкость.
- Высокая производительность.
- Низкая энергоемкость.
- Низкие требования к квалификации и легкость освоения навыков работы.
- Высокая повторяемость деталей в серии.
- Возможность различных сочетаний базовых элементов для создания уникальных конструкций, узоров и орнаментов.
Метод холодной ковки позволяет быстро и экономично производить большие серии идентичных элементов, например, частей решеток или оград, и обойдется такая ограда в десятки раз дешевле, чем при изготовлении элементов методом горячей ковки.
Свойственны холодной ковке и некоторые недостатки:
- Ограниченный набор операций и базовых элементов.
- Ограниченный выбор исходных материалов: квадратный или сплошной пруток, профильный прокат, металлическая полоса.
 Сплошной пруток
Сплошной пруток  Профильный прокат
Профильный прокат  Металлическая лента
Металлическая лента  Квадратный пруток
Квадратный пруток
Иными словами, если требуемую деталь можно сделать методом холодной ковки — хорошо, если она не является одним из базовых элементов- то придется выбрать другую технологию.
Оборудование для холодной ковки
Для изготовления холодной ковкой используют различные оправки на гибочном станке с ручным и с гидравлическим приводом. Заготовка обвивается по наружному диаметру, образуя дугу заданного диаметра. Шаблоны и упоры позволяют создавать одинаковые детали без разметки.
Применение универсального кузнечного оборудования для холодной ковки металла позволяет менять рабочий инструмент — валки, упоры и создавать несколько видов деталей разного размера.
Улитка

Станок представляет собой модернизированный гибочный рычаг для труб. Вместо цилиндрической насадки используется копир. Техника ковки основана на обвитии заготовки вокруг шаблона, приваренного к массивному основанию.
Один конец проката закреплен в центре витка. Второй свободный. За него поворачивают заготовку вокруг копира, заставляя ее плотно прилегать к его поверхности и принимать форму спирали — улитки.
В усовершенствованном варианте приспособления улитка, в основание вместо шаблона вкручиваются упоры. Конец детали зажимается в центре. Второй упирается в плоскость. Деформация производится вращением стола.
На улитке можно гнуть пруток, трубы, полосы листа.
Гнутик
Для красивого оформления угла используется ковка металла в открытом штампе с подвижным элементом, заменяющим пуансон.
Основанием служит прочная чугунная пластина с направляющими по центру и подвижной частью, которую перемещает винт. Подойдет суппорт с маленького станка.
Прут укладывается под шайбы на стационарных прижимах. Пуансон имеет форму ромба. Он перемещается вращением винта, сгибая острым углом заготовку. Перемещая прокат в разные стороны и переворачивая его, можно получить плоский зигзаг и пространственную фигуру.
Волна
Пруток, красиво изогнутый в плоскости с одинаковыми радиусами по всей длине, напоминает волну на воде. Изготовить приспособление для холодной ковки можно различными способами. Установить вместо ромба круглый пуансон и гнуть прокат, переворачивая его на 180⁰, деформируя каждый следующий участок.
Поставить оправку на вращающийся стол с упором рядом с круглой насадкой. Второй фиксатор устанавливается на стационарной станине. Прокат или лента прижимается в насадке и вращается вместе с ней. Освободиться деталь не может, поскольку второй упор ограничивает ее движение.
Твистер
Простое устройство, позволяющее закручивать прут в спираль, точнее деформировать прокат, скручивая его вокруг своей оси. На станине из двутавра или швеллера, на одной стороне помещен корпус с втулкой и подшипниками. Снаружи, на вращающемся узле смонтирован ворот. Квадрат заводится в отверстие, фиксируется болтами во втулке и поворачивается.
Второй фиксатор двигается вдоль основания, регулируя длину спирали. Когда ворот начинают вращать, прут крутится и завивается вокруг своей оси.
Фонарик
Для создания объемной детали используется инструмент для холодной ковки, на котором производится навивка проволоки. На ось одеваются круги с отверстиями для фиксации проволоки ближе к центру. Один из них крепится неподвижно, второй вращается вместе с валом.
Производится ковка сразу нескольких заготовок. После соединения торцов деталей вместе, получается красивый объемный фонарик со спиральными линиями.
Глобус
Устройство глобус позволяет гнуть прокат по окружности правильной формы, представляющей сегмент круга. На нем можно делать элементы для арок, навесов, объемных решеток.
Шаблон представляет собой окружность со втулкой для рычага в центре. Прут или труба одним концом фиксируются на краю дуги. Рычаг перемещается вдоль дуги и роликом прижимает заготовку к шаблону.

Как сделать станки холодной ковки самостоятельно
Основное в изготовлении станков для холодной ковки своими руками, приспособление для фиксации детали и инструмент для деформации по заданной форме — насадка или шаблон. Нужно представить, что в результате должно получиться. Если это улитка, то проще сделать шаблон. Тогда изготавливая детали холодной ковкой в домашних условиях, можно получить несколько элементов одинаковой формы и размера.
Для изготовления единичных деталей со сложной конфигурацией методом художественной ковки своими руками подойдет установка ограничителей в виде штырей и прокладка между ними прутка.
Станок для холодной ковки своими руками
Для изменения сечения прутка необходим пресс. Оборудование для холодной ковки можно сделать своими руками. Сначала делаются 2 боковые стойки. К ним привариваются втулки под подшипники и совместно обрабатываются, чтобы отверстия были в одной оси.
Между стойками помещаются 2 валка. Между их поверхностями должен быть зазор в 2–3 мм. Шейки валов с подшипниками монтируются в расточенные в размер втулки. Боковые стойки привариваются снизу к плите-основанию, сверху стягиваются шпильками.
Передача вращательного движения осуществляется зубчатыми колесами с одинаковым диаметром. Валки должны вращаться навстречу друг другу.
Пруток, попав между вращающимися деталями, должен затягиваться. При этом происходит его деформация — сплющивание.
Чтобы получать самодельные пики и лапы разных видов, нужно сделать полосы с гладкими поверхностями на валу.
Холодная ковка своими руками как отдельный вид искусства
Холодная ковка – метод формирования изделий из металла под давлением. Данный способ заключается в том, что металл не нагревается перед деформацией, а изгибается с помощью специальных станков. Кованые узоры украсят ограждения сада, перила лестниц, окна или входные двери. Простота и дешевизна позволят любому человеку быстро освоить процесс и самостоятельно воплотить в жизнь свои идеи.

История возникновения кузни: описание холодной ковки
Ковка – это процесс обработки металла для придания ему желаемой формы, превращения заготовки (болванки) в продукт. У людей, которые незнакомы с особенностями работы по металлу, слово «кованый» ассоциируется с кузней, где болванку разогревают от 800 до 1000°С и обрабатывают молотом для придания формы. Но в быту чаще используются предметы, сделанные путем холодной ковки. Кастрюли, чайники, узоры на воротах и дверях, металлические подставки выполнены путем деформирования металла под давлением без предварительного нагрева.

Холодная ковка – более легкий, безопасный и эргономичный способ обработки, чем горячая. Главные преимущества:
- оборудование для холодной ковки металла дешевое и эргономичное;
- небольшая трудоемкость;
- быстрое обучение работе, низкие требования к квалификации;
- возможность создания уникального орнамента из базовых элементов.
Минусом является ограниченность рабочих поверхностей и материалов: прутьев, листов и пластин.

Ручная холодная ковка исторически старше, чем горячая. Первые изделия обнаружены в Египте и Месопотамии и датируются 4-3 тысячелетием до нашей эры. Изначально использовалась руда, которая поддавалась деформации после удара камнем. Холодная ковка применялась для изготовления украшений из золота. Мягкий металл было удобно обрабатывать каменными молотками. Самое древнее изделие найдено в Египте, оно изготовлено 8 тысяч лет назад.
Спустя несколько столетий, наблюдая за вулканами, люди узнали, что благодаря высокой температуре придавать металлам форму намного легче. Начали строить доменные печи – появилась профессия кузнеца. Каменный век сменился железным, в быт людей вошли не только украшения, но и посуда, оружие, садовые инструменты. Принцип работы кузни сохранился до сих пор, но оборудование для холодной ковки было модернизировано.

Базовые инструменты для холодной ковки в домашних условиях
Создание уникального изделия всегда начинается с расчетов материала и разработки подробного плана работы. Легче всего продумать ходы, создавая эскизы кованых изделий в масштабе, записывая размеры и подбирая нужные инструменты. Особого внимания заслуживает выбор материала. Металл должен быть прочным, но легко изгибаться.
Существует два вида ковки металла своими руками – вальцовка (работа с прутьями) и штамповка (выдавливание листов под прессом). В домашних условиях чаще используется первый вариант. Для прессования листов нужно сделать специальную заготовку для деформации. Распространенные инструменты для вальцовки: гнутик, улитка, твистер, волна и фонарик.

Гнутик – базовый инструмент, применяется для изгибания прутьев под разными углами. Спиральные элементы холодной ковки закручиваются с помощью улитки. Для формирования лучше всего выбрать прутья диаметром 10-12 мм. Выбор слишком толстого материала может существенно усложнить работу мастера.
Станок твистер используют для скручивания прутьев по продольной оси. Волна, соответственно, предназначена для создания волнообразных элементов. Инструмент фонарик применяется для работы сразу с несколькими прутьями. Они устанавливаются на оснастку и сгибаются путем вращения рычага.
Оборудование для вальцовки в домашних условиях
Приспособления для холодной ковки своими руками можно купить или сделать самостоятельно из подручных средств. Изначально нужно создать 2-3 базовых верстака для обработки одного прута. Конструкция и сложность изготовления зависят от типа выполняемой работы. Тщательное изучение процесса позволит сделать оборудование самостоятельно.

Гнутик: какие изделия можно создать с его помощью
Чертежи гнутика для холодной ковки своими руками создавать необязательно. Достаточно один раз посмотреть на принцип работы, чтобы самостоятельно сделать инструмент. Станок представляет собой стальную оснастку, которая разделена на три части. Средний элемент (поводок) подвижный, на нем закреплен центральный валик (клин), который сгибает прут. На боковых пластинках валики делаются сменными и вставляются в паз. Выбирая разный диаметр, можно варьировать угол изгиба прута или пластины. Сверху на поводке закрепляют рычаг, который приводит конструкцию в движение.
Валики должны свободно вращаться в отверстиях, что уменьшит силу, которую нужно приложить для изгиба пластины. Пазы для валиков можно просверлить в нескольких местах симметрично друг другу. Это позволит быстро перемещать детали, варьируя нужный угол сгибания.

Механизм изгибания металла гнутиком:
- пластина или прут устанавливается между валиками;
- тисками центральный валик прижимается к металлу;
- путем вращения рычага пластина перемещается вдоль валика, приобретая заданный изгиб.
Для удобства под центральный валик ставят лимб (ленту с делениями, показывающую высоту угла). Он используется для изготовления с высокой точностью деталей, которые должны идеально соответствовать друг другу.

Улитка: простой инструмент для создания завитков
Второе название – кондуктор для холодной ковки своими руками. Для изготовления необходимо ознакомиться с процессом сгибания, например, посмотреть видео ковки. Тогда сама конструкция не вызовет вопросов и окажется легкой для повторения. Верстак представляет собой станину, на которой стоит главная матрица или спиральный модуль. В улитку загоняется прут и обходится металлическим роликом, прижимаясь к дуге. Каркас должен быть сделан из металла, так как дерево после длительного напряжения быстро разрушается. Для этой цели подойдут металлический уголок, толстостенная труба или швеллер.
Станок рассчитан на две столешницы. Одна выполняет функцию опоры и принимает на себя большую часть давления, а на второй размещается форма улитки. Вырезаются два круга толщиной не менее 5 мм. Первая часть устанавливается на каркас. Сверху намечается центр круга, приваривается трех- или четырехстворчатая ножка для распределения нагрузки.
Верхняя часть улитки, на которой сгибается металл, называется модуль. Он может быть статичным или наборным.

Статичный модуль – это приспособление для холодной ковки, предназначенное для выгибания однотипных деталей узора. Изменять радиус или угол изгиба нельзя. Перед началом формирования модуля на столешнице рисуется разметка. Из металлических пластин (толщиной не меньше 0,6 мм) набирается улитка и приваривается.
Наборной модуль состоит из нескольких частей. Его использование является самым распространенным для художественной ковки своими руками, так как позволяет создавать элементы разного радиуса. Изначально на столешнице рисуется разметка деталей и рассчитываются пазы. Из толстого металла вырезаются съемные части улитки. Отверстия для закрепления на столешнице нужно прорезать только посередине. В противном случае напряжение распределяется неравномерно и паз быстрее ломается.
Модуль для ковки своими руками можно сделать сменным. На металлический круг приваривается конструкция необходимого радиуса. Пазами или болтами она прикрепляется к столешнице. Для изготовления элементов разного диаметра делают несколько модулей, которые можно использовать на одном станке.

Между столешницами нужно закрепить вращающийся вал и рычаг. Необходимо, чтобы расстояние между роликом и модулем было не меньше 2 см, а ход вала должен выходить за пределы столешницы. На ручке рычага устанавливают подвижный элемент для регулировки радиуса хода ролика.
Волна: как создать и пользоваться этим инструментом
Волна – инструмент для ковки линий по типу синусоиды. Вытачивается два валика по заданным размерам. Первый ролик – статичный (вокруг него будет выгибаться прут), он фиксируется на опоре. Второй – ведущий, он закреплен на рычаге и вращается при соприкосновении с поверхностью. Между валами образуется давление, которое действует на металл и заставляет его изгибаться.
Статичный валик можно выточить в форме ступенчатой пирамиды. Таким образом радиус волны можно будет изменять, перемещая рычаг и прут выше на деление. При использовании такого станка одну сторону всегда нужно удерживать, чтобы не повредить изгиб. Для более точного повторения формы волны вытачиваются два статичных валика, один из которых удерживает прут в нужном положении, не допуская дальнейшего деформирования, а на втором проводится сгибание.

Фонарик и твистер: особенности данных станков
Фонарик – это оборудование холодной ковки для работы с несколькими прутьями и создания объемных корзинок. Чтобы не конструировать станину, для закрепления инструмента можно использовать обычные тиски. Инструмент состоит из трех частей: двух матриц и валика. Матрицу можно сделать из крепкого, желательно закаленного металла шириной 4-5 см.
В каждой матрице вытачивается центральное отверстие, в которое монтируется валик. По бокам делают пазы для установки прутьев. Вторая матрица должна свободно перемещаться вдоль рычага, так как при деформации расстояние между рабочими поверхностями уменьшается. При вращении рычага прутья сгибаются по спирали, образуя конструкцию, похожую на фонарик. Изделия из металла своими руками, которые состоят из нескольких прутьев, закрепляют сваркой.
Подобную конструкцию имеет станок твистер. Однако вместо вала в матрицу вставляется прут, который прижимают пластиной или болтами. Между ними нужно установить подвижный элемент, при вращении вала подающийся вперед. Прут скручивается по продольной оси, образуя симметричную спираль.

Холодная ковка своими руками под прессом: создание заготовок для формирования изделий
На кованых ограждениях и заборах часто можно заметить не только геометрические узоры, но и цветы, бабочек, листья и прочие элементы декора. Они также выполнены путем применения техники холодной ковки, но методом вальцовки, а не штамповки.
Объемные кованые изделия своими руками делаются из листовой заготовки. Работа с прессом в домашних условиях менее распространенная, чем вальцовка. Выдавливание листов под прессом может быть как ручное (выбивное и вдавливаемое), так и автоматическое. В домашних условиях дешевле использовать ручную штамповку. Для этого мастеру необходимо сделать несколько заготовок, которые под давлением будут отпечатываться на металлическом листе.

Оборудование для ковки металла:
- Пуансон (пресс-штемпель или шплинтон) – верхняя часть пресса, она продавливает лист внутрь. Давящая сторона штампа может быть рисующей или гладкой.
- Матрица – элемент, который выполнен по форме необходимого объекта. Нанесенный рельеф под действием давления деформирует пластину, придавая ей необходимую форму.
- Рычаг пресса – ручка или реле для сближения матриц и регулировки силы пресса.
Перед началом работы необходимо создать рисунок будущего изделия. Эскизы художественной ковки переносятся на заготовку, она обрезается и стачивается по краям. В качестве верстака для прессования можно использовать обычные тиски. Удобнее всего разместить их в вертикальном положении, чтобы пластина лежала горизонтально плоскости. Таким образом, пластина будет располагаться точно между матрицами и не выскользнет во время вращения рычага.

Простую ковку металла в домашних условиях можно выполнить зубилом и молотком. В таком случае зубило выступает как пуансон, наковальня – матрицей, а молоток – рычагом. Для лучшего пропечатывания рисунка под лист можно положить пластину с насечками. Так рельеф будет более четким и красивым.
Чтобы сделать элемент «лист», из металлической пластины толщиной 20-30 мм вырезают заготовку нужной формы. На ней карандашом по центру рисуется продольная линия. Боек зубила ставится под углом к этой прямой. После удара по ручке на пластинке отпечатывается линия, похожая на жилки у листочков.

Сформировать необходимый объем изделия холодной ковки можно плоскогубцами. Деталь зажимается между тисками и выгибается в нужной форме. Такая работа хорошо подходит для выполнения небольшого количества элементов в целях личного использования. Процесс отбивания рисунка вручную занимает много времени, он довольно монотонный и требует большой точности.
Штампы для постоянной работы (в виде листьев, лепестков, цветов и т.д.) выгоднее приобрести, так как точное обтачивание двух одинаковых элементов – очень сложный процесс. Основные части вытачивают из болванки или отливают методом горячей ковки. Такая работа требует большого опыта и высокой точности. Пуансон и матрица должны совпадать. При сильном давлении неровности будут отпечатываться на изделии. Если несоответствие очень большое, то пресс раздавит заготовки – и придется начинать работу с нуля.
Стили и элементы узоров: фото художественной ковки
Создание красивого узора начинается с эскиза ковки. Мастер должен четко представлять картину, которую он хочет сделать. Изначально рисуется чертеж, рассчитываются материалы, количество необходимых элементов, выбираются станки и оснастки. Для того чтобы изделие смотрелось красиво, лучше сразу выбрать стиль, в котором оно будет выполнено. Пересматривая фото изделий холодной ковки, можно легко заметить, к какому направлению относится узор.

Существует несколько стилей формирования кованого узора.
Романский стиль характеризуется строгостью и симметричностью. На ограждениях можно увидеть плотное расположение спиралей в одинаковом порядке, детали часто повторяются и однотипны. Это монументальный узор с использованием элемента волюта (С-образно закрученные односторонние завитки).
Готический орнамент. Мало кто знает, что современные ограждения и заборы чаще всего выполняются именно в этом стиле. Характерная черта – стремление вверх. Прутья заостренные, заканчиваются навершиями в виде стрел, копий или острых шипов. Спиральные элементы, применяемые в этом стиле, называются просечками, и выглядят они как разветвленный в разные стороны стебель. Для разнообразия между прямыми прутьями добавляются фонарики или объемные спирали.

Ренессанс встречается очень редко. В этом стиле заостренные угольчатые элементы практически не используют. Основа – круглые дуги, спирали и волны. Разветвление металлических прутьев украшают листьями или цветами, изящные изгибы приобретают форму восьмерки. Характерные элементы – просечка, спираль, волюта и восьмерка. Стиль очень гармоничен, детали устанавливаются симметрично в виде переплетенных линий.
Барокко – полная противоположность ренессансу. Стиль ажурный и очень пышный. Используются С-образные спирали, волюты, завитки, изогнутые линии и замысловатые узоры. К плетениям добавляют объемные листья и цветы, создается динамичность формы.
Рококо. Для этого направления характерно использование тонких прутьев и двусторонних завитков. Рокайльный орнамент создает постоянное движение, отличается филигранностью и объемными узорами. На фото холодной ковки заметны ассиметричность и дробный орнамент. Неприемлемо применение прямых прутьев и плоских решеток.

Классицизм. Красивый, хотя и простой стиль, который вернул в моду симметрию. Для создания орнамента применяют завитки, просечки, спирали и прямые прутья. В использование вводят еще один элемент – меандр (ломаные линии или изогнутые под прямым углом прутья). В ограждениях всегда строго выдерживается вертикальная архитектоника.
Ампир характеризуется наличием геометрического орнамента, длинных гладких прутьев. Основной элемент (волюта) видоизменен: удлиненная прямая линия с односторонними завитками на концах. Главное для данного стиля – это строгая простота, симметричная геометрия в сочетании со спиральными элементами.
Ар-нуво, или модерн, добавил в художественную ковку своими руками биологические мотивы. В стиле не используются прямые линии, только разнообразные изгибы, меандры, завитки и спирали. Симметричность уходит на задний план. Орнамент повторяет силуэт человека или животного, добавляются листья и цветы. Узор построен таким образом, что завитки равномерно перетекают друг в друга по всему орнаменту.

Если человек начнет работу без предварительного чертежа, он быстро запутается в создании изделия холодной ковки. Каждый узор должен быть максимально продуман, а правки, которые вносятся во время работы, лучше сразу переносить на эскиз, чтобы четко представлять, каким должен быть результат.
Крепление элементов узора: последняя обработка металла
После того как все необходимые элементы орнамента созданы, начинается его формирование. Внешний вид узора может немного отличаться от эскиза. Чтобы определить возможные ошибки, нужно провести предварительный просмотр. Изначально узор можно выложить на плоской поверхности, не скрепляя его части. Таким образом можно оценить, насколько удалось воплотить задумку в жизнь, а также исправить недочеты в своей работе. Начинать формирование узора без предварительного просмотра результата не стоит.

Основных видов соединений два:
- сварочный шов;
- заклепки (или художественные хомуты).
Сварочный аппарат полезно использовать в тех местах, где шов соединения можно легко зачистить или он будет незаметен. Для сохранения эстетичности орнамента изделия из холодной ковки можно поставить фигурные заклепки. Они надежно скрепят составные части и дополнят декор.
Орнамент соединяют постепенно, в зависимости от количества деталей. Изначально скрепляют мелкие элементы, формируют просечки, витые линии и вензеля. Применяют сварку. Шов выравнивают болгаркой, используя зачистной круг толщиной 0,6 см. Он легко обходит изгибы и неровности. Крупные детали соединяют фигурными хомутами. Заклепки ставят симметрично друг другу, чтобы дополнить узор. В завершение работы орнамент обходят зачистным или полировочным кругом.

Художественная ковка не только является бизнесом или работой, но и может быть занимательным хобби. Оборудование холодной ковки своими руками может сделать даже начинающий мастер из подручных материалов. Специалистов по холодной ковке можно смело назвать художниками, так как они создают красивые орнаменты из неотесанных прутьев, труб и листов. Подобные увлечения требуют полной отдачи и немалых затрат. Однако все вложенные средства и старания принесут свои плоды, если они подкреплены желанием создавать прекрасное.
Источник https://kak-sdelano.ru/instrumentyi/xolodnaya-kovka-svoimi-rukami
Источник https://mozgochiny.ru/interesno/izobretateli/v-gostyah-u-mastera/holodnaya-kovka-svoimi-rukami-tehnologii-oborudovanie/
Источник https://nashampure.ru/obrabotka-metalla/kovka/holodnaya-kovka-vse-o-rabote-s-metallami