ГОСТ 1759.0-87Болты, винты, шпильки и гайки. Технические условия
Для обеспечения коррозионной стойкости резьбовых изделий и придания им товарного вида применяют покрытия, приведенные в таблице.
| Вид покрытия | Обозначение покрытия | |
| По ГОСТ 9.306 | цифровое | |
| Цинковое, хроматированное | Ц.хр | 01 |
| Кадмиевое, хроматированное | Кд.хр | 02 |
| Многослойное: медь-никель | М.Н | 03 |
| Многослойное: медь-никель-хром | М.Н.Х.б | 04 |
| Окисное, пропитанное маслом | Хим.Окс.прм | 05 |
| Фосфатное, пропитанное маслом | Хим.Фос.прм | 06 |
| Оловянное | О | 07 |
| Медное | М | 08 |
| Цинковое | Ц | 09 |
| Окисное, наполненное хроматами | Ан.Окс.нхр | 10 |
| Окисное из кислых растворов | Хим.пас | 11 |
| Серебряное | Ср | 12 |
| Никелевое | Н | 13 |
Условия эксплуатации гаек
Гайки – это крепежные детали с резьбой и конструктивным элементом для передачи крутящего момента. Самым распространенным материалом для их изготовления является сталь.
Основные факторы, снижающие срок службы гаек:
- Повышенная влажность
- Высокие или слишком низкие температуры
- Сильное давление
- Высокие нагрузки
- Химически агрессивные среды
- Резкие перепады температур или давления
- Трение в резьбе
Вследствие влияния указанных факторов детали подвергаются коррозии, меняются их механические характеристики, может произойти разрушение крепежа.

Рис.1. Гайка с коррозией
Практика показывает, что лучший способ снизить воздействие негативных условий на гайки – нанесение на них специальных покрытий.
Схема условного обозначения болтов, винтов, шпилек и гаек

Примеры условных обозначений крепежных изделий
Винт — по ГОСТ 17473-80 класса точности А, исполнения 2, диаметром резьбы d=12 мм с мелким шагом резьбы, с полем допуска резьбы 6e, длиной l=60 мм, класса точности 5.8, из спокойной стали с цинковым покрытием толщиной 9 мкм, хроматированным
Винт А2М12×1,25-6e×60.58.С.019 ГОСТ 17473-80
Гайка — по ГОСТ 5916-70 исполнения 2, диаметром резьбы d=12 мм, с мелким шагом резьбы, с левой резьбой, с полем допуска 6Н, класса прочности 05, из стали марки 40Х, с инковым покрытием толщиной 6 мкм, хроматированным
Гайка 2М12×1,25-Л-6Н.05.40Х.016 ГОСТ 5916-70
Примечания:
- В условном обозначении не указывают: исполнение 1, крупный шаг резьбы, правую резьбы, отсутствие покрытия, а также параметры, однозначно определяемые стандартами на продукцию; класс точности В, если стандартом на конкретное крепежное изделие предусматривают два класса точности (А и В).
- Если применяется покрытие, не предусмотренное настоящим стандартом, его обозначение указывается по ГОСТ 9.306-85.
- Резьбы цилиндрические
- Резьбы конические
- Резьба метрическая
- Сбеги, недорезы, проточки и фаски по ГОСТ 10549
- Резьба упорная
- Резьба трапецеидальная
- Механические свойства болтов, винтов, шпилек, гаек.
- Болты общего назначения с шестигранными головками
- Винты общего назначения
- Винты невыпадающие
- Винты установочные
- Болты и винты специального назначения
- Винты самонарезающие для металла и пластмасс
- Стопорение гайки относительно болта дополнительными элементами
- Стопорение гаек относительно корпуса
- Стопорение гайки относительно болта за счет дополнительного трения, сварки и пластического деформирования
- Стопорение болтов. Предохранение винтов и гаек от потери
- Стопорение винтов
- Фланцевые соединения деталей
- Фланцевые соединения труб и крышек цилиндров
- Фланцевые соединения труб металлоконструкций
- Примеры применения установочных винтов
- Клеммовые соединения
- Фрикционно-винтовые зажимы
- Стяжки и упоры
- Крепление машин к основаниям
Гальванические покрытия – обозначения и кодировки
Электролитические или гальванические покрытия механического крепежа обозначаются кодом из двух заглавных латинских букв и цифры.
Система обозначений строится следующим образом:
- заглавная буква для обозначения металла покрытия;
- цифра для обозначения толщины и структуры покрытия;
- заглавная буква для обозначения цвета/блеска покрытия и доп. обработки поверхности.
Наиболее распространённым гальваническим покрытием является цинк, он обозначается как «А».
| Код | Металл покрытия | Сокращение |
| А | Цинк/ Zink | Zn |
Таблица 1. Наиболее распространённые обозначения цинковых покрытий.
| Покрытие | Цинк хроматированный | ||||
| Блестящий | Блестящий | Блестящий | Блестящий | ||
| Номинальный размер | Номинальный размер | Цвет | |||
| метрический | дюймовый | обычный серебристый | голубой | желтый | чёрный |
| < 5 мм | < 3/16 « | A1J | A1K | A1L | A1T |
| 5 < 10 мм | 3/16″ < 3/8″ | A2J | A2K | A2L | A2T |
| > 10 мм | > 3/8″ | A3J | A3K | A3L | A3T |
Таблица 2. Минимальная толщина и структура слоя покрытия. В микрометрах, мкм.
** – не применяется на собственно резьбе.
*** – не соответствует ISO 4042.
Таблица 3. Степень блеска и дополнительная обработка.
Наименование процесса (группы процессов)
Ознакомиться подробнее с различными типами электролитических покрытий вы можете в стандарте ГОСТ Р ИСО 4042-2009 «Изделия крепежные. Электролитические покрытия».
Понравился материал?
Маркировка крепежа
Ряд элементов крепежа в обязательном порядке должны иметь нанесенные на них характеристики, определяющие механическую прочность, размеры, виды покрытия и другие. Такими элементами являются:
Болты с шестигранной головкой, винты с цилиндрической головкой и шестигранным углублением под ключ, шпильки и гайки шестигранные следует маркировать знаком класса прочности (или группы материала)и клеймом (товарным знаком завода-изготовителя, а изделия с левой резьбой дополнительно знаком левой резьбы).
Обязательной маркировке подлежат:
болты с шестигранной головкой классов прочности 4.6, 5.6, 6.6, 8.8,9.8, 10.9, 12.9;
винты с цилиндрической головкой и шестигранным углублением под ключ и шпильки классов прочности 8.8, 9.8, 10.9, 12.9;
Первое число характеризует предел прочности на разрыв (умноженное на 100, определяет номинальное временное сопротивление в Н/мм²). Пример, класс прочности 8.8: первое число означает, что предел прочности на разрыв будет не менее 800 Н/мм². Если нагрузка на болт равна или превышает вышеуказанное значение, происходит разрыв крепежного элемента.
Второе число — это умноженное на 10 отношение минимального предела текучести (напряжения, при котором уже начинается пластическая деформация) к пределу прочности. У класса прочности 8.8 второе число означает, что у изделия, относящегося к этому классу, минимальный предел текучести будет равен 8х8х10=640(Н/мм²).
Например, у двух болтов с классами прочности 4.6 и 4.8 минимальный предел прочности будет одинаков – 400 Н/мм², а вот пластическая деформация разная. У первого болта минимальный предел текучести будет 400х0,6=240(Н/мм²), а у второго — 400х0,8= 320(Н/мм²). То есть при достижении нагрузки на болты в 250 (Н/мм) у первого болта, в отличие от второго, начнется необратимая деформация формы и структуры его материала. Иначе говоря, болт начнет «течь».
гайки классов прочности 4, 5, 6, 8, 10, 12.
Гайки изготовленные из углеродистой стали, также подразделяют по прочности на 6 классов: 4, 5, 6, 8, 10, 12. Класс прочности маркируется одним числом — это уменьшенное в 100 раз минимальное значение предела прочности болта, с которым можно использовать гайку, что бы она полностью выдержала нагрузку. Например, гайку с классом прочности 10 можно использовать в паре с болтом, у которого минимальный предел прочности равен 1000 Н/мм², т.е. с болтом класса прочности 10.9.
При этом в обозначениях крепежа не указываются:
- Исполнение 1;
- Вид покрытия 00 (т.е. детали, не имеющие покрытия);,
- Крупный шаг резьбы;
- Класс точности 3.
Пример расшифровки обозначения элемента крепежа
Обозначение винта по ГОСТ 7795-70 с диаметром 20 и длиной 100 мм с полем допуска резьбы 6g из стали ЗОХР с цинковым покрытием:
- 1. с крупным шагом резьбы (исполнение 1): Болт M20×100.6g. ЗОХР.88.09. ГОСТ 7795-70;
- 2. с мелким шагом резьбы (исполнение 2): Болт 2M20×100×1.25.6g.ЗОХР.88.09.ГOCT 7795-70.
Защитные покрытия крепежных элементов
Крепежные элементы дополнительно защищаются с помощью создания оксидных пленок (оксидирования), а также покрытиями различного типа. Выбор покрытия определяется техническими требованиями, толщина зависит от размеров крепежа и шага резьбы. В частности, для самых популярных вариантов:
- При шаге резьбы P < 0.4 мм, толщина покрытия изменяется в диапазоне 3-6 мкм;
- При шаге резьбы 0.4 < P < 0.8 мм, толщина составляет 6-9 мкм;
- При шаге резьбы от P > 0.8 мм, толщина покрытия составляет 9-12 мкм.
Все необходимые определения содержатся в ГОСТ 1759.4—87. Покрытия должны соответствовать требованиям, указанным в табл.2:
| Обозначение | Покрытие | Рабочая температура, t °C, не боле |
| 00 | Крепёж без покрытия | |
| 01 | Цинковое покрытие крепежа с хроматированием | 300 |
| 02 | Кадмиевое покрытие с хроматированием крепежных деталей | 200 |
| 03 | Многослойное медно-никелевое покрытие крепежа | 600 |
| 04 | Многослойное медно-никелево-хромовое | 600 |
| 05 | Оксидное покрытие крепежа | 200 |
| 06 | Фосфатное с промасливанием покрытие крепежных изделий | 200 |
| 07 | Оловянное покрытие крепежа | 150 |
| 08 | Медное покрытие крепежных деталей | 600 |
| 09 | Цинковое покрытие крепежа (оцинкованный крепёж) | 200 |
| 10 | Оксидное анодизационное покрытие крепежа с хроматированием | 200 |
| 11 | Оксидное из кислых растворов покрытие крепёжных изделий | 200 |
| 12 | Серебряное покрытие крепежа | 600 |
| 13 | Никелевое покрытие крепёжных изделий | 900 |
Варианты покрытия
Метизы покрывают не только металлами. В процессе разработки крепежных изделий производитель руководствуется не только надежностью материала и прогнозируемым сроком его службы, но и конечной стоимостью метиза, а также сложностью самой технологии. Потому, в зависимости от задач, поставленных перед конечным продуктом, используются разные покрытия:

- Резиновое покрытие.
- Пластиковое покрытие.
- Лакокрасочное покрытие.
- Порошковое напыление.
- Неорганическое покрытие.
Среди всех технологий напыления существует несколько самых популярных, давно зарекомендовавших себя во многих сферах строительства, машиностроения и приборостроения. Относительная дешевизна производственного процесса удачно сочетается с качеством конечного продукта, что приводит к их широкому применению.
Вот некоторые из них:
Фосфатное напыление
Применяется там, где не уходит на второй план декоративная функция крепежных изделий, и внешний вид не так важен, как, скажем, практическая функциональность. Крепежи покрывают особым химическим составом, образующем на поверхности фосфатную пленку, имеющую антикоррозийные свойства. Такое напыление проникает в поры металла на микроскопическом уровне, исключая возможность сколов и расслоения.
Никель-катодное покрытие
Обеспечивает только механическую защиту, но высоко ценится в дизайне и производстве мебели. Никелированная поверхность обладает приятным внешним видом и придает крепежным элементам декоративные особенности, которые можно использовать в общей стилистике домашнего интерьера или дизайна какой-либо конструкции.
Цинковое покрытие
Цинк прекрасно переносит экстремальные температуры, а также резкие температурные перепады, негативно сказывающиеся на обычном металле. Кроме того, цинковое покрытие имеет высокий класс коррозийной устойчивости.
Как снять цинкование с болтов
 Блеск на новых болтах происходит от цинкования.
Блеск на новых болтах происходит от цинкования.
Чтобы защитить болты от ржавчины, производители добавляют цинкование. Это покрытие блестящее и может выделиться на строительных проектах, которые пытаются воссоздать старый или деревенский вид. Удаление цинкового покрытия требует использования соляной кислоты, которую можно приобрести в виде соляной кислоты — очень агрессивного агента, который легко реагирует с цинкованием. Перед покупкой соляной кислоты обратитесь в местную компанию по водоснабжению или компанию по утилизации опасных отходов для получения надлежащих процедур утилизации раствора. Рабочий раствор соляной кислоты должен быть 1:10 разбавлением кислоты до воды.
Вещи, которые вам понадобятся
- Соляная кислота
- Оцинкованные болты
- Ведро 5 галлонов
- Ведро 3 галлона
- вода
- Стеклянный мерный стаканчик, Pyrex, если имеется
- маскировать
- перчатки
- Защитные очки или другие защитные очки
- 1 фунт бикарбоната натрия (пищевая сода)
- Стальные щипцы
Отпаривание цинкового покрытия раствором соляной кислоты
Рассчитайте отношение соляной кислоты к воде. Галлон жидкости равен 16 чашкам. Для раствора в галлонах с соотношением 1:10 соляной кислоты к воде вам потребуется 1, 6 стакана соляной кислоты и 14, 4 стакана воды. Не смешивайте больше, чем галлон раствора за один раз. Чем больше объем раствора, тем труднее будет его нейтрализовать позже.
Поместите все свои материалы в хорошо проветриваемом месте, желательно снаружи.
Наденьте защитные перчатки, маску и очки перед приготовлением раствора.
Добавьте воду в ведро на 3 галлона.
Добавьте соляную кислоту в ведро. Всегда добавляйте кислоту в воду. Добавление воды в кислоту создает экзотермическую реакцию, которая будет производить достаточно тепла, чтобы расплавить ведро.
Используйте стальные щипцы, чтобы аккуратно поместить цинковые болты в раствор. Болты соприкасаются с раствором, выделяя газообразный водород.
Нейтрализация болтов и раствора соляной кислоты
Заполните 5-литровое ведро наполовину водой. Сумма не должна быть точной.
Другие люди читают
 Как очистить минеральные отложения с помощью соляной кислоты
Как очистить минеральные отложения с помощью соляной кислоты Как почистить асфальтоукладчик кислотой
Как почистить асфальтоукладчик кислотой
Добавьте пищевую соду в воду при перемешивании. Добавьте достаточное количество пищевой соды, чтобы на дне остался тонкий слой осадка.
Используйте стальные щипцы, чтобы вынуть болты из ведра и поместить их в раствор для нейтрализации.
Оставьте оцинкованные болты на две-три минуты или до тех пор, пока не прекратится какая-либо заметная химическая реакция.
Выньте болты из ведра нейтрализации и промойте садовым шлангом или под краном не менее пяти минут, чтобы удалить все следы соляной кислоты.
Медленно вылейте соляной раствор в ведро нейтрализации. Будьте осторожны, чтобы не разбрызгать раствор на одежду или на открытые участки кожи.
Добавьте дополнительный бикарбонат натрия в раствор для нейтрализации, если он продолжает шипеть.
Какие колесные болты лучше хром или цинк

Любой владелец автомобиля, который задумался о приобретении литых дисков, должен понимать, какие отличия есть в конструкции гаек и болтов. В особенности владелец авто должен знать отличия от тех крепежей, которые используются в штампованных дисках. Болты для литых дисков не являются универсальными. То же касается креплений для штампованных моделей — их нельзя между собой менять.
Для обеспечения эксплуатации колесных комплектов с дисками желательно иметь пару комплектов гаек или болтов для них, как и секретных болтов.

Облегченные колесные гайки
Особенности колесного крепежа и как не ошибиться с выбором.
После зимы и лета приходит время, когда автовладельцы начинают занимать очередь в шиномонтажные сервисы, чтобы «переобуть» свои автомобили. Резине и дискам при этом особое внимание, а вот качеству колесного крепления уделяется меньше внимания. Большой разброс параметров колес диктует разнообразие колесных болтов по длине, шагу резьбы, материалу, цвету и другим характеристикам. Крепление колеса к ступице осуществляется болтами или гайками, имеющими два основных стандартных варианта прижимной части: коническую (конус прижимной части равен 60°) и сферическую (сфера прижимной части).
Основные виды головок колесного крепежа, колесных болтов и колесных гаек:
2. конусные с подголовком , буртиком (в основном для крепления легкосплавных, литых дисков)
Наиболее распространенные колесные болты: с диаметром резьбы — 12 и 14 мм., с шагом резьбы 1,25 или 1,5мм. Длина резьбовой части 23.5, 24, 27, 28, 30, 34, 35, 40, 45, 50, 55, 62, 65 мм. Класс прочности 8.8; 10,9. Покрытие хром или цинк.
ВАЖНО: При подборе колесного крепежа важно учитывать длину резьбовой части болтов, ввинчиваемой в ступицу, где количество полных ввинченных витков, оборотов должно составлять не менее 5-6 (10мм), тоже самое относится и к гайкам. Если количество полных витков меньше следует заменить на более длинный размер.
Пример обозначения колесных болтов Российского производства производимых Белебеевским заводом «Автонормаль»:
| Шифр детали | Диаметр резьбы | Длина | Применение |
| 00356-7522100-009 | М12*1,25 | 22 | Болт колеса Lanos |
| 21080-3101040-008 | М12*1,25 | 23 | Болт колеса 2108 |
| 21080-3101040-108 | М12*1,25 | 23 | Болт колеса 2108 полупустотелый |
| 21120-3101040-008 | М12*1,25 | 25 | Болт колеса с буртиком желтый |
| 21010-3101040-008 | М12*1,25 | 27 | Болт колеса 2101 |
| 00356-7186700-009 | М12*1,25 | 30.5 | Болт колеса иномарки с буртиком |
| 00356-7046200-009 | М12*1,25 | 30,5 | Болт колеса 2108-2112 с буртиком |
| 21120-3101040-108 | М12*1,25 | 30,5 | Болт колеса 2101 полупустотелый |
| 00356-7167000-009 | М12*1,25 | 32 | Болт колеса удлиненный |
ВАЖНО: Для литых дисков используют более длинные болты, это связано с меньшей твердостью легкосплавных дисков в сравнении с колесными, из-за этого крепеж литых дисков должен иметь большую контактную площадь при креплении к ступице. При установке легкосплавных дисков со временем имеет место некоторое ослабление затяжки. Причина этого заключается в том, что они изготовлены из мягкого металла и от времени он несколько продавливается, поэтому по прошествии некоторого времени (около 100 км.) рекомендуется проверить затяжку колесных болтов. Необходимо иметь в машине соотвествующее крепление для запасного колеса (если запаска штамповка, а на машине стоят литые диски).
Схематично представлена особенность крепления литого диска:
Также используются колесные шпильки. Они чаще встречаются у автомобилей американского и японского производства. Колесные шпильки, как и остальной крепеж, отличается по параметрам (диаметру, длине резьбы, материалу изготовления). Кроме всего прочего есть различия по способу монтажа — забивание и вкручивание.
Образец колесной шпильки:
ВАЖНО: При установке шпилек необходимо использовать специальный инструмент, поэтому рекомендуем для этой операции обратиться к специалисту авто сервиса.
Что такое разболтовка

Разболтовка – показатели, указывающие на соответствие размеров болтов и дисков. Информации полезна для поиска дисковых изделий. На основании данных находят идентичные отверстия на новых дисках. Число выемок находится в пределах трех, шести штук, но показатели диаметра и расстояния у каждого производителя отличаются.
Как же подобрать болт нужной длины?
- Первый способ. Лучше всего, конечно же, купить колесные болты по коду, который указал ваш производитель, однако можно пойти и другим путем, и просто примерить болт.
- Второй способ— примерка по месту. Имеется ввиду купить болты и проверить, подходят они или нет. Способ хоть и имеет «право на жизнь», однако не всегда работает, это, как правило, касается «красивых» болтиков, которые продавец просто не даст на примерку.
- Способ третий — математический. Выкручиваем старый болт, считаем кол-во оборотов, затем полученное число разделить на длину болта. В результате вы сможете узнать требуемую длину болта, которая вам необходима для компенсации высоты колодца литых дисков.
Резьба. Здесь все гораздо проще. Откручиваем старый болт с целью исключения ошибки и примеряем новый болт к новому, подбирая необходимый вариант.
Примечание: А вы знаете, что любой колёсный болт или гайка, независимо от материала, из которого изготовлены, рассчитаны на 30-40 циклов «открутил-закрутил». После того как ресурс будет исчерпан, колесные гайки или болты, рекомендуется заменить, в противном случае существует большая вероятность повреждения резьбы.
При выборе болта обратите внимание на цвет болта, на нем не должно быть «синевы», которая свидетельствует о том, что болт перекален. Колесный болт должен быть изготовлен из качественного материала и правильно закален. Плохой болт может добавить вам ненужных проблем, например, в случае, когда болт обламывается внутри ступицы. Те, кому все же не повезло, рекомендуем прочесть одну из моих предыдущих статей о том, как выкрутить сломанный болт. Причем, облом болта во время закручивания далеко не самый плохой сценарий. Вы представьте ситуацию, когда болт лопает во время движения на скорости выше 50-80 км/час.
На этом у меня все, надеюсь полученных знаний вам будет достаточно для того, чтобы сделать правильный выбор. И последнее, перед тем как выбрать и купить колесные болты, не поленитесь проконсультироваться по данному вопросу с продавцом, указав ему марку и модель своего авто, а также с тем, кто будет устанавливать ваши литые диски.
Какие колесные болты лучше хром или цинк
С приходом весны автовладельцы начинают занимать очередь в шиномонтажные сервисы, чтобы «переобуть» свои автомобили. При этом выбору резины и дисков уделяется особое внимание, а вот о качестве крепежных элементов – задумываются лишь единицы. В нашей статье мы поговорим о видах крепежа, вариантах его крепления и критериях выбора.
Различают следующие виды колесного крепежа:
— Брендовые изделия европейского производства (Febi Bleistein, Германия; Bimecc Engineering Spa, Италия);
— Российского производства (Белебейский завод «Автонормаль»). Предназначен исключительно для применения на автомобилях отечественного производства;
— Продукция малоизвестных компаний (Тайвань, Китай).
Крепежные элементы отечественного производства изготавливаются на заводе, который специализируется на производстве крепежных элементов для отечественных автомобилей. И хотя изделия не отличаются европейским качеством, они неоднократно выручали владельцев подержанных машин. Однако владельцам иномарок такой крепеж не подойдет – нужны гайки и болты, предназначенные для использования на европейских машинах. В данном случае выбор стоит сделать в пользу известного итальянского производителя – компании Bimecc Engineering Spa.
Главной особенностью технологического цикла, применяемого этой компанией, выступает то, что на российский рынок поставляется штатная продукция. При этом каждый отдельный комплект предназначается для таких гигантов автопрома, как VW, Ftat, Toyota, Opel. Некоторые крупные производители дисков (Olessio BBS, Antera, OZ и др.) оснащают свою продукцию крепежными элементами Bimecc.
К слову, именно эта компания изготавливает центральную колесную гайку для машин, участвующих в формуле 1. Вся продукция компании Bimecc сертифицирована по европейским (TUV) и российским (PCT) стандартам качества.
К колесному крепежу предъявляется ряд требований
Во-первых – болты и гайки должны легко откручиваться, чтобы автолюбитель при необходимости смог самостоятельно осуществить замену колеса, исключая использование дополнительных приспособлений в виде дрели, автогена или кувалды. Однако сложности при раскручивании крепежных элементов возникнуть могут. Это объясняется качеством покрытия, которое под воздействием влаги просто прикипает к колесу. Если для фиксации используются хромированные или окрашенные элементы, то целостность покрытия может быть легко нарушена вследствие механических воздействий. Это способствует возникновению процесса коррозии. Поэтому при обработке крепежных элементов производители отдают предпочтение оцинкованному покрытию.
В процессе такой обработки цинк вступает в химическую реакцию с металлом, проникая внутрь поверхности на несколько микрон. Это способствует увеличению уровня защиты дисков от различных механических и ударных нагрузок. Если же говорить о китайской продукции сомнительного качества, то ее внешний вид «на прилавке» совершенно не совпадает с ее качественными характеристиками. Глянцевый блеск хромированного покрытия исчезает уже через 2 – 3 месяца эксплуатации автомобиля, оставляя после себя рыжеватый оттенок, а также проблемы с легким выкручиваем гаек и болтов.
В свою очередь крепежные элементы торговой марки Bimecc качественно оцинкованы. Благодаря этому обеспечивается надежная и продолжительная защита металла от коррозии, даже при условии эксплуатации автомобиля в агрессивной среде (реагенты, соль, гранитная крошка, пр.). Средний срок службы представленной продукции составляет 3 – 4 года, что подтверждено результатами тестирования Salt Spray Test. В процессе проверки качества болты и гайки помещают в специальную камеру, где поддерживается высокий уровень влажности (до 90%). Более того, в камере распыляют соль, после чего наблюдают за тем, через какое время на изделиях образуется коррозия.
Во-вторых, крепежные детали должны иметь определенный уровень прочности. Достичь этого позволяет использование соответствующей марки стали, которая подвергается специальной термообработке. Если нарушить технологию обработки и не закалить гайку, то в процессе эксплуатации при неблагоприятных условиях она деформируется и быстро утратит свои первоначальные свойства. В свою очередь перекал изделия приведет к тому, что гайка сломает шпильку машины. Сталь недостаточной прочности и твердости часто становится причиной обрыва болтов в процессе их затягивания или во время движения. Важно, чтобы сталь не была перенасыщена углеродом, поскольку это может привести к увеличению показателя хрупкости готовых изделий, которые во время эксплуатации могут попросту расколоться.
Как определить класс прочности колесного крепежа?
Механические характеристики болтов, изготовленных из легированной и нелегированной стали согласно ГОСТ 1759.4-87, определяют 11 классов прочности: начиная от 3.6, заканчивая значением 12.9. Расшифровать эти значения можно следующим образом. Первая цифра, умноженная на величину 100, характеризует временное номинальное сопротивление, которое измеряется в Н/мм². В свою очередь вторая цифра, умноженная на величину 10 – отношение предела текучести к временному показателю сопротивления (измеряется в %).
Согласно стандартам Российской Федерации к гайкам и болтам высокой прочности относят колесный крепеж, временное сопротивление которого превышает или равно 800 Мпа. Следовательно, классы прочности для высокопрочной продукции (для гаек) начинаются с показателя в 8.8 и 8.0. Что касается прочности крепежных элементов, то данная величина определяется выбором конкретной марки стали, а также технологией их производства. При этом механические характеристики болтов определяют только после их термической обработки, которая проводится в специальных электрических печах с защищенной средой. Отметим, что шпильки и болты под торговой маркой Bimecc относятся к классу прочности 10.9, а гайки – 8.8.
Насколько важна правильность геометрической формы крепежа?
Правильность геометрической формы колесного крепежа в первую очередь зависит от используемого оборудования и технологии производства. При этом технология производства данной категории продукции основывается на применении методов горячей и холодной высадки и последующей накатки резьбы с использованием специальных автоматов. На заключительном этапе изделия подвергают термической обработке.
К сожалению, проверить, какую сталь в процессе изготовления крепежа используют китайские производители, но на поверхности деталей нередко можно увидеть неровности, кривизну и другие дефекты. Это говорит о том, что производственная база компании оснащена оборудованием низкого качества, которое не может гарантировать точность и правильность геометрии крепежа.
Производственная база компании Bimecc Engineering Spa оснащена высокоточным оборудованием с ЧПУ швейцарского и японского производства. Все готовые изделия в обязательном порядке проходят термообработку. Благодаря этому крепеж имеет идеальную геометрическую форму и соответствующие допуски в центральной части, что полностью отвечает европейским стандартам качества.
Однако высокое качество всегда ценится дорого. Неудивительно, что оригинальный итальянский колесный крепеж стоит дороже, чем китайские низкокачественные аналоги. Впрочем, некоторые продавцы реализуют китайскую и итальянскую продукцию практически по одной цене, что объясняется желанием продавца реализовать товар по наиболее высокой цене с максимальной выгодой для себя. В результате стоимость гайки или болта стандартных размеров итальянского производства может достигать 50 – 60 руб. за единицу. Вот только китайская продукция не может стоить так дорого.
Чтобы не прогадать с покупкой, желательно уточнить у продавца дисков, какой крепеж используется на определенной марке автомобиля. Если вместо внятного и четкого ответа вам пытаются рассказать о новом заводе, расположенном в Гонконге или Тайване, знайте, перед вами крепеж китайского производства, который должен стоить как минимум в несколько раз дешевле итальянского аналога. Если же на свой вопрос вы слышите ответ, что перед вами продукция компании Bimecc (Италия) – смело покупайте и ставьте на своего железного коня этот крепеж. Ведь именно этот бренд ценят автовладельцы во всем мире за безупречное качество предлагаемых запчастей.
С уважением,
Сергей Березняк,
Руководитель направления «Колесный крепеж и аксессуары»
Затяжка креплений на литых дисках
После подбора, перед установкой болтов и гаек в гнезда для посадки понадобится смазать их смазкой из графита. Благодаря этому при контакте элементов с диском они смогут прокручиваться, обеспечив более надежное прилегание и не будут стопорится благодаря силе трения.
Если при установке вы столкнулись с проблемой несоответствия размера болтов на диске колеса, то ее можно решить, купив болты-эксцентрики (имеющие подвижный конус). Например, если размер PCD в дисках составляет 97 мм, а требуется 99 мм, эксцентрики скомпенсируют эту величину за счет конуса, который есть на изделие. Наличие минимального расстояния между внутренней посадкой и наружным диаметром элемента обеспечит возможность перемещения, обозначенное на продукции словом Variation.
Когда вы подбираете соединения для колес с литыми дисками, обращайте внимание и на размер резьбовой поверхности изделий, которые ввинчиваются в ступицу. Если количество оборотов составляет меньше 10 мм или 6 витков, вам следует купить изделие большего размера, так как короткие болты значительно уменьшают надежность установки колес.
Использование болтов-эксцентриков
При монтаже крепежных элементов для литых дисков зачастую возникает проблема несоответствия диаметра болтов. Для ее решения приобретаются болты-эксцентрики. Эти крепежные элементы оснащены подвижным конусом, который позволяет устранить образовавшуюся разницу в размере.
При хорошем качестве болтов со смещенным конусом не возникнет проблем с креплением колесного диска. Но прежде чем приобретать болты-эксцентрики, нужно убедиться, что отверстия подходят под смещенный конус болта. Ведь нередко встречаются автомобильные колесные диски под радиусный крепеж. Если на автомобиле установлено именно такое литье, то применение болтов-эксцентриков недопустимо.
Разновидности крепежей
Колесные болты, в зависимости от формы площади посадки, бывают:
- с круглой прижимной поверхностью;
- с прижимной частью в форме конуса. Они могут быть без отступа или иметь в конце прижима отступ размером 1,3 мм.
Колесные болты, в зависимости от их размера, делят на:
- короткие (обычно используются при закреплении штампованных моделей);
- длинные (для литых дисков).
Выделяют еще критерии, которые помогают определить, какие изделия подойдут:
- диаметр;
- материал изготовления (сталь алюминий, , титан);
- резьбовой шаг;
- покрытия (цинк, хром разных оттенков).
В продаже есть также изделия с различными покрытиями, которые подходят, например, к цвету кузова или блестящей дисковой поверхности. Несмотря на сложившуюся теорию о том, что лучше других покрытий образованию коррозии препятствует напыление хромом, практическое использование болтов и гаек показывает, что срок эксплуатации изделий из обыкновенного черного металла не меньше. Учитывая, что в первые годы детали сохранят исходный вид, не стоит выбирать болты или гайки, руководствуясь эстетическими требованиями.
Особой разновидностью креплений выступают «секретки». Они используются для защиты колеса от злоумышленников. Такие болты, благодаря незаметному для воров расположению, до минимума снижают риск кражи.
Это возможно из-за необычной формы гайки. Внешняя сторона изделия снабжается двигающейся втулкой. Это вынуждает использовать отдельный ключ для снятия гайки, обычный разводной в этом не поможет. Каждая «секретка» имеет в комплекте индивидуальный ключ, который остается у покупателя.
Для чего нужны гайки к литым дискам
Общий метод крепления диска к колесу включает в себя группу отдельных резьбовых крепежных элементов колес (колесные гайки или колесные болты), чаще всего включающие в себя четыре, пять, шесть или восемь крепежных элементов на колесо.

Другой тип системы зажима колес включает прикрепление колеса к ступице с помощью одной шпиндельной гайки. Это чаще всего называют системой с выбиванием или штифтом.
Так как второй вариант встречается очень редко, мы сосредоточимся на нескольких конструкциях крепежных деталей с резьбой. Существует несколько типов колесных гаек. Поскольку эти детали являются единственными элементами, которые держат колеса и оси вместе, вы должны убедиться в том, что гайки приспособлены к вашему колесу. Также убедитесь, что вы соблюдаете правильный порядок затяжки, чтобы предотвратить случайный ущерб.
Выбираем гайки: сталь или цинковое покрытие?
Гайки являются ответственными крепежными элементами, поэтому к их выбору нужно относиться предельно внимательно. Как правило, выбрать гайку по типу размеру совсем несложно, так как эти изделия выпускаются строго в соответствии с определенными стандартами. Гораздо сложнее выбрать материал, из которого изготовлена гайка – выбор вариантов на современном рынке метизов довольно велик. Сегодня в продаже можно встретить гайки, изготовленные из самых различных материалов. Сталь, латунь, бронза, титан и даже пластик могут служить сырьем для производства этого крепежа. Но, как бы ни был велик выбор, наиболее популярными остаются гайки из различных сортов стали – прочные и долговечные.
Материал, из которого изготовлена гайка, влияет не только на ее прочность. В некоторых случаях, гораздо выше ценится стойкость изделия к коррозии и внешняя привлекательность. В этом случае наиболее востребованными являются гайки из различных сортов нержавеющей стали или из стали обычной, но с оцинкованной или хромированной поверхностью. При выборе гаек важно отличать эти разновидности продукции, так как они хоть и имеют схожие свойства, но не являются абсолютно одинаковыми по характеристикам.

Гайки из нержавеющей стали – это наиболее долговечный вариант. Для производства этих изделий применяют стойкую к коррозии сталь А2 или кислотостойкую сталь А4. Оба варианта отлично противостоят окислению и не боятся многих других агрессивных факторов. В том случае, если поверхность гайки повреждена, она не теряет своих свойств и также надежно противостоит коррозии, как и раньше. Многие ценят эти изделия еще и за эстетическую привлекательность, которая сохраняется годами.

Гайки из стали с антикоррозийным покрытием являются неплохим решением в тех случаях, когда резьбовое соединение эксплуатируется в не слишком агрессивной среде и воздействие влаги и других факторов на соединение происходят эпизодически. Эти гайки служат не так долго как аналоги из «нержавейки», но более доступны по цене. Минусом этих крепежных деталей можно назвать то, что при повреждении цинкового или хромированного покрытия гайка оказывается уязвима перед внешними воздействиями и начинает ржаветь. Выбирая гайки с цинковым покрытием важно учитывать качество защитного слоя, а также его толщину. Если изделие предстоит эксплуатировать там, где есть риск его механического повреждения или воздействия соленой воды, то лучше, все-таки, предпочесть гайку из стойкой к коррозии стали.
В чём отличия?
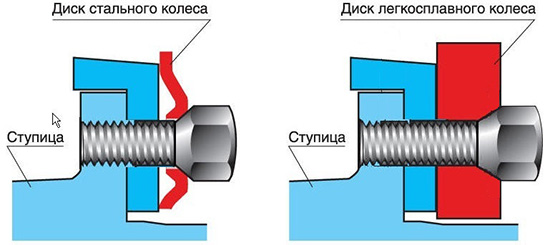
Отличия конструкции крепления прямо вытекают из конструкции самих колёсных дисков.
Штампованные диски чаще всего выпускаются из высокопрочной стали и имеют сравнительно небольшую толщину в месте крепления к ступице автомобиля. Поэтому болты или гайки, предназначенные для штамповки, имеют небольшую плоскую поверхность соприкосновения с диском в форме обычной «шляпки». Для надёжного крепления стального диска этого вполне достаточно.
Литые диски, в свою очередь, для уменьшения веса выпускаются из сплавов лёгких металлов, прочность которых ниже, чем у стали. Болты и гайки для литых дисков имеют конусообразную поверхность соприкосновения, площадь контакта которой больше, чем площадь контакта плоской «шляпки», применяемой для штамповки. Это сделано чтобы уменьшить точечную нагрузку на диск в месте крепления. И именно поэтому литой диск очень легко испортить, если попытаться закрепить его болтами или гайками от штампованного – место крепления просто разрушится.
Кроме всего прочего литые диски имеют заметно большую толщину, в отличие от штампованных, что так же обуславливается мягкостью материала, из которого они изготовлены. Этот момент необходимо учитывать и для крепления литых дисков подбирать более длинные болты. А если диски крепятся гайками — необходимо проверить остаточную длину шпилек в ступице автомобиля, количество полных оборотов гайки на которых должно быть не менее шести (примерно 10мм). Если оборотов получается меньше – ради собственной безопасности стоит задуматься о другой модели дисков или о замене шпилек в ступице.
Стоит отметить, что большинство конусообразных болтов и гаек для литых дисков выполняются под стандартным углом 60 градусов. Но иногда в продаже попадаются диски, крепление которых может отличаться от стандартного, например угол конуса может быть другим. Поэтому перед монтажом колеса необходимо проверить соответствие крепёжных отверстий дисков и ботов (или гаек).

Секретки можно назвать особой разновидностью. С гайками такой конструкции удастся обезопасить авто от хищений. Секретные болты находятся в неприметных местах, благодаря чему риск остаться без колес сводится к минимуму. Особенность здесь в форме колесной гайки: на внешней стороне есть специальная движущаяся втулка, которая не дает снять колесо обычным разводным ключом. Для откручивания секретных элементов нужен индивидуальный ключ, продающийся с ними в комплекте.
При монтаже автомобилисты нередко сталкиваются с несоответствием диаметра болтов. Чтобы решить эту проблему, берут болты-эксцентрики с подвижным конусом, позволяющим устранить разницу в размере. Затруднений удастся избежать при условии хорошего качества болтов со смещенным конусом. Перед приобретением болтов-эксцентриков, убедитесь, что отверстия подходят смещенному конусу болта. Часто встречаются автомобильные диски под радиусный крепеж. Если на машине как раз такое литье, болты-эксцентрики применять нельзя.
Методы нанесения цинковых покрытий на болты
Горячее цинкование – погружение металлических изделий в ванну с расплавленным до +450 °C цинком.
Такой метод позволяет получить стойкое покрытие (толщиной от 40 до 200 мкм). Даже после механического повреждения оно продолжает защищать болты от коррозии. Другие способы нанесения цинка этим похвастаться не могут.
Покрытие, полученное данным методом, может прослужить более полувека. А относительно невысокая стоимость горячего цинкования делает его особенно привлекательным.
Минусы, конечно, тоже есть. Свойства крепежного изделия под высокотемпературным воздействием могут изменяться. Также невозможно регулировать толщину покрытия. А это не подходит для болтов с точным допуском. Кроме того, повышается вероятность водородного охрупчивания крепежа.
Термодиффузионное цинкование (шерардизация) – обработка металлических изделий в порошковой среде в закрытом вращающемся барабане при температуре около +375-850 °С.
Данный метод позволяет наносить покрытие любой толщины (от 20 до 100 мкм) на изделия различной формы.
Образующаяся на болтах пленка защищает их от разрушения вследствие воздействия атомарного водорода. Но срок ее службы значительно меньше – 10-15 лет.
Главные недостатки – сложность процедуры нанесения цинка и необходимость применения громоздкого оборудования.
Покрытия крепежных изделий
Виды покрытий, достоинства и недостатки различных покрытий, рекомендации по выбору вида покрытия для крепежа.
В настоящее время крепежные изделия без покрытий применяются все меньше и меньше, т.к. кроме механического воздействия, могущего вызвать разрушение крепежа, металлы, из которых изготовлены крепежные детали, разрушаются при взаимодействии с окружающей средой — этот процесс называется коррозией. В зависимости от окружающих металл условий (температура, влажность, химический состав окружающей среды и т.д.) условия эксплуатации по подразделяются на легкие, средние, жесткие и очень жесткие.
Для защиты металлов от коррозии на них наносят различные покрытия. Кроме того, покрытия наносят для придания изделиям декоративного вида или создания специальных поверхностных свойств. Покрытия могут быть:
- металлическими,
- неметаллическими,
- неорганическими,
- порошковыми,
- лакокрасочными,
- пластмассовыми,
- резиновыми.
Защитные свойства покрытий зависят от возможности взаимодействия материалов покрытий и детали.



Различаются две разновидности способов защиты – механический и электрохимический.
Механическая защита достигается за счет изолирования материала от внешней среды и эффективна только при отсутствии пор, задиров и др. повреждений покрытия.
Электрохимическая защита обеспечивается в том случае, если материал покрытия является анодным по отношению к защищаемому материалу и не зависит от пористости.
Основным видом коррозии металлов является электрохимическая, возникающая в зоне контакта двух металлов, имеющих разный электрохимический потенциал. Возникающая при наличии влаги гальваническая пара приводит к постепенному растворению металла имеющего меньший потенциал. Покрытия, выполненные из материала, потенциал которого в данных условиях более отрицателен чем потенциал защищаемого металла, называются анодными. Анодными покрытиями для железа и его сплавов (сталь, чугун) являются покрытия из магния, алюминия, цинка, хрома. Такие покрытия при наличии пор и задиров разрушаются сами, а защищаемый металл нет. Катодными называются покрытия, у которых потенциал более положителен, чем у защищаемого металла, для стали такими покрытиями будут: медное, никелевое, оловянное, свинцовое, серебряное, золотое. Понятно, что анодные покрытия обеспечивают как механическую, так и электрохимическую защиту, а катодные только механическую.
Цинк – самое распространенное антикоррозионное покрытие хорошо анодно защищает сталь в атмосферных условиях и в пресной воде при нормальных и низких температурах, но при высоких температурах, в агрессивных средах его потенциал меняется в сторону увеличения и может превысить потенциал железа.
Черный цинк и Желтый цинк — это цинковое покрытие с определенной пассивацией. У черного цинка коррозионная стойкость, чуть меньше чем у желтого цинка. По сложившейся практике, можно уверенно сказать. что коррозионная стойкость желтого цинка несущественно выше чем у черного и выбор покупателя чаще зависит от необходимости использовать крепеж определенного цвета, нежели от его антикоррозионных свойств.

Заказать оцинкованные изделия вы можете тут:
Цинковые покрытия с желтым хроматированием
Защитные свойства цинковых покрытий значительно усиливаются при обработке оцинкованных изделий в пассивирующих растворах. Практически весь гальванический цинк проходит такую обработку. Существует большое разнообразие конверсионных пленок на цинковых покрытиях: бесцветные, радужные (жёлтые), оливковые, черные, которые отличаются не только внешним видом, но и коррозионной стойкостью.
Обработка цинковых покрытий в растворах, содержащих соединения хрома (VI) получила название хроматной пассивации или т.н. жёлтого хроматирования., т.к. в состав образующихся конверсионных слоев входят хроматы — соли хромовой кислоты. Толщина конверсионного слоя составляет порядка 0,5 мкм.
К достоинствам жёлтого хроматирования следует отнести высокую коррозионную стойкость конверсионных слоев и способность к «самозалечиванию» плёнки после механических повреждений.
Гальванические цинковые покрытия с жёлтым хроматированием, изготовленные в соответствии с требованиями стандарта ISO 4042, при жёстких климатических испытаниях в морском соляном тумане (по стандарту ISO 9227) выдерживают 72 часа до наступления коррозии цинка и 120 часов до наступления коррозии стали. В сравнении с этим гальванические цинковые покрытия без пассивации или с бесцветной пассивацией выдерживают всего 24 часа до наступления коррозии цинка и 72 часа до наступления коррозии стали.
Таким образом, у гальванических цинковых покрытий с жёлтым хроматированием коррозионная стойкость и долговечность в 2,5 – 3 раза выше, чем у гальванических цинковых покрытий без пассивации или с бесцветной пассивацией.
Кадмий — образует катодное покрытие по отношению к железу в атмосфере или в пресной воде, но в морской воде кадмиевое покрытие является анодным.
Следует помнить, что не всякое анодное покрытие и не во всех случаях оказывается удовлетворительным, т.к. оно само также не должно слишком быстро разрушаться. Так, например, цинковое покрытие, широко применяемое для защиты от коррозии в средних географических широтах, оказывается нестойким в тропическом климате. Причиной этого служит интенсивное растворение и смывание водой и влагой воздуха слоя солей цинка, образующегося на поверхности при коррозии. В результате этого происходит обнажение глубинных слоев металла, и скорость коррозии не замедляется.
Рассмотрим особенности и способы применения наиболее распространенных видов покрытий крепежных изделий. Для крепежных изделий применяются:
- металлические (цинковые, кадмиевые, медные и т.д.),
- неметалические неорганические (окисные, фосфатные),
- лакокрасочные покрытия.
Из металлических покрытий в мировой практике наиболее широко в мировой практике применяются цинковые. Их широкое применение для защиты стальных и чугунных изделий обусловлено в основном двумя причинами. Первая – высокая природная стойкость самого цинка вследствие образования на цинке в коррозионной среде защитных пленок из продуктов коррозии, вторая – высокая анодность защиты при температуре до 70°С. При более высоких температурах цинк защищает сталь только механически. Защитные свойства цинковых покрытий определяется как их толщиной, так методом их нанесения.
Цинковые покрытия, полученные различными методами, отличаются по равномерности, строению, плотности, составу и т.п. Горячий способ позволяет получить покрытие большой толщины (50. 150 мкм), но эта толщина колеблется в значительных пределах и точная регулировка его невозможна. Отсюда высокие потери металла, порой недостаточное качество покрытия. На параметры основного металла (самой крепежной детали) горячая оцинковка практически не влияет, но размеры детали могут заметно измениться.
Экономия металла при электролитическом методе покрытия составляет до 50%, при этом повышается твердость покрытия (500. 600 Н/мм2) и его однородность, обеспечивается высокая степень чистоты осажденного цинка и повышенная химическая стойкость, но толщина покрытия невелика (5. 35 мкм).
Кроме того, при электролитическом цинковании происходит наводороживание и как следствие охрупчивание основного защищаемого металла.
Оба метода являются экологически вредными, и перед производителями постоянно стоит проблема утилизации отходов. Всех недостатков лишен метод — шерердизации, применяемый, к сожалению, производителями крепежа пока достаточно редко.
Для повышения коррозионной и механической стойкости цинковые покрытия часто подвергают хроматированию (пассивированию) или фосфатированию. Для желтого (хроматного) пассивирования оцинкованные изделия погружают в растворы хромовой кислоты или ее солей. Образующаяся хроматная пленка представляет собой соединения хрома и цинка, защитные свойства которой практически не изменяются даже при наличии на ней механических повреждений (царапин, рисок и т.п.). После хроматного пассивирования покрытия приобретает желтую или зеленовато-желтую окраску с радужным оттенком. Фосфатирование цинковых покрытий применяется на крепежных изделиях редко в основном при необходимости их последующего окрашивания.
Крепежные изделия с цинковым покрытием полученным горячим или электролитическим способом без хроматирования или фосфатирования пригодны для использования в легких или средних условиях эксплуатации, с дополнительной обработкой или окрашенные – в любых. Шерардированные крепежные изделия работают в любых условиях.
Кадмирование крепежных изделий производится редко. Кадмий и его соединения очень токсичны, и во многих странах кадмирование запрещено. Цвет, механическая прочность и ряд других показателей кадмиевых покрытий близки к цинковым. Покрытия кадмием также могут подвергаться хроматированию и фосфатированию. Защитные свойства кадмиевых покрытий в обычных условия ниже цинковых, но в морских условиях и при сильной конденсации водяного пара такие покрытия применяются и поныне.
Никелевое покрытие является катодным по отношению к стали и защищает ее только механически. Для никелирования крепежных деталей применяют колокольные ванны или ванны с вращающимися барабанами с электролитом, основным компонентом которого является сернокислый никель. Никелевые покрытия имеют привлекательный декоративный вид (хотя со временем тускнеют), но снижают механические свойства стали и имеют малую коррозионную стойкость. В этой связи никелированные крепежные изделия – редкость, хотя и используется например в мебельной промышленности.
Так же крайне редко применяется для крепежных изделий хромирование, которое, имея высоэстетичный вид, почти вдвое снижает предел выносливости покрытой им стали без специальных операций предварительной подготовки металла. Хроматирование применяется либо как декоративное, либо как износостойкое, в связи с низким коэффициентом трения хрома. Для декоративных целей также может применяться на крепежных изделиях латунирование, в частности для деталей мебельного крепежа (шурупы, винтовые стяжки и др.), антикоррозионные свойства которого крайне низки.
Среди неметаллических покрытий для крепежных изделий (в том числе стальных шурупов) широко применяются оксидирование и фосфатирование.
Фосфатирование используется для стальных изделий, не требующих декоративного вида, и заключается в обработке последних специальным химическим составом (соль Мажеф), в результате которой на поверхности стали образуется фосфатная пленка (фосфат железа) с высокими защитными свойствами. В зависимости от качества подготовки поверхности детали пленка может иметь разную кристаллическую структуру. Наиболее высокими защитными свойствами обладают мелкокристаллические пленки. Фосфатная пленка очень хорошо связана с основным защищаемым металлом (на молекулярном уровне), обладаем отличной адгезией лакокрасочных и др. покрытий (хорошо окрашивается), имеет высокую маслоемкость.
Дополнительная обработка повышает защитные свойства фосфатных пленок. Такая обработка производится в растворах хрома, промасливанием, гидрофобизированием или окраской. Промасливание обычно производится веретенным или авиационным маслом при температуре 100 °С, при этом существенно повышаются антикоррозионные и антифрикционные свойства детали.
Гидрофобизирование заключается в создании дополнительно на поверхности деталей тонкой водоотталкивающей (гидрофобной) пленки. В зависимости от технологии подготовки поверхностей деталей, подвергаемых фосфатированию, и технологии самого процесса толщина покрытия может быть 2. 15 мкм, а цвет детали – от светло-серого до черного.
Оксидирование заключается в формировании на поверхности изделия или детали пленки окислов. Оксидное покрытия по многим свойствам (антикоррозионным, адгезионным, мослоемким) близко к фосфатному. Цвет стального изделия после оксидирования в зависимости от режима процесса меняется от темно-серого до блестяще-черного.
Считается, что по собственной антикоррозионной стойкости фосфатные покрытия превышают оксидные. Фосфатированные или оксидированные изделия могут применяться только в легких условиях эксплуатации, если эти покрытия подвергнуты промасливанию или гидрофобизированию – в средних и жестких. Для использования их в любых условия эксплуатации необходимо окрашивание.
Окрашивание -практически все крепежные изделия могут окрашиваться всеми распространенными красками, хотя качество адгезии может оказаться различным в зависимости от типа покрытия крепежа, вида краски, степени загрязненности окрашиваемого изделия и т.д.
Среди шурупов, которые изготавливаются и предлагаются потребителю в окрашенном виде следует выделить кровельные саморезы, окраска которых должна сочетаться с цветом кровли и отвечать условиям высокой атмосферостойкости. Для окрашивания кровельных саморезов в настоящее время используются порошковые краски, которые наилучшим образом отвечают предъявляемым к окраске требованиям.
Порошковая окраска – экологически чистая, безотходная технология получения высококачественных декоративных и декоративно-защитных полимерных покрытий. Покрытие формируют из полимерных порошков, которые наносят на окрашиваемую поверхность изделия. Затем изделие нагревают и выдерживают при заданной температуре несколько минут. Из-за относительно высокой температуры полимеризации окрашивают в основном металл и стекло. Последнее десятилетие происходит быстрое проникновение технологии порошкового окрашивания в сферы традиционных способов нанесения лакокрасочных покрытий. В мире сегодня окрашивают с использованием этой технологии примерно 15 % всех изделий подлежащих окраске, и это число увеличивается.
Для удобства производителей и потребителей цвета саморезов кодируются по одной из существующих систем обозначения цвета.
В мире существует несколько систем обозначения цветовых оттенков. Одной из распространенный в России систем является система цветов финской фирмы Rannila (RR), специализирующейся на производстве металлочерепицы и других кровельных материалов.
В связи со специализацией фирмы номенклатура известной системы RR сравнительно невелика. Более мощной и универсальной системой обозначений цветовых оттенков является система RAL. Ее разработал Немецкий Институт Гарантий Качества и Сертификации RAL. В 1927 году институт установил стандарт на цветовое пространство, разделив его на диапазоны и обозначив каждый цвет четырехзначным цифровым индексом, понятным разным областям промышленности. С тех пор по мере появления новых красителей стандарт неоднократно расширялся.
Цинконаполненные покрытия под названием «Dacromet 320» (Дакромет 320) были разработаны фирмой «Diamond Shamrock Corp.» (США), как способ защиты от коррозии стальных деталей, в основном крепежа. Покрытие наносится методом погружения деталей в суспензию цинковых частиц в водном растворе органических и неорганических компонентов. После удаления излишков суспензии центрифугированием для окончательного формирования покрытия детали подвергаются ступенчатому нагреву, начиная с 80°С и до завершающей температуры 300°С.
Особенность покрытия «Дакромет 320» заключается в наличии цинковых частичек микронных размеров в виде хлопьев, предварительно обработанных в хроматном растворе и плотно связанных между собой неорганическим связующим. Толщина сухого покрытия составляет 8-10 мкм. Покрытие имеет серебристо-серый вид и, благодаря наличию в системе хроматов, обладает высокой коррозионной стойкостью — порядка 500 в нейтральном соляном тумане.
Известны и другие модификации покрытия «Дакромет», например, для покрытия листовой стали. Покрытия типа «Дакромет» известны также под названиями «Dacral», «Geomet» и другими – от производителя.
Дальнейшим развитием цинкнаполненных покрытий явились так называемые «цинкламельные покрытия» , не содержащие шестивалентного хрома. Система ламельного цинкового покрытия включает в себя базовый слой, состоящий из тонких алюминиевых и цинковых чешуек (ламелей) и, при необходимости, один или несколько дополнительных слоев, придающих покрытию специальные свойства: фрикционные, коррозионную и химическую стойкость, цвет и другие. Цинкламельные покрытия известны по названиям их разработчиков «Delta», «Geomet» и др.
Цинкламельное покрытие наносят на предварительно подготовленную поверхность деталей путем окунания в высокодисперсную суспензию цинкового и алюминиевого порошков, имеющих форму чешуек, в связующем материале или ее напыления с последующим нагревом деталей до 240°С для сушки и отверждения. Сформировавшееся базовое покрытие содержит более 70 % цинкового и до 10 % алюминиевого порошка, а также связующий органический материал. Оно состоит из множества слоев алюминиевых и цинковых частиц толщиной менее микрометра и шириной около 10 мкм, расположенных параллельно друг другу и покрываемой поверхности, соединенных связующим компонентом. Малый размер частиц делает возможным наносить цинкламельные покрытия толщиной 4 – 8 мкм, которые применяют в автомобилестроении. Коррозионная стойкость покрытий свыше 700 часов в нейтральном соляном тумане. Более толстые покрытия применяют для нанесения на детали и элементы строительных конструкций.
Покрытие обладает электропроводящими свойствами, его более электроотрицательный потенциал по отношению к стали создает электрохимическую защиту в дополнение к барьерной.
Применение цинконаполненных покрытий не приводит к возникновению водородной хрупкости покрываемых сталей. Толщина покрытий на стали, как и в случае обычных цинковых покрытий, определяется любыми магнитными, магнитно-индукционными и другими подобными толщиномерами.
Источник https://sakhkor.ru/osnastka/pokrytie-boltov-gaek.html
Источник https://ru.eurek-art.com/how-strip-zinc-plating-from-bolts
Источник https://kolesa-shinomontazh.ru/stati/kakie-kolesnye-bolty-luchshe-hrom-ili-cink.html