Как легко и правильно своими руками сваривать металл электросваркой?



При выполнении хозяйственных работ часто используются металлические листы. Возникает необходимость в их подготовке. Так, резку металла удобнее всего выполнять инвертором сварочного типа.
Сварочный инвертор используется для создания электрической дуги, которая производит резку металла путем плавки. Оборудование для сварки можно выбрать в интернет-магазине https://optoweek.com.ua/svarochnoe-oborudovanie с доставкой по Украине. Вам понадобится обычный трансформатор, который вырабатывает постоянный ток. Важно, чтобы силы тока хватать на образование дуги.
Впервые дуговая резка была применена около 30-40 лет назад, она до сих пор остается популярной на фоне современной плазменной резки за счет простоты использования аппарата, высокой результативности и удобства при проведении работ.
Эксплуатировать оборудование для резки металла с помощью электрода можно без специальных знаний в данной области. Нужно соблюдать элементарные правила безопасности, которые предотвратят поражение электрическим током.
Какие электроды используют для сварочной резки металла
- Металлические электроды со специальным покрытием.
Использование этих материалов позволяет повысить качество реза. Благодаря составу покрытия сварочный процесс становится более комфортным, а кроме того:
- предотвращается переход дуги к боковым поверхностям реза;
- обеспечивается стабильность горения дуги и исключается возможность ее гашения;
- создается давление газа в месте обработки, металл в месте реза окисляется.
Учтите, что в процессе резки требуется большая мощность тока, на вид напряжения влияет марка используемых электродов.
От обычных электродов для сварки расходники со специальным покрытием отличаются повышенной тепловой мощностью дуги, высокой теплостойкостью обмазки, интенсивной окисляемостью жидкого металла.
С помощью металлических расходников можно эффективно удалять дефектные швы, прихватки, заклепки, болты, разделывать трещины.
Необходимые инструменты
Перед началом резки листа металла необходимо приобрести и подготовить все инструменты, которые могут понадобиться в процессе выполнения работ. Потребуется:
- Сам сварочный инвертор — optoweek.com.ua/svarochnye-invertory. В продаже устройства представлены в огромном ассортименте, как для бытовых, так и для промышленных нужд.
- Молоток и щеточка.
- Электроды. Можно выполнять резку обычными или специальными расходниками, которые обозначаются маркировкой ОЗР (повышают эффективность процесса и качество конечного результата).
Перед выполнением работ также необходимо приобрести специальную экипировку, которая поможет обезопасить процесс:
- Специальный рабочий костюм.
- Маска со светофильтром, которая защитит глаза.
- Рукавицы из плотного материала.
- Обувь с резиновой подошвой.
Если работы будут вестись в небольшом замкнутом помещении, дополнительно необходимо будет приобрести респиратор.




Общая информация
Многие домашние умельцы привыкли думать, что сваркой необходимо пользоваться только в случае, когда нужно соединить две металлические заготовки. Однако, имея в руках сварочный инвертор и электроды можно выполнить не только сварку, но и резку металла. Эта технология пригодится, если нужно сделать отверстие в заготовке.
Чтобы электродом сделать отверстие в металле, не нужно быть профессионалом. Достаточно знать принцип работы инвертора и уметь применять его на практике. Процесс резки проще и быстрее сварки, поскольку нет таких высоких требований к качеству шва. Если попрактиковаться, можно добиться довольно ровного реза, с аккуратными краями. Поэтому резка подходит даже для тех, кто никогда не пользовался сварочным инвертором.
Этапы резки
На начальном этапе в обязательном порядке проверяется исправность используемых кабелей.
Зажигать дугу можно постукиванием или чирканьем электрода о лист. Новички часто теряются в сложных описаниях процесса сварки. На деле же с зажиганием не возникает проблем, а нормально удерживать дугу вы научитесь уже через 2-3 раза.
Процесс резки металла гораздо проще, чем проведение сварки, к конечному результату не предъявляются особые требования. Резку можно использовать для того, чтобы освоить азы и получить практические знания.
Сила тока подбирается в зависимости от диаметра электрода, от толщины стального листа и вида резки. Резку можно разделить на три вида:
- Разделительная резка. Изначально лист металла нужно установить таким образом, чтобы расплавленный материал беспрепятственно вытекал с места разреза. Для небольших листов резка начинается у края изделия, если работаете с длинным листом — можно начинать с центра (месте старта делается отверстие). Диаметр электрода подбирается таким образом, чтобы он был больше толщины обрабатываемого металла.
- Поверхностная резка. Позволяет делать канавки и углубления на поверхности листа, часто используется борьбы с поверхностными дефектами. Электрод располагает к поверхности под наклоном в 5-10 градусов.
- Резка отверстий. Изначально в металлическом листе делается небольшое отверстие, которое затем постепенно расширяется до нужного диаметра. Электрод устанавливается перпендикулярно к обрабатываемой поверхности.
Главное выбрать электрод нужного диаметра. Тонкий металл можно резать электродом в 3 мм, для более толстого материала используют 4-5 мм электроды.




Выбор режимов и электродов
Лучше всего для сварки тонкостенных конструкций воспользоваться инвертором. Такие аппараты имеют более тонкую настройку в отличие от трансформаторных аналогов.
Сила тока, которую используют в таких работах, напрямую зависит от толщины деталей и диаметра электрода.
Тонким металлом принято считать заготовки толщиной до 5 миллиметров. Однако проблемы со сваркой возникают с деталями до 3 мм. В таблице можно посмотреть приблизительное соответствие выбранной мощности к материалу и диаметру электрода.
Это приблизительные данные, более точную настройку аппарата можно определить опытным путем, попробовав варить металл.
Используя тонкие виды электродов, нужно учитывать, что скорость плавления у них более высокая, а значит нужно быстрее вести шов.
Главные требования к выбору расходников такие же, как и при сварке стандартных конструкций. Обмазка и состав электрода должны соответствовать свариваемому металлу.
Другие способы
Газовая резка. Ацетилен подогревает металл до того момента, пока он не начинает гореть в кислороде. Далее с помощью специального оборудования подается тонкая струя кислорода под давлением в 12 атм. С помощью газовой резки можно получить аккуратный срез с ровными кромками. Резка не применяется для работы с нержавейкой и алюминием.
Плазменная резка. Между вольфрамо-лантановым электродом и металлической поверхностью создается дуга, одновременно подается газ, который преобразовывает дугу в плазму. Плазменная струя легко входит в металл и оставляет ровный срез.
Сварочная дуга
Способ дуговой сварки основан на создании замкнутой электрической цепи. Между электродом и деталью создается дуга, расплавляющая ее кромки и конец прутка. Электрическая цепь включает источник питания, сварочный кабель, электрод с держателем, зажим заземления, обратный кабель и обрабатываемую деталь. Ток начинает протекать через всю схему после образования дуги. Важным является включение обрабатываемой детали в схему электрического контура в процессе сварки или резки. Температура дуги при этом составляет 60000С.
Описание технологии
Дуговая резка металла выполняется при помощи сварочного инвертора. Он, по сути, представляет собой трансформатор, вырабатывающий ток определенной силы, достаточной для образования сварочной дуги. Данная технология появилась достаточно давно, тридцать-сорок лет назад. Не являясь суперсовременной, как например плазменная, она продолжает оставаться популярной и широко применяемой, вследствие простоты использования, эффективности и удобству работы.
Эксплуатация сварочного аппарата, в том числе резка металла обычным или специальным электродом, не представляет особой сложности и не требует профессиональных знаний и навыков. Но при этом необходимо учитывать требования техники безопасности, так как выполнение сварочных работ связано с электрическим напряжением.
Как работает сварочный инвертор?

Инверторный сварочный аппарат работает от переменного тока. Его частота обязательно должна равняться 50 герцам. Переменный ток в инвертор поступает от потребительской сети и подаётся на выпрямитель.
Полученный электроток преобразуется внутри инвертора. Это происходит за счёт работы специальных транзисторов. Они увеличивают частоту коммутаций тока, который потом и используется для сварки. После преобразования его частотный уровень достигает 20-50 килогерц.
Повышенная частота электрического тока – это главная техническая особенность работы сварочного инвертора. Она позволяет добиться высокой производительности в эксплуатации прибора и уменьшить время, затрачиваемое на сваривание металлов. Эта особенность даёт преимущество инвертору при сравнении со сварочными аппаратами других типов.
После преобразования частоты тока в устройстве проводится изменение его напряжения. Оно понижается до тех пор, пока не достигнет показателей в пределах 70-90 вольт. В то же время сила тока поднимается до 100-200 амперов. Несмотря на высокую мощность вырабатываемого тока, габариты инвертора невелики. Это достигается за счёт того, что в его конструкции отсутствуют громоздкие катушки индукции.
Необходимые инструменты и оборудование
Перед тем, как резать металл приобретенным сварочным инвертором, необходимо подготовить требующееся для этого оборудование и инструмент:
- непосредственно сварочный аппарат (представлен на рынке строительного и промышленного оборудования в различных вариантах от самых разных производителей);
- молоток и щетка;
- электроды. Резка металла дуговой сваркой до последнего времени выполнялась с применением самых обычных электродов. Сейчас чаще используются специальные электроды, применяемые для резки электросваркой и обозначаемые маркировкой ОЗР. Они отличаются высокой теплоустойчивостью покрытия, обеспечивающего ускорение резки, увеличение производительности и качеств реза. Использование специальных электродов ОЗР позволяет разрезать материал таким образом, что выделяется намного большее количество тепла, а дуга получается стабильной и устойчивой.
Для безопасной работы требуется приобретение защитной экипировки, включающей в себя:
- специальный костюм (роба);
- рукавицы (краги);
- защитная маска, оборудованная светофильтром;
- ботинки, подошва которых сделана из резины;
- при работе в замкнутом и небольшом по объемам пространстве — респиратор.

Все перечисленное выше оборудование, материалы и экипировка доступны и могут быть с легкостью приобретены практически в любом специализированном магазине.
Преимущества и недостатки электродуговой резки
Резка сваркой, как и любая технология, имеет свои достоинства и недостатки, учёт которых позволит сделать работу быстро и достичь ожидаемого результата. К основным недостаткам метода относятся:
- низкая производительность, которая обусловлена невысокой скоростью работы;
- плохое качество реза, получаемого в результате затвердевания натеканий с обратной стороны заготовки.
Перечисленные недостатки делают метод неприменимым в условиях, когда требуется выдерживать точную разметку при резке металла.

Главные преимущества, которые отличают этот метод:
- отсутствие необходимости приобретения специального дорогостоящего оборудования, инструментов;
- отсутствие особых требований к окружающим условиям;
- быстрое обучение приёмам работы и освоение оборудования;
- возможность работы с постоянным или переменным током.
Многие организации строительной, ремонтной, автомобильной сферы, а также домашние умельцы успешно применяют резку электросваркой, так как этот метод предназначен для несложной, недорогой резки различных металлических поверхностей.
Этапы работ
Перед началом работы требуется обязательно проверить исправность применяющихся кабелей.
Опытные сварщики советуют новичкам обернуть кабель держака вдоль предплечья, помогая удерживать его прижатием руки к туловищу. В результате кисть остается относительно свободной и расслабленной, что приведет к меньшей усталости.
Зажигание дуги происходит либо постукиванием, либо чирканьем электрода о поверхность металла. Несмотря на сложность описания и используемых терминов, навык зажигания и последующего удержания дуги появляется сразу, буквально после второй-третьей попытки.
Справедливо утверждение, что процесс резки проще выполнения сварки, поэтому не предъявляет каких-либо завышенных требований к качеству работ. Для осваивания азов использования инвертора резка металла подходит оптимальным образом. При наличии некоторой практики края реза становятся плавными и ровными.
Ток на инверторе устанавливается исходя из размера электродов, толщины стали и вида разреза, которых различают четыре разновидности:
- разделительная резка. Лист материала устанавливается в такое положение, при котором создаются условия для беспрепятственного вытекания из места разреза. При вертикальном резе процесс выполняется сверху вниз. При горизонтальном расположении металла рез желательно вести от кромки. При больших размерах листа допускается начинать рез в его середине, предварительно выполнив отверстие. Оптимальным вариантом считается использование электрода, диаметр которого больше толщины разрезаемого металла. В этом случае электрод располагается перпендикулярно плоскости листа и перемещается вдоль линии планируемого разреза;
- поверхностная резка. Применяется значительно реже и используется для выполнения канавок на поверхности металла, а также для удаления дефектов. Электрод должен быть наклонен к поверхности на 5-10 градусов. Его перемещение осуществляется с частичным погружением в образующуюся в процессе резки полость. Если требуется широкая канавка, достаточно при движении электрода выполнять поперечные колебания необходимого размера;
- резка отверстий. Процесс достаточно прост — сначала выполняется небольшое отверстие, которое постепенно расширяется до нужных размеров. Положение электрода при этом — практически перпендикулярное поверхности металла, при этом допускаются незначительные отклонения.
При выполнении резки металла при помощи сварочного инвертора необходимо учитывать следующие моменты:
- технология не позволяет выполнить аккуратную линии реза (как при плазменной резке), что серьезно ограничивает область применения;
- для резки тонкого металла требуется большая сила тока;
- при отсутствии специальных электродов предназначенных для резки металла, могут использоваться обычные. Зачастую в работу идут даже старые, непригодные для сварки. Главное требование — необходимый диаметр электродов (для тонкого листа используется так называемая тройка, то есть диаметр электрода составляет 3 мм, для металла большой толщины — четверка и пятерка, то есть диаметром электродов равен соответственно 4 и 5 мм).
Использование приведенных выше рекомендаций и правил позволит освоить резку металла собственными силами быстро и без проблем.
Сферы применения и оборудование для сварочной резки металла
Электросварка, помимо непосредственно сваривания элементов, позволяет также разрезать их. Оборудование для этого вида работ требуется аналогичное, однако сам процесс заключается в расплавлении металла насквозь, пока заготовки не будут разделены на части. Эта процедура требует применения электрического тока большей мощности.
При помощи резки металла сварочным аппаратом демонтируют металлические конструкции, разбирают старые трубопроводы, разделывают металлолом. К этому способу обращаются, когда необходимо прожечь отверстия или разрезать чугунные конструкции или детали из цветного металла.

Сварочная резка металлов электрической дугой используется при отсутствии возможности либо оборудования, которое необходимо для выполнения газовой резки.
Работы выполняются при помощи:
- сварочного инвертора (трансформатора), производящего ток необходимой мощности;
- молотка по металлу;
- щетки для зачистки;
- электрических проводов с соединительными муфтами;
- электродов и держателей для них.
Сварочная резка металлов представляет повышенную опасность для сварщика. Несоблюдение техники безопасности, а также отсутствие специальной одежды грозит поражением электрическим током. Ультрафиолетовое и видимое излучение негативно отражается на глазах. В процессе резки выделяются вредные вещества, оказывающие отрицательное влияние на органы дыхания. Велик риск получения ожогов кожных покровов раскаленным металлом.
Во избежание вреда здоровью при работе должна быть обеспечена:
- надежная защита металлического корпуса сварочного аппарата;
- принудительная вытяжная вентиляция в помещении;
- специальная защитная одежда (брезентовая роба, рукавицы, защитная маска с затемненными стеклами, обувь с прорезиненной подошвой, респиратор).
Если сварочная резка металла происходит в закрытом помещении, то неплохо, чтобы за действиями работника наблюдал помощник, который при необходимости сможет прийти на помощь.

Технология сварочной резки металлов обладает достоинствами и недостатками, учитывая которые можно облегчить работу и в кратчайшие сроки получить желаемый результат.
Минусы метода заключаются в:
- низкой производительности, обусловленной невысокой скоростью работы;
- плохом качестве реза из-за затвердевания потеков металла с обратной стороны детали.
Из-за названных отрицательных моментов технология не подходит для ситуаций, требующих точной разметки при резке металла.
Основные преимущества резки сваркой заключаются в:
- отсутствии необходимости приобретать специальное дорогостоящее оборудование и инструменты;
- быстром обучении приемам работы и освоении оборудования;
- отсутствии специальных требований к условиям работы;
- возможности использования в работе постоянного или переменного тока.
Своими плюсами обладает и инвертор. Благодаря небольшому весу и максимальным возможностям он позволяет выполнять те виды работ, для которых ранее требовалось наличие тяжелых и сложных устройств. В зависимости от мощности аппарат может весить от 3 до 7 кг.
Рекомендовано к прочтению
- Резка меди лазером: преимущества и недостатки технологии
- Виды резки металла: промышленное применение
- Металлообработка по чертежам: удобно и выгодно
Для транспортировки используется ручка или ремень. Охлаждается инвертор благодаря наличию вентиляционных отверстий в корпусе. Электроэнергия требуется только для генерации электрической дуги, за счет которой и происходит резка.
Инвертор не обладает чувствительностью к перепадам напряжения. Если же перепады носят постоянный характер, то стоит обратить внимание на указанные в паспорте прибора значения.
Резка металла электродуговой сваркой
Металлы режутся самыми разными способами. Одни выполняют максимально точный рез, другие не очень, третьи только чтобы отрезать. Резка электродуговой сваркой вполне подходит для этого дела, но шов не будет красивый и линия реза точной, как например, если резать плазмой или лазером, но все же, этот метод очень широко распространен и популярен. Для резки электродуговой сваркой необходим сварочный аппарат и электрод. Разрезать можно как тонкий металл, так и толстый, только необходимо отрегулировать силу тока.
Подбор электродов для сварки тонкого металла
Большую роль в сварке инвертором в целом и тонких металлических элементов в частности играет выбор электродов. Помимо покрытия электроды различаются еще и толщиной диаметра, что тоже немаловажно, если вы хотите сварить изделие без повреждений и прожигов.
Возьмем, к примеру, электрод ОМА-2. Он покрыт специальным составом, который горит при токах малой силы и обеспечивает ровное и медленное горение, что увеличивает ваши шансы сплавить тонкие металлические части без особых проблем. Покрытие дает хорошую жидкую металлическую массу, которая и делает шов неглубоким и хорошо скрепляющим поверхности. Покрытие состоит на треть из титанового концентрата, почти наполовину из муки, на 15% из жидкого стекла, а также имеет такие важные добавки, как марганец, селитра и железистые соединения кремния и марганца. Такого рода составы рассчитывали и подбирали опытным путем большое количество специалистов, под конкретные задачи и условия.
Для сварки тонких листов стали хорошо подходит электрод МТ-2, этот электрод создан довольно давно, но до сих пор используется сварщиками в нашей стране.
Сейчас сварка тонкого металла нужна как никогда
. Современные автомобили , катера, лодки и многие другие современные товары не обходятся без применения тонкого металла, потому что выпускать продукцию по советским меркам экономии металла в наше время просто не рентабельно.
Как видите, сварка тонкого металла очень востребована, а также востребованы и умельцы, способные сварить такой металл . На самом деле сварка такого металла — очень сложный процесс, потому что при малейшей ошибке металл прожигается и становится непригодным для применения. При сваривании тонкого металла применяют ручную дуговую сварку , не прерывистую и прерывистую сварку, а также сварку полуавтоматическим сварочным аппаратом. Реже используется для сварки тонкого металла газовая сварка.
Итак, сейчас мы рассмотрим основные требования для сварки тонкого металла: толщина электрода , требуемый ток и вид электродов . Для сварки тонкого металла необходимо использовать электроды диаметром 3 – 4 миллиметра и ток от 140 до 180 Ампер. Такие параметры электродов должны быть только для металла толщиной 3 миллиметра. Для сварки еще более тонкого металла нужно использовать электроды от 0,5 мм до 2,5. Следовательно, для таких электродов нужно использовать ток от 10 до 90 Ампер.
Для сваривания на малом токе необходимо применять электроды со специальными видами покрытия , которые будут обеспечивать легкое возбуждение и устойчивое горение. Также они должны медленно плавиться и давать жидкотекучий металл, который будет придавать шву прекрасный вид.
Таким требованиям соответствует электрод ОМА-2. В его покрытие входит 36,5% титанового концентрата, 6% ферромарганцевой руды, 46,8% муки и многое другое – общем все, что нужно для стабильного и постоянного горения дуги – того, что должно присутствовать при сварке тонкого металла. ОМА-2 идеально подходят для сварки тонкого металла, потому что имеет стабильное горение дуги, которое применяется для сварки углеродистой стали.
Также хорошо подходят для сварки электроды МТ-2, которые, как и ОМА-2, прекрасно подходят для сваривания тонкого металла и имеют такие же качества, как и ОМА-2. Однако вести сварку электродами МТ-2 лучше всего на постоянном токе обратной полярности. Также если свариваемый металл достигает толщины более 1 миллиметра, то Вы можете смело применять переменный ток .
Также Вам необходимо помнить, что прекрасные результаты сварки Вы обеспечите, если будете сваривать способом «сверху вниз», потому что при этом уменьшается глубина проплавления свариваемых частей. Также в некоторых случаях применяется газовая сварка, но она «калечит» будущее изделие, деформируя его. Многие специалисты не советуют применять газовую сварку. Послушаться или нет – решать Вам.
Лучше всего поступить по совету специалистов и купить электроды ОМА-2 или МТ-2 и варить со спокойной душой. Кстати, для того чтобы купить эти электроды Вам не нужно далеко ходить: Вы можете заказать их через пункт меню «Контакты», выбрав самостоятельно
Тонкий металл варить сплошным швом очень сложно, поэтому сварку ведут углом вперед с отрывом дуги. Не забывайте, что в тот момент, когда вы оторвали электрод, его нужно вернуть в то же самое место до начала процесса кристаллизации сварочной ванны. Если металл застынет, а вы будете добавлять присадочный материал с электрода, сварка пойдет по шлаку. В таком случае нужно остановить сварочный процесс, отбить шлак, и только после этого продолжить. Контролируйте сварочную ванну. Если вы чувствуете, что металл не плывет и вы его не прожжете, можно варить с задержкой, не обязательно отрывать электрод каждую секунду. Нет такого однозначного правила, что вы должны весь шов варить с отрывом.
Со сваркой тонкого металла в гараже чаще всего сталкиваются при выполнении кузовного ремонта автомобиля. Конечно, кузов толщиной 0,8 мм, в лучшем случае 1 мм, намного проще варить полуавтоматом, но если у вас нет денег на приобретение полуавтоматической сварки, либо нет необходимости в такой покупке из-за одной небольшой латки, вы можете полностью справиться ручной дуговой сваркой. Варят внахлест сплошным швом (но при таком способе будут большие поводки), или точками с определенным шагом. Для стыковых соединений немного снижают силу сварочного тока.Сварку встык ведут ТОЛЬКО без зазора. Не обращайте внимания на качество шва, в любом случае, у вас будет где-то больший валик, где-то меньший, все-равно в дальнейшем швы подлежат механической зачистке болгаркой, или другим доступным способом, а провар будет обеспечен в любом случае, так как лист тонкий. Не бойтесь пробовать, все начинали с плохих, некачественных швов, допуская огромное количество ошибок. При сварке вертикальных швов, так как электрод длинный, очень трудно держать короткую дугу. Не бойтесь придержать электрод рукой, только обязательно защищенной крагой, иначе получите ожог. Так вам легче будет контролировать процесс. После зачистки металла могут появится пропуски. Если речь идет о кузовном металле, их можно заварить, или зашпатлевать. Если речь идет, например, о резервуаре под давлением, соответственно, такие дефекты нужно устранять только сваркой. Сварочные деформации могут возникать не только из-за колоссального нагрева сварочной ванны, но и из-за так называемой «памяти металла», если кузов ремонтируется в том месте, где был удар.
Резка металла электродуговой сваркой — принцип процесса

Резка металла электродуговой сваркой процесс не сложный:
- для начала выбираем режим тока на аппарате, который определяем в зависимости от толщины разрезаемого металла. Сила тока должна быть сильнее, чем при сварке на 30-40%. Например, разрезая лист 2мм., электрод будет тоже 2мм., сила тока 100А.;
- затем приставляем электрод к металлу и немного разогреваем его, постепенно вдавливая его в разрезаемый материал, делаем это в процессе резки все время, чтобы произошел прорез;
- когда разрезаем металлическую пластину, ее нужно поставить вертикально, чтобы окалина или «сопли» стекали вниз и не прилипали на изделие;
- выбрать специальный электрод для резки, так как они отличаются от сварочной.
Резка металла электродуговой сваркой выполняется режущим электродом, который отличается высокой мощностью дуги, высокой теплостойкостью покрытия, более быстрым процессом окисления жидкого металла. Электрод марки ОЗР-1 применяется для резки проплавки отверстий, удаления дефектов на изделии. Марку ОЗР-2 используют для разрезания арматуры до 40мм., для резки, строжки, прошивки отверстий, устранение дефектов сварки и других подобных работ. Резка производится на повышенных режимах возвратно-поступательными движениями. Угольный электрод является подходящим для разреза чугуна, цветных металлов. Он может резать большие толщины стали до 16мм., сила тока достигает 400А.

Резка металла электродуговой сваркой замечательно выполняется сварочным аппаратом «RezonverHybrid», который соответствует всем европейским стандартам качества. Он очень компактный, легкий (3,5кг.), на 200А, при резке расходуется 30А, высокопроизводительный, 98%КПД, качество работы на 13% выше других аппаратов, надежно защищен от скачков напряжения и коротких замыканий. Его можно использовать при напряжении всего 160В. В режиме резки легко справляется с любой сталью, независимо от толщины, плотности. Способность резать цветные металлы достаточно быстро.
Какие недостатки электродуговой резки:
- низкая производительность выполненной работы;
- низкое качество реза;
- образовавшиеся наплывы на детали;
Преимущества такой резки:
- высокая скорость выполненной работы, значительная экономия времени;
- способность работать с любым металлом, сплавом;
- способность выполнять рез любой формы разреза;
- не требуется сложное оборудование, специальное помещение, особые условия.
Все это говорит о том, что процесс резки электродуговым методом является практичным и распространенным.
Применение электродуговой резки
Такая технология применяется при ремонтно-строительных работах для демонтажа металлоконструкций, разборки старых трубопроводов, грубой разделке металлолома. Её используют при необходимости прожигания отверстий или разрезания стальных, чугунных изделий, заготовок из цветного металла.
Электродуговая резка применяется в том случае, когда нет возможности осуществить газовую резку, а также при отсутствии необходимого оборудования для газовой резки металла.

Электродуговая резка металла — процесс
Сварочный ток
Что же со сварочным током? Как вы уже, надеюсь, поняли, чем больше сварочный ток, тем больше энергии передается в зону сварки, тем сильнее и глубже плавится металл и тем более ‘толстые’ изделия вы можете соединять. А чтобы передать ток большей силы, нужен более толстый проводник. Соответственно, мы можем выйти на прямую зависимость: толщина металла – толщина электрода – сила тока. Часто на сварочных аппаратах наносят таблички соответствия толщины электрода и сварочного тока. Я рекомендую вам не воспринимать подобные таблицы как догму – это всего лишь отправная точка для того, чтобы вы ориентировались. Для домашнего хозяйства вам вполне хватит тока до 160А, который позволяет использовать электрод 4 мм. На моей памяти я очень редко применял этот диаметр электродов. В основном – это 2 и 3 мм. Существует еще диаметр 2.5 мм для электродов марок УОНИ-13/45, 15/55, НИАТ-3М (типы для углеродистых сталей). Ориентировочно сила сварочного тока может быть определена по формуле: I=Kdэл. Где К- опытный коэффициент, равный 40-60 мм для электродов из низкоуглеродистой стали и 35-40 мм для электродов со стержнем из высоколегированной стали, а dэл – это диаметр вашего электрода.
| Толщина металла, мм | 2 | 3 | 4 – 5 | 4 – 5 | 5 – 10 | 5 – 10 |
| Диаметр электрода, мм | 2 | 3 | 3 | 4 | 4 | 5 |
| Сила сварочного тока, А | 40 – 80 | 80 – 120 | 100 – 150 | 160 – 200 | 160 – 210 | 180 и более |
Как правильно выбрать аппарат для сварки?
Производители сварочных инверторов должны указывать в документах продолжительность включения аппарата.
Изучив весь объем предполагаемой работы, можно приступить к покупке аппарата для сварки. В первую очередь учитывают параметры свариваемых заготовок. Электроды выбирают в зависимости от толщины свариваемых листов. Величину силы тока устанавливают в зависимости от марки металла и его размеров.
Режимы, в которых будет работать аппарат:
- крайний;
- средний;
- продолжительный.
Низкое напряжение электросети в пределах 190 В приводит к заниженной величине тока для сварки. Не следует применять кабели для работы длиннее 15 м. Они дают низкий сварочный ток.
Еще одна немаловажная деталь – учет особенностей электрической питающей сети. При низкой ее величине необходимо использовать аппараты, работающие при колебании напряжения 220+/-5%.
Термозащита аппарата зависит от соблюдения режима работ. Она рассчитана на 20 отключений и может быстро выйти из строя.
Еще одна важная деталь для сохранения инвертора в рабочем состоянии – учет особенностей проведения сварочных работ. Аппараты с уменьшением холостого хода используют в работе во влажных помещениях, колодцах, резервуарах.
Инвертор не эксплуатируют при температуре ниже 0° С, а резкие перепады способствуют формированию конденсата внутри плат.
Приобретая инвертор, следует помнить, что он используется в быту для любых сварочных работ, имеет хорошие показатели и во многом превосходит другое сварочное оборудование.
- Роль опыта в сварке инвертором
- Сварка тонкого металла инвертором: советы опытных мастеров
- Подбор электродов для сварки тонкого металла
- Некоторые выводы для желающих овладеть сваркой тонкого металла
C момента появления сварочных инверторов сварка перестала быть уделом исключительно профессионалов. Старые аппараты были довольно сложны в применении как из-за своей массы (в основном из-за старых трансформаторов), так и сложности работы. Инвертор же отличается крайней простотой и легкостью, и работать с ним может даже новичок, которому достаточно ознакомиться с рядом правил и советов, посмотреть несколько видеоуроков. Но, как и в каждом деле, опыт, наработанный с инвертором, никогда не окажется напрасным.
Варка инвертором в отличие от других сварочных аппаратов отличается простотой и легкостью.
Есть определенные задачи, которые решить малоопытному сварщику совсем не просто, – к таковым относится, например, сварка инвертором тонкого металла. Делать это сложно по ряду причин, но основная из них та, что неопытному сварщику очень сложно подобрать силу тока и воздействия на металл таким образом, чтобы не прожечь его насквозь там, где необходимо соединить.
Таким образом, сварка тонкого металла требует определенных навыков и внимательности к деталям, каждая из которых может повысить шанс сделать все качественно.
Резка металла сваркой, сварочным аппаратом, прожиг
Теперь порассуждаем – что произойдет, если мы возьмем электрод, диаметром 2 мм для листа стали 2 мм, а ток выставим порядка 100А, который обычно соответствует диаметру электрода в 3 мм? А произойдет вот что – и электрод и сталь начнут активно плавиться и испаряться. Подавать электрод в зону сварки придется очень интенсивно. Никакую ванну вы не получите, а получите т.н. сквозной прожиг. Вроде неприятность, но повернем его во благо – начнем двигать электрод поступательно, контролируя возникновение прожига. И о чудо, мы режем сталь! Причем, таким образом, вы сможете разрезать достаточно толстостенный лист. Конечно, качество кромок будет намного более низким, чем при резке углошлифовальной машиной (болгаркой), но этот способ иногда вполне применим, когда не предъявляются высокие требования по качеству кромок. Ток для резки металла обычно выше на 25-30% тока, необходимого для сварки.
Газовая
Это первый термический способ резки и пайки, освоенный человечеством. Он не потерял своей актуальности и сегодня. Металл разогревается в струе горящего газа, молекулы расплава увлекаются газовой струей из разреза.
Сущность технологии
Как резать сваркой металл? Перед началом резания следует подготовить поверхность заготовки. С нее удаляют механические загрязнения, такие, как пыль, стружка, следы коррозии. В газовой горелке смешиваются горючий газ и кислородный окислитель. Они поступают через редукторы из баллонов. Пропорции регулируются с помощью клапанов.
Полученная смесь выходит через форсунку в виде узкой струи под высоким давлением. Она поджигается, резчик начинает прогревать заготовку факелом. После прогрева металл начинает плавиться, и образуется сквозное отверстие. Через него выдуваются мельчайшие капли расплава. Резчик ведет горелкой вдоль линии реза, разделяя лист на две части.
Разновидности
Виды газовой резки называют по имени газов, участвующих в процессе:
- водородная;
- ацетиленовая;
- бензиновая.
В качестве окислителя используется кислород.
По степени механизации различают следующие виды:
- ручная, резчик перемещает горелку вручную;
- машинная, горелка перемещается манипулятором или портальным приводом над листом металла;
- автоматическая, машинной резкой управляет компьютер, в который вводят программу раскроя.
Для раскроя заготовок большой толщины газовая резка зачастую является единственным способом.
Предъявляемые требования
Для получения ровного и точного разреза следует соблюдать следующие технологические требования:
- температура плавления разрезаемого металла должна быть выше, чем у его оксидов, образующихся на поверхности при контакте с кислородом;
- энергетический баланс должен иметь достаточный запас для обеспечения непрерывного резания, при этом следует учитывать коэффициент теплопроводности и теплоемкость разрезаемого материала;
- содержание углерода и легирующих присадок также оказывает сильное влияние на применимость технологии газовой резки;
- необходимо следовать правилам техники безопасности.
Резчик должен использовать средства индивидуальной защиты, обеспечить вытяжную и приточную вентиляцию при работе в замкнутых объемах.
Преимущества технологии
Газовая резка листового металла обладает следующими преимуществами:
- раскрой листовых заготовок до 20 см толщиной;
- работа в любых пространственных положениях, что особенно ценно при демонтаже конструкций;
- низкая себестоимость операции:
- простота оборудования;
- мобильность, независимость от электропитания.
К минусам метода относят большой коэффициент отходов. Резчик должен обладать высокой квалификацией, особенно при работе с толстыми листами и в вертикальном положении.
3 лёгких способа ровно разрезать металлический лист болгаркой

Резка листового металла при помощи различных инструментов лишь на первый взгляд может показаться несложным делом. Ведь в зависимости от его толщины и размеров следует применять различные способы. Понятно, что лист любой толщины можно отрезать при помощи газа, но в этом случае идеально ровным край не получится, потребуется дополнительная обработка, а это лишняя потеря времени. Как же тогда поступить? Сегодня рассмотрим 3 лёгких способа разрезать металлический лист болгаркой так, чтобы края были ровными и при этом не получить травм.

Читайте в статье
Техника безопасности при работе с угловой шлифовальной машиной
Этот вопрос является самым важным. Ведь при нарушении правил эксплуатации болгарки можно получить серьёзные, порой несовместимые с жизнью травмы. Рассмотрим основные из них, которые обязательны к соблюдению.
- Размер диска. Многие считают, что если на маленькую болгарку поставить большой диск, сняв защитный кожух, ничего страшного не произойдёт. Дескать, большая УШМ мощнее. Это заблуждение опасно для жизни. Дело в том, что у маленькой болгарки обороты значительно выше, а потому диски для них нужны иные. При установке большого диска мастер, скорее всего, даже не успеет начать работу – диск разлетится при включении, что при отсутствии защитного кожуха приведёт к плачевным результатам.
- Направление вращения. Некоторым «мастерам» не нравится, что при работе под ноги летят искры. Они разворачивают кожух, переставляют ручку и начинают работу. Именно это чаще всего приводит к тому, что диск разлетается при зацепе за острую кромку. Вращение диска при работе УШМ должно производиться «на себя» а не наоборот.
- Индивидуальные средства защиты. Пользоваться защитными очками или щитком, одевать перчатки, маску или респиратор необходимо. Это убережёт от ожогов, травм глаз, которые, к сожалению, при такой работе не редкость.

Обычный рез тонкого листового металла
Металл, толщиной 1 мм резать не слишком сложно, но здесь необходимо быть предельно внимательным и аккуратным. Именно при резке такого материала диск часто «закусывает». Прежде всего, нужно убедиться, что на режущей плоскости круга отсутствуют дефекты. Именно они приводят к тому, что отрезной круг разлетается.

Тонкий листовой металл следует резать от дальнего края, продвигаясь назад
Начинать следует от дальнего края листа, двигаясь назад. В этом случае получается, что мастер тянет болгарку на себя. При этом диск не должен погружаться глубоко – максимум 5-6 мм. При таком способе резки получается, что отрезной круг просто не может ни за что зацепиться. Если же диск уйдёт глубоко, площадь соприкосновения с металлом резко сокращается. Это приводит к зацепам, в результате которых отрезной круг может разлететься.
Как отрезать более толстый лист металла при помощи болгарки
Рассмотрим вариант с резкой листового металла, толщиной 8 мм. Здесь лучше всего двигаться вперёд – так значительно удобнее. Однако если проходить шов просто по прорисованной линии, получатся изъяны – идеально ровным его не сделать. При этом напряжение на руки возрастает – ведь приходится постоянно следить, чтобы болгарка не ушла в сторону. Для того чтобы этого избежать, есть очень неплохой способ.

При резке толстого металла нужно двигаться вперёд, по намеченному пропилу
По месту реза укладывается стальной уголок, который прижимается к листу струбцинами по двум сторонам. Прочерченная линия при этом должна находиться с его вертикальной части. Теперь можно пройти несколько раз вдоль неё, немного прикасаясь к уголку так, чтобы получилась канавка, глубиной примерно 1-2 мм. После этого можно убрать уголок и начинать обычную резку. Именно канавка не даст диску уйти с намеченной траектории, и край получится идеально ровным.
Работать с маленькой болгаркой даже опаснее, чем с большой
Статья по теме:
Как ровно отрезать трубу болгаркой: обычная перпендикулярная резка под 90º, резка цилиндрической трубы под углом 45º, как пользоваться бумажным шаблоном для разметки распила под 45º, как отметить место реза под 45º на профильной трубе — читайте в публикации.

Ещё один похожий вариант
Можно сделать и по-другому. Вначале выполняется та же работа, что и в предыдущем варианте – прочерчивается полоса, укладывается и прижимается уголок. Но здесь канавка делается несколько глубже – 4-5 мм. После того, как уголок будет снят, остаток металла можно просто доломать, а край обработать при помощи УШМ со шлифовальным диском. Однако здесь возможны небольшие ямки на кромке, что делает второй вариант более приемлемым.

Канавка вдоль направляющего уголка делается немного глубже, чем в предыдущем варианте
Подводя итоги
То, что болгарка очень удобна для резки металла, не оспаривается. Однако необходимо уметь ею работать и неукоснительно соблюдать все меры предосторожности и правила техники безопасности. Нужно понимать, что создавались они именно для того, чтобы сохранить жизнь и здоровье мастера, работающего с таким опасным инструментом, как угловая шлифовальная машина.

Надеемся, что всё рассказанное нами сегодня будет полезно тем, кто не имеет опыта работы с болгаркой. Если что-либо осталось непонятным, стоит просто изложить это в комментариях ниже статьи. Редакция HouseChief с удовольствием ответит на все вопросы как можно более быстро и полно. У вас есть опыт подобной работы или Вы знаете иные способы резки? Тогда просим вас написать об этом в обсуждениях. Подобная информация многим будет очень полезна. А напоследок, по уже сложившейся доброй традиции, предлагаем Вам посмотреть короткий, но довольно увлекательный видеоролик по сегодняшней теме.
Технология резки металла болгаркой
Угловая шлифовальная машина (УШМ), или болгарка, как принято ее называть, незаменимый и универсальный инструмент в строительстве, предназначен для резки и обработки твердых материалов. Но это и один из самых опасных видов техники, поэтому резка металла болгаркой и других видов материала требует соблюдения всех правил безопасности.
Выбор болгарки

Для правильной и четкой работы необходимо приобрести инструмент, подходящий по мощности и диаметру режущего абразивного круга и функциональности. Нужно определиться, для каких работ необходим инструмент.
Для домашнего ремонта мастера могут обойтись маломощной болгаркой, а для профессионального строительства понадобится серьезное многофункциональное оборудование.
Виды угловой шлифовальной машины:
- профессиональная;
- бытовая;
- без ручек;
- с одной или несколькими ручками;
- разной мощности: малой, средней, большой.
Маломощные агрегаты подключаются к бытовой розетке мощностью 220 В, мощные – подключаются к промышленной трехфазной сети, с мощностью 380 В. У маломощных болгарок часто заклинивает диск, при резке толстых металлов, это опасно тем что аппарат может вырваться из рук, травмировать, или поломать диск.
Совет начинающим мастерам купить болгарку под диск 125 мм с мощностью 0,8–1 тыс. Вт и количеством оборотов шпинделя 10 тыс. об./мин. Этой мощности вполне хватит, чтобы распилить железо.
Используется для резки металла, камня, стекла, а также при помощи этого аппарата делают обдирку, шлифовку и зачистку. Закрепив стационарно, несложно затачивать резцы, ножи сверла и т. д.

При выборе болгарки необходимо обратить внимание, чтобы она удобно лежала в руке. От этого также зависит качество и безопасность работы. При возможности следует выбрать модель с резиновыми ручками.
Выбор диска
Для каждого вида роботы, предполагается определенный диск, с нужным диаметром и толщиной. Маленький диаметр – 125 мм, а большой или часто применяемый – 250 мм. Толщина разреза и его глубина зависит именно от диаметра диска.
Для резки металла необходимо приобрести отрезной диск с толщиной о 1 до 1,2 мм, для профессиональных до 2,5 мм. Если предполагается по тонкому металлу делать фигурную резьбу, то понадобится диск с маленьким диаметром или отработанный.
Независимо от размеров диска, ставится защитное покрытие — кожух, он используется при резке металла. Во время резки металла предполагают разлет мелких частиц, чтобы избежать повреждений мелкими металлическими обрезками устанавливают щит.
Основные правила безопасности по работе с металлом
Перед началом работы необходимо ознакомиться, как правильно пользоваться болгаркой, а также с особенностями техники безопасности. Даже если у мастера уже не первый раз в руках болгарка. Приниматься за работу следует собранным, будучи максимально внимательным, без лишних эмоций, во избежание травм.
Как правильно резать металл? Основные правила этого процесса:
- Специалисту следует вооружиться защитными очками при работе с УШМ, взять щитки, во избежание попадания в глаза искр, мелких частиц метала.
- Желательно обезопасить все части тела. На руки необходимо надеть защитные рукавицы, не хлопчатобумажные, они легко воспламеняются.
- Для резки металла болгаркой необходимо убрать рядом стоящие предметы, особенно быстровоспламеняющиеся.
- Обязательно обрабатывающаяся деталь должна быть закреплена в станке или тисках. Не следует придерживать ее рукой, не зажимать ногами.
- При установке нового диска, прокрутить его на максимальной скорости, держать болгарку нужно подальше от себя.
- Если диск окажется бракованным, он сможет разлететься на мелкие части и травмировать.
- Защитный кожух УШМ должен быть отрегулированным, надежно зафиксированным. Он установлен, чтоб обезопасить глаза от вылета частиц.
- Мастер обязан помнить, при замене дисков или во время отдыха, аппарат должен быть выключен из сети.
- Не беритесь за смену диска, пока включена болгарка.
- Перемещаться по рабочей зоне нужно только с выключенной болгаркой.
- Если случайно выключился свет, необходимо отключить болгарку во избежание неожиданного включения.
Не стоит ставить вместо диска фрезы, пилы, это делать категорически запрещено. Соблюдать надо правила безопасности и свести до минимума возможность травматизма.
Советы как правильно резать метал
Беря в руки болгарку, необходимо помнить, что это один из опасных по травматизмам инструмент. При поломке диска УШМ способна вырваться из рук и ударить. При разрезке возможен вылет мелких деталей, нужно все предусмотреть.
Как правильно обходиться с агрегатом? Дополнительные меры безопасности:
- После изучения как пользоваться техникой, необходимо приобрести навыки резки. Для начала следует потренироваться на ненужных деталях.
- Пятка диска лучше и эффективнее режет метал.
- При резке метала, необходимо поливать материал водой, для охлаждения. Это относится к любым моделям.
- В более дорогих все автоматизировано, вращения происходят легко, без зажима диска.
- Не включайте технику на полную мощность. Это приводит к быстрому изнашиванию, а также скорой поломки.
- Будьте внимательны к износу отрезного диска. Направление работы требуют внимания и щепетильности.
Рекомендации мастеров
Как правильно проводить резку материала? Существует ряд вспомогательных рекомендаций по эксплуатации болгарки в домашних условиях.
Во избежание перегрева, через каждые пять минут необходимо делать перерывы, чтобы болгарка отдохнула, например, на 20 минут. Это особенно относится к маломощным моделям.
Алюминий мягкий и вязкий металл. Разрезая деталь большой толщины, нужно капать керосин. Это вещество легко воспламеняется, поэтому необходимо соблюдать все правила безопасности, чтобы избежать возгорания.
Для распила жести и фигурной резьбы используются отработанные диски. После работы не выбрасывайте отработанные.
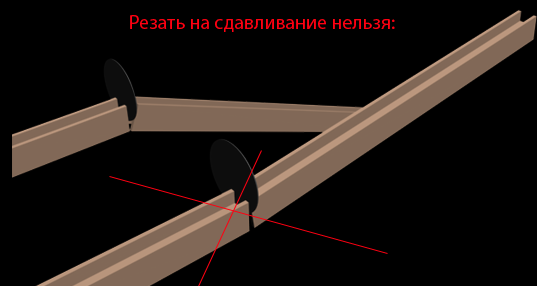
Уголок не разрезается за один прием, режут отдельно каждую полку. Чтобы разрезать, длинную трубу необходима определенная технология резки, нужно начинать резать около свисающего края. Если начать с середины, металл прогнется и заклинит диск.
Не проводите шлифовку материала, при помощи отрезной сферы, ее боковой частью. Для этого есть специальный шлифовальный диск. Не давите на диск, чтобы не сломать его, а также во избежание травм. Отсутствие быстрого вращения означает необходимость замены диска.

Необходимо обратить внимание, кожух предохраняет от раскола круга, поэтому при распиливании метала, если появилась мысль, он мешает, не стоит снимать его. Следует помнить, что все нужно делать предельно осторожно, для себя, а также для рядом стоящих.
Виды металлов и особенности их резки
Чугун, цветные металлы, нержавеющую сталь режут специальными сферами для определенного вида материала. Информацию о диске легко найти на его боковой части.
Надо обратить внимание, что нержавеющую сталь нельзя резать обычным диском. В составе диска имеются вещества, разрушающие защитную пленку этого материала. В будущем на разрезе будет образовываться коррозия.
Режущие диски отличаются друг от друга не только диаметром и толщиной, но и еще составом наполнителя. Сверхпрочный материал добавляется в диски для резки легированной стали. Мягкая связка добавляется для предотвращения перегрева режущего элемента при использовании в резке алюминия и разных видов цветных металлов.

Тонкие профлисты и жесть разрезают стальными дисками с мелким зубом. Толстые соответственно более толстыми дисками.
Для шлифовки используются специальные сферы. При снятом кожухе, но обязательно в защитных очках. Работа выполняется плавно по всей поверхности.
Помните, работа с болгаркой или УШМ требует особого внимания и умения.
Видео по теме: Резка металла болгаркой — как правильно пользоваться, технология
Источник https://teplobloknn.ru/svarka/rezka.html
Источник https://housechief.ru/rezka-listovogo-metalla-bolgarkoj.html
Источник https://promzn.ru/rezka-metalla/bolgarkoj.html