Цинк-ламельное покрытие: революция в антикоррозионной защите
Ежегодно 10% производимых металлов приходит в негодность из-за ржавчины, что оценивается десятками миллиардов долларов. Это сопоставимо с годовым объёмом продукции крупного металлургического завода. Сберечь оборудование и избежать убытков поможет антикоррозионная защита металла.

Виды антикоррозионной защиты
Существует два основных вида антикоррозионной защиты:
- Легирование. В обычную углеродистую сталь добавляют различные легирующие элементы: хром, никель, молибден, титан, бор и другие химические элементы, препятствующие окислению металла. В результате получаются стали со множеством специальных свойств. Наиболее распространённый вариант для крепежа – это нержавеющие аустенитные стали марок А2 и А4.
- Антикоррозионное покрытие металла. На изделии создаётся барьерный слой, устойчивый к воздействию окружающей среды. Для этого используется краска, лак, эмаль, оксидная плёнка или металл – хром, никель, кадмий, а чаще всего цинк. Покрытие крепежа цинком или его сплавом называется цинкованием (оцинковкой) – это наиболее популярный и доступный способ защиты металлических изделий от ржавчины.
Типы цинкования
Самые популярные типы цинкования – гальваническое, горячее и термодиффузное и цинк-ламельное.
- Гальванический способ – это цинкование путём электролиза. Даёт наименее стойкое покрытие толщиной 4–20 мкм, не рассчитанное на жёсткие условия эксплуатации, из-за чего этот вид покрытия ещё называют декоративным. Выдерживает внешние воздействия класса С1. Из плюсов – яркий металлический блеск деталей (привлекательный внешний вид), низкая цена и возможность точно дозировать толщину покрытия. Из минусов – опасность водородного охрупчивания при гальваническом цинковании высокопрочных сталей (на крепеже класса прочности выше 8.8) и грязное с точки зрения экологии производство.

- «Горячее» цинкование – оцинковка металла путём окунания в ванну с расплавленным цинком при температуре около 460 °C. Простой, недорогой и надёжный способ нанесения защитного покрытия. Толщина цинкового слоя составляет 40-60 мкм, что позволяет выдерживать нагрузки классов С3 и С4. Главное достоинство – высокие антикоррозийные свойства (изделие прослужит до 50 лет). Даже при появлении царапин или сколов на поверхности защитные свойства покрытия будут препятствовать образованию ржавчины. Недостатком технологии является неравномерность толщины покрытия (наплывы цинка достигают 1 мм). Из-за этого её нельзя использовать для защиты деталей, требующих высокой точности изготовления (нельзя применять для крепежа меньше М8). В результате «горячего» цинкования детали получаются матовыми, без металлического блеска.

- Термодиффузное цинкование (шерардизация) – насыщение верхнего слоя металлического изделия цинком (термодиффузный слой). Достаточно сложная и дорогая технология нанесения защиты. Производится в разогретых вращающихся центрифугах с цинковой пылью. Температура в контейнере достигает 290–450 °C. Шерардизация позволяет получить толщину покрытия в диапазоне от 6 до 110 мкм, причём покрытие образуется ровное и беспористое, с высокой адгезией к подложке. Защитная способность такого покрытия в 3–5 раз выше, чем у гальванического, и сравнима с горячецинковым. Этот способ используется для защиты металлопродукции специального назначения, например, для деталей железнодорожного транспорта. К минусам стоит отнести небольшую производительность, лимитируемую объёмами камер для цинкования, ограничение размера деталей размером контейнера и отсутствие декоративных свойств у диффузионного покрытия (серые тона, отсутствие блеска).

Свойство/вид покрытия
Гальваническое цинкование
Горячее цинкование
Термодиффузионное цинкование
Цинк-ламельное покрытие
Толщина
Стойкость в соляном тумане до появления коррозии
Более 2000 часов
Достоинство метода
Позволяет обрабатывать детали сложной формы из тонкого металла, позволяет наносить покрытие на металл после операции сварки
Высокая коррозионная стойкость, для крупных деталей – высокая скорость нанесения покрытия
Мощная коррозионная защита и высокая адгезия к подложке (сцепление слоёв). Тонкий слой покрытия
Высочайшая коррозионная стойкость. Простота нанесения на детали сложной формы. Мягкие требования к толщине материала базы. Отсутствие водородного охрупчивания на высокопрочных изделиях. Высокая стойкость к перепадам температур и воздействию химикатов
Недостатки
Низкая коррозионная стойкость, длительное время нанесения покрытия, высокие требования к подготовке поверхности
Требования к минимальной толщине детали во избежание коробления вследствие высокой температуры при нанесении, сложность покрытия деталей средних и малых размеров
Небольшая производительность; ограничение размера деталей, на которые наносится покрытие; дороговизна и сложность технологии
Высокие требования к подготовке поверхности. Необходимость операции спекания в сушильном шкафу, что затруднительно для крупногабаритных деталей
Цинк-ламельное покрытие

Лучше всего из перечисленных видов цинкования от коррозии защищают «горячее» и термодиффузное. Однако у них есть недостатки: сложная и дорогая технология нанесения либо ограничения в типах и размерах деталей, которые покрываются цинком.

В 70-е годы прошлого века, когда развитие промышленности и строительства потребовало новых решений, инженеры стали искать альтернативные виды антикоррозионной защиты – технологически простые и максимально эффективные. Тогда в США разработали и запатентовали новую систему покрытия – цинк-ламельную. При малой толщине слоя (6-12 мкм) данное покрытие обеспечило высокую степень антикоррозионной защиты. Также эта технология препятствует охрупчиванию металла под воздействием водорода.
Свойства

Цинк-ламельное покрытие содержит до 80% цинковых чешуек (ламелей), 10% алюминиевых и связующую основу (акриловые, уретановые, эпоксидные и кремнийорганические смолы). Микроскопические чешуйки расположены параллельно, поэтому перекрывают друг друга, не оставляя «пробелов» на металлической поверхности, куда мог бы попасть кислород. Кроме того, скорость окисления алюминия ниже, чем цинка, поэтому цинк-алюминиевое покрытие в 3 раза устойчивее к коррозии, чем стандартное горячеоцинкованное покрытие.
Цинк-ламельное покрытие можно наносить не только на чёрный металл, но и на оцинкованную сталь, никель, алюминий, медь, нержавеющую сталь и другие металлы. При необходимости на базовое покрытие наносятся дополнительные слои, которые повышают коррозионную и химическую устойчивость, придают нужный цвет и увеличивают износостойкость.
Преимущества цинк-ламельного покрытия
Высокая коррозионная защита (более 2000 часов в камере соляного тумана до появления ржавчины)

Стойкость к перепадам температур

Высокая стойкость к воздействию химикатов
Контролируемый коэффициент трения, который позволяет регулировать момент затяжки

Отсутствие водородного охрупчивания на высокопрочных изделиях

Экологичность (отсутствие вредного шестивалентного хрома)

Широкая цветовая гамма

Надёжность в резьбовых соединениях

Способы нанесения покрытия
- Распыление. Материал наносится на поверхность подготовленных деталей с помощью пистолета-распылителя вручную или на автоматизированной установке. Размер деталей ограничивается только возможностями условий подготовки и дальнейшей термообработки.
- Погружение с центрифугированием. Детали загружаются в контейнер с покрывающим составом. Остатки удаляются в центрифуге. Применяется для мелких деталей.
- Погружение с центрифугированием на оснастке. Детали фиксируются на оснастке, а затем вместе с ней погружаются в состав, центрифугируются и помещаются в печь. Применяется для особо ответственных деталей средних размеров.
- Погружение с вытягиванием. Детали погружаются в жидкую среду покрытия, после этого плавно вынимаются. Применяется для покрытия крупных деталей.
Отметим, что перед нанесением покрытия детали тщательно готовят. Поскольку при травлении серной или соляной кислотой в структуру стали проникает водород и детали становятся хрупкими, для очистки изделия перед нанесением цинк-ламельного покрытия используется другой способ. Поверхность обезжиривается водно-щелочным раствором, затем окалина и ржавчина удаляются дробемётной обработкой – стальными микрочастицами в виде шариков, которые ускоряются в турбине.
Кроме того, после нанесения каждого слоя цинк-ламельного покрытия происходит процесс сушки-спекания: изделия поступают в печь, разогретую до 200 °С, 240 °С или 320 °С. Таким образом покрытие структурируется и образуется однородный, тонкий, адгезионно-прочный и сухой слой.
Гальваническое цинкование крепежных изделий

Общие положения. Требования к покрытию. Этапы (операции) процесса цинкования метизов.
Общие положения
Цинковые покрытия предназначены для защиты от коррозии изделий из черных металлов (например резьбовых изделий — болтов, винтов, шпилек, гаек, а также шайб), т.к. цинк обладает значительно более отрицательным потенциалом чем железо, и в контакте с ним (при наличии влаги) цинк образует гальваническую пару, в которой цинк является анодом и электрохимически защищает железо от коррозии.
Защитные свойства таких покрытий сохраняются даже при малой толщине слоя, а также при наличии в нем пор или обнаженных участков, т.к. в образующейся микрогальванической паре «Цинк-Железо», цинковое покрытие подвергается растворению с образованием продуктов коррозии цинка, само же изделие при этом разрушению не подвергается.
Толщина цинкового покрытия устанавливается в зависимости от условий эксплуатации изделий. Толщина и вид покрытия обозначается следующим образом: например,
- Болт М16-6gх80.58.20.016 ГОСТ 7805-70, где вид покрытия 01 – цинковое, хроматированное при толщине покрытия – 6 мкм;
- Гайка М20-6H.5.20.019 ГОСТ 5915-70, где вид покрытия 01 – цинковое, хроматированное при толщине покрытия – 9 мкм.
Требования к защитному покрытию
По внешнему виду покрытие должно соответствовать следующим требованиям согласно ГОСТ 9.301-86:
- цинковое покрытие должно быть сплошным, цвет покрытия до хроматирования – блестящий;
- цвет цинкового хроматированного покрытия – от голубого до голубого – перламутрового. Контроль осуществляется визуально.
На поверхности допускаются:
- темные или светлые полосы в пазах, на внутренних поверхностях деталей;
- неравномерность блеска и неоднотонность цвета;
- следы от потеков воды, хроматирующих растворов;
- изменение интенсивности цвета или потемнение после нагрева с целью проверки прочности сцепления;
- механические нарушения пассивной пленки в виде мелких рисок и точек.
На поверхности не допускаются пригары, пузыри, шелушение.
Этапы (операции) процесса цинкования метизов
1. Контроль поверхности изделий перед покрытием:
- на поверхности изделий не должно быть графита, обсечки и несмываемой коррозии;
- на поверхности изделий не допускается закатанная окалина, заусенцы, расслоения, трещины, раковины и порывы;
- поверхность изделий после галтовки должна быть без шлама, графита, заусенцев;
- поверхность изделий после термообработки (отжига, закалки, отпуска) должна быть очтщена от отделяемой окалины.
2. Загрузка линии цинкования:
- обезжиренные крепежные изделия засыпаются в барабан вручную по 10-12 кг. Все дальнейшие операции производятся в линии автоматически.
3. Химическое обезжиривание:
- операция производится для оканчательной очистки изделий от остатков эмульсии и загрязнений, образующихся в процессе их транспортировки, межоперационном хранении и загрузки.
4. Каскадная промывка в холодной воде:
- промывка деминерализованной водой с воздушным перемешиванием (барботаж).
5. Химическое декапирование:
- удаление окисной пленки и выявление структуры основного металла для обеспечения хорошего сцепления с осадком цинка.
6. Каскадная промывка в холодной воде.
7. Цинкование:
- ориентировочная толщина покрытия 9 мкм (из интервала 6…12 мкм) согласно ГОСТ 9.303-84.
8. Каскадная промывка в холодной воде.
9. Пассивирование:
- повышение корозионной стойкости цинковых покрытий и получение от голубого до голубого – перламутрового цвета хроматного покрытия
10. Каскадная промывка в холодной воде.
11. Выгрузка.
12. Сушка:
Рамные дюбели: характеристика и выбор

Дюбели предназначены для крепления конструкций на различные поверхности. Изделия различают по характеристикам и размерам. Следует знать об особенностях рамных дюбелей, типах крепления, выборе и применении.

Характеристика
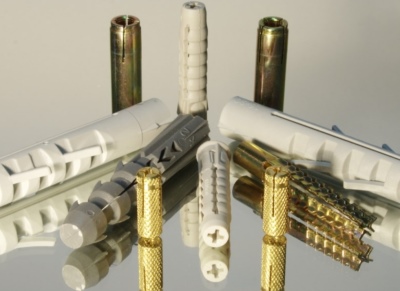
Рамный дюбель в своей основе имеет стержень, который внешне схож с обычным металлическим гвоздем. Деталь служит для стягивания и крепежа нескольких частей конструкции. Главной особенностью считается наличие вспомогательного элемента, который удерживает метиз в конструкции.
Строение рамного дюбеля имеет свои характеристики и особенности. Деталь состоит из отдельной распорной части, головки и зоны винта. Зона распорки устроена таким образом, что при ее взаимодействии с дюбелем предотвращается прокручивание в отверстии. Своеобразная насадка также исключает появление трещин и деформации несущей конструкции. При этом элемент обеспечивает прочную и жесткую фиксацию.
Головки рамных дюбелей бывают нескольких типов: плоская и увеличенная. Первый вариант не требует демонтажа, саморез с плоской головкой легко можно замазать штукатуркой. Рамный анкер с увеличенной шляпкой производится с учетом возможности выкручивания без риска деформации или срыва головки. Рамные анкера производят из высококачественной стали. Поэтому изделия имеют высокий срок эксплуатации и способны выдерживать большую нагрузку.


Все изделия покрыты оцинковкой — слой 6 мкм по ГОСТу. Оцинкованный слой предотвращает появление царапин. Некоторые виды дюбелей покрыты специальным антикоррозийным веществом, что исключает появление ржавчины и окисления. А также шурупы производят из нержавеющей стали и бронзы. Метизы из данных материалов рассчитаны на очень большой вес. Дюбели из латуни не способны выдержать большую массу. Их приобретают для монтажа легких конструкций.
Из особенностей стоит отметить малый вес. При установке окон полностью отсутствует нагрузка на оконный переплет. Дюбели для рам отлично переносят перепады температур от -40 до +80°. Из преимуществ также отмечают высокую степень сцепления при фиксации к поверхности.


Размеры
Рамные анкеры не подлежат регламентации по ГОСТу. При создании документа такого вида крепления еще не было. Но материалы изготовления должны соответствовать стандарттребованиям ГОСТ. Размеры изделий регламентируют по ТУ. Параметры оконных переплетов имеют стандартные размеры, поэтому параметры и масса рамных анкеров тоже являются стандартными.
Анкеры различают по размерам, которые подбираются исходя из материала рабочей поверхности и веса оконной рамы. С параметрами изделий стоит ознакомиться поближе. Диаметр имеет небольшой диапазон величины: от 6 до 14 мм. Средний диаметр дюбеля — 8 и 10 мм. Такие величины шурупов встречаются в ассортименте любого производителя. Размеры рамных изделий представлены ниже:
- 10Х152 мм — min глубина сверления 5 см, max толщина детали — 12, 2 см;
- М10Х132 мм — глубина отверстия до 5 см, max толщина детали — 10, 2 см;
- 10Х132 мм — глубина сверления до 5 см, max толщина детали — 10,1 см;
- 10Х112 мм — глубина отверстия 5 см, max толщина детали — 8, 2 см;
- М10Х112 мм — глубина отверстия 5 см, max толщина детали — 8,5 см;
- 10Х182 мм — глубина сверления до 5 см, max толщина детали — 15,2 см;
- 10Х180 мм — отверстие глубиной до 5 см, max толщина детали — 14,9 см.


Типы крепления
Существует множество вариантов фиксации рамного анкера. Метизы различают по некоторым особенностям. Например, тип монтажа. Рамные анкеры делят на несъемные и демонтируемые.
Первый ваирант имеет плоскую шляпку. Полностью вкрученный дюбель не заметен на конструкции рамы. Его можно скрыть под слоем замазки или штукатурки. Однако демонтаж дюбеля приведет к деформации оконного переплета. Второй вариант имеет большую шляпку, которая заметна на поверхности. Шуруп с легкостью выкручивается, не повреждая конструкцию.


Продукты имеют разный тип шляпки. Главная отличительная особенность — форма шлица, определяющего используемую отвертку при монтаже. Шлицы бывают следующих видов:
- прямой для обычной отвертки;
- с внутренним шестигранником;
- в виде звезды с 6 лучами;
- с простым крестом для крестообразного инструмента;
- с крестом и 6-лучевой звездой;
- с потайной шляпкой.




Дюбели для рам производят из разных материалов: нейлона, полиэтилена, стали, стеклопластика. Нейлоновый дюбель — более распространенный вариант при монтаже оконных конструкций. Полиэтиленовое изделие выдерживает низкие температуры и большие нагрузки. Стальной дюбель также рассчитан на большой вес несущей конструкции. Стеклопластиковый метиз имеет высокую стоимость, но сочетает надежность металла и инертные свойства пластмассы.
Шурупы для рам бывают двух-, трех- или много распорными. В зависимости от типа распорки изделия оснащены разными элементами против выкручивания: усиками, специальной резьбой или элеронами. Главной особенностью строения дюбеля является количество распорных элементов.
Метиз с одной распоркой предназначается для монтажа в бетон и полнотелый кирпич. Дюбель с несколькими распорными участками тоже предполагает монтаж в бетонные конструкции. Кроме того, его можно применять для фиксации к щелевым материалам: газобетону, кирпичу и другим. Если основание изделия большой длины, зоны распорки находятся в нескольких местах. Когда одна зона размещается внутри поверхности для крепления, вторая жестко фиксирует изделие за счет плотного прижатия к поверхности.



Правила выбора
При покупке рамного анкера следует учитывать ряд параметров.
- Материал изготовления. Рекомендуется выбирать анкеры из углеродистой стали. Детали имеют специальное цинковое покрытие, которое защищает поверхность дюбеля от повреждений. Если приобретается изделие из латуни, то учитывается вес рамной конструкции. Латунные дюбели рассчитаны на небольшую нагрузку.
- Параметры. Размеры дюбелей включают в себя длину и диаметр шпильки. Выбор размера зависит от веса оконной рамы. Для массивных конструкций лучше выбирать дюбели с длинной и толстой шпилькой. Стандартный диаметр — 8 мм. Встречаются изделия с диаметром втулки 10 мм, которые выдерживают динамические нагрузки. Длина шпильки начинается с 72 мм, максимальный параметр — 172 мм. Все размеры нормируются положениями по ГОСТу.
- Качество распорки. Надежная распорная втулка должна иметь толщину стенок не меньше 0,8 мм. В противном случае дюбель не выдержит вес конструкции.
- При выборе дюбеля учитывают и материал поверхности для монтажа. Для каждого материала существует свой дюбель со своими характеристиками и параметрами.
- Нелишним будет учет веса конструкций. Дюбели используют не только при монтаже оконных рам. С помощью них выполняют и другие ремонтные работы, фиксацию изделий к различным поверхностям. Для небольшого веса конструкции подойдут дюбели с одной распоркой. Фиксация изделий с большим весом подразумевает использование шурупов с двойной и тройной распоркой, которая будет надежно удерживать конструкцию.
- Выбор дюбеля зависит от инструмента, с помощью которого проводятся строительные работы. Если у мастера имеется полный набор отверток, то подобрать дюбели не составит труда. Для отдельного вида отверток (обычных, крестовых, шестигранных) существуют метизы с соответствующей формой шляпки.

Применение
Ранее рамные метизы применялись только для монтажа оконных рам. Изделия обеспечивают надежную фиксацию окон и дверных коробок. На сегодняшний день сфера использованию рамных анкеров значительно расширилась.
Метиз используют для крепления деталей к пустотелым материалам, таким как кирпич, ячеистый бетон, газобетон. Универсальность шурупа предполагает его применение в строительных работах и для монтажа отделочных материалов.


Дюбель отлично подходит для крепления деревянных изделий к различным поверхностям. К примеру, это может быть обычный балконный блок с полом из дерева. Благодаря своей конструкции шуруп прочно и жестко крепит деревянные брусья и выдерживает большие нагрузки.
Существующие разновидности рамного метиза позволяют подобрать изделие для различных конструкций. Так, с помощью шурупа крепят на стену светильники, картины, бытовую технику. Для более массивных конструкций используют дюбели с двойной или тройной распоркой, которые способны выдержать большой вес. Таким образом, с помощью изделий можно закрепить на навесном потолке массивную люстру.
Рамные анкеры используют во время ремонтных и монтажных работ. Широкая сфера применения анкеров — монтаж оконных переплетов. Особенности того или иного вида метизов подходят под определенный вес и размер конструкции. Поэтому при выборе учитываются некоторые аспекты. Соблюдая основные правила выбора, можно подобрать качественное изделие, которое обеспечит надежную фиксацию на протяжении многих лет.

В следующем видео рассказывается о видах дюбелей.
Источник https://www.cki-com.ru/blog/zink-lamel/
Источник https://vostok-inter.uaprom.net/a70129-galvanicheskoe-tsinkovanie-krepezhnyh.html
Источник https://stroy-podskazka.ru/samorezy/ramnye-dyubeli/