
Обслуживание многоцелевых станков с числовым программным управлением.
Требования к опыту и квалификации:
Оператор станков с ЧПУ относится к категории вспомогательного персонала;
на должность оператора станков с ЧПУ назначается лицо, имеющее среднее специальное образование без предъявления к опыту работы.
Оператор станков с ЧПУ
Заработную плату по этой должности Вы можете посмотреть здесь »
Видео



















Похожие файлы

Инструкция для телеоператора

Инструкция по охране труда кладовщик
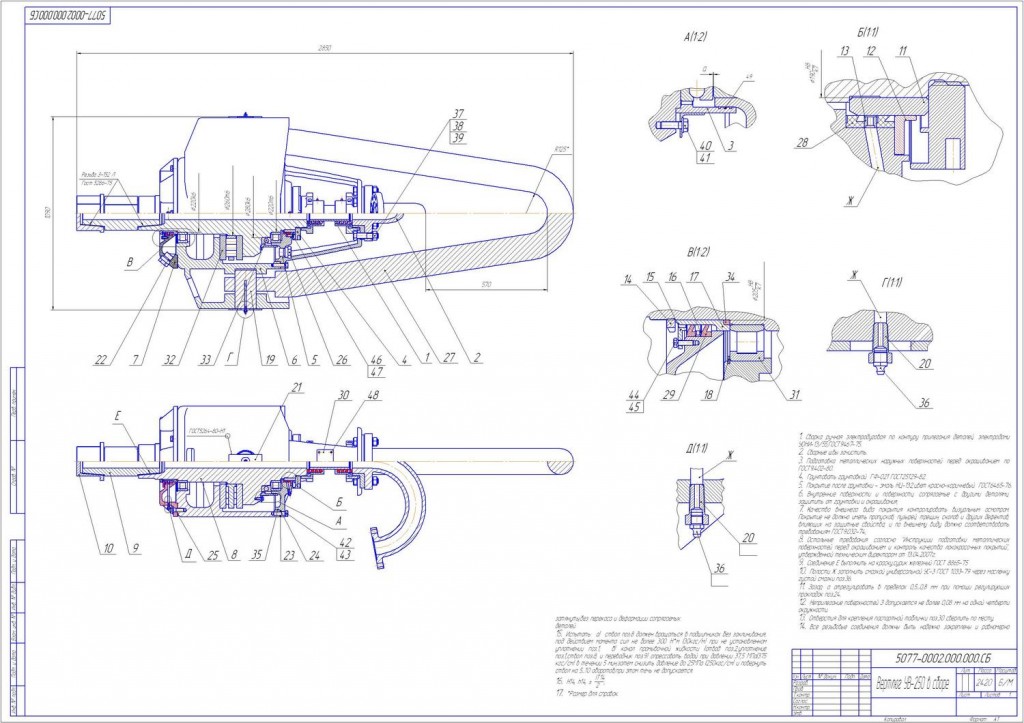
Инструкция по ремонту вертлюга ув 250
Инструкция по охране труда для радиооператора

Инструкция по от для машиниста тракториста

Инструкция по уборке рабочего места на производстве

Инструкция по охране труда для начальника ахо

Бактериофаг стафилококковый инструкция цена москва
Другие статьи
Оператор станка с ЧПУ: обучение, требования
Каждая компания, открывая новое предприятие, заботится о кадровом потенциале. За последние годы рабочие профессии не стали популярными. Это связано с тем, что обладателю корочки о получении профессии не всегда удается найти работу, особенно с достойной оплатой. Поэтому все больше внимания руководители предприятий уделяют обучению персонала работе на станках с числовым программным управлением.
Почему нужно обучать операторов
Современные производственные мощности оснащают высокоточными станками с ЧПУ. Рабочих, которые стояли у станка десять-двадцать лет назад, к ним не поставишь.

Многие отрасли современной промышленности, в том числе металлообработка, остро нуждаются в операторах-наладчиках станков с ЧПУ. И заработную плату предлагают неплохую. Например, оператор станков с ЧПУ (СПб) получает от 40 до 70 тыс. руб. Эти специалисты настраивают и контролируют работу этих приборов, задают им программу действий, набор операций, указывают их последовательность. А обслуживать станок поручают оператору, который тоже должен разбираться в особенностях процесса.
Те же, кто обучался рабочим профессиям, не всегда готовы работать на современном оборудовании. Программы обучения в профессиональных училищах не всегда отвечают уровню технической оснащенности современного производства. Слабая материально-техническая база не дает возможности получить нужные знания и приобрести навыки. Да и опыта работы на высокоточных станках с ЧПУ зачастую у них нет.
Это касается не только рабочих, но и специалистов среднего звена.
Поэтому руководители стараются обеспечить свои предприятия рабочими, обученными за их содействием.
Роль операторов и наладчиков
Использование станков с числовым программным управлением резко изменило характер процессов, выполняемых людьми, которые их обслуживают. На их роли в технологическом процессе отразилась высокая автоматизация, возможности быстрой переналадки оборудования.

Современные станки работают в автоматическом цикле. Программы для их работы разрабатывают технологи. Поэтому последовательность операций и перемещение рабочих частей инструмента не зависит непосредственно от станочника.
Что зависит от оператора
Инструкция оператора станка с ЧПУ четко регламентирует их обязанности:
- установка заготовки и снятие ее после обработки;
- периодически нужно проверять размеры деталей на соблюдение стандартов;
- наблюдение за сходом стружки в нужном направлении;
- контроль за состоянием систем станка;
- наблюдение за сигнальными устройствами.
Оператор производит наладку станка и запускает его в работу. Обычно машина обрабатывает одну деталь длительное время. Поэтому оператор может обслуживать несколько станков или выполнять другие функции с различными инструментами. Это делает работу более интересной. Но вместе с тем требует умений планирования работы.

Своевременно обнаружив неполадки в работе системы или брак, он сообщает о них. Этим он помогает сохранить оборудование и предотвратить выпуск некачественных изделий. Его наблюдения помогают технологам внести необходимые изменения в программу.
Чтобы каждый раз не сталкиваться с одной и той же проблемой, как с новой, оператор станков с ЧПУ должен запоминать и изучать признаки различных неполадок и неисправностей, чтобы быстро исправлять их или препятствовать их возникновению.
Устройства ЧПУ
Сейчас на рынке представлено достаточное количество устройств числового программного управления зарубежного и русского производства.
Из первых можно назвать немецкие Siemens и Heidenhein, японский Okuma, Mitsubishi, Fanuc Automation (или Fanuc), испанский Fagor.
Во вторую группу входят санкт-петербургский «Балт-Систем», «Модмаш» (Нижний Новгород), московский «Альфа-Систем», ижевский «Ижпрэст», «Микрос» (Ногинск).
Самыми популярными и распространенными считаются Siemens и Fanuc.
Обучение в производственных центрах
Обучающие центры создают для того, чтобы получить единую образовательную систему, включающей теорию и практику. Оператор станка с ЧПУ должен понять и осмыслить весь процесс создания готового изделия, начиная с разработки чертежей и программ, заканчивая образованием навыков работы операторов различных станков с программированием.

В качестве экзамена или зачета будущий оператор станка с ЧПУ сам обрабатывает деталь, а специалисты центра следят за качеством его работы.
Обучение
Как обучается в таких центрах оператор станков с ЧПУ?
Обучение проводят в классах, оснащенных симуляторами стоек. Программа рассчитана на то, чтобы новые знания можно было сразу реализовать на практике. Это позволяет значительно сократить время на обучения непосредственно в цехах, возле оборудования. Студенты изучают азы программирования, такие понятия, как система координат, оси координат и управление ими, знакомятся со строением программы управления, интерполяцией, постоянными циклами, подготовительными и вспомогательными функциями.
В результате оператор станка с ЧПУ, который попадает на производство, уже готов работать.
Непрерывное обучение
Специалисты высокой квалификации ценятся на любом предприятии. Для того чтобы они могли идти в ногу со временем, им нужно постоянно расти и обучаться. Поэтому подготовка операторов станков и других специалистов должно быть непрерывным.

Если в составе обучающего центра есть сервисный центр, то его специалисты помогают наладить станки, которое устанавливают на предприятии, и обучают сотрудников не только своих, но и заказчиков. В дальнейшем оператор-наладчик станков с ЧПУ будет производить обслуживание этого оборудования.
Это выгодно и руководителям, и самим наладчикам. Первым не нужно будет искать специалистов, вторые смогут консультировать операторов дистанционно или выезжать на предприятие в любое время суток.
Что нужно знать, чтобы стать наладчиком
Молодые люди, которые хотят стать наладчиками станков с числовым программным управлением, должны:
- хорошо знать математику, в том числе геометрию;
- знать механику и электротехнику;
- читать чертежи и техническую документацию;
- программировать процессы обработки.
В профессионально-технических училищах подготовка операторов станков с ЧПУ проводится на базе среднего образовании в течение 2 лет.
Но только поработав на предприятии, молодой специалист может утверждать, что он освоил профессию, и теперь он — оператор станков с ЧПУ.
Требования к операторам-наладчикам
Современные станки с ЧПУ – сложные механизмы. Определение причин допущенного брака и устранение их требуют технического образа мышления у оператора-наладчика. Он должен интересоваться машинами и различными механизмами и устройствами. Только таким людям эта работа будет интересной, только они смогут достичь в ней успеха.

Оператор станка с ЧПУ должен:
- понимать устройство и принцип действия станков;
- знать способы правильной установки, закрепления обрабатываемых деталей и их качественной обработки;
- уметь настраивать станки;
- вводить программы;
- доводить и затачивать инструмент;
- изготавливать детали высокого качества;
- уметь измерять полученные детали.
Сейчас несложно найти массу литературы, которая может помочь разобраться в тонкостях работы на станках с числовым программным управлением. Многие специалисты пользуются ею для повышения своих знаний. Но это под силу далеко не каждому представителю профессии. А подрастающему поколению невозможно освоить профессию только по книжкам. Поэтому и нужна гибкая система образования, позволяющая каждому желающему освоить профессию и получить нужные ему навыки.
Добавить комментарий
Должностная инструкция оператора станков с программным управлением 4-го разряда (рус
ДОЛЖНОСТНАЯ ИНСТРУКЦИЯ ОПЕРАТОРА СТАНКОВ С ПРОГРАММНЫМ УПРАВЛЕНИЕМ 4-ГО РАЗРЯДА
- Оператор станков с программным управлением 4-го разряда непосредственно подчинен _________________.
- Оператор станков с программным управлением 4-го разряда выполняет указания _________________.
- Оператор станков с программным управлением 4-го разряда замещает _________________.
- Оператора станков с программным управлением 4-го разряда замещает _________________.
- Оператор станков с программным управлением назначается на должность и освобождается от должности руководителем отдела по согласованию с руководителем подразделения.
- Должен знать:
— устройство, принципиальные схемы оборудования и взаимодействие механизмов станков с программным управлением, правила их подналадки;
— корректировку режимов резания по результатам работы станка;
— основы электротехники, электроники, механики, гидравлики, автоматики в пределах выполняемой работы;
— кинематические схемы обслуживаемых станков;
— организацию работ при многостаночном обслуживании станков с программным управлением;
— устройство и правила пользования контрольно-измерительными инструментами и приборами;
— основные способы подготовки программы;
— код и правила чтения программы по распечатке и перфоленте;
— определение неисправности в станках и системе управления;
— способы установки инструмента в инструментальные блоки;
— способы установки приспособлений и их регулировки;
— приемы, обеспечивающие заданную точность изготовления деталей;
— систему допусков и посадок;
— квалитеты и параметры шероховатости;
— правила чтения чертежей обрабатываемых деталей. - _________________________________________________________________.
- _________________________________________________________________.
II. Должностные обязанности
- Ведение процесса обработки с пульта управления сложных деталей по 7-10 квалитетам на станках с программным управлением.
- Обслуживание многоцелевых станков с числовым программным управлением (ЧПУ) и манипуляторов (роботов) для механической подачи заготовок на рабочее место.
- Управление группой станков с программным управлением.
- Установка инструмента в инструментальные блоки.
- Подбор и установка инструментальных блоков с заменой и юстировкой инструмента.
- Подналадка узлов и механизмов в процессе работы.
- _________________________________________________________________.
- _________________________________________________________________.
- давать подчиненным ему сотрудникам поручения, задания по кругу вопросов, входящих в его функциональные обязанности.
- контролировать выполнение производственных заданий, своевременное выполнение отдельных поручений подчиненными ему сотрудниками.
- запрашивать и получать необходимые материалы и документы, относящиеся к вопросам своей деятельности и деятельности подчиненных ему сотрудников.
- взаимодействовать с другими службами предприятия по производственным и другим вопросам, входящим в его функциональные обязанности.
- знакомиться с проектами решений руководства предприятия, касающимися деятельности Подразделения.
- предлагать на рассмотрение руководителя предложения по совершенствованию работы, связанной с предусмотренными настоящей Должностной инструкцией обязанностями.
- выносить на рассмотрения руководителя предложения о поощрении отличившихся работников, наложении взысканий на нарушителей производственной и трудовой дисциплины.
- докладывать руководителю обо всех выявленных нарушениях и недостатках в связи с выполняемой работой.
- _________________________________________________________________.
- _________________________________________________________________.
- ненадлежащее исполнение или неисполнение своих должностных обязанностей, предусмотренных настоящей должностной инструкцией — в пределах, определенных трудовым законодательством Украины.
- нарушение правил и положений, регламентирующих деятельность предприятия.
- При переходе на другую работу или освобождении от должности Оператор станков с программным управлением ответственен за надлежащую и своевременную сдачу дел лицу, вступающему в настоящую должность, а в случае отсутствия такового, лицу его заменяющему или непосредственно своему руководителю.
- правонарушения, совершенные в процессе осуществления своей деятельности, — в пределах, определенных действующим административным, уголовным и гражданским законодательством Украины.
- причинение материального ущерба — в пределах, определенных действующим трудовым и гражданским законодательством Украины.
- соблюдение действующих инструкций, приказов и распоряжений по сохранению коммерческой тайны и конфиденциальной информации.
- выполнение правил внутреннего распорядка, правил ТБ и противопожарной безопасности.
- _________________________________________________________________.
- _________________________________________________________________.
© 2007-2016, Киев, ООО «Джобс Украина» Угода конфіденційності
Сайт по трудоустройству в Украине Jobs.ua поможет Вам найти работу и сотрудников в Киеве и других городах Украины, найти вакансии и резюме в любой сфере.
Все права защищены в соответствии с действующим законодательством Украины. При использовании материалов сайта www.Jobs.ua гиперссылка на данный ресурс обязательна. Администрация может не разделять точку зрения авторов информационных материалов и не несет ответственности за размещаемую пользователями информацию. Надеемся, что поиск работы в Киеве и Украине на Jobs.ua будет приятен и удобен для Вас!
Работа в Украине
вакансии, резюме
Должностная инструкция оператор станков с чпу — ответ найден
- Просмотров: 8195 | Читателей: 981 | Автор: #36354
Собирать комиссию и повысить разряд работнику организация может, если заинтересована в более квалифицированном специалисте.
А то знаем с 6-м разрядом чпушников, с лозунгом чем медленнее делается деталь, чем лучше скорость реза 80, подача 0. Требовать своевременного обеспечения плановых заданий по программированию согласно технологической докуминтации в сроки, оговоренные планом графиком. Заработная плата сдельная, обсуждается в зависимости от уровня опыта и навыков. Нужно знать за что дается той или иной разряд наладчику фрезерного и токарного станка с чпу.

Интересно всетаки будет взглянуть на конечный продукт этой дискусии не получится ввести должность технолога-программиста. Особенно интересно если вы находитесь может у кого-то на предприятии есть такая должность. На салюте (москва, на электрозаводской) обещались принять на работу оператором чпу 6 разряда. Проводить периодические проверки наличия и состояния инструмента, приспособлений, приборов на рабочих местах.
- Или всё таки можно сдавать хоть через пол года, год, но не три?
- Если про электрическую, то просто электрик (как в еткс правильно, не знаю).
- Дело в том,что я работаю на одном волшебном заводе,где в обязанности оператора станков с чпу входит наладка,отработка первой и последующих деталей,корректирова режимов резания итд т.
- Оператор станков с программным управлением имеет право докладывать руководителю обо всех выявленных нарушениях и недостатках в связи с выполняемой работой.
- Управление станком вручную во время предварительной проверки новых программ для выявления возможных ошибок.
- Работа на станке чпу буселато форматно присадочный станок, обслуживание станка, умение читать чертежи, уверенный пользователь пк.Наладчик станков чпу назначается на должность и освобождается от должности руководителем отдела по согласованию с руководителем подразделения.
- Так как этот специалист прежде всего технолог, а все остальное, как говорят у нас, — арифметика.
И вот тут уже лень превращается в напряженное ожидание пепца. Выявлять недоработки в программировании внедренных техпроцессов, давать предложения по их устранению.
Рейтинг: 69 / 100
при: 4 голосах.
Другие новости по теме:
- Инструкция к стиральной машине индезит wisl 102
- Canon eos 40d инструкция на русском
- Справочник учреждения культуры
- Руководство atmel studio 6
- Карманный рекламный справочник
- Гипермаркет лента руководство

Инструкция по охране труда для операторов и наладчиков токарных станков с числовым программным управлением
1.1. К самостоятельной работе на токарных станках с ЧПУ допускаются лица прошедшие профессиональное обучение вводный и первичный инструктаж на рабочем месте, обучение оказанию первой доврачебной помощи пострадавшим от несчастных случаев на производстве. прошедшие стажировку и получившие допуск к самостоятельной работе, имеющие 1 группу по электробезопасности.
1.2. Повторный инструктаж по охране труда проводиться не реже 1 раза в три месяца, повторный инструктаж на 1 группу по электробезопасности не реже 1 раза в 12 месяцев.
1.3. На территории предприятия необходимо соблюдать правила внутреннего трудового распорядка, быть внимательным по отношению к движущемуся транспорту и работающим грузоподъемным машинам и другому производственному оборудованию. Обращать внимание на предупредительные надписи, дорожные знаки и знаки безопасности, размещенные на территории предприятия, в цехах и участках, выполняя их указания.
1.4. Необходимо соблюдать установленный на предприятии режим труда и отдыха.
Нормальная продолжительность рабочего времени не может превышать 40 часов в неделю. Сверхурочные работы допускаются в случаях предусмотренных ТК РФ. Суммарное время на личные надобности составляет 45 минут в течение рабочей смены. Кроме этого предусмотрен перерыв для отдыха и питания (не более 2-х часов и не менее 30 минут) который в рабочее время не включается.
1.5. Во время работы на токарных станках с ЧПУ на работника возможно воздействие следующих вредных и опасных производственных факторов:
движущиеся машины и механизмы, подвижные части производственного, оборудования, передвигающиеся изделия, приспособления и оснастка могут привести к травме;
отлетающая стружка и осколки инструмента — опасность травмирования рук и глаз;
острые кромки, заусенцы и шероховатости поверхности изделия, инструмента и оборудования могут привести к травме;
высокая температура поверхности обрабатываемых деталей и инструмента — опасность получения ожогов.
повышенная или пониженная температура воздуха — может привести к простудным заболеваниям;
недостаточная освещенность — может привести к заболеванию органов зрения;
масло и аэрозоли СОЖ- могут привести к заболеваниям кожи рук и органов дыхания;
повышенное значение напряжения в электрической цепи, замыкание которой может произойти через тело человека — может привести к электротравме;
1.6.Для нормального и безопасного производства работ на токарных станках с ЧПУ работнику необходимо применение следующих средств индивидуальной защиты:
1.7. Работник должен получить противопожарный инструктаж, знать правила поведения при пожаре и при обнаружении признаков горения.
1.8. Немедленно извещать своего или вышестоящего руководителя о любой ситуации, угрожающей жизни и здоровью людей, о каждом несчастном случае произошедшем на производстве или об ухудшении состояния своего здоровья в том числе, о проявлении признаков острого профессионального заболевания / отравления /.
1.9. Работник должен уведомить непосредственного руководителя о
неисправностях оборудования, приспособлений и инструмента — до начала
работы или во время рабочего дня, после обнаружения неисправности.
1.10. Самостоятельно устранять какие- либо неисправности, если эта работа не входит в круг ваших обязанностей — запрещается.
1.11. Работник должен оказывать первую доврачебную помощь пострадавшим от несчастных случаев на производстве.
1.12. Соблюдать правила личной гигиены: перед едой мыть руки с мылом; не разрешается на рабочем месте курить, принимать и хранить пищу /воду/,
хранить личную и рабочую одежду. Курить разрешается только в специально
оборудованных местах.
1.13. Работники на ОЦ не выполняющие данную инструкцию привлекаются к ответственности в соответствии с действующим законодательством РФ.
2.Требования охраны труда перед началом работы.
Надеть чистую и исправную полагающуюся по нормам спецодежду.
Застегнуть обшлага рукавов, заправить одежду так, чтобы не было свисающих
концов. Иметь подготовленный к работе исправный инструмент и средства
индивидуальной защиты. Защитные очки должны быть подобраны по размеру.
Стекла очков не должны вываливаться, не иметь трещин, сколов, царапин, быть
чистыми, обеспечивать хорошую видимость и плотно прилегать к лицу.
Подготовить рабочее место к безопасной работе. Убрать мешающие
работе предметы и освободить проходы. Безопасно и удобно расположить все,
что необходимо для работы. Убедиться в достаточном освещении рабочего
места.
2.3. Проверить внешним осмотром исправность оборудования, местного освещения, отсутствия оголенных проводов, наличие и надежность заземляющих соединений.
2.4. Проверить исправность подножной деревянной решетки (убедиться в устойчивости и проверить нет ли поломанных планок).
Проверить наличие заготовок, при необходимости заготовки получить от мастера. Проверить наличие тары под обработанные детали. Используемые в работе материалы, заготовки, тара — должны быть размещены безопасно, удобно, устойчиво, не перекрывать проходы и проезды.
2.7. При передаче рабочего места от сменщика проверить, хорошо ли убрано рабочее место, ознакомиться с имеющимися в предыдущей смене неполадками в работе оборудования и с принятыми мерами по их устранению. Включить оборудование, проверить его работу на холостом ходу. При обнаружении каких-либо недостатков на рабочем месте или неисправности оборудования сообщить мастеру.
3. Требования охраны труда во время работы.
Выполнять указания по обслуживанию и уходу за оборудованием,
изложенные в «Руководстве по эксплуатации». Выполнять только ту работу,
которая поручена и разрешена администрацией цеха.
Необходимо соблюдать допустимые нормы подъема тяжестей.
Предельно допустимые нормы поднятия и перемещения тяжестей постоянно в течении рабочей смены:
для мужчин — 15кг. для женщин — 7кг.
При чередовании с другой работой (до 2-х раз в час):
для мужчин — до 30кг, для женщин-до 10кг.
Перед установкой очистить соприкасающиеся поверхности деталей и приспособления от стружки.
Обрабатываемые детали должны быть надежно закреплены в установочном приспособлении или патроне, а сами приспособление надежно закреплено на шпинделе станка или в патроне станка.
Установку, снятие деталей, приспособлений, инструмента, измерение деталей производить только тогда, когда рабочие органы станка находятся в исходном положении, после окончания цикла обработки детали и полной остановки инструмента.
Во время работы станка не открывать и не снимать защитных и предохранительных устройств.
При работе соблюдать чистоту — использованная ветошь, стружка, вспомогательный и режущий инструмент, приспособления — должны быть убраны.
Не допускать на своё рабочее место лиц, не имеющих отношения к выполняемой Вами работе и не передавать без разрешения мастера работу другому лицу.
Не отвлекаться от своих прямых обязанностей и не отвлекать других..
Очистку приспособлений и деталей от стружки производить при помощи щетки, крючка или скребка — применение сжатого воздуха для удаления стружки запрещается. При удалении стружки пользоваться средствами индивидуальной защиты (защитными очками).
Очистку станка, приспособления, и подналадку производить в ручном режиме при полной остановке станка.
При пуске станка для обработки детали убедитесь, что это не угрожает жизни других работающих.
При использовании грузоподъемных машин, управляемых с пола, соблюдать требования инструкции.
Сборку — разборку режущего инструмента производить на верстаке,
исправным инструментом, при необходимости использовать слесарные тиски.
Во избежание травмы рук, установку и удаление режущего инструмента из инструментального магазина и шпинделя производить с особой осторожностью.
При обнаружении на металлических частях станка напряжения (ощущение тока), немедленно доложить мастеру.
При обработке деталей на токарных станках с ЧПУ запрещается изменять режимы резания при работе в автоматическом режиме. Обо всех замеченных ошибках в управляющей программе сообщить инженеру-программисту.
При обслуживании оператором нескольких станков проходить от станка к станку только в местах, предусмотренных для похода.
После наладки станка обработать программу без детали, визуально контролируя правильность перемещения рабочих органов станка. Установить безопасные величины ускоренных перемещений рабочих органов станка.
Не допускать загромождения рабочего места и проходов деталями, заготовками, тарой, а также посторонними предметами. Детали и заготовки укладывать в тару, предусмотренную технологическим процессом. Загрузка тары выше бортов запрещается. При укладывании деталей в стопу или штабель высота не должна превышать 1 м.
3.21.Обязательно отключить станок в следующих случаях:
а) при отсутствии у станка даже на короткое время (если не предусмотрено многостаночное обслуживание);
б) при временном прекращении работы;
в) при перерыве в подаче электроэнергии;
г) при уборке, ремонте или техническом обслуживании станка;
д) при обнаружении каких-либо неисправностей в работе оборудования.
Смазочно-охлаждающую жидкость (СОЖ) подавать в зону резания только гидросистемой оборудования. Запрещается охлаждать режущий инструмент смоченной ветошью или щётками.
При обнаружении пролитого масла или СОЖ убрать самому или доложить мастеру.
При креплении патрона или планшайбы к шпинделю станка подкладывать под патрон и планшайбу деревянные подкладки с выемкой по форме патрона или планшайбы.
При закреплении детали или приспособлений запрещается наращивать ключи трубой или другими рычагами.
При использовании гидравлических, пневматических, электромеханических приспособлений для крепления заготовок постоянно контролировать сохранность электропроводки, трубок для подачи воздуха и гидравлической жидкости.
При обработке металлов, дающих сливную стружку, применять резцы со специальными стружколомающими устройствами или со специальной заточкой.
При работе на токарных станках с ЧПУ своевременно убирать стружку из поддона, не допускать возможности наматывания стружки на обрабатываемую деталь, инструмент или шпиндель.
а) оставлять без надзора работающее оборудование, допускать к его эксплуатации других лиц;
б) брать или передавать какие-либо предметы через рабочую зону станка при работающем оборудовании;
в) одеваться или раздеваться около работающего станка;
г) принимать пищу у станка;
д) хранить на рабочем месте одежду;
е) мыть руки в масле или эмульсии и вытирать их ветошью, загрязненной стружкой;
3.30. Работая с учеником, обучать его безопасным приемам работы и следить за соблюдением требований охраны труда.
4. Требования охраны труда в аварийных ситуациях.
4.1. При возникновении неисправностей оборудования /отказ в работе, посторонний шум или стук, возникновение поломок угрожающих аварией, прекращение подачи электроэнергии, появление постороннего запаха, появление ощущения электрического тока / необходимо прекратить эксплуатацию оборудования- выключить его. Необходимо оповестить об опасности окружающих людей, мастера или непосредственного руководителя работ.
До устранения неисправностей к работе не приступать. Запрещается самостоятельно устранять неисправности.
При угрозе жизни обслуживающему персоналу и для аварийной остановки станка, в целях исключения поломок, остановку станка производить аварийной кнопкой, находящейся на пульте управления станком или кнопкой «СТОП» на пульте управления приводом станка.
При пожаре или обнаружении признаков горения немедленно сообщить в пожарную команду по телефону …, сообщить мастеру или вышестоящему руководителю и приступить к тушению пожара имеющимися средствами пожаротушения. При необходимости вызвать городскую пожарную службу по телефону 112, организовать встречу пожарной команды.
При несчастном случае с Вами или другим работником прекратить работу, поставить в известность мастера оказать первую доврачебную помощь пострадавшим и обратиться в здравпункт лично или позвонить по телефону ….
Обеспечить сохранность обстановки аварии или несчастного случая, если это не представляет опасности для жизни и здоровья людей и не приведет к осложнению аварийной обстановки. При необходимости вызовите скорую медицинскую помощь по телефону 112.
При аварии систем водоснабжения, отопления и т.д. препятствующих выполнению технологических операций, прекратить работу до ликвидации аварии и её последствий.
5. Требования охраны труда по окончании работ.
5.1 Остановить работающее оборудование, выключить электродвигатель,
обесточить оборудование путем отключения вводного выключателя.
5.2 Привести в порядок рабочее место, убрать инструмент и приспособления в отведенное место, убрать отходы производства (ветошь, опилки, просыпавшуюся стружку) в установленную тару согласно маркировки, подмести пол.
5.3 Сдать оборудование сменщику или мастеру, сообщить обо всех
замечаниях и неполадках в работе и о принятых мерах по их устранению.
5.4 Убрать одежду в специальное отведенное место, вымыть руки теплой водой с мылом или принять душ.
Инструкция по ТБ для операторов ст
ИНСТРУКЦИЯ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ ДЛЯ ОПЕРАТОРОВ СТАНКОВ С ЧПУ
Инструкция вводится в действие с 01.05.2008г.
1. ОБЩИЕ ТРЕБОВАНИЯ БЕЗОПАСНОСТИ.
1.1. На операторов станков с числовым программным управлением (ЧПУ) распространяются общие правила безопасности при работе на металлорежущих станках.
1.2. Каждый вновь принятый работник должен пройти вводный инструктаж и индивидуальный инструктаж на рабочем месте.
1.3. При индивидуальном инструктаже инструктор знакомит работника с правилами обращения с оборудованием и транспортными средствами, с правилами содержания рабочего места и ношения специальной и рабочей одежды, обуви, со средствами индивидуальной защиты на данном рабочем месте и других рабочих местах, входящих в технологию механообработки и подготовки производства.
1.4. Работник может быть допущен к работе только после всестороннего ознакомления с правилами техники безопасности.
1.5. Результаты проведенного инструктажа регистрируются в специальном журнале, который подписывают: лицо, проводившее инструктаж, и работник, получивший этот инструктаж.
2. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ДО НАЧАЛА РАБОТЫ.
2.1. Приведи в порядок рабочую одежду и обувь:
— застегни или перетяни резинкой обшлага рукавов, заправь одежду так, чтобы не было развевающихся концов;
— работай в головном уборе, плотно облегающем голову, волосы должны быть надежно укрыты;
— обувь должна надежно защищать ноги от попадания на них стружки, грязи и пыли.
(Работать на станках в легкой обуви – тапочках, сандалиях, сланцах, босоножках – не разрешается.)
2.2. Убедись в хорошем состоянии станка и рабочего места, убери с пути всё, что может вызвать падение.
2.3. Обеспечь достаточную смазку станка, проверь уровень масла в предназначенных для него резервуарах.
2.4. Проверь наличие, исправность и прочность крепления:
— ограждений зубчатых колес, приводных ремней, валиков, приводов, шпинделя и т.д. а также токоведущих частей электроаппаратуры (пускателей, рубильников, трансформаторов);
— предохранительных устройств защиты от стружки и устройств подачи охлаждающих масел и смазочно-охлаждающих жидкостей (СОЖ).
2.5. При необходимости отрегулируй местное освещение станка так, чтобы рабочая зона была достаточно освещена и свет не попадал прямо в глаза. (Пользоваться местным освещением с напряжением более 36 вольт запрещается.)
2.6. Проверь наличие индивидуальных приданных станку подъемных устройств и чалочно-захватных приспособлений согласно специальной инструкции.
2.7. Проверь исправность станка на холостом ходу, в ручном и автоматическом режимах, при этом убедись в исправном действии:
— органов управления – электрических кнопочных устройств тормозов, подъемных и подающих устройств;
— систем смазки и охлаждения, обеспечивающих нормальную и бесперебойную смазку и подачу СОЖ;
— фиксации рычагов включения и переключения, обеспечивающих невозможность самопроизвольного переключения с холостого хода на рабочий;
— зажимных пневмопатронов, механизированных зажимных приспособлений.
2.8. Убедись в отсутствии заеданий или излишней слабины в движущихся частях станка (в особенности в шпинделе, в передней бабке, при продольных, поперечных или вертикальных ходах суппорта или стола).
2.9. В случае неисправности станка и оборудования немедленно сообщи об этом ответственному лицу и, до устранения неисправности, к работе не приступай. (Работать на неисправных и на не имеющих необходимых защитных ограждений станках запрещается.)
2.10. Приготовь крючок для удаления стружки, щетку-сметку, ключи и другой необходимый инструмент.
2.11. Уложи устойчиво на подкладках или стеллажах поданные на обработку детали, не загромождая рабочего места и проходов. Высота штабелей для мелких деталей не должна превышать 0,5 м. для средних – 1,0 м. а для крупных – 1,5 м.
2.12. Перед обработкой металлов с отлетающей стружкой, при отсутствии специальных защитных устройств надень очки или предохранительный щиток из прозрачного материала.
2.13. Деревянная решетка, находящаяся под ногами должна быть всегда исправна.
2.14. Проверь надежность срабатывания блокировок концевых выключателей, предохраняющих узлы станка от ударов и поломок.
2.15. Перед каждым включением станка предварительно убедись, что пуск станка никому не угрожает опасностью.
3. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ВО ВРЕМЯ РАБОТЫ.
3.1. Постоянно наблюдай за работой станка с ЧПУ в процессе работы:
— по сигнализации на панели управления электронного устройства;
— по контрольным точкам программ (возврат рабочих органов станка «в исходное состояние», «постоянство точки смены инструмента» в одной и той же позиции и др.);
— по характеру и величине линейных перемещений и вращательных движений рабочих органов станка и другого оборудования;
— по отклонениям характера и уровня шума различных механизмов;
— по четкости выполнения узлами оборудования с ЧПУ различных технологических команд.
3.2. Не допускай работу на станке с ЧПУ по изношенным или деформированным программным носителям (перфолента, магнитная лента, ППЗУ и др.).
3.4. Следи за чистотой и исправностью лентопротяжных устройств ввода программных носителей.
3.5. При переналадке с обработки детали одного наименования на другое обрати внимание на правильную расстановку упоров, определяющих точки «исходного состояния» рабочих органов для начала работы по программе. Помни, что неправильно установленные упоры могут привести к ударам подвижных органов оборудования о неподвижные и вращающиеся.
3.6. Для предотвращения ударов инструмента и рабочих органов оборудования о другие органы в случае сбоев и отказа, ограничивай величину перемещения подвижных органов от возможных ударов установкой такого положения концевых выключателей, которое автоматически исключает аварийную ситуацию.
3.7. Внимательно следи за состоянием режущего инструмента. Постоянно помни, что несвоевременная остановка станка при поломках инструмента может привести к тяжелым последствиям.
3.8. При замене изношенного программоносителя или использовании нового обязательно проверь его правильность при работе станка на холостом ходу без детали, а правильность отработки самой программы проверь в режиме «отработка программы без перемещений».
3.9. Будь особо внимателен и осторожен при обработке первой детали после переналадок или смены программоносителя. Не допускай при этом ввода в систему управления максимальных значений перемещений с корректирующего переключателя в сторону детали.
3.10. Поверь размеры и форму заготовок. В случае отклонения размеров и формы заготовки от чертежа заготовки (заложенных в программу обработки детали) немедленно сообщите об этом начальнику участка.
3.11. Всегда помни, что значительное превышение припусков на обработку относительно расчетных, при обработке на станке с ЧПУ может привести к недопустимо большим перегрузкам, вылету детали, поломкам инструмента и станка.
3.12. Обо всех замеченных недостатках в программах обработки немедленно сообщи начальнику участка.
3.13. Не допускай попадания СОЖ на клемники, разъемы, датчики и другое электрооборудование и элементы автоматики. В случае наличия этих недостатков прими меры к их устранению.
3.14. В случае возникновения каких-либо неисправностей в процессе работы, или отклонений от нормальной работы, немедленно заяви начальнику участка и в соответствующую службу обслуживания по характеру предполагаемой причины неисправности.
3.15. Требуй от обслуживающего персонала своевременного и качественного проведения планово-предупредительного (ППР), профилактического (ПР) или текущего (ТР) ремонта.
3.16. Периодически проверяй самостоятельно состояние узлов станков с ЧПУ с целью выявления отклонений от нормальной работы на более ранней стадии.
3.17. Обрати особое внимание на техническое состояние зажимных элементов пневмопатронов, следи за их исправной работой и требуй систематической чистки. Помни, что нечеткая работа зажимных элементов может привести к вылету детали в процессе обработки.
3.18. При возникновении износа зажимных элементов восстанови их работоспособность. При этом строго соблюдай параметры выточек (диаметр, глубина, высота, ширина) в соответствии с программой обработки (технологией) конкретной детали. Невыполнение этих условий так же может привести к вылету детали, или же к врезанию в зажимные элементы.
3.19. Не оставляй включенное или работающее оборудование с ЧПУ без присмотра. В случае кратковременного отлучения от станка полностью выключи всё оборудование.
3.20. Не допускай опасных приемов и методов работы на станках с ЧПУ.
3.21. Все подготовительные работы на станках с ЧПУ проводи в их обесточенном состоянии или в режиме «Наладка»:
— по установке и замене инструмента, приспособлений, патронов, заготовок и деталей и т.д.;
— по установке упоров «исходного состояния» и концевых выключателей;
— по регулировке механических узлов и систем смазки.
3.22. Не работай без ограждения вращающихся частей в рабочей зоне станка.
3.23. Не вмешивайся в автоматический цикл работы станка с помощью переключателей, кнопок, других элементов на панелях управления станка, электронного устройства и другого оборудования кроме «Прекращения общего цикла».
3.24. При многостаночном обслуживании станков с ЧПУ требуй обеспечения безопасных условий работы:
— следи за тем, чтобы зона обслуживания станков не была загромождена заготовкой, обработанными деталями, инструментом, приспособлениями, стеллажами и тумбочками, прочими предметами;
— следи за обеспечением надежной защиты от сходящей и отлетающей от режущего инструмента стружки и окалины, а так же брызг и вытекания под ноги СОЖ;
— своевременно убирай зону обслуживания от стружки, не допускай нахождения её под ногами, периодически протирай арматуру и лампы местного освещения, следи за чистотой и порядком на рабочем месте.
3.25. В случае недостаточно отработанного технологического процесса обработки детали на станках с ЧПУ (частые поломки инструмента, колебания припусков на заготовках, трудности с настройкой, наладкой и настройкой станка и оборудования, выдерживания в процессе обработки операционных размеров и т.д.) заяви начальнику участка о невозможности многостаночного обслуживания.
3.26. Внимательно относись к сигналам, подаваемым с грузоподъемных устройств и движущегося транспорта, не находись под поднятым и движущимся грузом.
4. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ В АВАРИЙНЫХ СИТУАЦИЯХ.
4.1. Прими меры по вызову к месту аварии начальника участка и служб по принадлежности (пожарной, скорой, газовой, технической, и т.д.).
4.2. В случае урагана, землетрясения и других стихийных бедствий прекрати все работы, выключи оборудование, покинь рабочее место и прими меры по собственному спасению.
4.3. При получении травмы во время аварии обратись к врачу или попроси вызвать скорую помощь по телефону «03».
5. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ПО ОКОНЧАНИИ РАБОТЫ.
5.1. Полностью выключи станки и оборудование.
5.2. Приведи в порядок рабочее место:
— убери станок от стружки, окалины и грязи;
— вытри станок и другое оборудование.
5.3. Смажь все движущиеся части и механические узлы станка маслом. Обрати особое внимание на состояние направляющих, ходовых винтов, узлов смены инструмента, постоянно поддерживай их в чистоте.
5.4. Предупреди сменщика (при многосменном режиме работы) обо всех, даже малейших и незначительных, неисправностях станка и оборудования.
5.5. Сними рабочую одежду и обувь, убери их в специально отведенное для них место, переоденься и переобуйся в чистую одежду и обувь.
5.6. Выполни индивидуальные требования по личной гигиене тела.
Контроль за выполнением настоящей инструкции возлагается на начальника участка и на лица, ответственные за обеспечение техники безопасности на данном предприятии.
Привет Народ. Ситуация такая. Руководство нашего предприятия заставляет нас вытирать ЧПУшки !! внутри !! ветошью на сухо. Станок большой. в 1,5 чел роста в высоту и метра 3 в длинну. Оборудование новое. современное полность закрытое. с кучей приспособлений внутри. Желание руководства понятно " хотим как в европе " но !!!!. На сколько я знаю. протирать станок ветошью внутри по ТБ полностью запрещено. т.к. возпожен риск порезов о стружку и реж. инструмент и т.д. и 2-й момент. это сразу увеличивается время уборки ( незнаю сколько по тех.процессу, но у меня уходит по 30 мин. на станок ). Если кто нибуть может помоч в этом вопросе. то дайте пожалусста ссылки или хотя бы названия документов на каторые можно сослаться. Зараннее спасибо
Должностная инструкция оператора станка с чпу: Рабочая инструкция оператора станков ЧПУ
Оператор станков с числовым программным управлением относится к категории рабочих.
Оператор станков с числовым программным управлением принимается на работу и увольняется с работы приказом генерального директора по представлению начальника участка в установленном законодательством порядке.
Оператор станков с числовым программным управлением подчиняется непосредственно мастеру ремонтно- инструментального участка.
Оператор станков с числовым программным управлением в своей деятельности руководствуется следующими документами:
- правилами внутреннего трудового распорядка;
- приказами и распоряжениями генерального директора предприятия, распоряжениями непосредственного руководителя и вышестоящего руководства;
- нормативными документами Системы менеджмента качества предприятия, относящимися к сфере его деятельности;
- конструкторской и технологической документацией на выпускаемую продукцию;
- настоящей рабочей инструкцией.
Функциональные обязанности
На оператора станков с числовым программным управлением возлагаются следующие обязанности:
- ведение процесса обработки с пульта управления различных деталей на станках с программным управлением.
- обслуживание многоцелевых станков с числовым программным управлением (ЧПУ)
- управление группой станков с программным управлением.
- установка инструмента в инструментальные блоки.
- подбор и установка инструментальных блоков с заменой и юстировкой инструмента.
- подналадка узлов и механизмов в процессе работы.
- наладка на холостом ходу и в рабочем режиме механических и электромеханических устройств станков с программным обеспечением для обработки деталей с применением различного режущего инструмента;
- наладка нулевого положения и зажимных приспособлений;
- наладка координатной плиты;
- подбор режущего, контрольно-измерительного инструмента и приспособлений по технологической карте;
- установка и смена приспособлений и инструмента;
- установка различных приспособлений с выверкой их в нескольких плоскостях;
- проверка и контроль индикаторами правильности установки приспособлений и инструмента в системе координат;
- отладка, изготовление деталей и сдача их в ОТК.
Оператор станков с числовым программным управлением должен выполнять работы по приемке и сдаче смены, уборке рабочего места, приспособлений, инструментов, а также по содержанию их в надлежащем состоянии, ведению установленной технической документации.
Права
Оператор станков с числовым программным управлением имеет право:
- на все предусмотренные законодательством социальные гарантии;
- требовать от руководства предприятия оказания содействия в исполнении своих профессиональных обязанностей и осуществлении прав;
- требовать создания условий для выполнения профессиональных обязанностей, в том числе предоставления необходимого оборудования, инвентаря, рабочего места, соответствующего санитарно-гигиеническим правилам и нормам и т.д.;
- на бесплатную выдачу специальной одежды, специальной обуви и других средств индивидуальной защиты;
- на оплату дополнительных расходов на медицинскую, социальную и профессиональную реабилитацию в случаях повреждения здоровья вследствие несчастного случая на производстве и получения профессионального заболевания;
- знакомиться с проектами решений руководства предприятия, касающимися его деятельности;
- вносить на рассмотрение руководства предприятия предложения по улучшению организации и совершенствованию методов выполняемой им работы;
- запрашивать лично или по поручению непосредственного руководителя документы, материалы, инструменты и т.п., необходимые для выполнения своих трудовых обязанностей;
- повышать свою профессиональную квалификацию;
- на другие права, предусмотренные трудовым законодательством.
Ответственность
Оператор станков с числовым программным управлением несет ответственность:
- за ненадлежащее исполнение или неисполнение своих обязанностей, предусмотренных настоящей рабочей инструкцией, — в пределах, установленных действующим трудовым законодательством Российской Федерации;
- за правонарушения, совершенные в процессе своей деятельности, — в пределах, установленных действующим административным, уголовным и гражданским законодательством Российской Федерации;
- за причинение материального ущерба предприятию – в пределах, установленных действующим законодательством;
- за несоблюдение правил эксплуатации и требований инструкций по охране труда и пожарной безопасности;
- за несоблюдение правил внутреннего трудового распорядка и производственной санитарии.
Квалификационные требования
Оператором станков с числовым программным управлением принимается лицо, имеющее среднее профессиональное образование. Возможность повышения квалификации предоставляется по усмотрению непосредственного руководителя.
Оператор станков с числовым программным управлением должен знать:
- способы и правила механической и электромеханической наладки;
- устройство, принципиальные схемы оборудования и взаимодействие механизмов станков с программным управлением;
- корректировку режимов резания по результатам работы ст
Должностная инструкция оператора станка
Для ознакомление в качестве справочной информации представлены должностные инструкции:
Должностная инструкция оператора станка Скачать
Должностная инструкция оператора станка 2 разряда Скачать
Должностная инструкция оператора станка 3 разряда Скачать
Должностная инструкция оператора станка 4 разряда Скачать
Должностная инструкция оператора станка 5 разряда Скачать
Должностная инструкция фрезеровщика Скачать
Должностная инструкция фрезеровщика цеха мелких изделий Скачать
Должностная инструкция токаря Скачать
Должностная инструкция токаря цеха мелких изделий Скачать
Должностная инструкция шлифовщика Скачать
Должностная инструкция станочника широкого профиля Скачать
Должностная инструкция сверловщика Скачать
Должностная инструкция сверловщика цеха мелких изделий Скачать
Должностная инструкция наладчика станка Скачать
Ознакомиться с основными моделями металлооборабатывающих станков
Металлорежущие станки:
универсальный токарно-винторезный станок купить;
токарный станок по металлу купить;
токарный станок с ЧПУ, фрезерный станок с ЧПУ купить;
настольный токарный станок, токарный мини станок купить;
фрезерный станок (вертикально-горизонтальный фрезерный станок; универсальный фрезерный станок) купить;
вертикальный обрабатывающий центр с ЧПУ купить;
сверлильный станок (радиально сверлильный станок; вертикально-сверлильный станок; сверлильно-фрезерный станок) купить;
гидравлические гильотинные ножницы, листогибочный гидравлический пресс купить;
многофункциональные станки (токарно-фрезерный станок, токарно-сверлильно-фрезерный станок, настольный токарно-фрезерный станок) купить;
гидравлический пресс (дорновой пресс) купить;
шлифовальный станок купить;
ленточнопильный станок купить;
деревообрабатывающий станок купить;
справочная информация по станкам
Любые фрезерные станки самостоятельно работать не могут. Чтобы обеспечить соответствующее качество обработки деталей, таким устройством должен управлять оператор фрезерного станка с ЧПУ, который, имея соответствующую техническую подготовку, может правильно корректировать выполнение любых операций.
Роли оператора, обслуживающего фрезерные станки
Никакие производственные устройства, даже автоматизированные с числовым программным управлением, не смогут работать сами по себе. Их обязательно должен обслуживать оператор фрезерного станка. Об обязанностях, требуемых знаниях, навыках для успешной деятельности оператором на таких станках, написана эта статья.
Любое приобретение фрезерных устройств должно быть согласовано с техническими характеристиками конкретного производства. Должны быть соблюдены соответствующие условия, обеспечивающие рентабельность, возможность правильного интегрирования его с общим технологическим процессом.
О некоторых критериях выбора производственного станка
Приобретать фрезерный станок, чтобы 2-3 раза/год выполнить ряд необходимых операций, смысла нет. Но даже для запуска серийного производства, необходимо оценивать соотношение объема вложенных средств с последующей окупаемостью этого оборудования.
Необходимо учитывать, что такое оборудование должно обслуживаться квалифицированными техническими специалистами, например, оператор фрезерного станка с ЧПУ в задачи которого, как правило, входят:
- Исполнение необходимых чертежей с «нулевой» отметки или оцифровка данных, уже имеющихся в архиве;
- Представление в 3D измерении нужных деталей, сборочных изделий, узлов с учетом электронных чертежей в измерении 2D и ранее созданных математических моделей;
- Создание программ управления системами ЧПУ, встроенных на фрезерных устройствах;
- Обслуживание фрезеровочных станков, контроль всех этапов их деятельности.

Первые из этих трех задач, большей частью относятся к обслуживанию CAD/CAM автоматических систем, применяющихся в самых разнообразных промышленных областях, а также медицине, стоматологии.
Интересно. Кстати, при производстве зубных протезов с помощью современных технологий, применяют компьютерное моделирование их с последующим фрезерованием на устройствах со встроенными системами ЧПУ. И здесь также необходима качественная, грамотная работа оператора по управлению станком ЧПУ.
К четвертому типу задач оператора относят работу по обслуживанию станка, связанную с навыками наладчика, квалифицированного работника, грамотного специалиста по использованию систем автоматического программирования CAD/CAM. Все эти работы вполне может сочетать один человек с высокой квалификацией, хорошим уровнем подготовки.
На качество изготовления любой продукции влияют многие факторы от создания необходимой управляющей программы на алгоритмическом языке до надежности закрепления фрез, самих заготовок, перед тем как запустить станок.
Важно. Часто поставщики фрезерного оборудования кроме наладочных работ по установке своих промышленных устройств организовывают обучение для персонала, по специализации «оператор станка», который будет правильно и грамотно обслуживать их оборудование. Причем допуск к работе получит только тот работник, который пройдет необходимый инструктаж.
Выбирая новые фрезерные устройства для своего предприятия, необходимо всегда думать о будущем, так как современное оборудование обычно имеет более широкие возможности. Но нужно рационально подходить к их приобретению, не переплачивая за опции, которые не скоро могут быть востребованы. Самое оптимальное в таких случаях, это ориентироваться на свой бизнес-план, где должны быть отображены планируемые сроки окупаемости.

Требования к оператору
Результативная эксплуатация фрезерного устройства, при которой выпускаются качественные детали, увеличивается прибыль, напрямую зависит от квалификации обслуживающего персонала. При наборе на производство рабочих по специализации «оператор ЧПУ», необходимо придерживаться следующих требований:
- Работая, на промышленном фрезерном станке, работник обязан уметь грамотно направлять, контролировать выполнение производственного процесса. Ведь само устройство функционирует под управлением заданной обслуживающим работником программы, которую он зачастую самостоятельно разрабатывает, занимается ее техническим обслуживанием.
- Также требования к оператору включают в себя:
- наличие у него хорошего глазомера;
- внимательное, ответственное отношение к работе;
- отличная зрительно-моторная согласованность координации;
- хорошо развитое пространственно-временное воображение;
- инженерно-техническое мышление.
Важно. Выполненная работа оператор, для которой применил все свои инженерно-технические способности и знания, всегда будет отличаться своим высоким качеством. К требованиям по характеристике оператора относятся обладание ним определенными знаниями физико-математического характера, преимущественно разделов механики, сведений по электротехнике.
Также оператор ЧПУ обязан:
- уметь читать любые схемы, чертежи;
- делать различные расчеты, вычисления;
- иметь логическое мышление;
- разбираться в алгоритмических языках, алгоритмах, основах информатики.

К многочисленным обязанностям и требованиям к должности оператор фрезерного станка с ЧПУ причисляются:
- наличие необходимых знаний по устройству электронных систем;
- умение разбираться в типах разных режущих инструментов;
- ориентирование в режимах фрезеровки с целью их правильного выбора в конкретных случаях;
- знание технических норм, требований по технике безопасности;
- умение определить уровень качества готовых изделий, применяя знания по метрологии.
Нужно отметить, что все приведенные знания, умения, навыки не находятся в человеке изначально, с рождения. Чтобы их приобрести, нужно в первую очередь иметь желание учиться, проявлять интерес к электронной технике, освоению новых приемов работы, закрепляя полученный опыт, знания на практике.
Интересно. Название специальности «оператор» на латинском языке означает «производитель, работник».
О востребованности специальности
В современном производстве важнейшей его частью считается фрезерная обработка металлов, которая часто занимает первое место в разных промышленных областях, таких как:
- приборостроение;
- машиностроение;
- строительство.
Во всех этих отраслях одной из наиболее востребованных специальностей является оператор фрезерного станка с ЧПУ, потребность в которых постоянно растет, особенно в отрасли металлообработки.
Эта рабочая специальность входит в производственную базу предприятий, занимающихся изготовлением деталей из жаропрочной и нержавеющей стали. Такие предприятия имеют свои современные устройства с ЧПУ, такие как фрезерные или токарные станки. Для работы на этих современных станках требуются специалисты, которые могут не просто так нажимать различные кнопки, а люди, имеющие четкие знания и представления о технологических процессах, применяемых в них инструментах.
Внимание. Обобщим все обязанности, которых должен придерживаться оператор, обслуживающий устройства с ЧПУ:
- наладка и подготовка станка к работе;
- настройка необходимых программ;
- переналаживать устройство на выполнение требуемых операций;
- установка и смена режущих инструментов;
- установка деталей для последующей обработки;
- наблюдение и контроль работы устройства.

В современных станках выполняемые ими операции все время усложняются, поэтому обслуживающий их оператор обязан владеть самыми разными знаниями:
- по методам и способам обработки металла;
- об особенностях работы фрезерных станков;
- по технике безопасности и эксплуатации оборудования;
- всех правил измерительных работ;
- о стандартизированных допусках и оптимальному отклонению в размерах деталей.
Устройства с ЧПУ являются оборудованием со встроенным компьютером и потому так важно, чтобы оператор станка был не просто пользователем ПК, но мог разбираться в программном обеспечении. Его ответственное отношение к профессиональным обязанностям, регулярное отслеживание новых способов и методов технологической обработки деталей на устройствах с ЧПУ повысит существенно производительность таких станков.
Должностная инструкция оператора станков с чпу
Единый тарифно-квалификационный справочник работ и профессий рабочих (ЕТКС), 2017
Часть №2 выпуска №2 ЕТКС
Выпуск утвержден Постановлением Минтруда РФ от 15.11.1999 N 45
(в редакции Приказа Минздравсоцразвития РФ от 13.11.2008 N 645)
Раздел ЕТКС «Механическая обработка металлов и других материалов»
Оператор станков с программным управлением
§ 64. Оператор станков с программным управлением 2-го разряда
Характеристика работ. Ведение процесса обработки с пульта управления простых деталей по 12 — 14 квалитетам на налаженных станках с программным управлением с одним видом обработки. Установка и съем деталей после обработки. Наблюдение за работой систем обслуживаемых станков по показаниям цифровых табло и сигнальных ламп. Проверка качества обработки деталей контрольно-измерительными инструментами и визуально. Подналадка отдельных простых и средней сложности узлов и механизмов под руководством оператора более высокой квалификации.
Должен знать: принцип работы обслуживаемых станков с программным управлением; правила управления обслуживаемого оборудования; наименование, назначение, устройство и условия применения наиболее распространенных приспособлений, режущего, контрольно-измерительных инструментов; признаки затупления режущего инструмента; наименование, маркировку и основные механические свойства обрабатываемых материалов; основы гидравлики, механики и электротехники в пределах выполняемой работы; условную сигнализацию, применяемую на рабочем месте; назначение условных знаков на панели управления станком; правила установки перфолент в считывающее устройство; способы возврата программоносителя к первому кадру; систему допусков и посадок; квалитеты и параметры шероховатости; назначение и свойства охлаждающих и смазывающих жидкостей; правила чтения чертежей обрабатываемых деталей.
Примеры работ
Валы, рессоры, поршни, специальные крепежные детали, болты шлицевые и другие центровые детали с кривошипными коническими и цилиндрическими поверхностями — обработка наружного контура на двух координатных токарных станках.
2. Винты, втулки цилиндрические, гайки, упоры, фланцы, кольца, ручки — токарная обработка.
3. Втулки ступенчатые с цилиндрическими, коническими, сферическими поверхностями — обработка на токарных станках.
4. Кронштейны, фитинги, коробки, крышки, кожухи, муфты, фланцы фасонные и другие аналогичные детали со стыковыми и опорными плоскостями, расположенными под разными углами, с ребрами и отверстиями для крепления — фрезерование наружного и внутреннего контура, ребер по торцу на трех координатных станках.
5. Отверстия сквозные и глухие диаметром до 24 мм — сверление, цекование, зенкование, нарезание резьбы.
6. Трубы — вырубка прямоугольных и круглых окон.
7. Шпангоуты, полукольца, фланцы и другие аналогичные детали средних и крупных габаритов из прессованных профилей, горячештампованных заготовок незамкнутого или кольцевого контура из различных металлов — сверление, растачивание, цекование, зенкование сквозных и глухих отверстий, имеющих координаты.
Оператор станков с программным управлением 3-го разряда
Характеристика работ. Ведение процесса обработки с пульта управления средней сложности и сложных деталей по 8 — 11 квалитетам с большим числом переходов на станках с программным управлением и применением трех и более режущих инструментов. Контроль выхода инструмента в исходную точку и его корректировка. Замена блоков с инструментом. Контроль обработки поверхности деталей контрольно-измерительными приборами и инструментами. Устранение мелких неполадок в работе инструмента и приспособлений.
Должностная инструкция оператора станков с ЧПУ
Подналадка отдельных простых и средней сложности узлов и механизмов в процессе работы.
Должен знать: устройство отдельных узлов обслуживаемых станков с программным управлением и особенности их работы; работу станка в автоматическом режиме и в режиме ручного управления; назначение и условия применения контрольно-измерительных инструментов и приборов; конструкцию приспособлений для установки и крепления деталей на станках с программным управлением; системы программного управления станками; технологический процесс обработки деталей; систему допусков и посадок; квалитеты и параметры шероховатости; организацию работ при многостаночном обслуживании станков с программным управлением; правила чтения чертежей обрабатываемых деталей и программы по распечатке; начало работы с различного основного кадра; причины возникновения неисправностей станков с программным управлением и способы их предупреждения.
Примеры работ
1. Втулки, валы, штоки, поршни, ступицы гребных винтов, шатуны, кольца, лабиринты, шестерни, подшипники и другие аналогичные центровые детали со ступенчатыми цилиндрическими поверхностями, канавками и выточками — токарная обработка наружного контура.
2. Корпуса, вкладыши, подшипники, крышки подшипников, обтекатели и кронштейны гребных винтов, кулачки распределительных валов, штампы и пресс-формы сложной конфигурации, лопатки паровых и газовых турбин с переменным профилем, матрицы — фрезерование и нарезание резьбы.
3. Корпуса компрессора и редуктора, крышки насосов редукторов, разделительных корпусов, упор, коробок приводов и агрегатов и другие средние и крупногабаритные корпусные детали — обработка торцовых поверхностей, гладких и ступенчатых отверстий и плоскостей.
4. Отверстия сквозные и глухие диаметром свыше 24 мм — сверление, рассверливание, развертывание, нарезание резьбы.
5. Рычаги, качалки, кронштейны, рамки и другие сложнопространственные детали — обработка наружных и внутренних контуров на трех координатных токарных станках.
6. Стаканы со сложными выточками, глухим дном и фасонными поверхностями и с отверстиями, изготовленные из пруткового материала, отливок и штамповок, — обработка наружного и внутреннего контура на токарно-револьверных станках.
7. Шкивы, шестерни, маховики, кольца, втулки, диски, колеса зубчатые, стаканы — обработка на карусельных станках.
§ 66. Оператор станков с программным управлением 4-го разряда
Характеристика работ. Ведение процесса обработки с пульта управления сложных деталей по 7 — 10 квалитетам на станках с программным управлением. Обслуживание многоцелевых станков с числовым программным управлением (ЧПУ) и манипуляторов (роботов) для механической подачи заготовок на рабочее место. Управление группой станков с программным управлением. Установка инструмента в инструментальные блоки. Подбор и установка инструментальных блоков с заменой и юстировкой инструмента. Подналадка узлов и механизмов в процессе работы.
Должен знать: устройство, принципиальные схемы оборудования и взаимодействие механизмов станков с программным управлением, правила их подналадки; корректировку режимов резания по результатам работы станка; основы электротехники, электроники, механики, гидравлики, автоматики в пределах выполняемой работы; кинематические схемы обслуживаемых станков; организацию работ при многостаночном обслуживании станков с программным управлением; устройство и правила пользования контрольно-измерительными инструментами и приборами; основные способы подготовки программы; код и правила чтения программы по распечатке и перфоленте; определение неисправности в станках и системе управления; способы установки инструмента в инструментальные блоки; способы установки приспособлений и их регулировки; приемы, обеспечивающие заданную точность изготовления деталей; систему допусков и посадок; квалитеты и параметры шероховатости; правила чтения чертежей обрабатываемых деталей.
Примеры работ
Валы с нарезкой резьбы длиной до 1500 мм — токарная обработка.
2. Детали корпусные авиавинтов и авиаколес со сложной геометрической формой, с большим числом отверстий — фрезерование фасонного контура, сверление, зенкерование, растачивание.
3. Диафрагмы, диски, поршни, силовые кольца, фланцы и другие крупногабаритные детали — токарная обработка.
4. Диски компрессоров и турбин — обработка с двух сторон за две операции.
5. Каркасы оперения законцовок рулей, панели крыла и другие аналогичные детали с теоретическими контурами, карманами, подсечками, окнами, отверстиями — фрезерная обработка.
6. Кольца шарикоподшипников, инжекторы водяные и паровые, пресс-формы многоместные — токарная обработка.
7. Копиры, матрицы, пуансоны конфигурации — фрезерование.
8. Корпуса компрессоров и турбин, спрямляющие и направляющие аппараты, силовые кольца и фланцы и другие крупногабаритные кольцевые и дисковые детали с криволинейными коническими, цилиндрическими поверхностями — токарная обработка по наружному и внутреннему контуру.
9. Корпуса опорных подшипников, блоки цилиндров, валы коленчатые и судовые, винты гребные, статоры турбогенераторов, спицы гребных ледовых винтов, пресс-формы, кондуктора сложные, шкивы тормозные, муфты — обработка на расточных станках.
10. Корпуса судовых механизмов, компенсаторов, двигателей, приводов, коробок скоростей, гидроприводов, крышки, втулки тонкостенные — обработка на токарных и фрезерных станках.
11. Носки крыла, центроплана, пояса, балки, лонжероны, нервюры, окантовки, шпангоуты, панели и другие аналогичные детали с наличием переменной малки — фрезерование наружного и внутреннего контура с двух сторон.
12. Цилиндры паровых турбин, патрубки паровых турбин, доски трубные, каркасы и другие детали — сверление, развертывание и нарезание резьбы.
13. Шары и шаровые соединения, головки разные с многозаходной резьбой, валы с резьбой — токарная обработка.
§ 67. Оператор станков с программным управлением 5-го разряда
Характеристика работ. Ведение процесса обработки с пульта управления сложных деталей с большим числом переходов, требующих перестановок деталей и комбинированного крепления их по 6 — 7 квалитетам на станках с программным управлением. Обработка пробных деталей после наладки.
Должен знать: устройство и кинематические схемы различных станков с программным управлением и правила их наладки, правила настройки и регулировки контрольно-измерительных инструментов и приборов; способы установки и выверки деталей; основы теории резания металлов в пределах выполняемой работы; правила определения режимов резания по справочникам и паспорту станка; принципы калибровки сложных профилей; правила чтения чертежей обрабатываемых деталей.
Требуется среднее профессиональное образование.
Примеры работ
1. Валы с нарезкой резьбы длиной свыше 1500 мм — токарная обработка.
2. Гребенки, калибры резьбовые, червяки многозаходные — токарная обработка.
3. Коробки скоростей, корпуса двигателей и судовых механизмов — обработка на токарных и фрезерных станках.
4. Отверстия глубокие — сверление и нарезание резьбы на расточных станках.
Комментарии к профессии
Приведенные тарифно-квалификационные характеристики профессии «Оператор станков с программным управлением» служат для тарификации работ и присвоения тарифных разрядов согласно статьи 143 Трудового кодекса Российской Федерации. На основе приведенных выше характеристик работы и предъявляемых требований к профессиональным знаниям и навыкам составляется должностная инструкция оператора станков с программным управлением, а также документы, требуемые для проведения собеседования и тестирования при приеме на работу. При составлении рабочих (должностных) инструкций обратите внимание на общие положения и рекомендации к данному выпуску ЕТКС (см. раздел «Введение»).
Обращаем ваше внимание на то, что одинаковые и схожие наименования рабочих профессий могут встречаться в разных выпусках ЕТКС. Найти схожие названия можно через справочник рабочих профессий (по алфавиту).
«____» ____________ 20__ г.
Оператора станков с программным управлением 4-го разряда
1. Общие положения
1.1. Настоящая должностная инструкция определяет функциональные обязанности, права и ответственность оператора станков с программным управлением 4-го разряда [Наименование организации в родительном падеже] (далее – Компания).
1.2. Оператор станков с программным управлением 4-го разряда назначается на должность и освобождается от должности в установленном действующим трудовым законодательством порядке приказом руководителя Компании.
1.3. Оператор станков с программным управлением 4-го разряда относится к категории рабочих и подчиняется непосредственно [наименование должности непосредственного руководителя в дательном падеже] Компании.
1.4. Оператор станков с программным управлением 4-го разряда отвечает за:
- своевременное и качественное выполнение им задач по предназначению;
- соблюдение исполнительской и трудовой дисциплины;
- соблюдение мер безопасности труда, поддержание порядка, выполнение правил пожарной безопасности на порученном ему участке работы (рабочем месте).
1.5. На должность оператора станков с программным управлением 4-го разряда назначается лицо, имеющее среднее профессиональное образование по данной специальности и стаж работы не менее 1 года.
1.6. В практической деятельности оператор станков с программным управлением 4-го разряда должен руководствоваться:
- локальными актами и организационно-распорядительными документами Компании;
- правилами внутреннего трудового распорядка;
- правилами охраны труда и техники безопасности, обеспечения производственной санитарии и противопожарной защиты;
- указаниями, приказаниями, решениями и поручениями непосредственного руководителя;
- настоящей должностной инструкцией.
1.7. Оператор станков с программным управлением 4-го разряда должен знать:
- устройство, принципиальные схемы оборудования и взаимодействие механизмов станков с программным управлением, правила их подналадки;
- корректировку режимов резания по результатам работы станка;
- основы электротехники, электроники, механики, гидравлики, автоматики в пределах выполняемой работы;
- кинематические схемы обслуживаемых станков;
- организацию работ при многостаночном обслуживании станков с программным управлением;
- устройство и правила пользования контрольно-измерительными инструментами и приборами;
- основные способы подготовки программы;
- код и правила чтения программы по распечатке и перфоленте;
- определение неисправности в станках и системе управления;
- способы установки инструмента в инструментальные блоки;
- способы установки приспособлений и их регулировки;
- приемы, обеспечивающие заданную точность изготовления деталей;
- систему допусков и посадок;
- квалитеты и параметры шероховатости;
- правила чтения чертежей обрабатываемых деталей.
1.8. В период временного отсутствия оператора станков с программным управлением 4-го разряда его обязанности возлагаются на [наименование должности заместителя].
2. Функциональные обязанности
Оператор станков с программным управлением 4-го разряда осуществляет следующие трудовые функции:
2.1. Ведение процесса обработки с пульта управления сложных деталей по 7 — 10 квалитетам на станках с программным управлением.
2.2. Обслуживание многоцелевых станков с числовым программным управлением (ЧПУ) и манипуляторов (роботов) для механической подачи заготовок на рабочее место.
2.3. Управление группой станков с программным управлением.
2.4. Установка инструмента в инструментальные блоки.
2.5. Подбор и установка инструментальных блоков с заменой и юстировкой инструмента.
2.6. Подналадка узлов и механизмов в процессе работы.
В случае служебной необходимости оператор станков с программным управлением 4-го разряда может привлекаться к выполнению обязанностей сверхурочно, в порядке, предусмотренном законодательством.
Оператор станков с программным управлением 4-го разряда имеет право:
3.1. Знакомиться с проектами решений руководства предприятия, касающимися его деятельности.
3.2. Вносить на рассмотрение руководства предложения по совершенствованию работы, связанной с обязанностями, предусмотренными настоящей должностной инструкцией.
3.3. Сообщать непосредственному руководителю обо всех выявленных в процессе исполнения своих должностных
ДОЛЖНОСТНАЯ ИНСТРУКЦИЯ НАЛАДЧИКА СТАНКОВ ЧПУ
I. Общие положения
- Наладчик станков ЧПУ непосредственно подчинен _______________.
- Наладчик станков ЧПУ выполняет указания _______________.
- Наладчик станков ЧПУ замещает _______________.
- Наладчика станков ЧПУ замещает _______________.
- Наладчик станков ЧПУ назначается на должность и освобождается от должности руководителем отдела по согласованию с руководителем подразделения.
- Должен знать:
– свойства режущего инструмента;
– иметь навыки чтения чертежей;
– системы ЧПУ;
– иметь навыки настройки многокоординатных станков с ЧПУ;
– импортный режущий инструмент;
– правила эксплуатации, устройство и технологические возможности обслуживаемых станков, приспособлений, приборов и инструмента;
– иметь представление о работе программных устройств.
– правила и нормы охраны труда, техники безопасности, производственной санитарии и противопожарной защиты.
- Квалификационные требования:
– Образование – начальное, либо среднее профессиональное.
– Опыт работы – от 2-х лет.
- _________________________________________________________________.
- _________________________________________________________________.
II. Должностные обязанности
- Настройка станка и инструмента в соответствии с производственной инструкцией.
- Запуск программ на станках ЧПУ.
- Установка заготовок и инструмента по карте наладки.
- Замена программоносителя.
- Выполнение необходимых переключений в системе.
- Отработка и коррекция управляющей программы.
- Управление станком вручную во время предварительной проверки новых программ для выявления возможных ошибок.
- Наблюдение за работой оборудования и оповещение мастера и ремонтников о замеченных неисправностях.
- Контроль состояния и работоспособности инструмента.
- Замена ножей по мере необходимости.
- Контроль за производственным процесом на токарныч станках с ЧПУ.
- Проверка качества и уровня точности произведенных деталей с помощью измерительных инструментов.
- Ведение учетных записей о произведенных деталях.
- Инструктаж станочников-операторов.
- _________________________________________________________________.
- _________________________________________________________________.
III. Права
- давать подчиненным ему сотрудникам поручения, задания по кругу вопросов, входящих в его функциональные обязанности.
- контролировать выполнение производственных заданий, своевременное выполнение отдельных поручений подчиненными ему сотрудниками.
- запрашивать и получать необходимые материалы и документы, относящиеся к вопросам своей деятельности и деятельности подчиненных ему сотрудников.
- взаимодействовать с другими службами предприятия по производственным и другим вопросам, входящим в его функциональные обязанности.
- знакомиться с проектами решений руководства предприятия, касающимися деятельности Подразделения.
- предлагать на рассмотрение руководителя предложения по совершенствованию работы, связанной с предусмотренными настоящей Должностной инструкцией обязанностями.
- выносить на рассмотрения руководителя предложения о поощрении отличившихся работников, наложении взысканий на нарушителей производственной и трудовой дисциплины.
- докладывать руководителю обо всех выявленных нарушениях и недостатках в связи с выполняемой работой.
- _________________________________________________________________.
- _________________________________________________________________.
IV. Ответственность
- За неисполнение (ненадлежащее исполнение) своих должностных обязанностей, предусмотренных настоящей должностной инструкцией, в пределах, определенных действующим трудовым законодательством Украины.
- За совершенные в процессе осуществления своей деятельности правонарушения – в пределах, определенных действующим административным, уголовным и гражданским законодательством Украины.
- За причинение материального ущерба – в пределах, определенных действующим трудовым, уголовным и гражданским законодательством Украины.
- _________________________________________________________________.
- _________________________________________________________________.
«____» ____________ 20__ г.
Наладчика станков и манипуляторов с программным управлением 4-го разряда
1. Общие положения
1.1. Настоящая должностная инструкция определяет и регламентирует полномочия, функциональные и должностные обязанности, права и ответственность наладчика станков и манипуляторов с программным управлением 4-го разряда [Наименование организации в родительном падеже] (далее — Компания).
1.2. Наладчик станков и манипуляторов с программным управлением 4-го разряда назначается на должность и освобождается от должности в установленном действующим трудовым законодательством порядке приказом руководителя Компании.
1.3. Наладчик станков и манипуляторов с программным управлением 4-го разряда относится к категории рабочих и подчиняется непосредственно [наименование должности непосредственного руководителя в дательном падеже] Компании.
1.4. Наладчик станков и манипуляторов с программным управлением 4-го разряда отвечает за:
- своевременное и качественное выполнение им задач по предназначению;
- соблюдение исполнительской и трудовой дисциплины;
- соблюдение мер безопасности труда, поддержание порядка, выполнение правил пожарной безопасности на порученном ему участке работы (рабочем месте).
1.5. На должность наладчика станков и манипуляторов с программным управлением 4-го разряда назначается лицо, имеющее среднее профессиональное образование по данной специальности и стаж работы не менее 1 года.
1.6. В практической деятельности наладчик станков и манипуляторов с программным управлением 4-го разряда должен руководствоваться:
- локальными актами и организационно-распорядительными документами Компании;
- правилами внутреннего трудового распорядка;
- правилами охраны труда и техники безопасности, обеспечения производственной санитарии и противопожарной защиты;
- указаниями, приказаниями, решениями и поручениями непосредственного руководителя;
- настоящей должностной инструкцией.
1.7. Наладчик станков и манипуляторов с программным управлением 4-го разряда должен знать:
- способы и правила механической и электромеханической наладки;
- устройство обслуживаемых однотипных станков, промышленных манипуляторов и штабелеров;
- правила проверки станков на точность, манипуляторов и штабелеров на работоспособность и точность позиционирования;
- устройство и правила применения универсальных и специальных приспособлений, контрольно-измерительных инструментов и приборов;
- правила заточки, доводки и установки универсального и специального режущего инструмента;
- способы корректировки режимов резания по результатам работы станка;
- систему допусков и посадок, квалитеты и параметры шероховатости;
- основы электротехники, электроники, гидравлики и программирования в пределах выполняемой работы;
- правила чтения режимно-технологических карт обработки деталей.
1.8. В период временного отсутствия наладчика станков и манипуляторов с программным управлением 4-го разряда его обязанности возлагаются на [наименование должности заместителя].
2. Должностные обязанности
Наладчик станков и манипуляторов с программным управлением 4-го разряда осуществляет следующие трудовые функции:
2.1. Наладка на холостом ходу и в рабочем режиме механических и электромеханических устройств станков с программным управлением для обработки простых и средней сложности деталей.
2.2. Наладка нулевого положения и зажимных приспособлений.
2.3. Установление технологической последовательности обработки.
2.4. Подбор режущего, контрольно-измерительного инструмента и приспособлений по технологической карте.
2.5. Установка и смена приспособлений и инструмента.
2.6. Проверка и контроль индикаторами правильности установки приспособлений и инструмента в системе координат.
2.7. Отладка, изготовление пробных деталей и сдача их в ОТК.
2.8. Корректировка режимов резания по результатам работы станка.
2.9. Выявление неисправностей в работе электромеханических устройств.
2.10. Наладка захватов промышленных манипуляторов (роботов), штабелеров с программным управлением, а также оборудования блочно-модульных систем типа «Станок (машина) – робот», применяемых в технологическом, электротехническом, подъемно-транспортном и теплосиловом производствах, под руководством наладчика более высокой квалификации.
2.11. Проверка станков на точность, манипуляторов и штабелеров на работоспособность и точность позиционирования.
2.12. Ведение журнала учета простоев станка.
2.13. Сдача налаженного станка оператору.
2.14. Инструктаж оператора станков с программным управлением.
В случае служебной необходимости наладчик станков и манипуляторов с программным управлением 4-го разряда может привлекаться к выполнению обязанностей сверхурочно, в порядке, предусмотренном законодательством.
3. Права
Наладчик станков и манипуляторов с программным управлением 4-го разряда имеет право:
3.1. Знакомиться с проектами решений руководства предприятия, касающимися его деятельности.
3.2. Вносить на рассмотрение руководства предложения по совершенствованию работы, связанной с обязанностями, предусмотренными настоящей должностной инструкцией.
3.3. Сообщать непосредственному руководителю обо всех выявленных в процессе исполнения своих должностных обязанностей недостатках в производственной деятельности предприятия (его структурных подразделений) и вносить предложения по их устранению.
3.4. Запрашивать лично или по поручению непосредственного руководителя от руководителей подразделений предприятия и специалистов информацию и документы, необходимые для выполнения своих должностных обязанностей.
3.5. Привлекать специалистов всех (отдельных) структурных подразделений Компании к решению возложенных на него задач (если это предусмотрено положениями о структурных подразделениях, если нет – с разрешения руководителя Компании).
3.6. Требовать от руководства предприятия оказания содействия в исполнении своих должностных обязанностей и прав.
4. Ответственность и оценка деятельности
4.1. Наладчик станков и манипуляторов с программным управлением 4-го разряда несет административную, дисциплинарную и материальную (а в отдельных случаях, предусмотренных законодательством РФ, — и уголовную) ответственность за:
4.1.1. Невыполнение или ненадлежащее выполнение служебных указаний непосредственного руководителя.
4.1.2. Невыполнение или ненадлежащее выполнение своих трудовых функций и порученных ему задач.
4.1.3. Неправомерное использование предоставленных служебных полномочий, а также использование их в личных целях.
4.1.4. Недостоверную информацию о состоянии выполнения порученной ему работы.
4.1.5. Непринятие мер по пресечению выявленных нарушений правил техники безопасности, противопожарных и других правил, создающих угрозу деятельности предприятия и его работникам.
4.1.6. Не обеспечение соблюдения трудовой дисциплины.
4.2. Оценка работы наладчика станков и манипуляторов с программным управлением 4-го разряда осуществляется:
4.2.1. Непосредственным руководителем — регулярно, в процессе повседневного осуществления работником своих трудовых функций.
4.2.2. Аттестационной комиссией предприятия — периодически, но не реже 1 раза в два года на основании документированных итогов работы за оценочный период.
4.3. Основным критерием оценки работы наладчика станков и манипуляторов с программным управлением 4-го разряда является качество, полнота и своевременность выполнения им задач, предусмотренных настоящей инструкцией.
5. Условия работы
5.1. Режим работы наладчика станков и манипуляторов с программным управлением 4-го разряда определяется в соответствии с правилами внутреннего трудового распорядка, установленными в Компании.
5.2. В связи с производственной необходимостью наладчик станков и манипуляторов с программным управлением 4-го разряда обязан выезжать в служебные командировки (в том числе местного значения).
С инструкцией ознакомлен __________/____________/«____» _______ 20__ г.
Оператор станка с ЧПУ Описание задания Пример

Операторы станков с ЧПУ гарантируют, что станки с ЧПУ производят отличные продукты. Источник изображения: Trainingcenters.org
Оператор станка с ЧПУ Описание задания Пример
Оператор станка с ЧПУ – это человек, который создает модель для различных компьютерных программ, которая помогает функционированию механического устройства при сверлении, формовании и резке материалов, используемых для производства в промышленности.
Описание работы оператора станка с ЧПУ состоит в том, чтобы оценить элементы и характеристики необходимых предметов и расположить их в правильном порядке.
Как программист, оператор пишет или создает уникальные шаблоны перевода, вводя инструкции в компьютерную систему с определенными режимами команд, на которые устройство реагирует соответствующим образом.
Хейвен запрограммировал машину для работы в соответствии с указаниями, он / она вручную распределяет все детали, необходимые для производства, в машину и наблюдает, как она работает на компьютере.
Он / она использует свой опыт программирования для тщательного мониторинга машины, чтобы обнаружить любые проблемы, которые могут возникнуть.Это включает уделение надлежащего внимания звуку, исходящему от станка, чтобы заметить, не слишком ли велика вибрация в режущих инструментах, поскольку это может повлиять на качество производства.
Он / она несет ответственность за обеспечение того, чтобы изделия выходили в хорошем состоянии, обеспечивая надлежащую смазку или смазку заготовки, то есть металла или пластика, используемой для производства, во избежание поломки.
В их обязанности входит использование их творческого подхода и опыта в работе по изготовлению изделий по индивидуальному заказу по запросу клиентов, а также ежедневный осмотр оборудования для выявления неисправностей и немедленного их устранения.
Хороший менеджер, оператор станка с ЧПУ избегает растраты ресурсов и материалов, производя большое количество отдельных частей продукции за раз, основываясь на спецификации задания, и делает то же самое с другими деталями, пока работа не будет завершена.
Они работают с другими членами команды в ходе выполнения служебных обязанностей и всегда открыты, чтобы узнавать у них что-то новое, чтобы выполнить работу.
Они всегда на ногах, двигаются, сгибаются и растягиваются, чтобы поставить все на свои места и обеспечить успешное производство.
Оператор станка с ЧПУ Описание задания Пример
Обязанности, задачи и обязанности описания работы оператора станка с ЧПУ показаны в примере описания работы ниже:
- Настройка компьютеризированных станков для выполнения функций станка на заготовке
- Инструкция по управлению вводом в машину
- Оцените программные чертежи, чтобы обозначить машинные операции и размеры
- Установка станков и приспособлений с использованием ручных рабочих инструментов
- Замените старые станки при износе новыми
- Используйте сетевые ссылки для обеспечения передачи команд с компьютерных серверов на компьютерные модули числового управления .
- Выполните точные измерения заготовки и манометров для производства
- Выполнение мероприятий по техническому обслуживанию для обеспечения хорошего состояния машин.
- Управляйте тремя или более машинами практически без помощи
- Заменить или заменить переключатели и цилиндры
- Убедитесь, что все машины работают с умеренной и правильной скоростью.
Пример описания работы, показанный выше, предоставляет хорошую информацию для создания раздела истории работы резюме для поиска работы оператора станка с ЧПУ.
Требования – Навыки, знания и умения на должность оператора станка с ЧПУ
Ниже приведены жизненно важные требования, которым должен соответствовать оператор станка с ЧПУ, чтобы быть эффективными на работе и быть принятыми на работу большинством работодателей:
- Хорошее знание настройки и эксплуатации
- Хорошее знание чертежей и микрометров
- Хорошее знание правок и G-кодов
- Иметь базовые знания производственных материалов
- Высококвалифицированный в VTL, VTC и мостового крана
- Хорошие коммуникативные навыки.
Возможно, вам придется пройти тест на работу, чтобы получить работу, чтобы повысить свои шансы на получение высоких результатов сегодня!
Тесты для оценки работы: как победить в конкурсе
В рамках процесса приема на работу большинство кандидатов, прошедших начальную фазу отбора резюме / резюме, должны сдать оценочный тест на ту работу или должность, на которую они претендуют.
Цель этого этапа – определить, обладает ли кандидат соответствующим набором навыков и качеств, чтобы преуспеть в работе.
Узнайте, какие тесты вам нужно будет пройти, чтобы получить должность, на которую вы претендуете; получите много проверенных на практике практических материалов для подготовки прямо сейчас: верный способ получить высокие оценки в тестах на работу.
Оператор ЧПУ / машинист Описание образца
- Войти в систему
- Разместить вакансию
- Найти кандидатов
- преимущества
- Наша история
- Наши клиенты
- Малый бизнес
- Mid Market
- Предприятие
- Штатное расписание
- Правительство
- Работа Реклама
- Поиск резюме
- Работодатель Брендинг
- Полное обслуживание Sourcing
- HR Программное обеспечение и услуги
- Рекомендуемые товары
- Все товары
- Ресурсы работодателя
- Стратегии рекрутинга
- Шаблоны должностных обязанностей
- Управление персоналом и планирование
- Обучение монстров
- Найм сотрудников для вашего малого бизнеса
- Рекрутинг Блог
- Преимущества
- Решения
- Продукты
- Цены
- Ресурсы
- Наша история
- Наши клиенты
- Малый бизнес
- Mid Market
- Предприятие
- Штат
- Правительство
ЧПУ Машинист Описание работы | Snagajob
ЧТО ДЕЛАЕТ МАШИНИСТЫ С ЧПУ?
работают с тяжелым машинным оборудованием с ЧПУ, от установки до эксплуатации, для производства деталей и инструментов из металла, пластика или других материалов. Оборудование с компьютерным управлением – это точное оборудование, которое режет, шлифует или сверлит материал. Машинисты с ЧПУ вносят коррективы в станок, чтобы контролировать скорость, подачу материала и траекторию реза, а также убедиться, что станки настроены правильно, работают хорошо и производят качественный продукт.Машинисты с ЧПУ удостоверяются, что их машины работают на полную мощность, снабжены необходимыми материалами, содержатся в хорошем состоянии и проводят периодические проверки производительности. Они смотрят на готовый продукт, чтобы убедиться, что он не имеет дефектов и готов к следующему этапу производства.
Машинисты с ЧПУ
могут работать на разных станках или специализироваться на одном сложном станке. Это строители, производители, механики, ремесленники и специалисты по обеспечению качества, все в одном лице.
СКОЛЬКО ДЕЛАЕТСЯ МАШИНИСТЫ С ЧПУ?
По данным Бюро статистики труда (BLS), средний почасовой доход машинистов в 2010 году составил 19 долларов.19 или 39 910 долларов в год.
ЧТО ТАКОЕ ОБРАЗОВАТЕЛЬНЫЕ ТРЕБОВАНИЯ?
Машинисты с ЧПУ могут получить навыки через профессионально-технические училища, технические колледжи или программы общественных колледжей, или ученичества. Как правило, для полного обучения требуется 4-5 лет комбинированного обучения и обучения на рабочем месте. Чтобы преуспеть, машинисты должны иметь многолетний опыт и должны демонстрировать способности к математике, решению проблем и навыкам работы на компьютере. Сертификация доступна.
НАВЫКИ И ТРЕБОВАНИЯ РАБОТЫ
- Математические навыки: Хорошие математические навыки помогут машинистам с ЧПУ понять сложные инструкции, как работают схемы и убедиться, что элементы спроектированы и построены правильно.
- Навыки решения проблем: машинистам с ЧПУ необходимо знать, почему машины не работают с максимальной производительностью, как увеличить производительность и как исправить ошибки.
- Внимание к деталям: машинисты с ЧПУ будут работать с высокоточным оборудованием. Отключение на миллиметры может быть критической ошибкой. Требуется пристальное внимание к деталям.
- Механические и технические навыки: машинам, управляемым компьютерами, потребуются операторы, которые понимают технологию CAD / CAM.
- Выносливость: машинисты с ЧПУ часто работают много часов, выполняя повторяющиеся движения.
БУДУЩЕЕ СТАНКОВ С ЧПУ
Рост рабочих мест будет медленным для всех машинистов и операторов машин в течение следующих нескольких лет, согласно BLS. Главным образом из-за постоянной автоматизации в магазине и иностранной конкуренции. Но все равно будет необходимость в операторах машин с широким спектром навыков, которые могут работать где угодно в магазине, и ваш лучший выбор при приеме на работу – выучить как можно больше навыков, а не специализироваться на какой-либо одной машине.
,Описание работы оператора станка
– Как стать оператором станка
ЧТО ДЕЛАЮТ ОПЕРАТОРЫ МАШИНЫ?
Операторы машин, также известные как машинисты или производители инструментов и штампов, работают с тяжелой техникой от установки до эксплуатации. Операторы машин могут работать с оборудованием, управляемым компьютером, или с более механическими машинами, чтобы убедиться, что они настроены правильно, работают хорошо и производят качественный продукт. Операторы машин проверяют, что их машины работают на полную мощность, снабжены необходимыми материалами, содержатся в хорошем состоянии и проводят периодические проверки производительности.
Операторы машин могут работать на разных машинах или специализироваться на одной сложной машине. Это строители, производители, механики, ремесленники и специалисты по обеспечению качества, все в одном лице.
СКОЛЬКО СДЕЛАНЫ ОПЕРАТОРЫ МАШИНЫ
По данным Бюро статистики труда (BLS), средний почасовой доход машинистов в 2010 году составлял 19,19 долл. США, или 39 910 долл. США в год.
ЧТО ТАКОЕ ОБРАЗОВАТЕЛЬНЫЕ ТРЕБОВАНИЯ?
Машинисты могут получать навыки в профессиональных школах, технических колледжах, программах местных колледжей или в учебных заведениях.Как правило, для полного обучения требуется 4-5 лет комбинированного обучения и обучения на рабочем месте. Чтобы преуспеть, операторы машин должны иметь многолетний опыт и должны демонстрировать способности к математике, решению проблем и навыкам работы на компьютере. Сертификация доступна.
НАВЫКИ И ТРЕБОВАНИЯ РАБОТЫ
- Математические навыки: Хорошие математические навыки помогут операторам машины понять сложные инструкции, как работают схемы и убедиться, что элементы спроектированы и построены правильно.
- Навыки решения проблем. Операторам станков необходимо знать, почему машины не работают с максимальной производительностью, как увеличить производительность и как исправить ошибки.
- Внимание к деталям: операторы машин будут работать с высокоточным оборудованием. Отключение на миллиметры может быть критической ошибкой. Требуется пристальное внимание к деталям.
- Механические и технические навыки. Некоторые машины управляются компьютерами, и операторам необходимо будет работать с технологией CAD / CAM. Другие очень механические, и операторы должны будут знать, как и почему они работают.
- Выносливость: операторы машин часто работают много часов, делая повторяющиеся движения.
- Аналитические навыки. Операторам станка необходимо прочитать и понять чертежи, схемы, модели и другие технические характеристики.
БУДУЩЕЕ ОПЕРАТОРОВ МАШИНЫ
Рост рабочих мест будет медленным для операторов машин в течение следующих нескольких лет, согласно BLS. Главным образом из-за постоянной автоматизации в магазине и иностранной конкуренции. Но все равно будет необходимость в операторах машин с широким спектром навыков, которые могут работать где угодно в магазине, и ваш лучший выбор при приеме на работу – выучить как можно больше навыков, а не специализироваться на какой-либо одной машине.
Должностная инструкция оператора станков с ЧПУ
Должностная инструкция оператора станков с чпу – юридические советы

1. Общие положения
1.1. Настоящая должностная инструкция определяет функциональные, должностные обязанности, права и ответственность оператора станков с программным управлением 4 разряда; подразделения «Заключительные технологии» (далее – Оператор станков с программным управлением 4 разряда;) Российский союз промышленников и предпринимателей (далее Учреждение).
1.2. На должность оператора станков с программным управлением 4 разряда; назначается лицо, удовлетворяющее следующим требованиям к образованию и обучению:
Особые условия допуска к работе оператора станков с программным управлением 4 разряда; :
1.3. Оператор станков с программным управлением 4 разряда; должен знать:
1.4. Оператор станков с программным управлением 4 разряда; должен уметь:
1.5. Оператор станков с программным управлением 4 разряда; назначается на должность и освобождается от должности приказом исполнительного вице-президента Учреждения в соответствии с действующим законодательством Российской Федерации.
1.6. Оператор станков с программным управлением 4 разряда; подчиняется исполнительному вице-президенту Учреждения и начальнику подразделения «Заключительные технологии»
2. Трудовые функции
3. Должностные обязанности
Оператор станков с программным управлением 4 разряда; имеет право:
4.1. Запрашивать и получать необходимую информацию, а так же материалы и документы, относящиеся к вопросам деятельности оператора станков с программным управлением 4 разряда; .
4.2. Повышать квалификацию, проходить переподготовку (переквалификацию).
4.3. Вступать во взаимоотношения с подразделениями сторонних учреждений и организаций для решения вопросов, входящих в компетенцию оператора станков с программным управлением 4 разряда; .
4.4. Принимать участие в обсуждении вопросов, входящих в его функциональные обязанности.
4.5. Вносить предложения и замечания по вопросам улучшения деятельности на порученном участке работы.
4.6. Обращаться в соответствующие органы местного самоуправления или в суд для разрешения споров, возникающих при исполнении функциональных обязанностей.
4.7. Пользоваться информационными материалами и нормативно-правовыми документами, необходимыми для исполнения своих должностных обязанностей.
4.8. Проходить в установленном порядке аттестацию.
Оператор станков с программным управлением 4 разряда; несет ответственность за:
5.1. Неисполнение (ненадлежащее исполнение) своих функциональных обязанностей.
5.2. Невыполнение распоряжений и поручений исполнительного вице-президента Учреждения.
5.3. Недостоверную информацию о состоянии выполнения порученных заданий и поручений, нарушении сроков их исполнения.
5.4. Нарушение правил внутреннего трудового распорядка, правила противопожарной безопасности и техники безопасности, установленных в Учреждении.
5.5. Причинение материального ущерба в пределах, установленных действующим законодательством Российской Федерации.
5.6. Разглашение сведений, ставших известными в связи с исполнением должностных обязанностей.
За вышеперечисленные нарушения оператор станков с программным управлением 4 разряда; может быть привлечен в соответствии с действующим законодательством в зависимости от тяжести проступка к дисциплинарной, материальной, административной, гражданской и уголовной ответственности.
Настоящая должностная инструкция разработана в соответствии с положениями (требованиями) Трудового кодекса Российской Федерации от 30.12.2001 г.
№ 197 ФЗ (ТК РФ) (с изменениями и дополнениями), профессионального стандарта «Резчик труб и заготовок» утвержденного приказом Министерства труда и социальной защиты Российской Федерации от 3 декабря 2020 г.
№ 1000н и иных нормативно–правовых актов, регулирующих трудовые отношения.
В чем состоят должностные обязанности оператора станков с чпу?
Станок с ЧПУ — это сложное электромеханическое устройство, которое в наши дни является неотъемлемой частью многих производств и требует для обслуживания присутствия двух специалистов: наладчика и оператора. Несмотря на то что работа оператора со станком требует меньшей квалификации, чем у наладчика, контактирует оператор с устройством чаще.
Основные трудовые обязанности оператора станков с ЧПУ заключаются:
- в обслуживании оборудования;
- проведении измерительных работ;
- настройке оборудования для изготовления серии деталей по заданным параметрам.
Полный перечень должностных обязанностей оператора станков с ЧПУ устанавливается в должностной инструкции, которая разрабатывается каждой организацией самостоятельно.
Форма и применение должностной инструкции оператора ЧПУ
Законодательство не устанавливает унифицированной формы для должностных инструкций, поэтому каждый работодатель имеет право разработать этот документ в той форме, которая соответствует правилам внутреннего документооборота предприятия.
После разработки (и это уже требование закона) должностная инструкция должна быть утверждена руководством предприятия.
Отметка об этом традиционно размещается в начале документа (либо на титульном листе, либо в первом абзаце): дата утверждения, данные руководителя и его подпись.
Читать дальше придомовой территории частного дома
Работник, принимаемый на должность оператора станка с ЧПУ, должен быть ознакомлен с положениями инструкции еще до вступления в должность. В подтверждение этого специалист оставляет свою подпись либо на должностной инструкции, либо в специальном журнале.
Профессия Оператор станков с программным управлением: суть его работы

Станки с числовым программным управлением широко применяются во всех сферах производства от машиностроения до деревообработки.
К примеру, если взять любой современный автомобиль, то больше половины деталей в нем (коробки передач, карданные и коленчатые валы и т.д.) будут выточены именно на фрезерно-токарных станках с ЧПУ.
Обработка металлов – наиболее распространенная область для такого рода машин.
Современные станки с ЧПУ могут проводить сложный цикл обработки, затратив вдвое меньше времени и на порядок снизив себестоимость продукции.
Однако управлять такими агрегатами могут только высококвалифицированные специалисты, хорошо разбирающиеся в электронике.
Суть обязанностей оператора станков с ЧПУ
Станок с программным управлением представляет собой некий гибрид компьютера и фрезерного, токарного, столярного станка. Есть также модели, которые проводят весь комплекс по выточке сложных объемных деталей, чередуя несколько различных операций.
В общих чертах, как работает станок с ЧПУ: внутрь закрытой камеры, либо на стол помещается заготовка, которая обрабатывается инструментом. Её позиционирование задается специальной программой. Человек при этом не участвует в процессе, за него всё делает автоматика.
Изготовление изделия происходит по заранее написанному алгоритму, который прописан в программном коде компьютера станка ЧПУ (на жестком диске, магнитной ленте, перфокартах и т.д.).
Оператору станков с программным управлением, как уже было сказано выше, нет необходимости вручную обтачивать деталь. Его работа сводится к нескольким функциям:
- следить за исправностью работы станка;
- вводить нужные команды с пульта управления;
- помещение заготовки в камеру, извлечение готовой детали;
- подналадка, подстройка отдельных узлов и соединений станка.
Опытные специалисты также имеют право управлять группами станков, а также руководить работой подчиненных. При этом высококвалифицированные операторы могут обслуживать универсальные станки, проводящих несколько технологических операций за цикл.
Также квалифицированные работники помогают наладчикам станков с ЧПУ в настройке оборудования и составлении программ обработки. Нередко при этом оператор совмещает две эти должности.
Опытный специалист может за раз обслуживать несколько станков с ЧПУ, следя за непрерывностью цикла производства. Это требует большой внимательности и навыков, а также умения грамотно рассчитывать время обработки.
Личностные качества и требования к квалификации оператора станков с ЧПУ
К профессии оператора станков с программным управлением предъявляются весьма высокие требования. Он должен знать:
устройство и назначение различных станков с ЧПУ;
правила наладки станков и составление программ;
код и правила чтения программ для станка;
способы установки и выверки деталей перед началом производственного цикла;
систему допусков и посадок для изделий различного типа;
правила чтения чертежей для различных деталей;
методы использования контрольно-измерительных приборов.
Работник высокой квалификации должен уметь разбираться во всех видах станков с ЧПУ, включая наиболее сложные, производящие детали сложной формы и требующие большого количества переходов.
Для подобной работы требуется внимательность, технический склад ума и умение разбираться в компьютерной технике, высокая дисциплинированность, аккуратность. Работодатели крайне приветствуют навыки программирования (знание параметрического программирования), познания в электротехнике, полупроводниковых схемах.
Обучение по данной специальности производится на базе средних профессиональных учебных заведений. Как правило, это машиностроительные колледжи и техникумы. Всего по России действует порядка 160 таких учебных заведений.
Готовят операторов и в вузах технической направленности – в этом случае возможности для карьерного роста существенно увеличиваются.
Также пройти обучение можно на курсах профессиональной переподготовки, однако, при этом нужно обладать базовой рабочей специальностью, либо высшим образованием.
Квалификационные разряды для операторов станков с ЧПУ по ЕТКС
В Едином тарифно-квалификационном справочнике работ и профессий рабочих перечислены четыре разряда таких рабочих (со 2 по 5).
Оператор станков с программным управлением 2 разряда
Умеет управлять заранее налаженными станками с обработкой несложных деталей (12 – 14 квалитет точности).
Оператор станков с программным управлением 3 разряда
Обрабатывает детали по 8 – 11 квалитетам с большим количеством переходов, проводит обмер готовой детали. Может проводить подналадку отдельных несложных узлов станка.
Оператор станков с программным управлением 4 разряда
Работает на станках, обрабатывающих детали по 7 – 10 квалитетам. Умеет обслуживать многоцелевые станки с ЧПУ и манипуляторы, перемещающие деталь на рабочее место. Может управлять группой станков, ставить рабочий инструмент в блоки и т.д.
Оператор станков с программным управлением 5 разряда
Проводит те же операции, но уже по 6 – 7 квалитетам обработки деталей. При этом может заниматься обработкой деталей особо сложной формы (коробки скоростей, корпуса двигателей и т.д.)
Специальность оператора станков с ЧПУ весьма востребована на рынке труда. Такие специалисты стабильно пользуются спросом у работодателей, что не удивительно – всё высокотехнологичное производство (авиастроение, автомобилестроение, производство поездов и подвижного состава) сегодня требует точной обработки деталей. А их могут обеспечить только станки с ЧПУ.
При этом зарплата оператора станков с ЧПУ сильно колеблется – в зависимости от отрасли. Менее всего она в мебельном производстве и деревообработке – порядка 30 – 45 тысяч рублей.
Специалисты в машиностроении с опытом работы до 3 лет могут рассчитывать на стабильные 50 тысяч рублей. Более опытные работники – на 70 – 80 тысяч рублей. Потолок по зарплате – 145 тысяч рублей.
Очевидные плюсы профессии:
- достойная заработная плата;
- официальное трудоустройство и полный соцпакет;
- возможность карьерного роста на предприятии.
Минусы профессии:
- высокие требования к квалификации;
- большая ответственность;
- требуются знания и опыт;
- вредные условия труда в цеху.
Должностная инструкция оператора станков с ЧПУ – ПоЗакону

Оператор станков с ЧПУ (числовое программное управление) – это довольно востребованная и хорошо оплачиваемая профессия. Люди со специальностью наладчик-оператор нужны на машиностроительных фабриках и заводах, которые пользуются современными станками. Так как все больше оборудования автоматизируют, растет и спрос на эту профессию.
Краткое описание станков
Станки с ЧПУ работают от управляющего компьютера. Он заставляет аппарат выполнять определенные функции, которые прописывают в программном коде.
С помощью такой системы в автоматическом режиме производят всевозможные, операции по обработке материалов (в основном – металлов). ЧПУ могут установить на токарном, гибочном, фрезерном, сверлильном и другом оборудовании.
До изобретения числового компьютерного управления практически всю работу за станком делали вручную.
Станок с ЧПУ может иметь в арсенале токарные резцы, фрезы, сверла, прессовочные формы и даже лазер. Посредством их можно делать самые точные и сложные детали: от автомобильных двигателей до запчастей для ракет. Управляет такими агрегатами наладчик и оператор станков с программным управлением.
Профессию называют в соответствии с тем, за каким станком работает мастер. Если его специальность – гибочный станок, то должность звучит, как оператор гибочного станка с ЧПУ. Токарная обработка проводится человеком с профессией «оператор токарного станка с ЧПУ».
Должностные обязанности операторов
В обязанности оператора ЧПУ, как правило, входит:
- настройка и обслуживание оборудования (ввод программы, установка и съем инструментов и заготовки),
- контроль процесса обработки,
- проверка готовых деталей,
- устранение мелких неполадок, подналадка основных узлов и механизмов.
Конкретный род занятий определяется соответственно разряду. Все работники обязаны содержать рабочее место в чистоте и порядке. Кроме того, оператор занимается точением инструментов.
Руководством для оператора является Должностная инструкция оператора станков с программным управлением. Эта инструкция составляется для каждого конкретного предприятия. Также существует стандартная проффесиограмма, описывающая нормы и требования для данной профессии.
Сколько станков способен обслуживать один человек? Опытный оператор ЧПУ обычно обслуживает нескольких машин одновременно, в зависимости от степени сложности работы. Например, два токарных станка, разрезающих относительно простые изделия из мягких материалов, и один фрезерный, с более тяжелой задачей. Главное уметь тщательно планировать свои действия, чтобы машины не простаивали.
Должность наладчика, его обязанности
Наладчик ЧПУ считается отдельной должностью, но, как правило, операторы одновременно являются и наладчиками. Конечно же, люди с несколькими специальностями ценятся больше и получают зарплату повыше. В обязанности работы наладчика ЧПУ входит разработка управляющих программ (УП) для изготовления деталей с определенными характеристиками и, собственно, наладка.
Важно! Перед приемом на вакансию, человек должен обязательно изучить должностную инструкцию, чтобы потом не возникало никаких вопросов.
Составление программы
В начале наладчик или оператор станков с ЧПУ просматривает чертежи и устанавливает последовательность инструкций, которые должна будет выполнить машина. По ним наладчик делает УП в числовом коде.
Наладка
Далее оператор-наладчик станков с ЧПУ должен делать наладку, то есть настроить аппарат на определенное действие (через пульт или при помощи перфоленты).
Кроме того, наладка подразумевает установку и настройку режущих и вспомогательных инструментов, зажимного устройства и заготовки.
Описание и характеристика этих инструментов, а также необходимые инструкции находятся в технологическом задании и карте наладки.
Интересный факт! Многие новые машины с компьютерным управлением достаточно простые в обслуживании, они используют понятные графические пользовательские интерфейсы, в которых, вместо длинных строк числового кода, достаточно нажать на кнопку с соответствующим изображением. Благодаря этому работать с ЧПУ может даже начинающий оператор станков с программным управлением.
Тестирование
Во время тестового запуска новой схемы оператор станков с программным управлением внимательно следит, чтобы не было проблем, таких как: вибрация заготовки, поломка режущих инструментов или отклонения в размерах готовой детали. Если обнаружены ошибки, наладчик станков ЧПУ должен изменить и снова протестировать программу, до устранения неполадок.
Это требует ответственного выполнения должностных обязанностей, так как неправильные действия и программные ошибки могут повредить дорогостоящие машины и приспособления, а также потратить драгоценное время и материалы.
Как только УП будет завершена, выполнение задачи может перейти от этого опытного наладчика к рабочему с квалификацией более низкого уровня.
Если он сталкивается с проблемой, требующей модификации программы, то обращается за помощью к специалисту 4 или 5 разряда.
Многие начинают работать оператором, имея низкий квалификационный уровень, а со временем обучаются и выполняют задачи более высокой категории.
Рабочая среда и правила безопасности
У данной профессии есть свои плюсы и минусы. Большинство современных станков частично или полностью закрыты, что сводит к минимуму воздействие на рабочих шума, мусора и смазки. У наладчиков, которые обслуживают станки с ЧПУ, регистрируется меньшее количество травм, чем у большинства других рабочих профессий.
Тем не менее, работа на станках бывает шумной и представляет определенные опасности. Всем новичкам нужно понять, как важно соблюдать правила безопасности. Например, необходимо вести себя осторожно возле движущихся машин, а во время работы следует одевать защитные очки и затычки для ушей.
Оператор станков с программным управлением обязан проявлять осторожность при обращении с опасными охлаждающими жидкостями и смазочными материалами. Работа наладчиком станков с ЧПУ требует выносливости, потому что большая часть дня у него проходит на ногах, а иногда требуется поднять относительно тяжелые заготовки до обслуживаемых станков.
Обычно оператор токарного станка с ЧПУ (или других станков) работает посменно, с графиком день-ночь-48. Плюсом этой должности является высокая заработная плата, но в то же время, порой наладчикам приходится работать сверхурочно.
Обучение специальности
Овладеть специальностью для работы на станке с числовым управлением можно, если пройти обучение по «Технологии машиностроения» в техникуме или на курсах. Операторами могут стать как мужчины, так и женщины. Квалификация имеет 5 разрядов. Разряды повышаются по мере накопления опыта.
Например, оператор токарного станка с ЧПУ 2 разряда может делать только простые детали, а после присвоения 3 и 4 разряда ему уже доверяют более сложные задачи, с большим количеством приспособлений и числом переходов. С присвоением 5 разряда оператор станка в состоянии выполнять обработку, во время которой нужно совершать комбинированное крепление и переустанавливать изготавливаемое изделие.
Необходимые знания и умения для получения квалификации
Чтобы качественно выполнять обязанности оператора, человек должен знать и понимать:
- строение и технические характеристики станков (фрезерных, токарных, карусельных, сверлильных, расточных, гибочных),
- технологию обработки деталей,
- свойства обрабатываемых материалов,
- варианты программирования ЧПУ,
- принципы работы с техническим заданием и картой наладки,
- признаки неисправности,
- правила использования измерительных и режущих инструментов, а также приспособлений.
Специальность «оператор станков с программным управлением» требует знаний по машиностроению, черчению, САПРу, математике, механике, электротехнике. Также профессия наладчик станков с ЧПУ подразумевает наличие таких личных качеств и умений:
- внимательность к мелочам,
- аналитическое мышление,
- аккуратность и четкая координация движений,
- хорошее зрение и слух,
- умение быстро реагировать при возникновении ЧП.
Примечание: перечисленные навыки взяты из профессиограммы для операторов ЧПУ.
Оператору ЧПУ нужно быть серьезными и всегда действовать в соответствии с должностной инструкцией. Работник должен знать технику и правила безопасности (в том числе пожарной и санитарной), а также требования, которые предъявляют к готовым изделиям. Конечно же, чтобы освоить профессию понадобиться практика время, ведь сразу никто специалистом не становиться!
Рабочая инструкция оператора станков с программным управлением

УТВЕРЖДАЮДиректор по производствуПАО «Компания»
____________ В.В. Умников
Рабочая инструкция оператора станков с программным управлением цеха
Оператор станков с программным управлением механообрабатывающего цеха (далее оператор) выполняет на станках с ЧПУ механическую обработку деталей для продукции всех модификаций, руководствуясь в своей работе технологическими процессами, документами СМК, необходимыми для выполнения работы, правилами техники безопасности, охраны труда и пожарной безопасности.
1 НАЧАЛО РАБОТЫ
Перед началом работы оператор обязан:
— получить сменное задание от старшего мастера участка;
— изучить операционно-технологическую карту на обрабатываемую деталь;
— проверить наличие рабочей программы;
— получить технологическую оснастку;
— получить при необходимости слесарный, режущий и измерительный инструменты и приборы;
— проверить наличие и исправность режущего инструмента, при обнаружении дефектов заменить;
— убедиться, что длина установленного в револьверную головку инструмента не вызовет столкновения с приспособлениями и другими объектами при повороте револьверной головки;
— визуально проверить состояние оборудования;
— проверить наличие и исправность ограждений;
— проверить уровень СОЖ;
— проверить уровень масла системы смазки направляющих, при долгосрочном простое произвести принудительную смазку направляющих;
— проверить давление и уровень масла гидравлического блока питания;
— добавить при необходимости смазку в патрон (как минимум раз в неделю);
— включить станок, вывести револьверную головку по всем осям в исходные «О» точки, выполнить разогрев станка (Для разогрева необходимо выполнить специальную программу в автоматическом режиме);
— проверить установку геометрии и офсетов инструментов;
— проверить установку нулевой точки обрабатываемой детали;
— проверить надежность закрепления детали в приспособлении;
— приступить к работе;
— при необходимости пригласить наладчика для настройки станка на обработку заданной детали.
2 РАБОЧЕЕ МЕСТО
— на рабочем месте должна находиться только продукция обрабатываемой партии;
— годная и несоответствующая продукция должны находиться в отдельных тарах с соответствующим обозначением и сопроводительным документом;
— инструменты, приспособления, заготовки и детали для работы расположить в удобном и безопасном для использования порядке;
— на рабочем месте находится следующая документация:
в)рабочая управляющая программа.
3 ВО ВРЕМЯ РАБОТЫ
Во время работы оператор осуществляет:
— изготовление деталей и предъявление первой детали представителю ОТК;
— подготовку необходимой в процессе работы оснастки, режущего,измерительного инструментов;
— ввод управляющей программы;
— регулярный контроль обрабатываемой детали согласно операционно-технологической карте;
— корректировку геометрии инструментов или их офсетов;
— по мере необходимости — смену инструментов и тех. оснастки;
— складирование обработанных деталей согласно картам складирования, предусмотренным технологическим процессом;
— ведение рабочего журнала с отметкой о неполадках и несоответствиях, возникших в течение смены;
— сдачу продукции, при необходимости — сдачу с сопроводительной картой качества;
— в случае выхода из строя оборудования вызывает слесаря или электромонтера, докладывает ст. мастеру и делает запись в оперативном журнале.
4 КОНЕЦ РАБОТЫ
— произвести уборку станка, используемых механизмов, в том числе стружечного конвейера, и территорию вокруг них;
— сдать измерительный инструмент и приборы в инструментальную кладовую;
— отчитаться перед старшим мастером участка о произведенной продукции и состоянии оборудования;
— отключить станок и иные используемые в процессе работы механизмы;
— произвести запись в журнале по всем изменениям в наладках станка.
5 ПРАВА И ОТВЕТСТВЕННОСТЬ
Оператор несет ответственность за:
— изготовление несоответствующих деталей;
— порчу и потерю измерительного инструмента;
— нарушение технологической дисциплины;
— порчу технологической документации;
— невыполнение технологических требований, направленных на экономию ресурсов;
— нарушение правил техники безопасности;
— нарушение правил пожарной безопасности;
— нарушение правил внутреннего трудового распорядка.
Оператор имеет право:
— требовать обеспечения рабочего места технологической документацией, разработанными рабочими программами;
— участвовать в отладке рабочей программы;
— требовать обеспечения исправным измерительным и режущим инструментом в соответствии с технологической документацией;
— на бесплатное обеспечение спец. одеждой, обувью средствами индивидуальной защиты;
— на рабочее место, защищенное от вредных и опасных факторов;
— на рабочее место, защищенное от вредных и опасных факторов;
— требовать от администрации предприятия выполнения условий коллективного договора и трудового законодательства РФ.
Начальник цеха И.И. Иванов
Начальник отдела кадров И.И. Миролюбов
Начальник юридического отдела С.С. Сидоров
Ведущий инженер по СМК В.В. Васильев
Вам также может понравиться
Рабочая инструкция оператора станков ЧПУ

Оператор станков с числовым программным управлением относится к категории рабочих.
Оператор станков с числовым программным управлением принимается на работу и увольняется с работы приказом генерального директора по представлению начальника участка в установленном законодательством порядке.
Оператор станков с числовым программным управлением подчиняется непосредственно мастеру ремонтно- инструментального участка.
Оператор станков с числовым программным управлением в своей деятельности руководствуется следующими документами:
- правилами внутреннего трудового распорядка;
- приказами и распоряжениями генерального директора предприятия, распоряжениями непосредственного руководителя и вышестоящего руководства;
- нормативными документами Системы менеджмента качества предприятия, относящимися к сфере его деятельности;
- конструкторской и технологической документацией на выпускаемую продукцию;
- настоящей рабочей инструкцией.
Функциональные обязанности
На оператора станков с числовым программным управлением возлагаются следующие обязанности:
- ведение процесса обработки с пульта управления различных деталей на станках с программным управлением.
- обслуживание многоцелевых станков с числовым программным управлением (ЧПУ)
- управление группой станков с программным управлением.
- установка инструмента в инструментальные блоки.
- подбор и установка инструментальных блоков с заменой и юстировкой инструмента.
- подналадка узлов и механизмов в процессе работы.
- наладка на холостом ходу и в рабочем режиме механических и электромеханических устройств станков с программным обеспечением для обработки деталей с применением различного режущего инструмента;
- наладка нулевого положения и зажимных приспособлений;
- наладка координатной плиты;
- подбор режущего, контрольно-измерительного инструмента и приспособлений по технологической карте;
- установка и смена приспособлений и инструмента;
- установка различных приспособлений с выверкой их в нескольких плоскостях;
- проверка и контроль индикаторами правильности установки приспособлений и инструмента в системе координат;
- отладка, изготовление деталей и сдача их в ОТК.
Оператор станков с числовым программным управлением должен выполнять работы по приемке и сдаче смены, уборке рабочего места, приспособлений, инструментов, а также по содержанию их в надлежащем состоянии, ведению установленной технической документации.
Права
Оператор станков с числовым программным управлением имеет право:
- на все предусмотренные законодательством социальные гарантии;
- требовать от руководства предприятия оказания содействия в исполнении своих профессиональных обязанностей и осуществлении прав;
- требовать создания условий для выполнения профессиональных обязанностей, в том числе предоставления необходимого оборудования, инвентаря, рабочего места, соответствующего санитарно-гигиеническим правилам и нормам и т.д.;
- на бесплатную выдачу специальной одежды, специальной обуви и других средств индивидуальной защиты;
- на оплату дополнительных расходов на медицинскую, социальную и профессиональную реабилитацию в случаях повреждения здоровья вследствие несчастного случая на производстве и получения профессионального заболевания;
- знакомиться с проектами решений руководства предприятия, касающимися его деятельности;
- вносить на рассмотрение руководства предприятия предложения по улучшению организации и совершенствованию методов выполняемой им работы;
- запрашивать лично или по поручению непосредственного руководителя документы, материалы, инструменты и т.п., необходимые для выполнения своих трудовых обязанностей;
- повышать свою профессиональную квалификацию;
- на другие права, предусмотренные трудовым законодательством.
Ответственность
Оператор станков с числовым программным управлением несет ответственность:
- за ненадлежащее исполнение или неисполнение своих обязанностей, предусмотренных настоящей рабочей инструкцией, — в пределах, установленных действующим трудовым законодательством Российской Федерации;
- за правонарушения, совершенные в процессе своей деятельности, — в пределах, установленных действующим административным, уголовным и гражданским законодательством Российской Федерации;
- за причинение материального ущерба предприятию – в пределах, установленных действующим законодательством;
- за несоблюдение правил эксплуатации и требований инструкций по охране труда и пожарной безопасности;
- за несоблюдение правил внутреннего трудового распорядка и производственной санитарии.
Квалификационные требования
Оператором станков с числовым программным управлением принимается лицо, имеющее среднее профессиональное образование. Возможность повышения квалификации предоставляется по усмотрению непосредственного руководителя.
Оператор станков с числовым программным управлением должен знать:
- способы и правила механической и электромеханической наладки;
- устройство, принципиальные схемы оборудования и взаимодействие механизмов станков с программным управлением;
- корректировку режимов резания по результатам работы станка;
- организацию работ при многостаночном обслуживании станков с программным управлением;
- основные способы подготовки программы;
- код и правила чтения программы;
- приемы, обеспечивающие заданную точность изготовления деталей;
- устройство контрольно-измерительных инструментов и приборов;
- способы установки инструмента в блоки;
- правила регулирования приспособлений;
- устройство и правила применения универсальных и специальных приспособлений, контрольно-измерительных инструментов и приборов;
- систему допусков и посадок, квалитеты и параметры шероховатости;
- основы электротехники, электроники, гидравлики и программирования в пределах выполняемой работы;
- правила чтения режимно-технологических карт обработки деталей;
- правила и нормы по охране труда, производственной санитарии и противопожарной безопасности;
- требования, предъявляемые к качеству выполняемых работ (услуг);
- виды брака и способы его предупреждения и устранения;
- правила пользования средствами индивидуальной защиты;
- производственную сигнализацию;
- требования по рациональной организации труда на рабочем месте.
- устройство и правила пользования контрольно-измерительными инструментами и приборами
Смотреть все записи от Admin
Должностная инструкция оператора станков с программным управлением 2-го разряда

[должность, подпись, Ф. И. О. руководителя или иного должностного лица, уполномоченного утверждать
должностную инструкцию] [число, месяц, год]
Настоящая должностная инструкция разработана и утверждена в соответствии с положениями Трудового кодекса Российской Федерации, Единого тарифно-квалификационного справочника работ и профессий рабочих. Выпуск 2. Часть 2.
Разделы: “Механическая обработка металлов и других материалов”, “Металлопокрытия и окраска”, “Эмалирование”, “Слесарные и слесарно-сборочные работы” (утв. постановлением Минтруда РФ от 15 ноября 1999 г. N 45); приказа Министерства труда и социальной защиты РФ от 1 ноября 2013 г.
N 652н “Об утверждении Типовых норм бесплатной выдачи специальной одежды, специальной обуви и других средств индивидуальной защиты работникам горной и металлургической промышленности и металлургических производств других отраслей промышленности, занятым на работах с вредными и (или) опасными условиями труда, а также на работах, выполняемых в особых температурных условиях или связанных с загрязнением”, и иных нормативно-правовых актов, регулирующих трудовые правоотношения.
1. Общие положения
1.1. Оператор станков с программным управлением 2-го разряда относится к категории рабочих, принимается на работу и увольняется с нее приказом [наименование должности руководителя].
1.2. Оператор станков с программным управлением 2-го разряда непосредственно подчиняется [наименование должности непосредственного руководителя].
1.3. Требования к квалификации: [указать уровень профессионального образования или наличие профессиональной подготовки] без предъявления требований к стажу работы.
1.4. Оператор станков с программным управлением 2-го разряда должен знать:
– принцип работы обслуживаемых станков с программным управлением;
– правила управления обслуживаемого оборудования;
– наименование, назначение, устройство и условия применения наиболее распространенных приспособлений, режущего, контрольно-измерительных инструментов;
– признаки затупления режущего инструмента;
– наименование, маркировку и основные механические свойства обрабатываемых материалов;
– основы гидравлики, механики и электротехники в пределах выполняемой работы;
– условную сигнализацию, применяемую на рабочем месте;
– назначение условных знаков на панели управления станком;
– правила установки перфолент в считывающее устройство;
– способы возврата программоносителя к первому кадру;
– систему допусков и посадок;
– квалитеты и параметры шероховатости;
– назначение и свойства охлаждающих и смазывающих жидкостей;
– правила чтения чертежей обрабатываемых деталей;
– правила пользования средствами индивидуальной защиты;
– требования, предъявляемые к качеству выполняемых работ (услуг);
– виды брака и способы его предупреждения и устранения;
– требования по рациональной организации труда на рабочем месте;
– основы трудового законодательства;
– правила внутреннего трудового распорядка;
– правила санитарной, личной гигиены;
– правила и нормы охраны труда, техники безопасности и противопожарной защиты.
2. Должностные обязанности
На оператора станков с программным управлением 2-го разряда возлагаются следующие должностные обязанности:
2.1. Ведение процесса обработки с пульта управления простых деталей по 12-14 квалитетам на налаженных станках с программным управлением с одним видом обработки.
2.2. Установка и съем деталей после обработки.
2.3. Наблюдение за работой систем обслуживаемых станков по показаниям цифровых табло и сигнальных ламп.
2.4. Проверка качества обработки деталей контрольно-измерительными инструментами и визуально.
2.5. Подналадка отдельных простых и средней сложности узлов и механизмов под руководством оператора более высокой квалификации.
2.6. Выполнение работ по приемке и сдаче смены, уборке рабочего места, приспособлений, инструментов, а также по содержанию их в надлежащем состоянии, ведению установленной технической документации.
2.7. [Другие должностные обязанности].
3. Виды работ
Оператор станков с программным управлением 2-го разряда выполняет следующие виды работ:
3.1. Валы, рессоры, поршни, специальные крепежные детали, болты шлицевые и другие центровые детали с кривошипными коническими и цилиндрическими поверхностями – обработка наружного контура на двух координатных токарных станках.
3.2. Винты, втулки цилиндрические, гайки, упоры, фланцы, кольца, ручки – токарная обработка.
3.3. Втулки ступенчатые с цилиндрическими, коническими, сферическими поверхностями – обработка на токарных станках.
3.4. Кронштейны, фитинги, коробки, крышки, кожухи, муфты, фланцы фасонные и другие аналогичные детали со стыковыми и опорными плоскостями, расположенными под разными углами, с ребрами и отверстиями для крепления – фрезерование наружного и внутреннего контура, ребер по торцу на трех координатных станках.
3.5. Отверстия сквозные и глухие диаметром до 24 мм – сверление, цекование, зенкование, нарезание резьбы.
3.6. Трубы – вырубка прямоугольных и круглых окон.
3.7. Шпангоуты, полукольца, фланцы и другие аналогичные детали средних и крупных габаритов из прессованных профилей, горячештампованных заготовок незамкнутого или кольцевого контура из различных металлов – сверление, растачивание, цекование, зенкование сквозных и глухих отверстий, имеющих координаты.
4. Права
Оператор станков с программным управлением 2-го разряда имеет право:
4.1. На все предусмотренные законодательством Российской Федерации социальные гарантии.
4.2. На бесплатную выдачу специальной одежды, специальной обуви и других средств индивидуальной защиты.
4.3. На оплату дополнительных расходов на медицинскую, социальную и профессиональную реабилитацию в случаях повреждения здоровья вследствие несчастного случая на производстве и получения профессионального заболевания.
4.4. Требовать создания условий для выполнения профессиональных обязанностей, в том числе предоставления необходимого оборудования, инвентаря, рабочего места, соответствующего санитарно-гигиеническим правилам и нормам и т. д.
4.5. Требовать от руководства предприятия оказания содействия в исполнении своих профессиональных обязанностей и осуществлении прав.
4.6. Знакомиться с проектами решений руководства предприятия, касающимися его деятельности.
4.7. Повышать свою профессиональную квалификацию.
4.8. [Иные права, предусмотренные трудовым законодательством Российской Федерации].
5. Ответственность
Оператор станков с программным управлением 2-го разряда несет ответственность:
5.1. За неисполнение, ненадлежащее исполнение обязанностей, предусмотренных настоящей инструкцией, – в пределах, определенных трудовым законодательством Российской Федерации.
5.2. За совершенные в процессе осуществления своей деятельности правонарушения – в пределах, определенных действующим административным, уголовным и гражданским законодательством Российской Федерации.
5.3. За причинение материального ущерба работодателю – в пределах, определенных действующим трудовым и гражданским законодательством Российской Федерации.
Должностная инструкция разработана в соответствии с [наименование, номер и дата документа].
Источник http://opk-spb.ru/id-7196.html
Источник https://ice-people.ru/raznoe-2/dolzhnostnaya-instrukciya-operatora-stanka-s-chpu-rabochaya-instrukciya-operatora-stankov-chpu-2.html
Источник https://juristlawyer.ru/dolzhnostnaja-instrukcija-operatora-stankov-s-chpu.html