Цинкование металла: разновидности, проведение в домашних условиях
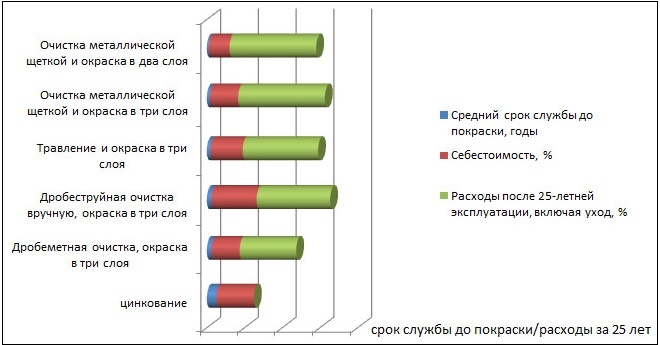
Защита металла от возникновения и развития коррозии является очень актуальным вопросом, решение которого позволяет значительно продлить срок службы металлических изделий, а также сделать их эксплуатацию более надежной. Самым распространенным способом, позволяющим обеспечить такую защиту, является цинкование, подразумевающее нанесение на поверхность металла покрытия, в химическом составе которого может содержаться до 95% цинка. Цинкование металла можно выполнять по различным технологиям, каждая из которых применяется в определенных ситуациях и имеет как достоинства, так и недостатки.

Цинкование получило наибольшее распространение среди других анодных защитных покрытий металлов
Для чего на сталь наносят слой цинка
Хорошо известно, что изделия, изготовленные из стали, очень подвержены коррозионным процессам, особенно при эксплуатации в условиях повышенной влажности. Между тем, если оцинковать стальную деталь, можно обеспечить ей надежную защиту от коррозии. Объясняется это тем, что цинковое покрытие образует с основным металлом гальваническую пару, в которой цинк имеет большую степень электроотрицательного заряда, чем сталь.
В такой гальванической паре при воздействии на ее составляющие агрессивных факторов внешней среды подвергается воздействию коррозии именно цинк, а химические реакции стали практически исключаются. Таким образом, коррозионная защита стали будет обеспечена до тех пор, пока покрытие, состоящее из цинка, полностью не разрушится. При этом на тех участках стального изделия, где покрытие из цинка по каким-либо причинам разрушается, под воздействием кислорода и влаги формируется гидрооксид цинка, который также обладает хорошими защитными свойствами.
Преимущества нанесения цинка перед окрашиванием
Цинкование изделий из стали позволяет обеспечить им не только барьерную, но и электрохимическую защиту. Цинкование металла может выполняться по разным технологиям, для реализации которых применяется различное оборудование. Используя отдельные виды таких технологий, можно выполнить цинкование в домашних условиях и при этом добиться отличного результата.
Методы цинкования
На сегодняшний день цинкование металла осуществляется с помощью следующих методов:
- горячего;
- холодного;
- гальванического;
- газотермического;
- термодиффузионного.
Выбор метода, который будет использоваться для цинкования деталей и конструкций, изготовленных из стали, зависит от условий их эксплуатации, а также от характеристик, которым должен соответствовать защитный слой. Вне зависимости от используемой технологии цинкования необходимо заранее определиться с толщиной формируемого защитного слоя, которая зависит от таких параметров технологического процесса, как время воздействия на металл рабочей среды, а также от температуры выполнения обработки. При использовании стальных деталей и конструкций, на поверхность которых нанесен слой цинкового покрытия, следует иметь в виду, что они не должны подвергаться значительным механическим воздействиям, так как защитное покрытие из данного металла отличается высокой хрупкостью и может легко разрушиться.
Горячее цинкование
Горячее цинкование металлоконструкций, хотя и позволяет добиться наилучшего качества и долговечности обработанных изделий, занимает среди подобных технологий только второе место по распространенности. При использовании этого метода возникает проблема экологической безопасности, так как его реализация требует применения сильных химических реагентов для подготовки обрабатываемой поверхности, а сама процедура выполняется в расплавленном цинке.
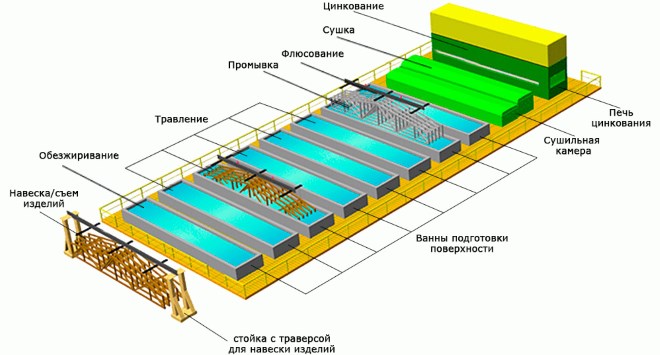
Промышленная линия горячего цинкования
В процессе оцинкования стали с использованием горячего метода выделяются два этапа:
- подготовка поверхности изделия к обработке;
- сама процедура покрытия металла цинком.
В свою очередь подготовка обрабатываемой поверхности также выполняется в несколько этапов:
- очистка и обезжиривание;
- травление с использованием кислотных растворов;
- промывка после травления и флюсование;
- тщательная просушка.

Погружение опор в ванну с горячим цинком
После того как изделие прошло все этапы предварительной подготовки и полностью просохло, его помещают в специальную ванну, наполненную расплавленным цинком. В результате на поверхности стального изделия формируется тонкий слой, состоящий из железа и цинка (Fe-Zn), который и обеспечивает надежную защиту от коррозии. После извлечения из ванны изделие обдувают сжатым воздухом, за счет чего обеспечивается не только его просушка, но и удаление с обработанной поверхности лишнего цинка. Большим недостатком данного метода цинкования металла является то, что размеры изделий, которые могут быть ему подвергнуты, ограничены габаритами ванны с расплавленным цинком. Между тем на крупных производственных предприятиях процесс оцинкования стали – строительных лесов, мачт освещения, опор ЛЭП (линий электропередачи) – осуществляется именно таким способом.
Холодное цинкование
Широкая популярность, которую метод холодного цинкования стали приобрел в последние годы, объясняется рядом причин. Самая главная из них состоит в том, что при своей высокой технологичности и простоте реализации такой метод цинкования позволяет создавать на поверхности металла слой, отличающийся высокими защитными свойствами. Немаловажным является и то, что при этом не требуется оборудование для цинкования металла, поэтому такую оцинковку можно выполнить своими руками даже в домашних условиях.
Суть технологии холодного цинкования заключается в том, что на поверхность обрабатываемого изделия наносится специальная цинкосодержащая смесь, в качестве которой может быть использован цинконол или любой другой состав. Наносить цинконол или другую смесь можно при помощи обычной кисточки или валика. В тех случаях, когда покрыть такой смесью необходимо изделия сложной конфигурации или труднодоступные места, для ее нанесения можно использовать краскопульт. Цинконол и другие составы, используемые для выполнения холодного цинкования, позволяют получить на поверхности металла защитный слой, содержащий 89–93% цинка.
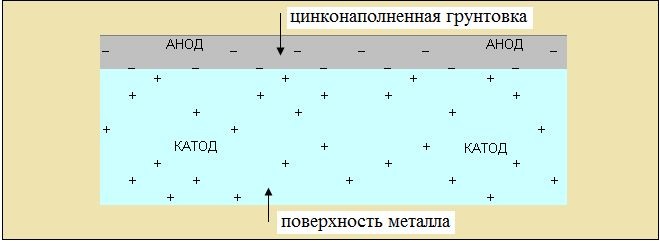
Схема холодного цинкования
Оцинковка металла с помощью холодного метода является безальтернативной в тех случаях, когда требуется обеспечить защиту от коррозии конструкциям, которые не могут быть покрыты слоем цинка по другим технологиям. К таким конструкциям, в частности, относятся уже смонтированные трубы, опоры линий электропередач, элементы железнодорожных путей, а также другие металлические элементы, которые находятся в смонтированном (стационарном) состоянии.
Цинконол и другие составы для выполнения холодного цинкования широко используются и при ремонтных работах, когда необходимо восстановить поврежденный цинковый слой на металлическом изделии или конструкции. В частности, при помощи данного метода может быть выполнена восстановительная оцинковка кузова автомобиля (более того, использовать цинконол и другие смеси можно и для начального, полного цинкования кузова своими руками).

Составы для холодного цинкования представляют собой полимерные растворы с добавлением высокодисперсионного цинкового порошка
Выполнять холодное цинкование изделий из стали можно в достаточно широком температурном интервале, при этом сформированное покрытие отличается не только высокими защитными свойствами, но и хорошей эластичностью, устойчивостью к механическим повреждениям и температурным расширениям.
Если говорить о недостатках метода холодного цинкования, то к ним можно отнести недостаточно высокую устойчивость сформированного покрытия к механическим воздействиям, а также необходимость в строгом соблюдении техники безопасности при осуществлении такой процедуры, требующей использования органических растворителей.
Гальванический метод
Гальваническое цинкование, при выполнении которого на поверхность обрабатываемого изделия оказывается электрохимическое воздействие, позволяет получать покрытия, не только отличающиеся высокой точностью по толщине, но и обладающие исключительной гладкостью. Такое электрохимическое цинкование обеспечивает формирование на поверхности металла защитного слоя, толщина которого находится в интервале 20–30 мкм.
Гальваническое цинкование позволяет регулировать толщину формируемого защитного слоя, при этом он отличается равномерностью и высокой декоративностью. За счет того, что при выполнении гальванической оцинковки металл и цинк, который наносится на его поверхность, соединяются на молекулярном уровне, готовое покрытие отличается исключительно высокой адгезией с основным металлом. Между тем на степень адгезии оказывает влияние наличие на поверхности обрабатываемого изделия жировых и окисных пленок, удалить которые полностью (особенно в условиях массового производства) практически невозможно.

Гальваническая линия цинкования включает в себя полный комплекс обработки (от подготовки до закрепления)
Гальваническое цинкование выполняют следующим образом. Обрабатываемая конструкция и цинковые пластины помещаются в электролитический раствор, а затем подключаются к положительному и отрицательному контактам источника электрического тока. За счет сформированной таким образом разности электрических потенциалов пластины начинают растворяться в электролите, и молекулы цинка устремляются к поверхности обрабатываемого изделия, оседая на ней и формируя однородный защитный слой.
К наиболее значимому недостатку данного метода можно отнести его достаточно высокую себестоимость, которая складывается не только из стоимости цинковых пластин и электролита. Например, использованный электролит, который содержит достаточно большое количество опасных отходов, необходимо тщательно очищать перед отправкой в канализацию, что также серьезно отражается на себестоимости метода.
Термодиффузионное цинкование
Термодиффузионная технология цинкования металла (ТДЦ), которую часто называют шерардизацией, была разработана еще в 20-х годах прошлого столетия, но долгое время применялась недостаточно активно. С конца прошлого века оцинковывание металла по данной технологии вновь обрело популярность.
Суть данного метода покрытия металлического изделия цинком заключается в том, что обрабатываемую деталь вместе с цинкосодержащей сухой смесью помещают в герметичный контейнер, в котором создается высокая температура – порядка 2600°. Под воздействием такой высокой температуры атомы цинка переходят в газообразное состояние, что значительно облегчает их диффузионное проникновение в поверхностный слой обрабатываемого изделия. Используют такую технологию цинкования преимущественно в тех случаях, когда на поверхности обрабатываемого металла необходимо сформировать защитный слой, толщина которого превышает 15 мкм.

Установка для термодиффузионного цинкования
Термодиффузионное покрытие изделий из металла цинком, подготовка к которому выполняется так же, как и при горячем цинковании, отличается рядом преимуществ, к которым следует отнести:
- полную экологическую безопасность процесса, так как он выполняется в герметичном контейнере;
- практически полное отсутствие пор на готовом защитном покрытии, отличающемся высокой адгезией к обрабатываемой поверхности;
- высокую защитную способность покрытия, полученного по данной технологии (в 5 раз выше, чем у цинкового слоя, сформированного гальваническим способом);
- возможность регулировать толщину цинкового слоя в достаточно большом диапазоне;
- сохранение даже сложной формы и геометрических параметров покрытого цинком изделия;
- отсутствие необходимости в специальной утилизации образующихся отходов.

Так выглядят изделия, покрытые цинком по методу ТДЦ
Есть у данного метода покрытия металлических изделий цинком и свои недостатки, к которым следует отнести:
- не слишком привлекательный грязно-серый цвет готового покрытия и отсутствие металлического блеска;
- невысокую производительность;
- наличие включений цинковой пыли в окружающем воздухе при выполнении такого процесса, что наносит вред человеческому здоровью;
- неоднородность цинкового покрытия по толщине.
Газотермическое напыление цинка
Чтобы покрыть слоем цинка металлический лист или объемную деталь, можно использовать газотермический метод цинкования. Суть такого метода заключается в том, что цинк, присутствующий изначально в составе сухой смеси или проволоки, напыляется на поверхность обрабатываемого изделия в составе газовой среды. Использовать такую технологию оптимально в тех ситуациях, когда цинковый слой надо нанести на крупногабаритные изделия, которые нельзя подвергнуть обработке другими способами.
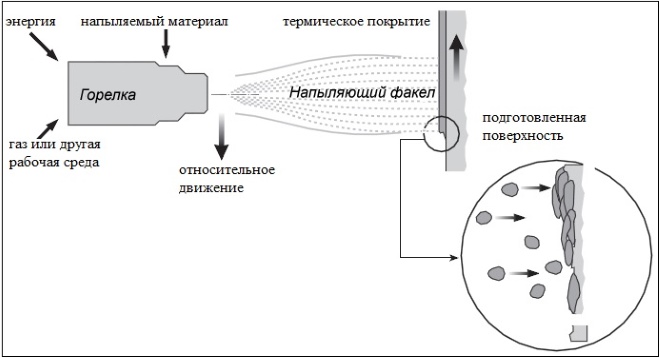
Принцип газо-термического цинкования
Покрытие металлического изделия цинком при использовании такого метода происходит следующим образом. Частички расплавленного металла, ударяясь об обрабатываемую поверхность, формируют тонкий слой, напоминающий по своей структуре чешую. Такое покрытие, которое характеризуется наличием большого количества пор, дополняется нанесением лакокрасочных материалов. Созданный в результате такого комбинирования слой обладает защитными свойствами, позволяющими металлическому изделию, на которое он нанесен, длительное время успешно эксплуатироваться в достаточно агрессивных средах (высокая влажность, постоянное воздействие морской и пресной воды и др.).
Как выполнить процедуру в домашних условиях
Оцинковка в домашних условиях выполняется преимущественно электрохимическим методом или по технологии холодного цинкования, что объясняется простотой данных способов. Чтобы выполнить цинкование своими руками с помощью электрохимического метода, необходимо тщательно подготовить поверхность обрабатываемого изделия. Такая подготовка заключается в очистке и обезжиривании, а также в протравливании кислотой и последующей промывке водой.
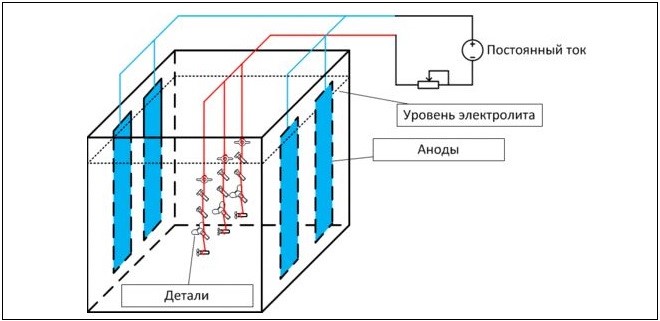
Схема гальванической установки для самостоятельного цинкования
Свой аппарат для выполнения гальванического цинкования можно изготовить из источника постоянного тока, выдающего напряжение порядка 6–12 В с силой тока 2–6 А, емкости из диэлектрического материала и устройства, при помощи которого будут фиксироваться электрод и обрабатываемое изделие. Электролитом в данном случае может выступать раствор любой соли, содержащей в своем составе цинк. Приготовить такой раствор можно из аккумуляторного электролита, поместив в него на некоторое время цинк и дождавшись окончания реакции растворения. Полученный состав перед использованием для цинкования следует процедить.
Гальванические покрытия: история, виды, назначение, применение, фото, видео, свойства, гост
Гальванизация – это электрохимический метод нанесения металлической пленки, которая препятствует коррозии и окислению поверхностей. Она придает им эстетичный внешний вид, износостойкость и увеличивает твердость.
Данный метод обработки улучшает термостойкость металлов, поэтому его широко применяют в таких отраслях промышленности, в которых присутствуют высокотемпературные процессы.
Как появилось гальваническое покрытие?
Открытием гальванического покрытия мир обязан русскому физику Борису Якоби. В 1836 году в ходе экспериментов он пропускал металлы через соляные и водные растворы, которые находились под воздействием электрического тока.
При прохождении через солевые растворы металлы разделялись на разнозарядные ионы. Положительные оседали на катоде, а отрицательные – на аноде.
Технология гальванизации
Гальванические покрытия требовательны к подготовке поверхностей. Перед началом работ требуется провести тщательную очистку и обезжиривание деталей.
Для металлических поверхностей рекомендуется использовать органические растворители, которые не вызывают коррозии, например Очиститель металла MODENGY
Он эффективно удаляет нефтепродукты, силиконовые масла, консервационные составы, адсорбированные пленки, газы, влагу и другие виды загрязнений. Испаряется быстро и без остатка.
Однако одной очистки и обезжиривания в большинстве случаев бывает недостаточно. Помимо этого проводится пескоструйная обработка и последующая шлифовка наждачной бумагой, специальными пастами.
Гальваническое покрытие выделяет все сколы, царапины и раковины поверхностей, поэтому обрабатываемое изделие должна быть идеально подготовленным.
Далее рассмотрим технологию гальванизации.
На деталь, погруженную в емкость с электролитом, подается отрицательный заряд, в результате чего она становится катодом. Отдельно стоящая металлическая пластина получает положительный заряд и берет на себя функцию анода.
Именно эта пластина служит для образования покрытия. При замыкании электрической сети металл с нее растворяется в электролите и направляется к катоду, где образует равномерную тонкую пленку.
Данный способ гальванизации называется анодным. Благодаря ему при возникновении очагов коррозии разрушается именно гальваническая изоляция, а защищаемый металл в течение длительного времени остается нетронутым.
Существует еще один метод гальванизации – катодное напыление. Он применяется гораздо реже. При нарушении целостности такого покрытия возрастает интенсивность разрушения металла под ним. Этому способствует сама технология нанесения.
Электролит – это проводящий раствор, благодаря которому металлы попадают на катод с анода. Размер емкостей для этой жидкости может быть разным и зависит от производственных задач.
Детали больших размеров находятся в объемных ваннах в подвешенном состоянии. На более мелкие изделия гальваническое покрытие наносится в барабанных емкостях, где отрицательный заряд подается на барабан, который вращается в электролите. Для обработки деталей очень маленького размера (метизы, крепежные элементы) используются колокольные наливные ванны. В процессе работы они вращаются с низкой скоростью, в результате чего детали равномерно покрываются защитным покрытием.
Большое значение имеет плотность тока, который проходит через электролит. Он влияет на структуру формируемого осадка. Данная величина измеряется отношением силы тока к единице поверхности обрабатываемой детали.
При слишком большой величине плотности порошковых отложений много, а при низкой – его вообще не образуется. Это сказывается на качестве конечного покрытия. Именно поэтому процесс гальванизации требует постоянного контроля.
Толщина гальванического покрытия на деталях составляет 6-20 мкм и определяется особенностями металлов, участвующих в гальванизации. Уровень адгезии металлического сплава с поверхностями определяется при помощи специальных тестов.
Виды гальванических покрытий

В современном мире для гальванического покрытия могут быть использованы различные металлы. Они дают тонкую пленку, которая обладает надежной защитой.
Сегодня выделяют:
Гальваническое покрытие медью
Данная процедура получила название медирование. Благодаря меди можно создать на поверхности самых разных металлов прочную защитную пленку. Чаще всего для проведения данной процедуры использует медный купорос.
Гальваническое покрытие золотом
В настоящее время большое распространение получила процедура золочения. Она заключается в том, чтобы раствором покрыть металлическую поверхность придания ей боле дорого внешнего вида и для защиты от появления коррозии.
Гальваническое покрытие хромом
Обработка металлов хромом делает их более прочными и устойчивыми к условиям, которые предлагает агрессивная внешняя среда. Благодаря данному элементу на поверхности образуется тонкая пленка, которая обладает защитными и эстетическими качествами.
Гальваническое покрытие серебром
Нередко в промышленных условиях применяется серебрение. При этом на поверхности металлов появляется серебристая пленка, которая придает металлам немалое количество полезных характеристики. К тому же покрытые серебром изделия всегда выглядят дорого.
Гальваническое покрытие никелем
Покрытие данным элементом обладает экономичностью. Использование данного метода обработки металлов является оптимальным для придания металлическому материалу устойчивости к внешним воздействиям окружающей среды.
Гальваническое покрытие цинком
Данная процедура получила названием цинкование. Благодаря ней на поверхности металлов образуется тонкая пленка цинка, которая предотвращает образование ржавчины. К тому же такое покрытие придает блеск изделиям.
Гальваническое покрытие оловом
Олово применяется для нанесения на такие металлы, как: алюминий, цинк, сталь и медь. Оно придает им прочность и твердость.
Гальванические покрытия ГОСТ
Таблица. Способы обозначений покрытий определены ГОСТ 9.306-85
| Вид покрытия | Обозначение покрытия | |
|---|---|---|
| По ГОСТ 9.306-85 | цифровое | |
| Цинковое, хроматированное | Ц.хр | 01 |
| Кадмиевое, хроматированное | Кд.хр. | 02 |
| Многослойное: медь-никель | М-Н | 03 |
| Многослойное: медь-никель-хром | М-Н-Х | 04 |
| Окисное, пропитанное маслом | Окс. прм. | 05 |
| Фосфатное, пропитанное маслом | Фос. прм | 06 |
| Оловянное | О | 07 |
| Медное | М | 08 |
| Цинковое | Ц | 09 |
| Серебряное | Ср | 12 |
| Никелевое | Н | 13 |
Свойства гальванических покрытий
По своей функциональной особенности гальваническая обработка может иметь следующие физические свойства:
- Защитное. Поверхности обрабатываются для исключения коррозионных процессов, увеличения сопротивляемости процессам трения. Такие покрытия применяются с целью повышения эксплуатационных характеристик различных металлических изделий.
- Декоративное. Применяется в ювелирной промышленности для улучшения внешнего вида элементов декора или фурнитуры.
- Декоративно-защитные. Применяются для обработки металлических изделий различного назначения, универсального использования.
Существующий ГОСТ регламентирует минимальную толщину покрытий с учетом конкретных условий эксплуатации. Различаются следующие условия эксплуатации:
- Очень тяжелые. Металлические изделия работают в средах с агрессивными химическими соединениями и при высоких температурах.
- Тяжелые. Условия эксплуатации отличаются длительным контактом с водой, возможно кратковременное воздействие различных неагрессивных химических соединений.
- Умеренные. Условия пользования металлических изделий обыкновенные, нанесение гальванических покрытий может выполняться традиционным наиболее дешевым способом.
- Легкие. В таких условиях работает бижутерия, изделия из драгоценных металлов и т. д.
Виды оборудования
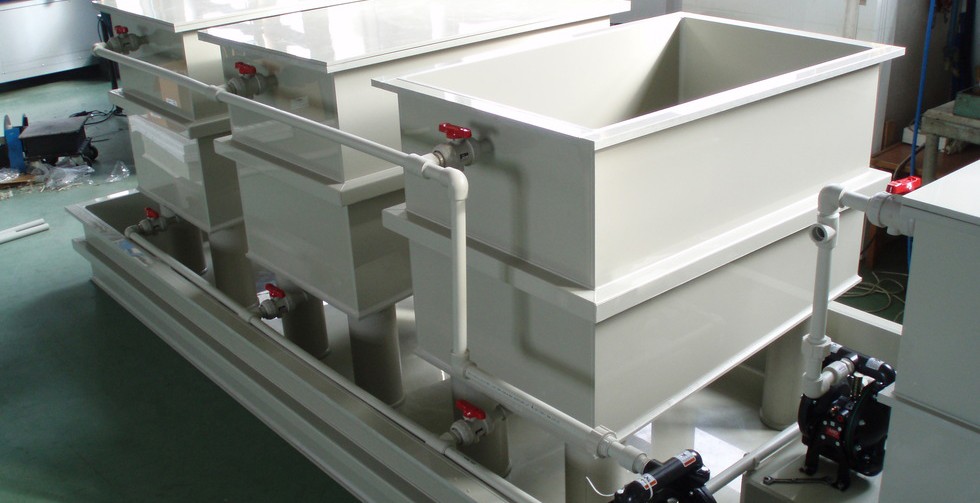
Гальваническое оборудование подбирается с учетом особенностей покрытия, количества деталей и конечных требований к качеству поверхности. Наша компания изготавливает пластиковые ванны, которые используются для подготовки растворов, удаления с поверхностей различных типов загрязнений и гальваники. Предусматривается возможность монтажа специального дополнительного оборудования для автоматизации технологических процессов. При этом потребитель может давать свои технические условия, гальваническое оборудование будет изготовлено с учетом его пожеланий.
Кроме ванн во время созданий гальванических покрытий применяются подогреватели, вентиляционные системы рабочих мест и производственных цехов, электрическое оборудование для получения токов заданной величины, таймеры и контроллеры. В зависимости от комплектности линии гальваника может выполняться в ручном или автоматическом режимах.
Виды покрытий сталей и сплавов В зависимости от назначения деталей и изделий, особенностей процесса и химического состава ванны покрытия могут быть нескольких типов.
Меднение Гальваническое покрытие медью значительно улучшает внешний вид поверхности сталей, под воздействием кислорода медь окисляется и покрывается темным налетом. Важное условие качественного покрытия – отсутствие глубоких пор. Медные покрытия часто применяются в качестве подложки под никелирование. Медь можно окрашивать химически, метод предполагает применение различных элементов.
Гальваническое покрытие происходит в цианидных и сульфатных ваннах. Первые ванны отличаются высокой токсичностью, но получили широкое распространение из-за дешевизны и простоты технологии. В современных ваннах есть возможность достигать высокой концентрации меди, за счет этого ускоряется скорость осаждения.
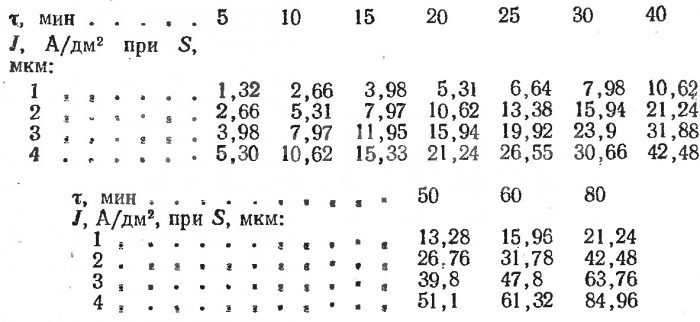
Табл. №2. Зависимость толщины меди от плотности тока и времени
Примерные составы цианидных ванн для омеднения
Составы цианидных ванн
Электролит для цианидных ванн нужно готовить в запасных пластиковых ваннах, компоненты вносятся согласно технологической схеме по очереди и перемешиваются до полного растворения. Если во время гальванического покрытия на поверхности анодов появился темный налет, то это следствие загрязнения состава ванных молекулами свинца. Свинец необходимо удалять электролитическим методом.
Сульфатные ванны дают возможность достигать 100% выхода по току, их легко приготавливать и обслуживать, они значительно безопаснее цианидных.

Первая ванна универсального использования, вторая применяется для омеднения печатных схем и деталей с металлическими отверстиями. Не допускается наличие в ванных органических примесей, они вызывают хрупкость слоя. Для очистки растворов применяется активированный уголь, состав ванны пропускается через специальный фильтр с этим очистителем.
Никелирование Очень распространенные виды гальванических покрытий, имеют отличный вид поверхностей, отличаются высокими показателями физической и коррозионной устойчивости. Никель наносится на сталь катодным методом, технология не допускает образования пористости. Ванны состоят из сульфата никеля, хлорида никеля и борной кислоты.
Во время гальванического покрытия операторы должны постоянно контролировать показатели кислотности при помощи ареометров или индикаторной бумаги. При обнаружении отклонений от заданных параметров кислотность ванны должна немедленно восстанавливаться.
После длительной работы в запыленных цехах в ванну попадает пыль, оседая на поверхностях металла, она придает ему шероховатый вид. Для недопущения подобных явлений электролит должен постоянно очищаться от механических примесей, гальваника должна происходить только в чистом растворе.
Один из наиболее распространенных дефектов поверхностей – питтинг, микроуглубления, возникающие в результате прилипания атомов водорода. Для минимизации рисков появления таких дефектов ванны вначале нагревают до высоких температур и дают некоторое время для выстаивания. За этот период прекращается выделение водорода. Затем электролит охлаждается до рабочей температуры и в него погружаются детали. На образование питтинга оказывает влияние и состояние подложного слоя на металле. Для уменьшения этого влияния в ванну добавляют смачивающие или окисляющие вещества, поверхность деталей становится более восприимчивой к равномерному покрытию.
При необходимости никелевые покрытия снимаются в ванных с серной кислотой. Для понижения риска затравливания в раствор добавляется глицерин в расчете 50 г/л.
Хромирование Само гальваническое покрытие хромом не создает антикоррозионной защиты, в связи с этим создаются промежуточные слои из никеля или никель-меди. В зависимости от использования деталей покрытие может быть декоративным, функциональным или защитным, толщина функциональных покрытий может достигать 1–2 мм. Хромовая гальваника имеет широкое распространение в автомобильной промышленности, во время изготовления форм для литья пластика, при производстве различных инструментов и т. д.
Основой ванны для хромирования поверхностей является хромовый ангидрид, в качестве катализатора используется серная кислота. Количество хромового ангидрида в пределах 0,8–1,2%, серной кислоты 2,5 г/л. Кроме классических ванн, имеющих сульфатный катализатор, металлические изделия могут хромироваться в ванных с кремнийфтористоводородной кислотой. Такие ванны обладают саморегулирующими свойствами, что значительно упрощает технологический процесс покрытия. Недостаток – высокая агрессивность электролита, все гальваническое оборудование должно изготавливаться из особо устойчивых пластиков. Процессы могут протекать только при выполнении существующих требований по качеству материала изготовления.
Еще одна проблема таких ванн – высокая токсичность. Во время покрытия следует строго придерживаться правил техники безопасности. На производстве в обязательном порядке монтируется эффективная система вентиляции и очисти отработанных технологических жидкостей.
Рекомендуемая плотность хромового ангидрида при t°=+15°С

Для снятия хромовых покрытий используются ванны с 50% хлорной кислотой, после промывки поверхности их можно повторно покрывать слоем хрома.
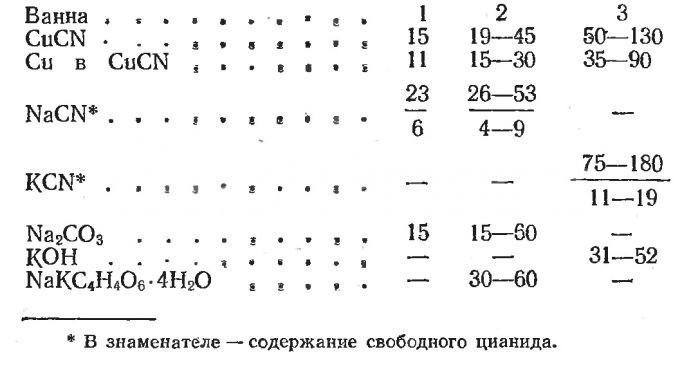
Цинкование Наносятся как с целью антикоррозионного, так и декоративного покрытия. Для технического процесса требуются цианидистые соединения, что вызывает трудности в связи с их высокой агрессивностью и опасностью для окружающих. В состав ванн входит едкий натр, цианид натрия и оксид цинка.


Первая ванна характеризуется хорошей кроющей способностью, но низкой производительностью, вторая наоборот, отличается повышенной производительностью, но недостаточной кроющей способностью. Во время длительного использования электролитов в растворе повышается содержание CO2 и карбоната натрия в результате значительно ухудшаются показатели электропроводности. Удаление избытков компонентов делается вымораживанием. После понижения температуры до -2–3°С вещества оседают на дно и удаляются, а водород выводится естественным путем.

Толщина цинковых покрытий в зависимости от плотности тока и времени выдержки
Если возникает технологическая потребность увеличить концентрацию едкого натра и цинка, то в ванну добавляется оксид цинка. Наличие черного налета на анодах указывает на предельно низкую концентрацию цинка в ванне. Гальваническое покрытие цинком делать запрещается до восстановления требуемой концентрации всех компонентов.
Обильное выделение газов на поверхностях металлических изделий указывает, что процесс происходит при большой концентрации цианида и требует оперативного вмешательства оператора. Наличие органических загрязнений становится причиной появления на поверхности покрытия темных пленок. Загрязнений удаляются пергидролем с последующей промывкой в чистой воде. Недостаток высокоцинковыанных деталей – повышенная хрупкость. Для уменьшения рисков возникновения проблемы процесс обезжиривания должен исключать протравливание.
Кадмирование В настоящее время применяется редко в связи с неудовлетворительными по существующим меркам эксплуатационными характеристиками. В состав ванны входит цианид натрия и солей кадмия.

Примерный состав ванны для кадмирования
В первой ванне получают блестящие слои, во второй матовые. Ванны работают при комнатных температурах, увеличивать нагрев электролита с целью ускорения покрытия не рекомендуется. На избыток карбонатов указывает образование на поверхности стали кристаллов.
Большое значение имеет чистота электродов, если они не отвечают требованиям, то на поверхности появляется трудноудаляемый шлам. Бракованные покрытия снимаются растворами, содержащими нитрат аммония или в концентрированной соляной кислоте. В большинстве случаев кадмиевые покрытия закрываются хромом, такая технология имеет широкое применение в промышленных масштабах.
Лужение
Олово хорошо сопротивляется атмосферным воздействиям и надежно защищает металлические поверхности от коррозионных процессов, на сплавах меди образует устойчивое анодное покрытие. Недостаток – во время хранения металл темнеет. Для лужения применяются кислотные и щелочные ванны. В качестве дополнительного компонента используется едкий натр.
Качество во многом зависит от точности соблюдение параметров. Из ванны запрещается вынимать сразу всю загрузку, а только частями с одновременным добавлением новых изделий. За счет такой технологи аноды длительное время содержатся в удовлетворительном состоянии.

Зависимость толщины олова и времени и плотности тока
По цвету ванна должна быть светло-серой, потемнение указывает на неправильную эксплуатацию электродов. В таких растворах запрещается продолжать гальваническое покрытие, необходимо добавлять пергидроль.
Серебрение Благородный металл, но по своим физическим показателям значительно уступает вышеперечисленным покрытиям. Для технологического процесса используются цианидные ванны, главным компонентом является соль серебра, в качестве катализаторов применяются цианиды натрия или калия. Для улучшения показателей применяется предварительное серебрение, за счет такой операции повышается коэффициент адгезии металла с покрываемой поверхностью.
Составы ванн для серебрения и параметры процесса

Составы ванн для серебрения и параметры процесса
Детали из стали необходимо предварительно активировать с помощью покрытия тонким никелевым слоем. Шероховатость поверхностей объясняется наличием в электролите механических примесей, ванну рекомендуется периодически очищать.
Золочение Дорогое гальваническое покрытие, применяется во время изготовления бижутерии, ювелирных изделий или ответственных электронных плат. В зависимости от химического состава ванн можно получать цветное, твердое и низкокаратное золочение. Обработка изделий производится в цианидных или слабокислых ваннах.
Покрытие поверхностей сплавами Электролитические покрытия сплавами в настоящее время получают широкую популярность в связи с возросшими требованиями по качеству изделий и деталей. Осаждение сплавами – очень сложный процесс, требующий специального оборудования и высококвалифицированных сотрудников.
Получение гальванического покрытия в домашних условиях
Для нанесения гальванических покрытий не обязательно обращаться в специализированные фирмы. Их можно получить и в домашних условиях, но при наличии знаний процесса электролиза, наличия необходимых материалов и оборудования.
Источником питания в данном случае может быть выпрямитель электрического тока, который оснащен регулятором выходного напряжения. В качестве гальванической ванны можно использовать любую пластиковую или стеклянную емкость. Но к ней есть несколько требований: она должна быть прочной, выдерживать температуры до +80 °C, вмещать обрабатываемую деталь и необходимое количество электролита.
При выборе анодов важно помнить, что их площадь должна быть больше, чем у покрываемой детали.
Для нагрева электролита до нужной температуры можно использовать небольшие электроплитки.

Единственная сложность при гальванизации в домашних условиях – это приобретение химических компонентов для электролита. Организации, занимающиеся производством и продажей таких компонентов, требуют от покупателей соответствующие разрешительные документы.
Для создания декоративных покрытий в свободном доступе можно приобрести специальные для таких целей вещества.
Хранить реактивы и готовую смесь следует в стеклянной посуде с притертыми крышками.
Выполнять работы рекомендуется в нежилых помещениях: гараже, мастерской и т.п. При этом потребуется заземлить оборудование и обеспечить вентиляцию.
Назначение гальванического метода

Гальванику металла на поверхности используют для придания им свойств конкретного материала (серебро, золото, никель и т.д.). Либо если из этого материала невозможно изготовить предмет, а также если цена будет неоправданно высока.
Например, нанесение хрома придает твердость и антикоррозионные свойства простой стали. Эта технология широко применялась для покрытия деталей и механизмов станков. Хром кроме твердости, дает зеркальный блеск, и обеспечивает хорошую защиту от коррозии. Хром твердый, но хрупкий металл, и изготовление из него деталей и предметов не возможно. Нанесение его на поверхность гальваникой хорошая тому альтернатива, а также возможность использовать свойства хрома в обиходе.
Процесс гальваники проводят в специальных ваннах. Туда заливается электролит, содержащий соли того металла, который осаждается на поверхности обрабатываемой детали. По сравнению с прочими методами, технология гальваники имеет преимущества. При применении, например, пульверизатора или иных приспособлений для распыления (очень многие организации выдают такой метод металлизации за гальванику) невозможно добиться идеально ровного покрытия, качественной адгезии и получить на поверхности свойства металла. Обычно путем распыления наносят непроводящий полимерный слой, проще говоря, краску, либо тонкий серебряный слой (реакция серебряного зеркала см. школьную программу), а сверху прозрачный или калорированный лак. Процесс гальваники позволяет получать равномерное, плотное, хорошо адгезированное покрытие, обладающее всеми свойствами осажденного металла.
Суть технологического процесса
Гальванику применяют для получения толстых технических и тонких декоративных слоев металла. Функции гальваники определяются не слоем, который наносят на поверхность, а его характеристиками: толщиной, подслойкой, подготовкой (травление, полировка).
Метод гальваники достаточно прост:
- Обрабатываемая деталь тщательно осматривается на предмет имеющихся покрытий и состояния поверхности.
- Проводятся процедуры обезжиривания, травления и активации поверхности детали.
- Подбирается состав жидкого электролита, в который будет погружено изделие.
- В специальную ванну, к которой подсоединено один или два анода, заливается электролит.
- В нее опускается деталь, подсоединенная к катоду.
- Запускается электрический ток.
- Под его воздействием частицы солей металла направляются к отрицательно заряженному изделию.
- На всей поверхности изделия тонким равномерным слоем оседает металл.
- После завершения гальванического процесса прекращается подача электрического тока, изделие извлекается, тщательно промывается и сушится, при необходимости дополнительно обрабатывается.
Технология гальваники несложная, но требует наличия специального оборудования, достаточной квалификации исполнителей.
Гальванический метод используют для придания механизмам, контактным группам или поверхностям, свойств наносимого металла. Например, нанесение драгоценных металлов (золото, палладий, родий) на электрические контакты, используют для придания химической стойкости, а также сохранения постоянного сопротивления. При этом видовые характеристики не важны. Конечно, необходимо соблюдать заданную зернистость покрытия, но эта проблема появляется на толщине нанесения металла более 20 микрон. Толстая гальваника дает высокую износостойкость и беспористые металлы, значит реакционные свойства основного материала можно не принимать в расчет.
Технические покрытия гальваникой Никелем делают для агрегатов, предметов которые испытывают на себе постоянное механическое воздействие. Никель — твердый недорогой металл. Его наносят на стальные изделия, которым требуется защита от коррозии.
Часто встречаются покрытия-смазки, при нанесении которых не столько учитываются химические характеристки самого металла, сколько необходимо обеспечить, например, плотную притирку деталей, но по какой-то причине нельзя использовать смазочные материалы. Это оловянные, свинцовые, индиевые покрытия. В данных случаях толщина нанесения лежит в пределах от 30 до 50 микрон.
Наша организация — ООО «6 микрон» оказывает услуги по нанесению технических покрытий, оборонным предприятиям, предприятиям космической, авиационной отрасли, электронной промышленности.
Часты случаи, когда металлы наносятся только в декоративных целях или для придания цвета (золото, серебро и т.д.), без запросов по твердости или плотности.
Гальванический метод

Гальванический метод нанесения покрытий применяется в следующих отраслях деятельности:
- Обработка изделий от коррозии;
- Покрытие деталей и узлов сложных станков, оборудования;
- Обработка бижутерии и ювелирных украшений;
- Обеспечение паяемости и смачиваемости поверхности деталей;
- Придание антиокислительных и декоративных свойств поверхности (в основном, драгоценные покрытия).
Если в сфере машиностроения, автомобилестроения, производства металлоконструкций требуются большие промышленные гальванические ванны, то при производстве и гальванике ювелирных украшений и контактных групп используют компактное оборудование.
Ювелирные предприятия составляют число постоянных клиентов нашей организации. Производство украшений из драгоценных металлов и ювелирных сплавов периодически требует нанесения защитного или декоративного слоя гальваники на поверхность. Например, бижутерные сплавы, покрытые слоем настоящего золота в несколько раз вырастают в цене, при этом себестоимость украшений сравнительно невысока. Этим часто пользуются владельцы громких имен, выпуская коллекции бижутерии в золотом или родиевом покрытии при том что цена покрытых сережек часто сравнима с ценой на серьги сделанные из чистого золота.
Требования к электролитам и результату обработки на ювелирном предприятии очень высоки: необходимо выдерживать класс поверхности, оттенок нанесенного металла, толщину его нанесения. Обычно в ювелирных, а также декоративных целях толщина нанесения не превышает 2 микрометров, поэтому перечисленные требования выполнимы.
В сфере нанесения декоративных покрытий на ювелирные украшения, ООО «6 микрон» сотрудничает с заводами из Московской области, Санкт-Петербурга, Костромы, Калининградской области, а также других субъектов Российской Федерации.
Для нашей организации обширная область деятельности – нанесение гальваники на сувениры, подарки, предметы обихода. Подарить сувенир, покрытый золотом или серебром, сделать гальванику старинных часов, восстановить ее на антикварной посуде – все это наши ежедневные услуги. Например, в подарок строителю делают золотую каску, а хоккеисту – золотую шайбу. Список идей тут ограничивается только человеческой фантазией. Любую вещь можно обработать гальваническим золотом — получить оригинальный сувенир или памятный подарок. Золочение выполняется только золотом пробы 999. Гальваника единственный способ нанесения настоящего золота или серебра.
Также, клиенты обращаются к нам с целью получения красивого химически стойкого покрытия сантехники – смесителей, кнопок, рычагов, вентилей.
Последние 5 лет гальванику также часто применяют для золочения украшений из настоящих древесных листиков, цветов, веточек. В недавнее время эта идея стала популярна и запросы на такую работу поступают все чаще.
Предварительный осмотр детали

Перед началом работ эксперт проведет предварительное обследование, оценивая размер, форму, геометрию изделия, наличие декоративных элементов, гравировки, рельефных деталей. Состав металла тоже важен.
На основе полученных сведений подбирается состав электролита. С заказчиком заранее оговаривается точная толщина гальванического слоя. Чем толще будет покрытие, тем дольше оно прослужит, тем значительнее расходы на обработку и, следовательно, выше стоимость работы.
При необходимости металл дополнительно обезжиривается и чистится. Полировка возможна только в небольшом объеме и только на простых деталях. Если необходимо получить зеркальное покрытие на изделии, нужно предварительно его отполировать у ювелира или самостоятельно. Только таким способом можно получить идеально ровное гальваническое покрытие. Целостность изделия при нанесении гальванического покрытия не нарушается. Если деталь сложная, то обязательно требуется разборка на отдельные детали до процесса гальваники.
Часто до начала самого процесса нанесения металла требуется провести предварительную механическую её обработку. Это необходимо, так как наносимый металл полностью сохраняет структуру поверхности, которая была до обработки. Поэтому если нужно проводить полную реставрацию поверхности, заранее оговариваются дефекты, уточняем что можно поправить, а что останется после обработки.
Тщательность механической обработки поверхности зависит от глубины дефектов (царапин, ударов, шлифовки, коррозионных каверн и т.д.). Механическая обработка (от грубой к тонкой обработке):
- пескоструйная обработка;
- шлифовка;
- крацовка;
- полировка.
После механической обработки приступают непосредственно к самому нанесению металла на поверхность, то есть непосредственно к электрохимии. Технологическая карта гальванического процесса пишется в зависимости от исходного материала и финишного покрытия.
Большое значение имеет последовательность действий и время между ваннами. Всю линейку гальваники необходимо пройти без длительных перерывов.
Подготовка электролита для гальваники

Состав электролита подбирают индивидуально. Эксперты учитывают следующие особенности:
- тип формируемого покрытия;
- его толщина;
- материал обрабатываемого изделия.
Для каждого изделия, попадающего на гальваническое производство состав раствора индивидуален, или даже разрабатывается новая рецептура.
Присоединение электродов

К ванне и изделию подсоединяют электроды для запуска электрического тока. Положительная клемма подключена к анодам, а обрабатываемая деталь – к отрицательной клемме. После запуска гальванической системы через электролит проходит электрический ток, поэтому катионы металла налипают на поверхность отрицательно заряженного изделия. Металл, который содержится в электролите, ровным однородным слоем оседает на детали. Два анода применяют, чтобы обработать поверхность с обеих сторон одновременно. Это очень упрощенная, но верная схема гальванического процесса.
Гальванический процесс
Система запускается через источник постоянного тока с регулировкой уровня входящего напряжения или тока. Чем дольше длится воздействие электрического тока на электролит и изделие, тем толще становится слой защитного покрытия. Иногда деталь обрабатывают несколько раз, в зависимости от конкретной технологии и конечной задачи от клиента.
Важна температура электролита. Иногда используется дополнительное нагревательное устройство, которое погружается в гальваническую ванну или находится вне ее.
Строгие требования предъявляют к помещению, где проходит обработка. Обязательное условие – эффективная вентиляция, проточная вода и пожарная безопасность. Работы проходят в лабораториях компании «6 микрон», которые специально оборудованы для выполнения таких заданий. Здесь созданы оптимальные микроклиматические условия, поддерживается требуемая температура и влажность воздуха. Эксперты работают в специальных защитных костюмах. Технология гальваники металла досконально изучена представителями научно-производственного предприятия.
Стадии процесса гальваники
-
- химическая гальваническая очисткаХимическая очистка проводится для удаления остатков полировальных паст, масел, жира с пальцев рук и т.д. Операция очистки проводится химическим, либо электрохимическим способом. Выбор способа очистки зависит в основном от формы детали. Простые формы обрабатывают под током, сложные формы с большими внутренними полостями, отверстиями и вогнутыми поверхностями обрабатываются химически.Главный показатель правильно проведенной очистки – полная смачиваемость поверхности. Плохая очистка поверхности самая значимая ошибка гальванических процессов.
- травлениеПроцедура травления проводится для улучшения адгезии к поверхности металла. Травление также проводится как химическим, так и электрохимическим способом.Процедуру травления не применяют для зеркальных поверхностей, так как по классу поверхности деталь после травления будет хуже, чем была изначально. Гальваника в некоторых случаях компенсирует травление, но это скорее исключение, чем правило.
- нанесение подслойной гальваники
Гальваника работает по строгим законам и требует соблюдать очередь нанесения. Так, например, медь и золото необходимо разделять слоем никеля во избежание диффузионных процессов золота в медь. Кроме того, данные подслойки требуются для повышения блеска самой поверхности, повышения адгезии и наращивания габаритных размеров детали.
Линейка различных подслоев часто представляет из себя так называемый классический гальванический пирог, состоящий, например, из таких прослоек как никель-медь-никель.
Во многих случаях эта универсальная схема требует корректировки и доработки.
На производствах технологические карты расписываются для каждого процесса индивидуально, с указанием рабочих режимов, временем выдержки и последовательностью операций.
Получение новых изделий требует разработки индивидуальной технологической карты. В этом заключается основная сложность небольшого гальванического производства – разноплановые изделия требуют ежедневной работы по настройке процесса.
Исправление ошибок в 90 процентах случаев подразумевает полную очистку от некачественно нанесенных элементов. Причем чаще всего это приходится делать механически, химический способ снятия имеет в гальванике ограниченное применение.
- нанесение финишного гальванического покрытияЗаключительное нанесение металла осуществляется только на полностью подготовленную, чистую, не окисленную наружность изделия.Гальваника в целом и финишное покрытие в частности, не улучшает класс механической обработки. Если после нанесения всех подготовительных покрытий деталь не выглядит качественной (не блестящая, имеются дефекты покрытия или исходной поверхности), то нет смысла наносить финишное покрытие. Не принятие во внимание данного факта одна из самых частых ошибок начинающего мастера гальваника.Заданная в техническом задании толщина нанесения металла на поверхность (3 мкм, 6 мкм, 20 мкм) относится как раз к финишному покрытию. Именно она обеспечивает его износостойкость. Подслойки же могут быть любой толщины, если нет строгих требований к ним.Перед нанесением финишной гальваники требуется тщательная промывка изделия от остатков подслойных элементов (электролитов). Промывку осуществляют проточной горячей, а затем холодной водой, а после дополнительно промывают в дистиллированной воде. Последняя нужна чтобы не позволить проточной воде попасть в электролиты драгоценных металлов, ведь хлориды, соли тяжелых металлов, сульфаты – губительны для серебряного и золотого электролита.Накопление примесей в драгоценных металлах нельзя допускать. Испорченные же электролиты подлежат длительной проработке, либо утилизации.
Гальванические технологии
В гальванике широко распространен метод гальванопластки. При этом изделие, погружаемое в гальваническую ванну, выступает в роли негатива, то есть покрытие растет не на рабочей стороне изделия а на задней, обратной стороне. На форму из непроводящего материалы осаждается слой металла, чаще всего это медь.
Толщина меди может достигать 2 мм, обычно такого запаса по прочности не требуется и в среднем, в гальванопластике растят покрытия до 1 мм. После отделения матрицы от созданного слоя получают его точную копию. Таким способом создают точные копии окладов, медали, панно, декоративные элементы.Гальваническое цинкование металла: технология, оборудование
Гальваническое цинкование – эффективный и недорогой, а потому распространенный способ защиты черных металлов от коррозии. Чаще всего его используют при производстве метизов и крепежных изделий, а также стальной сетки.
Способы нанесения цинкового покрытия
Антикоррозионное цинкование выполняется различными способами, а срок службы покрытия зависит от толщины защитного слоя.
Способ нанесения покрытия зависит от его необходимых свойств, размеров изделия, условий его дальнейшей эксплуатации.
Самый простой и технологичный, но недостаточно обеспечивающий стойкость к механическим воздействиям защитного слоя, – это холодное цинкование с помощью грунтов, в которых в большом количестве содержится высокодисперсный цинковый порошок.
По объему цинковальных производств второе место занимает горячее цинкование. Покрытие, получаемое таким способом, качественное и долговечное, но экологически небезопасное, так как используется расплав цинка, да еще на поддержание его температуры немногим меньше 500 °С необходимо большое количество электроэнергии, химические методы подготовки поверхности.
Очень похож на горячее цинкование более технологичный, но менее производительный метод термодиффузионного нанесения защитного слоя. Он используется, когда задаются высокие требования к толщине и внешнему виду покрытия.
Еще один способ цинкования – это газо-термическое напыление, которое используется для защиты крупногабаритных изделий и конструкций, которые в ванну просто невозможно поместить.
Гальваническое цинкование лишено многих недостатков других способов нанесения покрытия и имеет свои положительные стороны.
Преимущества гальванического цинкования
Способ нанесения цинкового покрытия путем электролиза наиболее распространен.
Основным достоинством, из-за которого применяется именно гальваническое цинкование металла, является высокая степень защищенности поверхности материала от коррозии. Тонкий слой цинка увеличивает срок службы изделий в несколько раз, а значит, и снижает затраты на их техническое обслуживание и замену.

Покрытие получается ровным, без потеков и капель, сохраняется и форма, и размер изделия. Нанести его можно на предметы любой, даже самой сложной формы.
Гладкие и блестящие декоративные покрытия не требуют в большинстве случаев дополнительной обработки.
Кроме того, сам процесс нанесения цинкового покрытия требует незначительных расходов, а гальванические агрегаты обладают высокой производительностью.
Недостатки гальванического цинкования
Способ нанесения защитного покрытия электролизом не лишен недостатков.
Основной недостаток – низкая адгезия цинка с металлом, из-за которой поверхность изделия необходимо тщательно зачищать.
Минусом также является образование в процессе нанесения покрытия ядовитых отходов, требующих серьезной очистки.
Несоблюдение режимов может привести к наполнению водородом основного металла, что приводит к хрупкости самого изделия и к нарушению качества покрытия.
Принцип действия
Гальваническое цинкование основано на принципе защитного действия, который определяется разностью электрохимических потенциалов цинка и железа. Поскольку цинк имеет меньший электрохимический потенциал, покрытие из него является протекторной защитой для черных металлов. То есть во влажной среде электрохимической коррозии подвергается именно он.

При окислении железа образуются оксиды, имеющие больший объем, чем первоначальный металл. Оксидная пленка становится рыхлой и пропускает к еще не окисленному металлу кислород. А на цинке при окислении пленка образуется тонкая и плотная, она не пропускает кислород вглубь металла, защищая не только покрытие, но и основной металл под ним.
Виды гальванического цинкования
Цинкование гальваническое – технология, представляющая собой электролиз, т. е. электрохимические окислительно-восстановительные процессы в электролите под действием постоянного электрического тока.
По составу электролита цинкование делится на три вида: кислотное, цианидное и щелочное.
Чаще всего используется метод нанесения цинкового покрытия в слабокислых электролитах, особенно для чугунных и стальных деталей сложной конфигурации. Изделия из углеродистых и легированных сталей при этом виде цинкования меньше подвергаются возникновению водородной хрупкости, да и внешний вид получается превосходный, с замечательным декоративным эффектом в широкой цветовой гамме.
Дополнительная защита при цинковании
Защитное действие покрытий из цинка зависит от его толщины, которая при гальваническом нанесении всего 5 мкм, и характера электролита.
В некоторых случаях защитные свойства цинкового покрытия увеличиваются пассивированием, фосфатированием или покраской.
Пассивирование (хроматирование) – химическая обработка изделий в растворах с хромовой кислотой либо ее солями, в результате которой на поверхности образуются хроматные пленки. Это процесс усиливает не столько защитные свойства, сколько декоративные, потому что в результате усиливается блеск покрытия, и оно может быть окрашено в различные цвета.

При фосфатировании (обработке в солях фосфорной кислоты) оцинкованных изделий на поверхности пленка образуется фосфатная. После фосфатирования может еще наноситься лакокрасочное покрытие.
Этапы гальванического цинкования
На производстве гальваническое цинкование состоит из нескольких технологических процессов, каждый из которых завершается промывкой водой в проточной ванне или щеточно-моечным способом.
Сначала изделия тщательно очищаются от ржавчины, окалины, технологической смазки, остатков охлаждающей жидкости или краски и обезжириваются в щелочных растворах. Затем происходит обезжиривание электролитическое.

После него протравливаются в водном растворе соляной кислоты, при котором поверхность окончательно очищается без нарушения поверхностного слоя и происходит ее декапирование – активация перед нанесением цинкового покрытия. Только потом производится собственно цинкование.
После него, при необходимости, изделия осветляются и очищаются от окисной пленки в водном растворе азотной кислоты, затем фосфатирование, пассивация и сушка.
При цинковании различных изделий могут выполняться дополнительные операции. Например, полосу перед цинкованием разматывают, сваривают концы, правят, а после него промасливают и сматывают.
Оборудование гальванического цинкования
Гальваническая линия — это определенная последовательность промывочных и технологических ванн, в которых создаются одно- или многослойное цинковое покрытие с требуемыми функциональными свойствами.
В соответствии с объемами производства используется оборудование с различной степенью механизации. На крупных предприятиях устанавливаются механизированные линии с автоматическим управлением. Существуют линии с частичным или полным ручным управлением, а также мини-линии.

Линия гальванического цинкования состоит не только из ванн. В нее входят транспортные системы различной конструкции, обязательно оборудование для очистки сточных вод, вспомогательное оборудование, к которому относятся приспособления для цинкования, ТЭНы, теплообменники, катодные и анодные штанги.
В дополнительное оборудование входят системы вентиляции, сушильные камеры и шкафы, холодильное оборудование, фильтровальные установки, оборудование получения демиводы, насосы.
Электролиты для цинкования
Для гальванического цинкования в зависимости от назначения изделия применяют электролиты, которые делятся на две основные группы.
Электролиты, в которых цинк находится в виде простых гидратированных ионов, называют простыми кислыми. Это борфтористоводородные, сульфатные и хлоридные растворы.
Сложные комплексные кислые и щелочные электролиты содержат цинк в комплексных ионах с положительным и отрицательным зарядом. Это аммиакатные, пирофосфатные, цианидные и другие растворы.
От того, какой электролит применяется, зависит в первую очередь скорость осаждения, а затем качество осадков цинка на изделии (катоде).
Из комплексных электролитов цинк оседает на катоде при высоком рассеивании ионов. При увеличении плотности тока выход металла снижается и увеличивается выход водорода.
Поэтому цинкование в сложных электролитах производится при малой плотности тока, а покрытие получается очень качественное, мелкозернистое и равномерное.
В слабокислых простых электролитах гальваническое цинкование, в домашних условиях в том числе, проходит при большой плотности тока, с большей, чем при использовании сложных растворов, скоростью. Внешний вид изделий получается хороший, но покрытие не очень качественное и подходит только для изделий достаточно простой формы.
Гальваническое цинкование
Технологический процесс непосредственно цинкования происходит в ванне с электролитом. В нее опускаются изделия из черного металла, к которым через специальные электроды подводится электрический ток (катод), и чистый цинк в виде шаров или пластин, уложенных в специальные сетчатые секции (анод).
В процессе электрохимической реакции под воздействием электрического тока плотностью от 1 до 5 А/дм цинк растворяется в электролите, затем его ионы оседают на катоде, образуя гальваническое покрытие толщиной 4-25 мкм.
Именно с использованием такой технологии получают крепежные изделия (болты и гайки) с равномерным и блестящим покрытием.
Автоматизированная линия для гальванического цинкования
Современная линия гальванического цинкования – это полностью автоматизированная линия, на которой осуществляются все этапы нанесения покрытия, включая сварку и качественное обезжиривание изделий разного назначения и конфигурации.
Автоматическая линия в общем случае состоит из комплекта технологических гальванических ванн, модульных выпрямителей, стенда загрузки/разгрузки, транспортного оборудования, оборудования для вытяжной вентиляции, подвода воды и отвода канализационных стоков, металлокаркаса с трапом обслуживания.

Гальванические ванны могут изготавливаться из нержавеющей стали, стали, футерованной полимерными материалами или резиной. Современные ванны, сваренные из листовых полимеров, все больше вытесняют металлические емкости. Выбор материала ванн зависит от состава и концентрации электролита и рабочей температуры.
Коммуникации систем водоснабжения и канализации, и в большинстве случаев вентиляции располагаются под ваннами и также изготавливаются из полипропилена.
Размеры линии определяются ее производительностью и габаритами гальванических ванн.
Гальваническое цинкование происходит с образованием сточных вод с высокой концентрацией ионов тяжелых металлов. Поэтому их отстаивают, фильтруют, нейтрализуют, используют химическое осаждение, сорбцию и другие процессы в емкостях из инженерных полимеров.
Электролитическое цинкование в домашних условиях
Гальваническое цинкование, своими руками производимое, начинается с подбора материалов. Электролитом может служить раствор хлорида цинка и соляной кислоты в дистиллированной воде. Это так называемая паяльная кислота, которая чаще всего используется в домашних условиях. Умельцы протравливают цинк в аккумуляторной серной кислоте и получают электролит ZnSO4, но этот процесс опасен, поскольку при реакции выделяется взрывоопасный водород и теплота. В электролите ни в коем случае не должно быть осадка из нерастворенных кристаллов соли.
Чистый цинк можно купить в магазине химреактивов или на радиорынке, а можно получить из солевых батареек или плавких предохранителей, сохранившихся со времен Советского Союза.

Гальванической ванной может служить стеклянная или пластиковая емкость. В нее устанавливаются штативы для анода и катода. Анод – это пластина цинка, к которой от источника питания подсоединяется «плюс». Чем больше анод, тем более равномерным получится покрытие на катоде, изделии, на которое будет наноситься защитное покрытие. Анодов может быть несколько, их можно располагать вокруг катода на одинаковом расстоянии, чтобы его поверхность покрывалась цинком равномерно и одновременно со всех сторон. К катоду подсоединяется «минус» источника питания.
Даже когда в домашних условиях производится цинкование гальваническое, технология обязательно включает тщательную очистку и обезжиривание детали, а также ее активацию в растворе кислоты.
Источник питания – это автомобильный аккумулятор с лампой накаливания небольшой мощности или другого потребителя в схеме, чтобы сила тока в цепи была ниже, или блок питания с постоянным напряжением на выходе. Главное, чтобы не было бурного кипения электролита в процессе цинкования.
Собственно цинкование происходит, когда аноды и катод опущены в электролит и замкнута электрическая цепь. Чем дольше длится процесс, тем толще слой цинка получается на изделии.
С помощью гальванического цинкования защитное покрытие на изделиях становится точным, равномерным и гладким, с декоративным эффектом. Его используют и в промышленности, и в домашних условиях, несмотря на то что требуется очистка сточных вод от экологически опасных отходов.
Источник http://met-all.org/obrabotka/prochie/tsinkovanie-metalla-v-domashnih-usloviyah-otsinkovka.html
Источник https://building-ooo.ru/texnologii/galvanicheskie-pokrytiya-istoriya-vidy-naznachenie-primenenie-foto-video-svojstva-gost/.html
Источник https://fb.ru/article/247122/galvanicheskoe-tsinkovanie-metalla-tehnologiya-oborudovanie