Оборудование для литья по выплавляемым моделям
Технология литья по выплавляемым моделям (ЛВМ) – один из древних способов производства металлических изделий под низким давлением. Он используется для изготовления высокоточных деталей сложной формы. Применяется в случаях, когда невозможно использование более простых методов. Данный процесс обработки металла считается прогрессивным, экономным и трудосберегающим.
Как проходит процесс?
Для производства сложных деталей путем литья под давлением выполняется запрессовка материала в специальную пресс-форму. Она точно повторяет конфигурацию элемента будущего изделия и выполнена из материала, который отличается составом, зависящим от параметров будущих изделий. Для мелких используется эластичный легкий состав (воск, парафин или стеарин), а для крупных – более твердый и прочный (пластмасс, полистирол). Материалы не образуют дефектов – изменений формы вылитого изделия в процессе охлаждения при воздействии давления. Габариты отливки рассчитываются с припусками на усадку состава.
Готовые единичные формы собираются в блоки и поступают на заливку. На данном этапе подготовленная форма и все элементы литниковой системы (полости детали) покрываются жидкой смесью со связующим наполнителем. Далее выполняется обсыпка формы в несколько слоев. Каждый пласт отличается фракцией зерна и требует тщательной просушки. В результате формируется плотная оболочковая форма созданного блока. После вытопки ее прокаливают при высокой температуре (около 1000° С) для ликвидации посторонних газообразующих веществ.
Далее, в полученную форму заливается разогретый металл. Содержимое охлаждают и отправляют на выбивку, которая выполняется при помощи молотов. Отливки, полученные этим способом, имеют высокую точность.
Технология практически не имеет недостатков, а ее преимуществом называют возможность производства элементов из сплавов, не поддающихся механической обработке, а также изготовления соединенных отливок с точными размерами, которые необходимы для получения узлов оборудования и не требуют их дополнительной сборки из мелких деталей. Литьё по моделям применяется в опытном, серийном и массовом производстве. Помимо высокой прочности, данные отливки, имеют хорошую чистоту поверхности. Данный способ используют для производства важных узловых деталей.
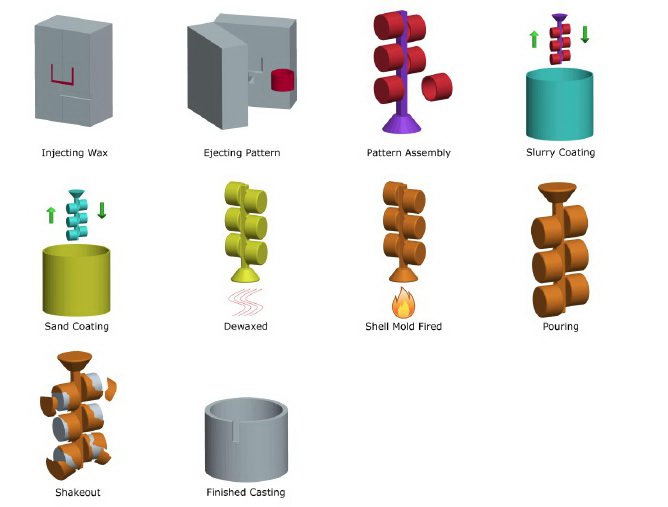
- модель изготавливается из легкоплавкого материала;
- детали собираются в блоки;
- окружаются керамической оболочкой, затвердевающей и образующей форму;
- при дальнейшем нагревании формы, модель отливки плавится и изымается;
- в появившиеся полости (литниковую систему) заливается металл, который в точности повторяет исходную форму всех элементов будущей детали.
Область применения технологии
Область применения данного метода – изготовление отливок массой от нескольких граммов до десятков килограммов. Это корпуса и элементы приборов, режущий и медицинский инструмент, детали для авто, фото и видеотехники, швейного и текстильного оборудования, для выполнения некоторых элементов художественного литья, а также в ювелирной отрасли.
Выплавляемые модели изготавливают в пресс-формах из парафиновых, восковых, стеариновых составов, включающих жирные кислоты. Данные составы характеризуются высокой эластичностью, полностью заполняют все полости и дают четкий отпечаток.
Использование технологии литья открывает перед инженерами огромный потенциал, дающий возможность проектировать сложные тонкостенные конструкции, соединять единичные детали в компактные цельнолитые узлы. При этом значительно уменьшается масса и размеры изделий, создаются нестандартные элементы, необходимые в процессе ускоренного развития технического прогресса, усложняются конструкции, видоизменяются, усовершенствуются и корректируются многие комплектующие и узлы. Со временем модифицировался и состав отливок. В некоторых случаях требовалось создание жаропрочных сплавов, которые удалось получить, в результате использования никеля.
Выбор литейного сплава
Современный процесс изготовления отливок по моделям включает серьезный подход к выбору литейного сплава. Их изготавливают из различных литейных сплавов: углеродистых и легированных, стойких к коррозии, жаростойких и жаропрочных сталей, цветных сплавов и составов на основе чугуна.
При производстве литейной продукции учитываются условия, в которым она будет функционировать. От этого и зависит материал отливок. Так для производства высокогерметичных корпусов подбирается металл, несклонный к образованию усадочной рыхлости и пористости. Для комплектующих, требующих высокой жаропрочности – никелевые составы.
При выборе литейного сплава необходимо иметь полное представление и точные требования к материалу отливок. Четко сгруппировать условия работы и назначение будущих деталей. Это даст возможность наиболее правильно подобрать необходимый сплав, с учетом его специфических характеристик.
Оборудование для литья
При выполнении работ, связанных с литьем по выплавляемым моделям, нужны знания и специальное оборудование. Это оригинальные и компактные системы, необходимые для качественного заполнения литейной формы с оптимальной скоростью и получения металла необходимой плотности. Их работа исключит образование пустот и неметаллических включений, что значительно повысит качество и эксплуатационные характеристики будущих изделий.
Каждая литая деталь – это оригинальная конструкция, требующая наличия самостоятельной литниково-питающей системы (ЛПС) для отдельной отливки. Вместе с этим они имеют много общего – размеры стенок, узлов, соединений. Это дает возможность для использования типичных конструкций ЛПС и формирования стандартных методов расчета.
В процессе производства используются автоматы для приготовления модельного состава и изготовления элементов. Это агрегаты для приготовления смесей, линии для охлаждения пресс-форм, установки для приготовления покрытия, бойлерклавы для удаления составов, оборудование для обжига керамических форм, гидравлические молоты и т.д.
Организация литейного производства
Не у всех есть возможность иметь целый арсенал приспособлений для самостоятельного выполнения литья. Поэтому не стоит своими руками, в домашних условиях, без применения спецтехники осуществлять сложные литейные работы. Доверьте их профессионалам, имеющим для этого все необходимые навыки, оборудование и экспертные познания.
Если вы запланировали открытие собственного литейного производства, но ощущаете недостаток знаний, его организацию лучше поручить прогрессивной инжиниринговой компании «СЛТ – современные литейные технологии», специализирующейся на различных технологиях литейной отрасли. Это специалисты с большим опытом в данной сфере, оказывающие все виды инжиниринговых услуг – от этапов проектирования, ввода в эксплуатацию литейного производства и до его выхода на высокие проектные мощности.
Оборудование, станки для литья металла. Точное литье металла.


Осуществляем поставки станков и вспомогательного оборудования для оснащения цехов, в частности для литья металла по выплавляемым моделям ЛВМ, литья по выжигаемым моделям ЛГМ.
Оборудования для производства фитингов и запорной арматуры, деталей насосов, других деталей и отливок для машиностроения, производства запчастей, литье чугуна, стали, другого.
Обращаем внимание, что производство каждого вида станка требует соответствующей специализации и производственных мощностей. Поэтому в большинстве случаев все производители ориентированы на выпуск станков/оборудования одного направления. Мы постараемся предложить наиболее полный ассортимент оборудования необходимый при литье. Так как наша компания заинтересована в расширении сотрудничества с Китайскими производителями и Российскими покупателями, виды предлагаемого нами оборудования будут постоянно пополняться.
Так же можно направить нам запрос на интересующее оборудование, не указанное в приведенном ниже списке, но соответствующее теме раздела, и мы подберем соответствующего производителя в Китае.
Оборудование для литья по выплавляемым моделям – ЛВМ.
- Шприц-машина для изготовления моделей
- Шприц-машина для работы с ручными пресс-формами
- Шприц-машина с вертикальной запрессовкой, одноместная
- Двухстанционная шприц-машина автомат с рамой “С” типа
- Шприц-машина одноместная с усилием запирания 20тонн, давление впрыска 2.5 – 10МПа
- Шприц-машина усилие запирания 100тонн, макс. объем запрессовки 20 литров, размер формы 1000*1000*800мм
Оборудование для удаления модельного состава из керамического блока
- Бойлерклав, установка для выплавки модельного состава
- Оборудование для очистки, регенерации модельного состава
Оборудование для обсыпки модельных блоков, приготовления раствора
- Пескосып дождевой барабанного типа
- Обсыпная установка песком с вытяжным вентилятором
- Обсыпная установка с кипящим слоем
- Смеситель L типа для огнеупорной суспензии
- Бак для приготовления суспензии
- Загрузчик песка для пескосыпа
Оборудование для очистки отливок от керамики.
- Пневматическая машина для отделения керамики от модельного блока
- Установка очистки отливок, проточных каналов от остатков керамики
- Двойной шлифовальный станок
- Отрезной станок
- Насосная станция для транспортировки модельного состава
Оборудование для литья по выплавляемым моделям – ЛВМ
Машина для изготовления восковых моделей


Оборудование применяется в литье по выплавляемым моделям ЛВМ для производства восковой модели отливки небольшого и среднего размеров, требующих высокого качества, обеспечивает высокоточное литье. Производство таких моделей как детали насосов, оборудования, фитингов и запорной арматуры, лопаток, другого.
Двух постовая комплектация шприц-машины.
Боковое расположение сопла инжекции.
Рама главной машины в форме “С”.
Усилие запирания пресс-формы 8, 10 и 16тон.
Шприц-машина оснащена отдельной емкостью вместимостью 120 литров для приготовления модельного состава и замешивания воздуха в модельный состав.
Внутренний материал емкости – нержавеющая сталь, чтобы модельный состав всегда оставался чистым.
Регулируемое давление впрыска, возможность допрессовки.
Максимальный объем впрыска до 5 литров. Скорость впрыска 0.25Л/С. Продолжительность впрыска 0 – 999С.
Контроль температуры сопла инжекции и емкости с модельным составом.
Движение сопла инжекции вверх/вниз. Ход сопла вперед/назад 200мм.
Электрический обогрев сопла и рукава подачи модельного состава.
Управление – сенсорная панель с возможностью запоминания до 40ка рабочих программ.
Контроль и управление работой шприц-машины.
Шприц-машина для восковых моделей

Установка для производства восковых моделей при литье по выплавляемым моделям. Для работы с ручными пресс-формами.
Запрессовка модельного состава в пресс-форму при помощи “пистолета”.
Бак 1 емкость 100Л для хранения воска/модельного состава и подачи воска к шприцу запрессовки.
Обогрев бака, размешивающая лопасть для воска.
Бак 2 емкость 120Л для подготовки модельного состава.
Замешивание воздуха в модельный состав – две лопасти.
Есть обогрев бака и водное охлаждение.
Внутренний материал обоих баков нержавеющая сталь 316 толщиной 5мм
Длина рукава подачи модельной массы к шприцу от 2х до 5.5 метров.
Панель управления – логически программируемый контроллер, сенсорный экран. Язык интерфейса управления русский/китайский.
Шприц-машина с вертикальной запрессовкой, одноместная MDZL 120
Недорогая шприц-машина MDZL 120 с вертикальной запрессовкой модельного состава.
Шприц-машина вертикальная для работы с ручными пресс-формами. Применяется при производстве отливок способом ЛВМ литья по выплавляемым моделям.
Машина изготавливает восковую модель будущей отливки.
Одноместная шприц-машина с вертикальным положением сопла запрессовки, без верхней зажимающей плиты. Подходит для работы с ручными пресс-формами. Объем одной запрессовки до 5 литров.
Возможность выдержки и допрессовки. Давление запрессовки 0.4 – 1.5 МПа, гидравлическая система.
Ход сопла 50-500мм, минимальное положение сопла относительно рабочего стола 50мм.
Объем бака для воска 120 Литров, возможность замешивания воздуха в модельный состав.
Наличие охлаждения бака с модельным составом.
Двухстанционная шприц-машина автомат с рамой “С” типа


Оборудование применяется в литье по выплавляемым моделям ЛВМ для производства восковой модели отливки небольшого и среднего размеров, требующих высокого качества, обеспечивает высокоточное литье. Производство таких моделей как детали насосов, оборудования, фитингов и запорной арматуры, турбинных лопаток, другого.
Двух постовая комплектация шприц-машины. Боковое расположение сопла инжекции. Рама главной машины в форме “С”.
Усилие запирания пресс-формы 8, 10 и 16тон.
Шприц-машина оснащена отдельной емкостью вместимостью 120 литров для приготовления модельного состава и замешивания воздуха в модельный состав. Внутренний материал емкости нежавейка, чтобы модельный состав всегда оставался чистым.
Регулируемое давление впрыска, возможность допрессовки.
Максимальный объем впрыска до 5 литров. Скорость впрыска 0.25Л/С. Продолжительность впрыска 0 – 999С.
Контроль температуры сопла инжекции и емкости с модельным составом.
Оборудование для удаления модельного состава из керамического блока
Бойлерклав (Автоклав), установка для выплавки модельного состава


Промышленный горизонтального типа. Позволяет быстро удалить модельный состав не повреждая керамическую оболочку. Время выравнивания давления 8 секунд. Температура 180С, давление 0 -0.9МПа. Материал рабочей камеры нержавейка AISI304 либо сталь.
Применяется при производстве отливок по технологии литья по выплавляемым моделям (ЛВМ). Предназначен для вытапливания при температуре и под давлением модельного воска из твердой формы оболочки. Вытопка воскового состава из модельного блока, депарафинизация. Возможность удаления модельного состава из керамического блока сложной формы.
Время вытопки 10-20 минут в зависимости от размеров и сложности модельного блока.
Бойлерклав обеспечивает полное удаление модельной массы из керамического блока, после него не требуется дожиг оставшейся модельной массы.
Бойлерклав Модель MZDTL100. Размер рабочей камеры Ф1000*1200мм.
Бойлерклав Модель MZDTL100. Размер рабочей камеры Ф1000*1200мм.
Бойлерклав Модель MZDTL120. Размер рабочей камеры Ф1200*1400мм.
Бойлерклав Модель MDTL120. Размер рабочей камеры Ф1200*1400мм.
Бойлерклав Модель MZDTL120. Размер рабочей камеры Ф1200*1200мм.
Бойлерклав Модель MDTL120. Размер рабочей камеры Ф1200*1200мм.
Бойлерклав Модель MDTL120. Размер рабочей камеры Ф1200*1200мм.
Может быть дополнен системой очистки – регенерации модельной массы.
Оборудование регенерации модельного состава.

Оборудование предназначено для очистки модельного состава, применяемого для изготовления восковых моделей при производстве отливок способом ЛВМ (литья по выплавляемым моделям).
В состав оборудования входят:
Испаритель – трехуровневое удаление воды из воска, фильтрация включений.
Нагревающая емкость с лопастью для окончательного удаления влаги.
Нагревающая емкость для отстаивания воска и удаления примесей.
Насосная станция транспортировки воска.
Трубопровод с обогревом для транспортировки модельной массы (воска).
Оборудование работает вместе с бойлерклавом.
Управление:
1. Кнопочная панель управления.
2. Полностью автоматизированное управление панелью PLC (программируемый логический контроллер).
Принцип работы оборудования: воск, вытопленный из модельного блока в автоклаве, поступает в испаритель для удаления влаги. После испарителя воск (модельная масса) переходит в емкости второго этажа (второго уровня) для окончательного удаления влаги, последний этап – воск через кран сливается из емкостей второго этажа в емкости первого этажа для отстаивания примесей, осадка. После полного цикла очистки модельная масса транспортируется к шприц-машине, либо к емкости хранения.
Оборудование для обсыпки модельных блоков, приготовления раствора
Пескосып дождевой барабанного типа


Применяется в производстве отливок при литье по выплавляемым моделям – ЛВМ.
Нужен для обсыпки песком модельных блоков. Обеспечивает равномерное обсыпание песком. Оснащается виброситом.
Скорость вращения барабана регулируется 0 -8.9 оборотов/мин.
Диаметр барабана 600мм, 1000мм, 1200мм, 1600мм.
Комплектуется кожухом пылеудаления на выходе рабочего барабана, сеткой на дне барабана для сбора гранул, других включений.
Обсыпная установка с кипящим слоем.

Обсыпка модельного блока песком при изготовлении отливок способом ЛВМ – литья по выплавляемым моделям.
Модель MFS80 диаметр бункера Ф800, высота 550мм. Мощность воздуходувки 5.5кВт.
Модель MFS100 диаметр бункера Ф1000мм, высота 550мм. Мощность воздуходувки 7.5кВт.
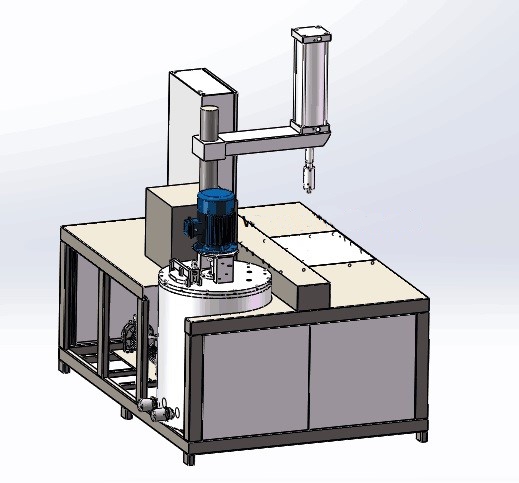
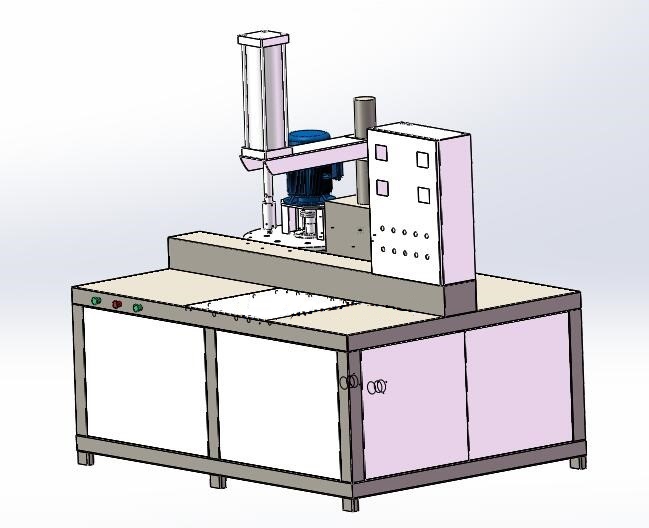
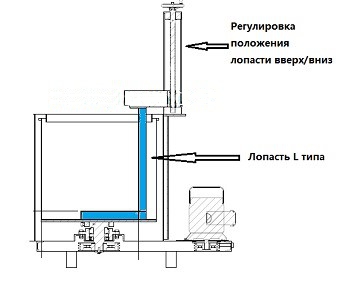
Смеситель L типа

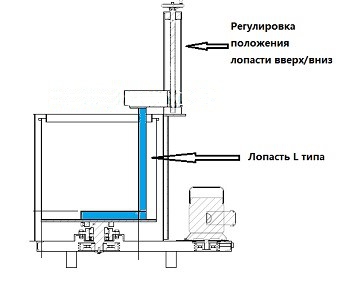
Смеситель L типа – оснащен лопастью в форме “L», название соответствует типу лопасти.
Принцип работы оборудования – вращается бак смесителя, лопасть остается неподвижной.
Предназначен для приготовления огнеупорной суспензии для обмазки модельного блока восковой модели. Для покрытия модельного блока суспензией он окунается в суспензию прямо в смесителе. Применяется при производстве отливок способом ЛВМ – литья по выплавляемым моделям.
Размешивающая лопасть выполнена в форме “L”. Низкий уровень шума при работе.
Диаметр рабочего цилиндра 600мм, 800мм, 1000мм, 1200мм, 1600мм
Скорость оборотов 25 об./мин. (электромотор), 85 об/мин. (сервомотор).
Оснащается водным охлаждением, датчиком низкого уровня суспензии, съемной крышкой.
Внутренний бак съемный для удобства чистки. Сделан из нержавейки AISI304 толщиной 2мм.
Таймер для автономной работы.
Бак для суспензии, ЛВМ.

Предназначен для смешения и приготовления специального огнеупорного состава и обмазки восковой модели. Применяется в литейной промышленности, в частности при литье по выплавляемым моделям – ЛВМ.
Диаметр бака Ф600мм, Ф800мм, Ф1000мм
Высота бака 700мм
Бак смесителя съемный для удобства чистки.
Принцип работы оборудования – вращается сам бак, лопасть остается неподвижной, что позволяет непрерывно работать и окунать модельный блок в суспензию.
Оборудование для очистки отливок от керамики.
Пневматическая установка отделения керамики от отливок

Установка вибрационная для отделения керамики от модельного блока (отделение керамической оболочки модельного блока). Применяется при производстве отливок методом точного литья по выплавляемым моделям – ЛВМ.
Закрытого типа – звукоизолированная рабочая камера.
Максимальный размер обрабатываемого блока 800х800х670мм
Система сбора пыли.
Смотровое окно для оператора.
Педальный блок управления ходом ударника (ход вверх/вниз 500мм)
Механизм выгрузки осколков.
Кнопочная панель управления.
Время рабочего цикла 5-60 секунд в зависимости от размера модельного блока и количества слоев оболочки.
Установка абразивной очистки отливок.

Применяется в литейной промышленности, в частности при литье по выплавляемым моделям, для очистки отливок, каналов отливок от остатков керамики.
Возможность чистить проточные каналы и глубокие полости.
Ручное направление сопла гидровыбивки. Захватное устройство фиксации отливки.
Рабочее давление 50Мпа.
Модели для литья
Существует множество методов обработки металла и получения из него различных видов деталей. Но среди множества способов не всегда можно получить изделие требуемой формы и размеров с использованием токарно-фрезерного или штамповочного оборудования.

В таком случае инженеры прибегают к помощи литья, в том числе и по выплавляемым моделям.
Техпроцесс литья по выплавляемым моделям
Технология литья по выплавляемым моделям состоит из нескольких этапов:
- Создание модели для литья.
- Получение формы с изготовленной модели.
- Получение литейной формы.
- Изготовление готовой отливки.

Литье титана по выплавляемым моделям
Создание модели
Для изготовления первичной формы применяют материалы, обладающие низкой температурой плавления. Чаще всего применяют парафины, воск и пр. То есть те вещества температура плавления не превышает 100 градусов, например, состав ПС 70 – 30. При такой температуре парафин в состоянии всю изложницу. Так, называют деталь, в которой изготавливают литейную форму.
После того как модель обрела необходимую твердость можно приступать к изготовлению литейной формы. Для этого используют состав, выполненный на основании керамики. Форма должна иметь определенную стойкость к температурным воздействиям. Для этого, на поверхность модели наносят песок мелкой фракции, для повышения характеристик формы в песок добавляют цирконий.

Песок мелкой фракции
Процесс нанесения песка может повторяться от 3 до 7 раз. Оптимальная толщина такого покрытия может составлять порядка 7 мм.
На этом этапе необходимо обеспечить выполнение следующих условий:
- Распределение состава по поверхности модели должно быть равномерным.
- Нельзя допускать появление внутренних пустот. Их наличие может привести к ошибкам в конфигурации отливки.
- Форма должна выдержать температуру, которая должна быть выше чем температура металлического расплава. Она должна находиться в диапазоне от 900 до 1200 градусов.
- После того как формирование будет прекращено, необходимо проделать отверстия, через которые будет происходить удаление парафина.
- По окончании всех работ, связанных с получением формы, ее помещают в печь. В ней происходит испарение парафина и происходит дополнительный дожиг формы.
Процесс получения отливки
Перед началом литья расплавленного металла по выплавляемым моделям необходимо форму прогреть до определенной температуры. Нагрев должен быть выполнен равномерно по всей форме.
Для литья выплавляемым моделям в форме необходимо заранее подготовить горловину заготовки. В ранее сформированную горловину заливают металл. Остывание должно происходить естественным путем. Принудительное остужение недопустимо.

Процесс литья по моделям
Через 5 – 6 часов по окончании отливки можно удалить оболочку. В заводских условиях для этого применяют вибрационный стол. После того деталь направляют на механическую обработку. То есть, отсекают литник, зачищают облой, если таковой имеется. Для этого применяют ручной и механизированный инструмент. Кстати, один из эффективных способов приведения детали в соответствии с требованиями конструкторской документации является пескоструйная обработка.
Область применения
Особенности этого технологического процесса позволяет его использовать и на крупных предприятиях, и в небольших мастерских, и в домашних условиях.
В промышленности, так исторически сложилось, что литье по выплавляемым моделям применяют в машиностроении, в частности, по этой технологии выполняют отливки корпусных деталей для продукции электротехнической промышленности, деталей судов, автомобилей.

Литье по выплавляемым моделям в машиностроение
Надо отметить, что такое широкое применение литья по такой технологии стали применять в промышленных масштабах относительно недавно. Это было связано с тем, что существовали определенные проблемы при получении формы. Их стало возможным решить после появления такого химиката, как этилсиликат. Его использование позволило допиться необходимых показателей по термической стойкости и вязкости материала.
Литье в керамические формы
Так, называют метод получения отливок в том числе и с крупными размерами, обладающих высокой точностью в одноразовых формах выполненных из керамики. Их изготавливают из подвижных смесей, используя для этого постоянную модель.
Модель после получения формы не утилизируют и ее можно использовать для получения новых форм.

Литье в керамические формы
В состав этой смеси входят огнестойкие порошки разной фракции, и растворов этилсиликата и огеливателя. После тщательного перемешивания ее выливают в заранее подготовленную оснастку. Там она затвердевает, пройдя через эластичное состояние. После выполнения этой операции форму снимают и отправляют в печь для прокаливания. Во время этого процесса происходит сгорание спиртовых паров и в результате этого в форме происходит формирование микротрещин. Металлический расплав заливают в холодную форму, но иногда, это определяет марка расплава, ее подогревают до 900 градусов Цельсия. Такой метод применяют для получения штампового инструмента, технологической прессовой оснастки, компонентов литейных форм и пр.
Существует несколько наименование литья в керамические формы – шоу-процесс, уникаст-процесс и керамкаст-процесс. Разница между первыми двумя заключается только во времени получения патента. Последний процесс, включает в себя элементы технологии первых двух.
Оболочковые формы для последнего процесса производят при помощи разъемных моделей с тонкими стенами, которые выполнены из искусственного каучука.
Керамическую оболочку выполняют точно так же, как и для литья по выплавляемым моделям. При сборке формы, эластичные детали просто вытягивают, а литники или выплавляют или выжигают.
Для изготовления стержней используют такой способ – в ящик для формовки стержней заливают суспензию и через некоторое время ее сливают. На поверхности ящика останется слой суспензии, засыпаемый огнеупором. Те частицы, которые не прилипли, удаляют из ящика. После чего, снова заливают суспензию и посыпают ее порошком. Эту операцию повторяют несколько раз до тех пор, пока стержень не получить необходимые размеры.

Литниково-питающая система при литье по выплавляемым моделям
Плотность отливок в первую очередь зависима от способа заливки и строения литниково–питающей системы. Учитывая то, что металлический расплав подают в разогретую форму, получение отливок высокого качества сопровождается рядом сложностей.
Во время заливки формы расплав должен заполнить полости, расположенные в форме равномерно, но при этом необходимо как-то компенсировать усадку, сопровождающую затвердевание металла. Эту задачу решают путем использования системы литников и прибылей, формируемых при изготовлении модели. Практика литейного дела представило множество знаний о системах подобного типа.
Все дело в том, что принципы, заложенные в технологию литья в песчаные формы во многом сходны с принципами литья по выплавляемым моделям.
Хранилище жидкого металла называют прибылью. Ее размещают так, чтобы была возможность компенсации объема металла, расходуемого на усадку. Прибыль должна быть размещена таким образом, чтобы металл оставался в жидком состоянии дольше, чем в рабочей части формы. То есть, прибыль служит для подпитки отливки во время ее затвердевания.

Миксер для временного хранения жидкого металла
Прибыль выполняют из тех же материалов, которые применяют для изготовления формы и поэтому она охлаждается так же как и другие части системы. Для обеспечения более позднего остывания прибыли изготовление моделей выполняют таким образом, чтобы, она остывала несколько медленнее. Для замедления процесса остывания иногда применяют материалы с меньшей теплопроводностью.
Изготовление моделей и модельные составы
Для того, чтобы изготовить модели применяют так называемые модельные составы. Их основу составляют смеси выполняемые на основе воска. Кроме этого, в состав добавляют полимеры, они улучшают механические свойства смесей. На некоторых производствах применяют мягкие составы. Они могут быть насыщены воздухом, для их упрочнения применяют полиэтилен или битум.
Модельные составы должны в полной мере отвечать следующим требованиям:
- Они должны обладать малой усадкой и не должны сильно расширяться под воздействием высоких температур.
- Постоянством твердости и прочностных характеристик.
- Определенной эластичностью.
- Возможность предельно точно повторять полость пресс-формы.
- Модельная смесь не должна прилипать к рабочим поверхностям формы и не должна оказывать коррозионного воздействия на них.
- Стойкостью к определенным химическим и физическим воздействиям.
- Смесь должна обладать хорошей стойкостью к окислению при разных температурах.
Изготовление пресс форм
Пресс-форма — это сложное инженерно-техническая конструкция, которая должна обеспечить качество получаемых отливок. По сути, это высокоточный инструмент, который состоит из нескольких частей, внутри которого имеются полости, куда поступает расплав.
Форму устанавливают в узле, в котором происходит смыкание литейной машины. При каждом смыкании в форму подается расплав, затем он выдерживается под определенным давлением и по прохождении заданного по технологии времени происходит размыкание. Остывшие отливки попадают в приемное устройство.
Этот инструмент проектируют и изготавливают в несколько этапов.
- Анализ технического задания. На этом этапе заказчик передает в распоряжение исполнителя технические требования на будущую форму. В числе требований должны быть данные об условиях эксплуатации, в частности, должны быть указанные данные о материале, из которого будут выполнять отливки, программу выпуска на месяц, квартал или год. Исходя из полученных данных, проектировщики выполняют расчет оптимальных характеристик формы. Кроме этого, заказчик должен передать в распоряжение изготовителя либо чертежи на планируемое к выпуску изделие или образец.
- На этапе проектирования проектировщики выполняют создание 3D-модели. Она поможет наглядно представить как она (форма) будет работать, как будет продвигаться материал. Современные программные средства позволяют смоделировать детальную работу всех узлов формы, температурные параметры и множество другой информации необходимой для создания рабочей документации. Следует отметить, что в распоряжении проектировщиков находятся программные средства, позволяющие повысить качество рабочей (конструкторской и технологической) документации, минимизировать ошибки и существенно ускорить процесс проектирования.
- Современные пресс-формы, по большей части производят на оборудовании, работающем под управлением компьютера. Это позволяет минимизировать участие человека в изготовлении элементов формы и соответствии сводит к нулю получение некондиционных изделий. Кстати, на серьезных производствах с успехом работают безбумажные технологии. То есть разработчик, после того, как спроектировал форму, с применением специальных программных комплексов в состоянии выполнить написание управляющих программ для станков с ЧПУ. После чего, она может быть отправлена на станок по заводской ЛВС.
- После производства опытной формы, заказчик проверяет качество полученной отливки и принимает решение о производстве серийной формы.
Для производства пресс-форм используют легированные и инструментальные сплавы. Их использование позволяет выпускать продукцию, которая может выдержать десятки тысяч смыканий-размыканий.
Готовые отливки
Изделия, получаемые при литье металлов можно разделить на несколько типов:
- Чушки, которые в дальнейшем будут использоваться для дальнейшей переплавки.
- Слитки, предназначенные для обработки давлением.
- Фасонные изделия, которые могут быть отправлены на дополнительную механическую обработку, необходимую для удаления литников, облоя.

Современные технологии литья металлов позволяют получать детали, которые не требуют дополнительной обработки.
Преимущества и недостатки литья по выплавляемым моделям
Такая технология литья отличается следующими достоинствами:
- Высокая точность получаемых отливок, это позволяет исключить или уменьшить количество механической обработки.
- Возможность получения отливок сложной конфигурации, в том числе и с тонкими стенками.

Преимущество метода — точность детали
Но, литье по формам обладает существенным недостатком, они довольно сложны в изготовлении, и обладают высокой стоимостью.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Оборудование для литья по выплавляемым и выжигаемым моделям
Способ находит широкое применение в массовом и серийном производстве отливок небольшой массы и размеров из цветных и черных сплавов.
При этом способе у отливки отсутствуют заливы по контуру разъемов, т. к. форма не имеет разъемов, и размеры ее более точны, чем при литье в песчаные формы, поскольку здесь исключены основные причины потери точности: расталкивание формы моделью, перекос формы, подъем верхней опоки, раздутие формы и т. д. Отверстия, за исключением очень узких и длинных, получают без применения стержней. Точность размеров отливок находится в пределах 11-14-го квалитетов, а шероховатость поверхностей не более Rz100. Способ длителен, трудоемок и дорог, но оправдывается во многих случаях тем, что отливки почти не нуждаются в механической обработке. Этим способом отливают многочисленные изделия, которые прежде изготавливали сложной механической обработкой, а также различные режущие инструменты из сплавов, не поддающихся обработке резанием. Получаемый описанным способом литой инструмент нуждается лишь в заточке его режущей кромки на абразивном круге.
При изготовлении этим способом турбинных лопаток трудоемкость механической обработки уменьшается на 60-70%, а себестоимость — на 45-60%. Наиболее целесообразно изготавливать рассмотренным способом тонкостенные детали сложной и особо сложной конфигурации, представляющие собой по существу целые узлы. Пресс-формы для изготовления моделей чаще всего выполняют из металла; при умеренных требованиях к точности размеров отливок их можно делать из пластмасс, гипса и др. В серийном производстве применяются немеханизированные пресс-формы (рис. 2.17), сборку, разборку и извлечение моделей из которых выполняют вручную.
Пресс-форма состоит из нижней части 1, во вставках которой 3 выполнена форма для сложной части модели, и верхней части 2. Стержни 4 служат для получения отверстий. Конструктивные элементы, характерные почти для всех пресс-форм: литниковая система 5 и 6, центрирующие штыри 10 (для точного совпадения контура моделей, располагающихся в нижней 1 и верхней 2 частях пресс-формы), откидные болты с гайками-барашками 11 (для скрепления частей пресс-формы перед запрессовкой модельного состава).
Для извлечения моделей из этой пресс-формы необходимо вынуть стержни 4, ослабив гайки 11, откинуть болты, снять верхнюю часть 2, извлечь фиксаторы 8, опустить нижнюю часть 1 до плиты 9. При этом модели останутся на толкателях 7. Пресс-формы для производства моделей на автоматах похожи на применяемые при литье под давлением (см. далее). Их конструкции стандартизированы.
Перечислим основные этапы технологии литья по выплавляемым моделям (рис. 2.18). Приготавливают модельный состав. Модели (рис. 2.18, б) с питателями 1 для отливок (рис. 2.18, а) изготавливают на десятипозиционном карусельном автомате с производительностью 400 запрессовок в час или на однопозиционном автомате с производительностью 63 за
прессовки в час.
В единичном, мелкосерийном и серийном производстве модели получают в неавтоматизированных прессформах на установке, где прессформы заполняют шприц-машиной или ручным шприцем, после чего ставят на десятипозиционный карусельный стол. Для производства выжигаемых пенополистирольных моделей в крупносерийном и массовом производстве применяют автомат, а для изготовления пенополистирольных звеньев и блоков — автоматическую линию. Изготавливают модельные блоки (рис. 2.18, в) припайкой модельных звеньев к общему стояку литниковой системы 2 для увеличения металлоемкости литейной формы. Приготавливают огнеупорное покрытие литейной формы. Для этого применяют установку или агрегат, который непрерывно готовит суспензию из пылевидного кварца, этилсиликата, воды и ацетона. Используется также агрегат для хранения и транспортировки огнеупорного покрытия. .054.jpg)
Рис. 2.17. Немеханизированная пресс-форма
.055.jpg)
Рис. 2.18. Отливка (а), выплавляемая модель (б), блок (в), блок с покрытием (г), литейная форма (д)
Наносят несколько слоев огнеупорного покрытия на модельные блоки в автоматах погружением блоков в емкость с клейким составом, а затем — в псеводокипящий слой песка (через который снизу пропускается сжатый воздух; песчинки разделены воздухом и блоки погружаются в песок без значительного сопротивления) или в автоматах пескосыпами. Сушат каждый слой (которых бывает от двух до семи) два-три часа. Модельный состав выплавляют горячей водой в ванне, а в крупносерийном и массовом производстве — в установке или паром в бойлерклаве. Последний требует выполнения ручных операций, поэтому должен применяться лишь там, где другие способы неприемлемы из-за больших потерь форм или модельного состава. Для изготовления форм в мелкосерийном и серийном производстве подойдет комплекс 64011, а в крупносерийном — линия 64001. Керамические формы формуют в ящики 3 (рис. 2.18, д) с дробью или песком на формовочном столе. Возможна также заливка без заформовывания, при этом для повышения прочности форм количество слоев керамики увеличивается. Керамические формы прокаливают для удаления из них влаги и остатков модельного состава, наличие которых привело бы к браку. Для этой цели применяют электрические или газовые печи. Формовку, прокаливание, заливку блоков и охлаждение отливок в крупносерийном и массовом производстве обеспечивают линии. Формы заливают как обычно. Выбивают отливки из ящиков с дробью на выпускаемой установке. Отделяют керамику от отливок пневматическим вибратором. Применяется также дробеметная очистка. Выщелачивание проводят для растворения остатков огнеупорного покрытия из труднодоступных мест в теплом растворе щелочи в выпускаемой установке. Обрубку, очистку и исправление дефектов производят обычными (см. ранее) методами.
Разработан технологический процесс и комплекс автоматического оборудования для изготовления 1-1,5 тыс. т отливок в год по выжигаемым моделям. Комплекс включает: автоматическую линию (АЛ) изготовления модельных блоков; автомат для изготовления моделей литниковой воронки и колпачка; АЛ для изготовления модельных блоков; механизированную линию приготовления и хранения суспензии; печь для выжигания моделей и прокаливания форм; АЛ обжига, формовки, заливки форм и охлаждения отливок; полуавтоматическую линию отбивки керамики и отделения отливок; агрегат выщелачивания керамики 6А95; печи для термической обработки отливок; прессы-автоматы для обрубки питателей; плавильные печи; установки для отделения керамики. Комплекс обеспечивает автоматизацию основных операций и существенное улучшение условий труда, а по сравнению с литьем по выплавляемым моделям снижает трудоемкость на 30%, себестоимость на 25-30%, производственные площади на 20-30%, длительность цикла на 50%.
Литье по выплавляемым моделям
Кроме этого способа применяют также литье по выжигаемым и газифицируемым моделям. В пособии меры безопасности по этим процессам не приводятся, но эти меры во многом аналогичны приведенным ниже.
Основные меры безопасности
Оборудование для литья по выплавляемым моделям включает:
- — машины для приготовления модельного состава (из парафина и стеарина), изготовления модельных звеньев, приготовления огнеупорного покрытия;
- — оборудование для формовки, прокалки, заливки, охлаждения блоков и выбивки опок;
- — оборудование для отделения керамики от отливок и отливок от стояков.
Нужны: гидролизер, смеситель, нужна печь для прокалки и удаления моделей, установки для плавки и заливки металлов, установка для очистки отливок.
В ч. I был рассмотрен технологический процесс, который включает много операций. В табл. 18.1 приведены некоторые схемы выполнения литья данным способом. Эти схемы помогут лучше понять необходимость выполнения требований безопасности, которые приведены ниже.
Схема изготовления отливок по выплавляемым моделям

Окончание табл. 18.1

При литье по газифицируемым моделям пенополистирол расплавляют до жидкого состояния и также заливают в пресс-форму. В установках для приготовления модельных составов места загрузки исходных материалов необходимо оборудовать вытяжным зонтом. Скорость отсасываемого воздуха в открытом рабочем проеме для исполнения с крышкой должна быть не менее 0,5 м/с, для исполнения без крышки — не менее 0,7 м/с. Само оборудование для плавления модельных составов должно иметь систему терморегуляции, обеспечивающую отключение нагрева при достижении предельно допустимой температуры нагрева расплавленных материалов (такая температура на 30—40° С ниже температуры их воспламенения). Емкости для плавления модельного материала следует обогревать горячей водой, паром или электронагревателями.
В местах смазки пресс-форм установок для изготовления моделей и модельных звеньев, в которых используют в качестве смазываемого вещества распыленную жидкость, также должна быть предусмотрена вытяжная вентиляция. Установки карусельного типа должны быть оснащены вытяжным зонтом, располагаемым непосредственно над позицией смазки пресс-форм; однопозиционные установки — вытяжным зонтом или бортовым отсосом. Скорость отсасываемого воздуха в рабочем проеме карусельной и однопозиционной установок должна быть не менее 0,5 м/с.
В машинах, полуавтоматах и автоматах для изготовления моделей и модельных блоков конструкцией запирающего устройства должны быть обеспечены невозможность раскрытия пресс-формы во время запрессовки модельного состава и надежное присоединение шприца к пресс-форме, исключающее разбрызгивание модельной массы. В установках для изготовления моделей и модельных звеньев должна быть блокировка, исключающая возможность запрессовки при незакрытой пресс-форме и смыкание половинок пресс-формы во время их очистки и смазки. В автоматических установках для изготовления моделей карусельного типа необходимо предусматривать ограждения по периметру карусели, исключающие доступ к ней или в зону смыкания пресс- формы. Отлитые модели перед их отделкой и сборкой следует хранить на стеллажах в местах, удаленных от места приготовления модельной массы не менее чем на 2 м. Емкости в установках для приготовления суспензии должны быть оборудованы укрытиями с устройствами для присоединения к вытяжной вентиляции. Объем отсасываемого воздуха должен быть в 1,5 раза больше объема материалов, загружаемых в единицу времени.
Расходные баки жидких составляющих агрегатов для приготовления суспензии должны быть оснащены системой контроля верхнего и нижнего уровней. В стенках промежуточного бака и смесителя должна быть предусмотрена система циркуляции воды для поддержания необходимого температурного режима при гидролизе. Емкости для нанесения огнеупорного покрытия (методом окунания и обсыпки) на модельные блоки диаметром до 200 мм вручную или на блоки любых диаметров манипулятором должны быть оборудованы вентиляционными щелевыми панелями. Скорость отсасываемого воздуха в рабочем проеме для ванн с суспензией должна быть не менее 0,5 м/с, а для ванн обсыпки — не менее 1,0 м/с. Емкости для нанесения огнеупорного покрытия (методом окунания и обсыпки) на модельные блоки, находящиеся на подвесках конвейера, должны быть оборудованы вентиляционными укрытиями. Скорость отсасываемого воздуха в рабочем проеме должна быть не менее 0,7 м/с. Нанесение огнеупорного состава на модельные блоки методом окунания должно быть механизировано для исключения непосредственного контакта работающего с огнеупорным составом.
В автоматических и полуавтоматических установках нанесения огнеупорных покрытий должны быть предусмотрены система регулирования уровня суспензии в ванне и устройство для периодического удаления из ванны просыпи с огнеупорным составом. В стенках ванны суспензии и бака хранения должна быть предусмотрена система циркуляции воды для поддержания заданной температуры.
Камеры установки для воздушно-аммиачной сушки модельных блоков должны быть оборудованы вытяжной вентиляцией и устройствами для герметичного перекрывания поверхности испарения аммиака в периоды вентилирования камеры, отключения вытяжки от камеры во время сушки моделей в парах аммиака, а также поступления воздуха в камеру в период ее вентилирования. Количество отсасываемого воздуха должно быть равным (400—500)V (м 3 /ч; V — объем камеры, м 3 ). В установках вакуумно-аммиачной сушки должна быть предусмотрена возможность откачки аммиака из камеры после каждого цикла сушки. Остаточное давление в конце откачки аммиака не должно превышать 13,3-Ю -3 МПа. Установки для сушки огнеупорного покрытия конвейерного типа должны быть оборудованы: устройствами для присоединения к вытяжной вентиляции, предусматривающими подсос воздуха в камеру воздушной сушки через проемы для входа и выхода блоков из расчета его скорости в проемах не менее 0,5 м/с и аварийный отсос газов из аммиачных камер в количестве, равном 400-кратному объему каждой камеры; автоматической звуковой сигнализацией при включении в работу привода цепного конвейера. Все электродвигатели установок, осуществляющих сушку взрывоопасных суспензий, должны быть во взрывобезопасном исполнении.
Ванны периодического действия для выплавки модельного состава в горячей воде должны быть оборудованы укрытиями с устройством для присоединения к вентиляционной системе. Скорость отсасываемого воздуха в проемах для загрузки и выгрузки блоков должна быть не менее 0,5 м/с.
Ванны установок конвейерного типа для выплавки модельного состава в жидкости должны быть оборудованы вытяжными зонтами над загрузочными и разгрузочными отсеками, а в остальной части — укрытием с проемами минимальных размеров для прохождения модельных блоков. Скорость отсасываемого воздуха в открытых проемах — не менее 0,5 м/с. Проемы тупиковых и проходных печей для прокаливания форм перед заливкой должны быть оборудованы вытяжными зонтами-козырьками с выносом, равным высоте загрузочных и разгрузочных отверстий. Ширина козырьков должна превышать ширину проемов на 200—300 мм. Скорость отсасываемого воздуха в отверстии зонта в зоне проема должна быть не менее 1 м/с.
Охлаждение форм после заливки следует осуществлять в шкафах, оборудованных укрытиями с вытяжной вентиляцией, не допускающей выделения газов в помещение цеха. Рабочие камеры вибрационных машин и установок для отделения керамики и отливок от стояков должны быть оборудованы герметичным звукоизолирующим кожухом и патрубком для присоединения к вытяжной вентиляционной сети. Количество отсасываемого воздуха не должно быть менее 4000 м 3 /ч на 1 м 2 площади поперечного сечения установки. Надо проверить наличие и работу блокировки, исключающей работу при открытых дверцах.
Ванны выщелачивания оборудуют устройствами, регулирующими заданную температуру и уровень раствора, и бортовыми отсосами. Количество отсасываемого воздуха должно быть не менее 2000 м 3 /ч на 1 м 2 поверхности раствора. Установки выщелачивания, выполненные в виде герметичного многосекционного барабана, должны быть оборудованы вентиляционными панелями в зонах загрузки и выгрузки отливок; скорость отсасываемого воздуха в этих зонах — не менее 0,8 м/с. Места заполнения опок сухим наполнителем, вибрационные решетки и установки для его удаления должны быть оборудованы вентиляционной панелью с количеством отсасываемого воздуха не менее 3500 м 3 /ч на 1 м 2 ее площади или иметь укрытие типа вытяжного шкафа со скоростью воздуха в рабочем проеме не менее 1 м/с.
Станки для обрезки литников вулканитовыми кругами должны быть оборудованы укрытием. Количество отсасываемого из укрытия воздуха должно быть не менее 2D, м 3 /ч (D — диаметр круга, мм), но не менее 20 м 3 /ч. Сам круг при работе должен быть на 3/4 закрыт защитным ограждением.
Сита для просеивания наполнителя и маршаллита должны быть укрыты кожухом с патрубком для присоединения к цеховой вентиляционной системе. Количество отсасываемого воздуха принимается из расчета обеспечения его скорости в открытом рабочем проеме не менее 1 м/с. Шаровые мельницы для размола возврата наполнителя должны быть оборудованы вентиляционной панелью типа воронки. Количество отсасываемого воздуха принимается из расчета обеспечения его скорости в открытом рабочем проеме не менее 1 м/с, но не менее 750—1000 м 3 /ч. Столы для резки блоков (газовой и электродуговой) оборудуют наклонной вентиляционной панелью. Скорость движения отсасываемого воздуха в сечении панели должна быть не менее 1 м/с.
Емкости для хранения сыпучих материалов должны быть оснащены закрывающимися крышками и патрубками для присоединения к вытяжной вентиляции. Скорость отсасываемого воздуха в открытых проемах — не менее 0,6 м/с. Баки для приготовления щелочного раствора должны быть оснащены закрывающимися крышками, а также устройствами для поддержания заданной температуры и указателями уровня раствора.
Оборудование, на котором выполняют операции приготовления суспензии, нанесения огнеупорного покрытия методом окунания и обсыпки, воздушно-аммиачной сушки и выщелачивания керамики, должно быть установлено в изолированных помещениях, отвечающих требованиям взрыво- и пожаробезопасности (см. гл. 8 и 11).
Стеллажи для сушки моделей с нанесенным слоем огнеупорного покрытия оборудуют вентилируемыми укрытиями, скорость воздуха в рабочем проеме укрытия должна быть не менее 0,5 м/с. При изготовлении выплавляемых моделей на машинах и места загрузки модельных составов и исходных материалов оборудуют вытяжным зонтом. Количество удаляемого воздуха определяют из условия, что скорость в рабочем проеме должна быть не менее 0,7 м/с. Камеры для воздушноаммиачной сушки должны быть оборудованы вытяжной вентиляцией и устройствами, обеспечивающими герметичность.
Оборудование для состава снабжают системой терморегуляции, отключающей нагрев при достижении предельно-допустимой температуры, которая на 30—40° С ниже температуры воспламенения. На установках для огнеупорного покрытия методом окунания предусматривают панель с щелевым отсосом; скорость воздуха должна быть не менее 1 м/с. При заливке форм на карусельной установке устанавливают большой зонт, перекрывающий всю площадь машины. В выбивных отделениях количество воздуха, удаляемого при выбивке, должно быть не менее 5000—10 000 м 3 /ч на 1 м 2 площади стола. От отрубных столов необходимо удалять 2500 м 3 /ч воздуха на 1 м 2 полной площади стола. Станки с наждачными или корундовыми кругами оборудуют кожухами — укрытиями с пылеотстойниками для сбора крупной пыли; объем отсасываемого воздуха от станка — не менее 1000 м 3 /ч.
Литье в керамические формы требует особых мер безопасности, необходимость которых диктуется применением пожаро- и взрывоопасных материалов. Основными опасными зонами при литье в керамические формы являются: места хранения основных материалов и расположения установок для гидролиза и приготовления керамических суспензий, места хранения коагуляторов и отвердителей (потому что они щелочные), формовочный участок в литейном цехе и участки выбивки и очистки отливок, взвешивания материалов. Безопасная концентрация пыли или газа достигается при вытяжке 7000 м 3 /ч воздуха на 1 м 2 открытой поверхности вытяжного зонта. Бункера для пылевидных материалов снабжают крышками, разгрузка должна быть без пыле- образования.
Работы по выбивке и транспортировке отливок и обработанной смеси должны быть механизированы или автоматизированы. Участки выбивки также оборудуют местной вытяжной вентиляцией, а выбивные решетки — накатными укрытиями, душирующими устройствами. Отливки должны выбиваться остывшими, продолжительность остывания отливок указывается в технической документации. Транспортирование отливок к месту очистки и обратно, их загрузки и выгрузки из очистных камер должны быть механизированы. Обрубку отливок проводят при температуре не выше 45°С. Места обрубки и очистки отливок оборудуют постоянными или переносными ограждениями для защиты работающих от отлетающих осколков. Участки очистки отливок ручным механизированным инструментом с абразивными кругами должны быть оборудованы местной вытяжкой вентиляцией с устройством боковых пылеприемников, решеток в полу или верстаке.
Оборудование для литья по выплавляемым моделям

Компания СибЛитКом предлагает весь спектр оборудования ЛВМ. Оборудование изготавливается согласно техническому заданию заказчика в любой требуемой конфигурации. Комплексы по литью из выплавляемых моделей включают в себя оборудование по производству восковых моделей и керамических форм.
Рекомендуем получить консультацию наших технических специалистов для подбора перечня необходимого ЛВМ оборудования для вашей задачи.
- Размер моделей по запросу
- Размер форм по запросу
- Производительность по запросу
- Запуск и наладка Есть
- Гарантия Есть
Оборудование для изготовления восковых моделей по низкой цене с поставкой по России и странам СНГ.
Компания СибЛитКом предлагает весь спектр оборудования для изготовления восковых моделей. Комплексы по литью из выплавляемых моделей включают в себя оборудование по производству восковых моделей: смесители и мешалки, шприц-машины с ручной и автоматической подачей…
Оборудование для изготовления керамических форм
Компания СибЛитКом предлагает весь спектр оборудования изготовления керамических форм. На данном участке применяются: автоклав, смесители, установки по обсыпке и подготовке керамических форм. Для получения коммерческого предложения на оборудование по изготовлению керамических форм рекомендуем…
Лучшие условия работы
Скидки и бонусы для новых и действующих клиентов
При 100% оплате запуск — бесплатно
Гарантия на оборудование до 24 месяцев
Лизинг в ведущих компаниях
Авансовый платёж от 15%
Документация для строительной части от 5 до 20 дней с момента заключения Договора
Доставка включена в стоимость
Получите коммерческое предложение сейчас
Подробное технико-коммерческое предложение придет к вам на почту!
Литейное производство занимается изготовлением заготовок и готовых деталей путем заливки расплавленного металла в специальную форму, имеющую требуемую конфигурацию. Таким способом производится от 50 до 90% всех деталей в промышленном оборудовании, машинах и другой технике. В современных условиях отливки изготавливаются в одноразовых песчаных, или керамических формах, которые легко отделяются от готовой детали. Данная технология предполагает использование специального оборудования для литья по выплавляемым моделям (ЛВМ). Оборудование и весь спектр комплектующих для ЛВМ можно по сходной цене купить в компании «Сиблитком» в Новосибирске.
Технологические и конструктивные особенности оборудования для ЛВМ
Процесс получения отливки способом литья по выплавляемым моделям состоит из нескольких этапов. Вначале модель, имеющую заданную конфигурацию и состоящую из легкоплавкого материала (воска, стеарина, парафина), погружают поочередно то в клеевой состав (суспензию), то в «кипящий песок», благодаря чему на поверхности модели образуется слой прочно склеенного песка. После этого модель помещают в автоклав или нагревательную печь, чтобы выплавить воск (стеарин, парафин) и дать ему вытечь из оболочки. В освобожденную форму заливают металлический расплав и дают ему остыть и затвердеть. Затем керамическую оболочку отделяют от готовой металлической детали.
Комплект для ЛВМ включает оборудование двух видов – для изготовления моделей из воска и для изготовления керамических форм.
Оборудование для изготовления восковых моделей комплектуется из:
- плавильного бака для расплавки твердых кусков легкоплавкого материала и сохранения рабочей среды в расплавленном состоянии;
- плавильного бака с лопастным смесителем для завершения процесса расплавки и стабилизации температурного режима в общем объеме расплава;
- 1- и 2-позиционной шприц-машины, предназначенной для инжекционного прессования моделей из воска;
- машины низкотемпературной инъекции воска с 2-мя шприцами для создания легкоплавкой модели;
- смесителя для приготовления пастообразной модельной массы и регуляции ее температурных показателей.
Оборудование для изготовления керамических форм представляет собой комплект из:
- автоклава для выплавления (удаления) легкоплавкой модели из формы;
- L-образного смесителя для смешивания огнеупорного материала со связующим раствором до получения суспензии;
- оборудования для обсыпки, обеспечивающего быстрое и равномерное нанесение слоев песка на слой суспензии;
- обсыпной установки с кипящим слоем для создания слоев керамической оболочки.
Приобретать перечисленные агрегаты целесообразно в комплекте.
Преимущества оборудования ЛВМ
Использование оборудования для литья по выплавляемым моделям позволяет снизить трудоемкость литейного производства, так как большая часть процесса ЛВМ автоматизирована. Технология обеспечивает получение металлических изделий высокой точности и прочности и широко применяется как в машиностроении, так и в художественном литье.
Компания «Сиблитком» занимается не только локальными продажами, но и поставкой оборудования по всей территории России и стран СНГ. Покупая наше оборудование, вы получите необходимую техническую поддержку, выгодное технико-коммерческое предложение, своевременную отгрузку продукции и гарантию ее качества. Начать сотрудничество просто – оставьте заявку на обратную связь и обсудите условия покупки с менеджером по телефону. Консультация специалиста компании предоставляется бесплатно.
Наше оборудование в работе
Многолетняя и стабильная работа нашего оборудования — лучший показатель качества и надежности.
Точное литье по выплавляемым моделям в домашних условиях: технология, преимущества и недостатки
Литье по выплавляемым моделям (ЛВМ) – это промышленный процесс, который также называется литьем по восковым моделям или литьем в разрушаемую форму. Форма разрушается, когда изделие извлекается. Выплавляемые модели широко используются как в машиностроительном, так и в художественном литье.

Область применения
Особенности техпроцесса позволяют применять метод ЛВМ в широком диапазоне: от крупных предприятий до небольших мастерских. Также возможно литье по выплавляемым моделям в домашних условиях, в личных и коммерческих целях для изготовления детализированных фигурок, сувениров, игрушек, деталей конструкций, ювелирных изделий. В качестве наполнителя можно использовать практически все металлы:
- стали (легированные и углеродистые);
- цветные сплавы;
- чугун; ;
- сплавы, не поддающиеся мехобработке.
Впрочем, технология универсальна – вполне можно изготовить относительно крупные конструкции сложных форм. Для облегчения техпроцесса используют специализированное оборудование для литья по выплавляемым моделям и 3D-моделирование с помощью специализированных программ.
Литье в керамические формы
В зависимости от требований к изделиям используют различные, наиболее подходящие технологии. Точное литье по выплавляемым моделям (ТЛВМ) позволяет получать самые сложные по конфигурации отливки с высокой точностью, с минимальной толщиной стенок и шероховатостью поверхности. Для ТЛВМ восковая модель погружена в жидкую смесь на основе керамики. Керамическая смесь сохнет и формирует оболочку формы для литья. Этот процесс повторяется, пока желаемая толщина не будет достигнута. Затем воск удаляется в автоклаве. Однако этот метод характеризуется высокой стоимостью, продолжительностью технологического процесса, выделением вредных веществ в производственной зоне и загрязнением окружающей среды остатками керамических форм.
Литье в формы из ХТС
Во многих случаях при изготовлении поделок на дому к отливкам сложной конфигурации не предъявляется требование низкой шероховатости, а для ряда художественных отливок поверхность с равномерной шероховатостью не только допустима, но является дизайнерским решением. В этом случае целесообразно применять литье по выплавляемым моделям.
Технология, разработанная для изделий, не требующих гладких поверхностей, достаточно проста. Такую поверхность можно получить литьем в формы из холодно-твердеющих смесей (ХТС). Этот процесс значительно проще, дешевле и экологически чище.
Однако данный метод литья по выплавляемым моделям не позволяет получать сложные отливки с использованием выплавляемых моделей. Это объясняется тем, что при вытопке фигур значительная часть модельного состава остается в полости формы и может быть удалена только прокалкой. Прокалка, то есть нагрев до температуры воспламенения, модельного состава приводит к деструкции смоляного связующего вещества ХТС. При заливке металла в форму с остатками модельного состава происходит их сгорание, приводящее к выбросам металла из формы.
Использование жидкостекольных смесей
Нивелировать недостатки ХТС-технологии при изготовлении некоторых типов отливок позволяет литье по выплавляемым моделям в жидкостекольные смеси с жидким катализатором (ЖСС ЖК). Эти смеси с содержанием жидкого стекла в количестве 3-3,5 % и катализатора около 0,3 % от массы песчаной основы начали применяться за рубежом в начале 80-х и используются до сих пор. По данным исследований, эти смеси в отличие от ЖСС первого поколения отличаются экологической чистотой, хорошей выбиваемостью и незначительным пригаром на отливках.
Литье по выплавляемым моделям: технология
Процесс ЛВМ включает в себя операции подготовки модельных составов, изготовления моделей отливок и литниковых систем, отделки и контроля размеров моделей, дальнейшей сборки в блоки. Модели, как правило, изготавливают из материалов, представляющих собой многокомпонентные композиции, комбинации восков (парафино-стеариновая смесь, природные твердые воски и т.д.).
При изготовлении модельных составов используется до 90 % возврата, собираемого при выплавлении восковых моделей из форм. Возврат модельного состава следует не только освежать, но и периодически регенерировать.
Изготовление моделей состоит из шести этапов:
- подготовки пресс-формы;
- введения в ее полости модельного состава;
- выдержки модели до затвердевания;
- разборки формы и извлечения модели;
- охлаждения ее до комнатной температуры.
Особенности техпроцесса
Сущность ЛВМ заключается в том, что силиконовая или восковая модель выплавляется из заготовки путем нагревания, а освободившееся пространство заполняют металлом (сплавом). Техпроцесс имеет ряд особенностей:
- При изготовлении формовочной смеси широко используют суспензии, состоящие из огнеупорных мелкозернистых материалов, скрепляемых связующим раствором.
- Для заливки металлов (сплавов) применяют неразъемные формы, получаемые путем нанесения на модель огнеупорного покрытия, его сушки с дальнейшим вытапливанием модели и прокаливанием формы.
- Для отливок используются одноразовые модели, так как они разрушаются в процессе изготовления форм.
- Благодаря мелкозернистым огнеупорным пылевидным материалам обеспечивается достаточно высокое качество поверхности отливок.
Преимущества ЛВМ
Преимущества литья по выплавляемым моделям очевидны:
- Универсальность. Можно использовать любые металлы и сплавы для литья изделий.
- Получение конфигураций любой сложности.
- Высокая чистота поверхностей и точность изготовления. Это позволяет на 80-100 % сократить последующую дорогостоящую металлообработку.
Недостатки ЛВМ
Несмотря на удобство, универсальность и достойное качество изделий, не всегда целесообразно применять литье по выплавляемым моделям. Недостатки главным образом связаны со следующими факторами:
- Длительностью и сложностью техпроцесса производства отливок.
- Завышенной стоимостью формовочного материала.
- Большой нагрузкой на экологию.

Пример изготовления изделия на дому: подготовительный этап
Литье по выплавляемым моделям в домашних условиях не потребует глубоких знаний в металлургии. Для начала подготовим модель, которую хотим повторить в металле. В качестве макета сойдет готовое изделие. Также фигурку можно изготовить самостоятельно из глины, скульптурного пластилина, дерева, пластика и других плотных пластичных материалов.
Устанавливаем модель внутри скрепленной струбцинами либо кожухом разборной емкости. Удобно использовать прозрачную пластиковую коробку или специальную пресс-форму. Для заливки пресс-формы воспользуемся силиконом: он обеспечит отличную детализацию, проникая в мельчайшие трещинки, отверстия, впадины и формирует очень гладкую поверхность.
Второй этап: заливка силиконом
Если требуется точное литье по выплавляемым моделям, для изготовления формы без жидкой резины не обойтись. Силикон готовится по инструкции путем смешивания разных компонентов (как правило, двух) и последующего нагревания. Для удаления мельчайших пузырьков воздуха емкость с жидкой резиной целесообразно на 3-4 минуты поместить в специальный портативный вакуумный аппарат.
Заливаем готовую жидкую резину в емкость с моделью и повторно проводим вакуумирование. Для последующего затвердения силикона потребуется время (согласно инструкции). Используемые полупрозрачные материалы (емкостей и самого силикона) позволяют воочию наблюдать процесс формирования пресс-формы.
Извлекаем схватившуюся резину с моделью внутри из емкости. Для этого освобождаем струбцины (кожух) и отделяем две половинки коробки – силикон легко отходит от гладких стенок. Для полного застывания жидкой резины потребуется 40-60 минут.
Третий этап: изготовление восковой модели
Литье по выплавляемым моделям предполагает вытапливание плавкого материала и замещение образовавшегося пространства расплавленным металлом. Так как воск легко плавится, его и используем. То есть следующая задача – сделать восковую копию использованной первоначально модели. Для этого и потребовалось создание резиновой пресс-формы.
Аккуратно разрезаем силиконовую заготовку вдоль и достаем модель. Здесь есть небольшой секрет: чтобы впоследствии точно соединить форму, разрез рекомендуется делать не гладким, а зигзагообразный. Прикладываемые части формы не будут сдвигаться по плоскости.
Заполняем образовавшееся пространство в силиконовой пресс-форме жидким воском. Если изделие готовится для себя и не требует высокой точности сопряжения деталей, можно залить воск отдельно в каждую половину, а затем после застывания соединить две детали. Если необходимо точно повторить силуэт модели, резиновые половинки соединяются, закрепляются и в образовавшуюся пустоту с помощью инжектора закачивается горячий воск. Когда он заполнит все пространство и застынет, разбираем силиконовую пресс-форму, достаем восковую модель и подправляем изъяны. Она послужит прототипом для готового изделия из металла.
Четвертый этап: формование
Теперь необходимо сформировать с внешней поверхности восковой фигуры термостойкий прочный слой, который после вытапливания воска станет формой для металлического сплава. Выберем способ литья по выплавляемым моделям с использованием кристобалитовой смеси (модификация кварца).
Формируем модель в металлической цилиндрической опоке (приспособлении, удерживающем формовочную смесь при ее уплотнении). Устанавливаем в опоку припаянную модель с литниковой системой и заливаем смесь на основе кристобалита. Чтобы вытеснить воздушные карманы, помещаем в вибровакуумный аппарат.
Финальный этап
Когда смесь уплотнится, остается выплавить воск и залить в освободившееся пространство металл. Процесс литья по выплавляемым моделям в домашних условиях лучше осуществлять с использованием сплавов, плавящихся при относительно невысоких температурах. Отлично подойдет литейный силумин (кремний + алюминий). Материал износостойкий и твердый, однако отличается хрупкостью.
После заливки расплавленного силумина ждем, когда он застынет. Затем извлекаем изделие из окопки, удаляем литник и очищаем от остатков формовочной смеси. Перед нами – практически готовая деталь (игрушка, сувенир). Дополнительно ее можно отшлифовать и отполировать. Если в канавках намертво застряли остатки литейного производства, их нужно удалить бормашиной или другим инструментом.
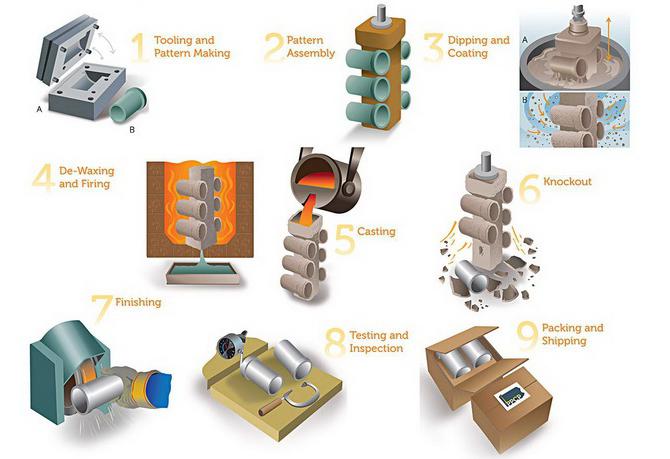
Литье по выплавляемым моделям: производство
Немного иначе проводится ЛВМ для изготовления ответственных деталей, имеющих сложную форму и (или) тонкие стенки. На отливку готового металлического изделия может уйти от недели до месяца.
Первый шаг – заполнить воском форму. На предприятиях для этого часто применяют алюминиевую изложницу (аналог рассматриваемой выше силиконовой пресс-формы) – полость, имеющую форму детали. На выходе получают восковую модель чуть больших размеров, чем конечная деталь.
Далее модель послужит основой для керамической пресс-формы. Она также должна быть чуть больше итоговой детали, так как металл после остывания сожмется. Затем, используя горячий паяльник, к восковой модели припаивают специальную литниковую систему (также из воска), по которой раскаленный металл польется в полости формы.
Изготовление керамической пресс-формы
Далее восковую конструкцию опускают в жидкий керамический раствор, называемый шликером. Делается это вручную, дабы избежать дефектов в отливке. Для прочности шликера керамический слой укрепляют напылением мелкого циркониевого песка. Только после этого заготовку «доверяют» автоматике: специальные механизмы продолжают поэтапный процесс напыления более крупного песка. Работы продолжаются, пока керамо-песчаный прочный слой не достигнет заданной толщины (как правило, 7 мм). На автоматизированных производствах на это уходит 5 дней.
Литье
Теперь заготовка готова для выплавления воска из пресс-формы. Ее помещают на 10 минут в автоклав, заполненный горячим паром. Воск растапливается и из оболочки полностью вытекает. На выходе получаем керамическую форму, полностью повторяющую форму детали.
Когда керамо-песчаная форма затвердеет, проводят литье металлов по выплавляемым моделям. Предварительно форму нагревают 2-3 часа в печи, дабы она не потрескалась при заливке раскаленных до 1200 ˚C металлов (сплавов).
В полость формы поступает расплавленный металл, который в дальнейшем оставляют остывать и твердеть постепенно, при комнатной температуре. Для остывания алюминия и его сплавов требуется 2 часа, для сталей (чугуна) – 4-5 часов.
Финишная обработка
Собственно литье по выплавляемым моделям на этом заканчивается. После застывания металла заготовку помещают в специальную вибромашину. От щадящей вибрации керамическая основа растрескивается и осыпается, металлическое же изделие своей формы не меняет. В дальнейшем проходит окончательная обработка металлической заготовки. Вначале отпиливают систему заливки металла, а место ее контакта с основной деталью тщательно шлифуют.
В завершение контролеры проверяют, чтобы размеры изделия соответствовали заданным на чертеже. Алюминиевые детали измеряют холодными (при комнатной температуре), стальные предварительно нагревают в печи. Специалисты используют для контрольно-измерительных работ различные инструменты: от простых шаблонов до сложных электронных и оптических систем. Если выявляется несоответствие параметрам, деталь либо направляют на доработку (исправимый брак), либо на переплавку (неустранимый брак).
Литниковая система
Конструкция литниково-питающей системы играет в ЛВМ ведущую роль. Это связано с тем, что она выполняет три функции:
- При изготовлении оболочек литейных форм и блока моделей литниковые системы являются несущими конструкциями, удерживающими на себе оболочку и модели.
- Через систему каналов литника жидкий металл при заливке подводится к отливке.
- При затвердевании система выполняет функцию прибыли (питающего элемента, компенсирующего усадку металла).
Оболочка отливки
В процессе ЛВМ ключевым является создание слоев оболочки формы. Процесс изготовления оболочки состоит в следующем. На поверхность блока моделей, чаще всего окунанием, наносят сплошную тонкую пленку суспензии, которую далее обсыпают песком. Суспензия, налипая на поверхность модели, точно воспроизводит ее форму, а песок обсыпки внедряется в суспензию, смачивается ею и фиксирует состав в виде тонкого облицовочного (первого или рабочего) слоя. Образуемая кварцевым песком нерабочая шероховатая поверхность оболочки способствует хорошему сцеплению последующих слоев суспензии с предыдущими.
Важными показателями, определяющими прочность формы, являются вязкость и жидкотекучесть суспензии. Вязкость можно регулировать введением определенного количества наполнителя (наполненностью). При этом с увеличением наполненности состава толщина прослоек связующего раствора между частицами порошка уменьшается, снижается усадка и вызываемые ею негативные эффекты, а также повышаются прочностные свойства оболочки формы.
Используемые материалы
Материалы для изготовления оболочки подразделяются на следующие группы: материалы основы, связующие, растворители и добавки. К первым относятся пылевидные, применяемые для приготовления суспензий, и пески, предназначенные для ее обсыпки. Ими служат кварц, шамот, циркон, магнезит, высокоглиноземистый шамот, электрокорунд, хромомагнезит и другие. Широко используется кварц. Некоторые материалы основы оболочки получают в готовом к употреблению виде, а другие предварительно сушат, прокаливают, размалывают, просеивают. Существенным недостатком кварца являются его полиморфные превращения, которые протекают при изменении температуры и сопровождаются резким изменением объема, в итоге приводящим к растрескиванию и разрушению оболочки.
Плавный подогрев форм с целью снижения вероятности растрескивания, который проводят в опорном наполнителе, способствует увеличению длительности технологического процесса и дополнительным энергетическим затратам. Одним из вариантов снижения растрескивания в ходе прокаливания является замена пылевидного кварцевого песка как наполнителя на диспергированный кварцевый песок полифракционного состава. При этом улучшаются реологические свойства суспензии, повышается трещиноустойчивость форм и снижается брак по засорам и пробою оболочек.
Вывод
Метод ЛВМ получил широчайшее распространение. Его применяют для получения сложных деталей в машиностроении, при производстве оружия, сантехники, сувенирной продукции. Для изготовления украшений из драгоценных металлов используют ювелирное литье по выплавляемым моделям.
Источник http://gazsnabstroy.ru/oborudovanie/oborudovanie-dlya-litya-po-vyplavlyaemym-modelyam
Источник http://siblitcom.ru/katalog/formovochnoe-oborudovanie/oborudovanie-dlya-litya-po-vyiplavlyaemyim-modelyam-lvm/
Источник http://www.syl.ru/article/194749/new_tochnoe-lite-po-vyiplavlyaemyim-modelyam-v-domashnih-usloviyah-tehnologiya-preimuschestva-i-nedostatki