Основные неисправности автоматов и причины их возникновения
Чтобы разобраться в причинах всех неисправностей, нужно рассмотреть устройство автомата. Он состоит из пары силовых контактов, теплового разъединителя и электромагнитного разъединителя.
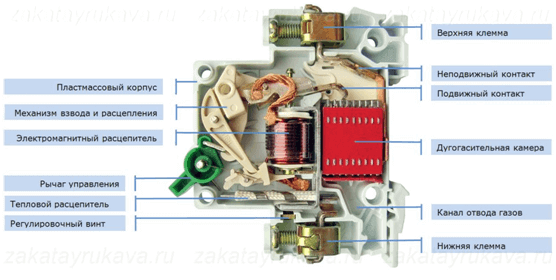
Тепловой разъединитель срабатывает медленно, при незначительном (до 2 и более раз в зависимости от время-токовой характеристики конкретного автоматического выключателя) превышении номинального тока. Электромагнитный — при коротком замыкании или превышении тока в несколько раз, срабатывает за доли секунды. С первого взгляда может показаться, что ломаться здесь нечему, но давайте рассмотрим каждую из упомянутых неисправностей отдельно.
Основные проблемы у автоматов
У автомата всего лишь три основных неисправности:
- Выбивает.
- Не выключается.
- Не взводится.
Автомат выбивает — это значит что у вас либо внезапно, без явных на то причин, исчезает напряжение, либо при включении нагрузки в одну из цепей происходит отключение питающей сети. Не включаться автомат также может по разному:
- При взведении рычага он сразу же опускается вниз, напряжение появляется кратковременно или не появляется вообще.
- Рычаг заклинил и совсем не взводится и не работает.
- Если вы услышали запах гари или от автоматического выключателя отгорели провода, его нужно отключить прежде чем приступать к ремонту, но рычаг просто не сдвигается с места, как описано в предыдущем пункте, только во включенном положении.
Автомат выбивает без видимых причин
Периодическое выбивание автоматического выключателя связано с работой теплового разъединителя или скачками напряжения в питающей электросети. С последней причиной вы ничего не можете поделать, разве что поставить по входу до автомата стабилизатор напряжения, но это дорого. А вот выключение по тепловому разъединителю связано с длительным, но незначительным по величине превышением номинального тока.
Чаще всего это не является неисправностью автоматического выключателя, а скорее неправильное его использование. В первую очередь следует узнать, на какой ток он рассчитан, это написано на лицевой панели. Затем посчитать суммарный потребляемый ток электроприборами, которые через него запитаны. Если ток не указан на приборах, на них должна фигурировать потребляемая мощность, в таком случае разделите количество Вт на 220 В, тогда вы узнаете количество Ампер через автомат.
Если полученный результат превышает номинал автомата — он будет размыкаться. Если автомат гудит или трещит — это признак его перегрузки.
Решение: Снизить потребление питаемой линии, включать мощные приборы по очереди.
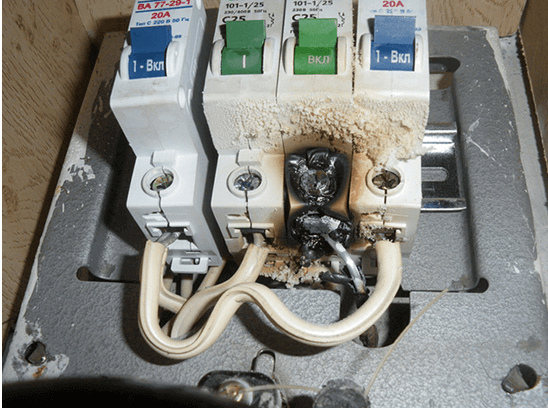
Если же номинал автоматического выключателя подобран правильно, дело в другом. Тепловой разъединитель на то и тепловой, чтобы размыкаться при перегреве, а источником тепла могут стать подгоревшие силовые контакты (как на фото ниже) или не затянутые в клеммниках провода. И то и другое приводит к повышению контактного сопротивления, и нагреву, так как корпус закрыт, теплу деваться некуда, пластина тепловой защиты постепенно нагревается, со временем она разомкнется.
Решение: Проверить затяжку провода, извлечь, при необходимости зачистить их от окислений и нагара, а затем затянуть по новой. Контакты без разборки автомата не почистить, эту неисправность лучше не “лечить”, а заменить автоматический выключатель. Чтобы его разобрать можно высверлить заклепки и раскрыть корпус, но вы рискуете его не собрать или собрать с ошибками, с перекосом и механическими дефектами, что затруднит корректную работу.
Перегрев может получится и от находящихся рядом с АВ источниками тепла в самом щитке. Проверьте рукой температуры окружающих приборов, возможно греется что-то рядом.
Срабатывание при включении нагрузки
Если неисправность возникает при включении какой-то из цепей, например света — неисправность наверняка в светильнике или проводке, ведущей к нему. Из-за нарушения целостности изоляции кабеля или соединений возникло короткое замыкание.

Решение: Диагностика и ремонт заключается в отключении основного кабеля линии и замещении его временным, если помогла — значит вам предстоит ревизия и ремонт проводки.
Моментальное отключение автомата связано с работой электромагнитной защиты. Он не фиксируется во включенном положении из-за внутренних проблем с той же электромагнитной защитой. Проверить исправность автомата можно, заменив его заведомо исправным, с тем же номинальным током и чувствительностью — если все заработало исправно, причина именно в нем. Если автоматический выключатель не взводится без напряжения, при этом КЗ отсутствует — нужна его замена.
Автоматический выключатель не включается
Если вы поднимаете рычаг вверх, но автоматический выключатель не включается, и рычаг моментально падает вниз — виной этому либо механический износ узлов автомата, либо наличие КЗ. Проверить это можно, прозвонив питающую фазу на ноль низкоомной прозвонкой, например, контрольной лампочкой, либо омметром. Высокоомная прозвонка (например светодиодная контролька) может ввести вас в заблуждение и цепь может звониться через нагрузку (лампочки, ТЭНы или электродвигатели). Если цепь замкнута — значит имеет место пробой изоляции кабелей.
Решение: Устранение неисправности производить заменой кабеля или восстановлением изоляции. Если КЗ нет, то замена автомата.
Рычаг заклинил
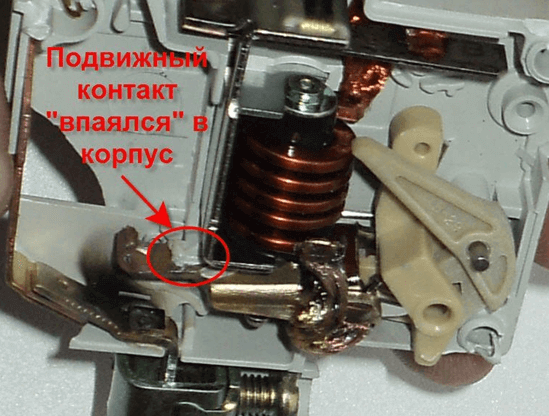
Другое дело, когда вы не можете сдвинуть с нижнего положения рычаг автомата, значит механизм привода контактов заклинило. Эта неисправность может случиться при отключении под нагрузкой, если возникла сильная дуга и ее брызги заклинили подвижный контакт, а вернее его узлы или он впаялся в корпус.
Решение: Взяться за рычажок поближе к основанию и сильно, но плавно поднимать вверх, при этом возникает вероятность отломать его. В дальнейшем вы не сможете пользоваться таким автоматом. Еще вероятно заклинивание в дальнейшем, тогда автомат следует заменить. Вероятность успеха в этой процедуре 50%, на практике часто отламывается рычаг, особенно если это происходит на морозе.
Автомат не отключается при КЗ
Причины отсутствия реакции на КЗ может быть две. Первая — залипли контакты. Из-за нагрева и образовании дуг при размыканиях контакты прилипли друг к другу. Вторая — заклинил механизм электромагнитного разъединителя.
Решение: Если автомат не срабатывает при коротких замыканиях — попробовать с усилием разорвать контакты, если не получилось, то заменить автомат.
Как продлить жизнь автоматическому выключателю
Запомните два совета:
- Не перегружайте защищаемую линию током выше номинального.
- Не выключайте автомат под нагрузкой.
Если с первым советом всё понятно, то второй немного сложнее. Когда через контакты протекает ток и вы собираетесь их разъединить возникает дуга. Это происходит по причине истинности законов коммутации: “Ток в индуктивности не может прекратится моментально”.
Даже если нагрузка активная, например обогреватель, кабеля имеют свою паразитную индуктивность. Еще более опасно размыкать автоматический выключатель, если к нему подключена нагрузка типа электродвигателей или осветительных сетей с большим количеством дросселей (ДРЛ, ДНат, ЛЛ) — индуктивность еще большая, дуга тоже. Отсюда дефекты контактов, их обугливание, ускоренный износ и залипание.
Мы ознакомились с тем, какой дефект чем вызван. Автоматические выключатели служат довольно долго, если работают в пределах номинальных условий. Ремонту современные автоматы не подлежат, поэтому мы не рекомендуем разбирать их, лучше замените, на качественный аналог, например Moeller или ABB. Для бытовых приборов и активной нагрузки используйте автоматы с буквой B, для подключения нагрузки со значительными пусковыми токами (двигателя) лучше подойдут аппараты с буквой D, а цифра после буквы обозначает величину допустимого тока. Не допускайте подключения окисленных проводов и всегда затягивайте клеммы. Придерживаясь данных советов, неисправности автоматических выключателей буду возникать гораздо реже, и вам не придется беспокоиться за безопасность эксплуатации проводки в квартире либо доме.
Неисправности автоматических линий и
(1).jpg)
Об актуальных изменениях в КС узнаете, став участником программы, разработанной совместно с АО «Сбербанк-АСТ». Слушателям, успешно освоившим программу выдаются удостоверения установленного образца.

Программа разработана совместно с АО «Сбербанк-АСТ». Слушателям, успешно освоившим программу, выдаются удостоверения установленного образца.
 Обзор документа
Обзор документа
Приказ Министерства труда и социальной защиты РФ от 2 июня 2021 г. № 365н “Об утверждении профессионального стандарта “Оператор-кузнец на автоматических и полуавтоматических линиях” (документ не вступил в силу)
В соответствии с пунктом 16 Правил разработки и утверждения профессиональных стандартов, утвержденных постановлением Правительства Российской Федерации от 22 января 2013 г. № 23 (Собрание законодательства Российской Федерации, 2013, № 4, ст. 293; 2014, № 39, ст. 5266), приказываю:
1. Утвердить прилагаемый профессиональный стандарт «Оператор-кузнец на автоматических и полуавтоматических линиях».
2. Признать утратившим силу приказ Министерства труда и социальной защиты Российской Федерации от 26 января 2017 г. № 92н «Об утверждении профессионального стандарта «Оператор-кузнец на автоматических и полуавтоматических линиях» (зарегистрирован Министерством юстиции Российской Федерации 14 февраля 2017 г., регистрационный № 45644).
3. Установить, что настоящий приказ вступает в силу с 1 марта 2022 г. и действует до 1 марта 2028 г.
| Министр | А.О. Котяков |
Зарегистрировано в Минюсте РФ 29 июня 2021 г.
УТВЕРЖДЕН
приказом Министерства труда
и социальной защиты
Российской Федерации
от 2 июня 2021 г. № 365н
Профессиональный стандарт
Оператор-кузнец на автоматических и полуавтоматических линиях
| 947 |
|---|
| Регистрационный номер |
I. Общие сведения
| Ковка и горячая объемная штамповка поковок из металлов и сплавов на автоматах и комплексах, автоматических и полуавтоматических линиях | 40.151 |
|---|---|
| (наименование вида профессиональной деятельности) | Код |
Основная цель вида профессиональной деятельности:
| Обеспечение качества поковок методами ковки и горячей объемной штамповки на автоматах и комплексах, автоматических и полуавтоматических линиях |
|---|
| 7221 | Кузнецы | — | — |
|---|---|---|---|
| (код ОКЗ 1 ) | (наименование) | (код ОКЗ) | (наименование) |
Отнесение к видам экономической деятельности:
| 25.50.1 | Предоставление услуг по ковке, прессованию, объемной и листовой штамповке и профилированию листового металла |
|---|---|
| (код ОКВЭД 2 ) | (наименование вида экономической деятельности) |
II. Описание трудовых функций, входящих в профессиональный стандарт
(функциональная карта вида профессиональной деятельности)
| Обобщенные трудовые функции | Трудовые функции | ||||
|---|---|---|---|---|---|
| код | наименование | уровень квалификации | наименование | код | уровень (подуровень) квалификации |
| А | Горячая штамповка и ковка поковок на автоматах и комплексах | 3 | Штамповка поковок на автоматах и автоматизированных комплексах на базе горячештамповочных автоматов | А/01.3 | 3 |
| Штамповка поковок на автоматизированных комплексах на базе кривошипных горячештамповочных прессов (далее — КГШП) | А/02.3 | 3 | |||
| Штамповка поковок на автоматизированных комплексах на базе гидравлических прессов | А/03.3 | 3 | |||
| Штамповка поковок на автоматизированных комплексах на базе горизонтально-ковочных машин (далее — ГКМ) | А/04.3 | 3 | |||
| Штамповка поковок на автоматизированных комплексах на базе винтовых прессов | А/05.3 | 3 | |||
| Штамповка поковок на автоматизированных комплексах на базе специализированного оборудования | А/06.3 | 3 | |||
| Ковка поковок на автоматизированных комплексах на базе ковочных прессов и машин | А/07.3 | 3 | |||
| В | Горячая штамповка поковок на полуавтоматических линиях | 3 | Штамповка поковок на полуавтоматических линиях на базе горячештамповочных автоматов | В/01.3 | 3 |
| Штамповка поковок на полуавтоматических линиях на базе КГШП | В/02.3 | 3 | |||
| Штамповка поковок на полуавтоматических линиях на базе гидравлических прессов | В/03.3 | 3 | |||
| Штамповка поковок на полуавтоматических линиях на базе ГКМ | В/04.3 | 3 | |||
| Штамповка поковок на полуавтоматических линиях на базе винтовых прессов | В/05.3 | 3 | |||
| С | Горячая штамповка поковок на автоматических линиях | 4 | Штамповка поковок на автоматических линиях на базе горячештамповочных автоматов | С/01.4 | 4 |
| Штамповка поковок на автоматических линиях на базе КГШП | С/02.4 | 4 | |||
| Штамповка поковок на автоматических линиях на базе гидравлических прессов | С/03.4 | 4 | |||
| Штамповка поковок на автоматических линиях на базе ГКМ | С/04.4 | 4 | |||
| Штамповка поковок на автоматических линиях на базе винтовых прессов | С/05.4 | 4 | |||
III. Характеристика обобщенных трудовых функций
3.1. Обобщенная трудовая функция
| Наименование | Горячая штамповка и ковка поковок на автоматах и комплексах | Код | А | Уровень квалификации | 3 |
|---|
| Происхождение обобщенной трудовой функции | Оригинал | X | Заимствовано из оригинала |
|---|---|---|---|
| Код оригинала | Регистрационный номер профессионального стандарта |
| Возможные наименования должностей, профессий | Оператор-кузнец на автоматических и полуавтоматических линиях 3-го разряда |
|---|---|
| Требования к образованию и обучению | Среднее общее образование и профессиональное обучение — программы профессиональной подготовки по профессиям рабочих, должностям служащих, программы переподготовки рабочих, служащих |
| Требования к опыту практической работы | Не менее одного года кузнецом на молотах и прессах 3-го разряда |
| Особые условия допуска к работе | Лица не моложе 18 лет 3 Прохождение обязательных предварительных и периодических медицинских осмотров 4 Прохождение обучения мерам пожарной безопасности 5 Прохождение инструктажа по охране труда на рабочем месте 6 Прохождение инструктажа на рабочем месте и проверки навыков по зацепке грузов 7 Наличие удостоверения на право самостоятельной работы с подъемными сооружениями по соответствующим видам деятельности, выданное в порядке, установленном эксплуатирующей организацией 7 |
| Другие характеристики | — |
| Наименование документа | Код | Наименование базовой группы, должности (профессии) или специальности |
|---|---|---|
| ОКЗ | 7221 | Кузнецы |
| ЕТКС 8 | § 53 | Оператор-кузнец на автоматических и полуавтоматических линиях 3-го разряда |
| ОКПДТР 9 | 15655 | Оператор-кузнец на автоматических и полуавтоматических линиях |
3.1.1. Трудовая функция
| Наименование | Штамповка поковок на автоматах и автоматизированных комплексах на базе горячештамповочных автоматов | Код | А/01.3 | Уровень (подуровень) квалификации | 3 |
|---|
| Происхождение трудовой функции | Оригинал | X | Заимствовано из оригинала |
|---|---|---|---|
| Код оригинала | Регистрационный номер профессионального стандарта |
| Трудовые действия | Подготовка рабочего места к штамповке поковок на автоматах и автоматизированных комплексах на базе горячештамповочных автоматов |
|---|---|
| Подготовка к работе автоматов и автоматизированных комплексов на базе горячештамповочных автоматов | |
| Ежедневное обслуживание автоматов и автоматизированных комплексов на базе горячештамповочных автоматов | |
| Загрузка заготовок в загрузочно-ориентирующие устройства автоматов и автоматизированные комплексы на базе горячештамповочных автоматов | |
| Штамповка поковок на автоматах и автоматизированных комплексах на базе горячештамповочных автоматов с пульта управления | |
| Визуальный контроль наружных дефектов поковок при штамповке на автоматах и автоматизированных комплексах на базе горячештамповочных автоматов | |
| Измерение и контроль размеров поковок при штамповке на автоматах и автоматизированных комплексах на базе горячештамповочных автоматов | |
| Установление причин возникновения дефектов в поковках при штамповке на автоматах и автоматизированных комплексах на базе горячештамповочных автоматов | |
| Подналадка автоматов и автоматизированных комплексов на базе горячештамповочных автоматов при штамповке поковок | |
| Контроль и регулирование режимов работы автоматов и автоматизированных комплексов на базе горячештамповочных автоматов при штамповке поковок | |
| Устранение мелких неисправностей в работе автоматов и автоматизированных комплексов на базе горячештамповочных автоматов при штамповке поковок | |
| Складирование поковок после штамповки на автоматах и автоматизированных комплексах на базе горячештамповочных автоматов | |
| Необходимые умения | Читать технологическую и конструкторскую документацию |
| Использовать компьютерные программы для управления автоматами и автоматизированными комплексами на базе горячештамповочных автоматов | |
| Просматривать конструкторскую и технологическую документацию с использованием прикладных компьютерных программ | |
| Печатать конструкторскую и технологическую документацию с использованием устройств вывода графической и текстовой информации | |
| Использовать автоматы и автоматизированные комплексы на базе горячештамповочных автоматов для штамповки поковок | |
| Выполнять регламентные работы по техническому обслуживанию загрузочно-ориентирующих устройств, автоматов иавтоматизированных комплексов на базе горячештамповочных автоматов в соответствии с требованиями эксплуатационной документации | |
| Контролировать техническое состояние и работоспособность загрузочно-ориентирующих устройств, автоматов и автоматизированных комплексов на базе горячештамповочных автоматов | |
| Регулировать режимы работы автоматов и автоматизированных комплексов на базе горячештамповочных автоматов для штамповки поковок | |
| Закладывать заготовки в автоматы и автоматизированные комплексы на базе горячештамповочных автоматов для штамповки поковок и выгружать из них | |
| Определять причины возникновения дефектов в поковках при штамповке на автоматах и автоматизированных комплексах на базе горячештамповочных автоматов | |
| Определять неисправность автоматов и автоматизированных комплексов на базе горячештамповочных автоматов для штамповки поковок | |
| Определять неисправность штамповой оснастки при штамповке поковок на автоматах и автоматизированных комплексах на базе горячештамповочных автоматов | |
| Прекращать работу и выключать автоматы и автоматизированные комплексы на базе горячештамповочных автоматов в случае возникновения нештатной ситуации | |
| Определять показания приборов, контролирующих параметры работы автоматов и автоматизированных комплексов на базе горячештамповочных автоматов | |
| Выбирать грузоподъемные механизмы и такелажную оснастку для подъема и перемещения заготовок и поковок при штамповке на автоматах и автоматизированных комплексах на базе горячештамповочных автоматов | |
| Выбирать схемы строповки заготовок и поковок при штамповке на автоматах и автоматизированных комплексах на базе горячештамповочных автоматов | |
| Выбирать в соответствии с технологической документацией и подготавливать к работе контрольно-измерительные инструменты | |
| Выполнять измерения поковок с использованием контрольно-измерительных инструментов | |
| Применять средства индивидуальной защиты при штамповке поковок на автоматах и автоматизированных комплексах на базе горячештамповочных автоматов | |
| Поддерживать состояние рабочего места в соответствии с требованиями охраны труда, пожарной, промышленной, экологической и электробезопасности | |
| Необходимые знания | Основы машиностроительного черчения в объеме, необходимом для выполнения работы |
| Правила чтения технологической и конструкторской документации | |
| Назначение элементов интерфейса компьютерных программ для управления автоматами и автоматизированными комплексами на базе горячештамповочных автоматов | |
| Прикладные компьютерные программы для просмотра текстовой информации: наименования, возможности и порядок работы в них | |
| Прикладные компьютерные программы для просмотра графической информации: наименования, возможности и порядок работы в них | |
| Виды, назначение и порядок применения устройств вывода графической и текстовой информации | |
| Виды, конструкции и назначение автоматов и автоматизированных комплексов на базе горячештамповочных автоматов | |
| Виды, конструкции и назначение штамповой оснастки для автоматов и автоматизированных комплексов на базе горячештамповочных автоматов | |
| Виды, конструкции и назначение нагревательных устройств для нагрева заготовок под штамповку поковок на автоматах и автоматизированных комплексах на базе горячештамповочных автоматов | |
| Виды, конструкции и назначение средств автоматизации и механизации автоматизированных комплексов на базе горячештамповочных автоматов | |
| Виды, конструкции и назначение подъемно-транспортных механизмов для подъема и перемещения заготовок, поковок и изделий | |
| Виды и назначение технологических смазок, применяемых при штамповке поковок на автоматах и автоматизированных комплексах на базе горячештамповочных автоматов | |
| Режимы работы автоматов и автоматизированных комплексов на базе горячештамповочных автоматов | |
| Условия работы штамповой оснастки при штамповке на автоматах и автоматизированных комплексах на базе горячештамповочных автоматов | |
| Основные характеристики автоматов и автоматизированных комплексов на базе горячештамповочных автоматов | |
| Назначение органов управления автоматов и автоматизированных комплексов на базе горячештамповочных автоматов | |
| Порядок подготовки к работе автоматов и автоматизированных комплексов на базе горячештамповочных автоматов | |
| Порядок подготовки к работе штамповой оснастки для автоматов и автоматизированных комплексов на базе горячештамповочных автоматов | |
| Основные неисправности автоматов и автоматизированных комплексов на базе горячештамповочных автоматов | |
| Основные неисправности штамповой оснастки для автоматов и автоматизированных комплексов на базе горячештамповочных автоматов | |
| Способы устранения нарушений в работе автоматов и автоматизированных комплексов на базе горячештамповочных автоматов | |
| Способы устранения нарушений в работе штамповой оснастки, установленной на автоматы и автоматизированные комплексы на базе горячештамповочных автоматов | |
| Способы крепления штамповой оснастки и приспособлений на автоматы и автоматизированные комплексы на базе горячештамповочных автоматов | |
| Приемы установки штамповой оснастки на автоматы и автоматизированные комплексы на базе горячештамповочных автоматов, снятия с них | |
| Способы и правила нагрева и охлаждения штамповой оснастки при штамповке на автоматах и автоматизированных комплексах на базе горячештамповочных автоматов | |
| Назначение и свойства смазывающей и охлаждающей жидкостей при штамповке на автоматах и автоматизированных комплексах на базе горячештамповочных автоматов | |
| Виды дефектов поковок после штамповки на автоматах и автоматизированных комплексах на базе горячештамповочных автоматов | |
| Способы устранения дефектов в поковках при штамповке на автоматах и автоматизированных комплексах на базе горячештамповочных автоматов | |
| Термомеханические режимы штамповки поковок на автоматах и автоматизированных комплексах на базе горячештамповочных автоматов | |
| Номенклатура поковок, штампуемых на автоматах и автоматизированных комплексах на базе горячештамповочных автоматов | |
| Группы и марки сталей и сплавов, штампуемых на автоматах и автоматизированных комплексах на базе горячештамповочных автоматов | |
| Сортамент заготовок, штампуемых на автоматах и автоматизированных комплексах на базе горячештамповочных автоматов | |
| Содержание технологических процессов штамповки поковок на автоматах и автоматизированных комплексах на базе горячештамповочных автоматов | |
| Припуски, допуски и напуски на поковки при штамповке на автоматах и автоматизированных комплексах на базе горячештамповочных автоматов | |
| Последовательность действий при остановке автоматов и автоматизированных комплексов на базе горячештамповочных автоматов в случае возникновения нештатной ситуации | |
| Схемы и правила складирования поковок после штамповки на автоматах и автоматизированных комплексах на базе горячештамповочных автоматов | |
| Способы контроля размеров поковок после штамповки на автоматах и автоматизированных комплексах на базе горячештамповочных автоматов | |
| Способы контроля температуры поковок при штамповке на автоматах и автоматизированных комплексах на базе горячештамповочных автоматов | |
| Виды, конструкции, назначение контрольно-измерительных инструментов для контроля поковок при штамповке на автоматах и автоматизированных комплексах на базе горячештамповочных автоматов | |
| Сроки и порядок выполнения регламентных работ по техническому обслуживанию (ежедневному, еженедельному, ежемесячному) в соответствии с требованиями эксплуатационной документации загрузочно-ориентирующих устройств, автоматов и автоматизированных комплексов на базе горячештамповочных автоматов | |
| Правила и схемы строповки и перемещения грузов | |
| Система знаковой сигнализации при работе с машинистом крана | |
| Виды и правила применения средств индивидуальной и коллективной защиты при штамповке поковок на автоматах и автоматизированных комплексах на базе горячештамповочных автоматов | |
| Требования охраны труда, пожарной, промышленной, экологической безопасности и электробезопасности | |
| Другие характеристики | — |
3.1.2. Трудовая функция
| Наименование | Штамповка поковок на автоматизированных комплексах на базе КГШП | Код | А/02.3 | Уровень (подуровень) квалификации | 3 |
|---|
| Происхождение трудовой функции | Оригинал | X | Заимствовано из оригинала |
|---|---|---|---|
| Код оригинала | Регистрационный номер профессионального стандарта |
| Трудовые действия | Подготовка рабочего места к штамповке поковок на автоматизированных комплексах на базе КГШП |
|---|---|
| Подготовка к работе автоматизированных комплексов на базе КГШП | |
| Ежедневное обслуживание автоматизированных комплексов на базе КГШП | |
| Загрузка заготовок в загрузочно-ориентирующие устройства автоматизированных комплексов на базе КГШП | |
| Выдавливание сплошных и полых поковок на автоматизированных комплексах в разъемных матрицах на базе КГШП для точных изделий с пульта управления | |
| Штамповка поковок на автоматизированных комплексах на базе многопозиционного КГШП с пульта управления | |
| Визуальный контроль наружных дефектов поковок при штамповке на автоматизированных комплексах на базе КГШП | |
| Измерение и контроль размеров поковок при штамповке на автоматизированных комплексах на базе КГШП | |
| Установление причин возникновения дефектов в поковках при штамповке на автоматизированных комплексах на базе КГШП | |
| Подналадка автоматизированных комплексов на базе КГШП при штамповке поковок | |
| Контроль и регулирование режимов работы автоматизированных комплексов на базе КГШП при штамповке поковок | |
| Устранение мелких неисправностей в работе автоматизированных комплексов на базе КГШП при штамповке поковок | |
| Складирование поковок после штамповки на автоматизированных комплексах на базе КГШП | |
| Необходимые умения | Читать технологическую и конструкторскую документацию |
| Использовать компьютерные программы для управления автоматизированными комплексами на базе КГШП | |
| Просматривать конструкторскую и технологическую документацию с использованием прикладных компьютерных программ | |
| Печатать конструкторскую и технологическую документацию с использованием устройств вывода графической и текстовой информации | |
| Использовать автоматизированные комплексы на базе КГШП для штамповки поковок | |
| Выполнять регламентные работы по техническому обслуживанию загрузочно-ориентирующих устройств, автоматизированных комплексов на базе КГШП в соответствии с требованиями эксплуатационной документации | |
| Контролировать техническое состояние и работоспособность загрузочно-ориентирующих устройств, автоматизированных комплексов на базе КГШП | |
| Регулировать режимы работы автоматизированных комплексов на базе КГШП для штамповки поковок | |
| Закладывать заготовки в автоматизированные комплексы на базе КГШП для штамповки поковок и выгружать из них | |
| Определять причины возникновения дефектов в поковках при штамповке на автоматизированных комплексах на базе КГШП | |
| Определять неисправность автоматизированных комплексов на базе КГШП для штамповки поковок | |
| Определять неисправность штамповой оснастки при штамповке поковок на автоматизированных комплексах на базе КГШП | |
| Прекращать работу и выключать автоматизированные комплексы на базе КГШП в случае возникновения нештатной ситуации | |
| Определять показания приборов, контролирующих параметры работы автоматизированных комплексов на базе КГШП | |
| Выбирать грузоподъемные механизмы и такелажную оснастку для подъема и перемещения заготовок и поковок при штамповке на автоматизированных комплексах на базе КГШП | |
| Выбирать схемы строповки заготовок и поковок при штамповке на автоматизированных комплексах на базе КГШП | |
| Выбирать в соответствии с технологической документацией и подготавливать к работе контрольно-измерительные инструменты | |
| Выполнять измерения поковок с использованием контрольно-измерительных инструментов | |
| Применять средства индивидуальной защиты при штамповке поковок на автоматизированных комплексах на базе КГШП | |
| Поддерживать состояние рабочего места в соответствии с требованиями охраны труда, пожарной, промышленной, экологической и электробезопасности | |
| Необходимые знания | Основы машиностроительного черчения в объеме, необходимом для выполнения работы |
| Правила чтения технологической и конструкторской документации | |
| Назначение элементов интерфейса компьютерных программ для управления автоматизированными комплексами на базе КГШП | |
| Прикладные компьютерные программы для просмотра текстовой информации: наименования, возможности и порядок работы в них | |
| Прикладные компьютерные программы для просмотра графической информации: наименования, возможности и порядок работы в них | |
| Виды, назначение и порядок применения устройств вывода графической и текстовой информации | |
| Виды, конструкции и назначение автоматизированных комплексов на базе КГШП | |
| Виды, конструкции и назначение штамповой оснастки для автоматизированных комплексов на базе КГШП | |
| Виды, конструкции и назначение нагревательных устройств для нагрева заготовок под штамповку поковок на автоматизированных комплексах на базе КГШП | |
| Виды, конструкции и назначение средств автоматизации и механизации автоматизированных комплексов на базе КГШП | |
| Виды, конструкции и назначение подъемно-транспортных механизмов для подъема и перемещения заготовок, поковок и изделий | |
| Виды и назначение технологических смазок, применяемых при штамповке поковок на автоматизированных комплексах на базе КГШП | |
| Режимы работы автоматизированных комплексов на базе КГШП | |
| Условия работы штамповой оснастки при штамповке на автоматизированных комплексах на базе КГШП | |
| Основные характеристики автоматизированных комплексов на базе КГШП | |
| Назначение органов управления автоматизированных комплексов на базе КГШП | |
| Порядок подготовки к работе автоматизированных комплексов на базе КГШП | |
| Порядок подготовки к работе штамповой оснастки для автоматизированных комплексов на базе КГШП | |
| Основные неисправности автоматизированных комплексов на базе КГШП | |
| Основные неисправности штамповой оснастки для автоматизированных комплексов на базе КГШП | |
| Способы устранения нарушений в работе автоматизированных комплексов на базе КГШП | |
| Способы устранения нарушений в работе штамповой оснастки, установленной на автоматизированные комплексы на базе КГШП | |
| Способы крепления штамповой оснастки и приспособлений на автоматизированные комплексы на базе КГШП | |
| Приемы установки штамповой оснастки на автоматизированные комплексы на базе КГШП, снятия с них | |
| Способы и правила нагрева и охлаждения штамповой оснастки при штамповке на автоматизированных комплексах на базе КГШП | |
| Назначение и свойства смазывающей и охлаждающей жидкостей при штамповке на автоматизированных комплексах на базе КГШП | |
| Виды дефектов поковок после штамповки на автоматизированных комплексах на базе КГШП | |
| Способы устранения дефектов в поковках при штамповке на автоматизированных комплексах на базе КГШП | |
| Термомеханические режимы штамповки поковок на автоматизированных комплексах на базе КГШП | |
| Номенклатура поковок, штампуемых на автоматизированных комплексах на базе КГШП | |
| Группы и марки сталей и сплавов, штампуемых на автоматизированных комплексах на базе КГШП | |
| Сортамент заготовок, штампуемых на автоматизированных комплексах на базе КГШП | |
| Содержание технологических процессов штамповки поковок на автоматизированных комплексах на базе КГШП | |
| Припуски, допуски и напуски на поковки при штамповке на автоматизированных комплексах на базе КГШП | |
| Последовательность действий при остановке автоматизированных комплексов на базе КГШП в случае возникновения нештатной ситуации | |
| Схемы и правила складирования поковок после штамповки на автоматизированных комплексах на базе КГШП | |
| Способы контроля размеров поковок после штамповки на автоматизированных комплексах на базе КГШП | |
| Способы контроля температуры поковок при штамповке на автоматизированных комплексах на базе КГШП | |
| Виды, конструкции, назначение контрольно-измерительных инструментов для контроля поковок при штамповке на автоматизированных комплексах на базе КГШП | |
| Сроки и порядок выполнения регламентных работ по техническому обслуживанию (ежедневному, еженедельному, ежемесячному) в соответствии с требованиями эксплуатационной документации загрузочно-ориентирующих устройств, автоматизированных комплексов на базе КГШП | |
| Правила и схемы строповки и перемещения грузов | |
| Система знаковой сигнализации при работе с машинистом крана | |
| Виды и правила применения средств индивидуальной и коллективной защиты при штамповке поковок на автоматизированных комплексах на базе КГШП | |
| Требования охраны труда, пожарной, промышленной, экологической безопасности и электробезопасности | |
| Другие характеристики | — |
3.1.3. Трудовая функция
| Наименование | Штамповка поковок на автоматизированных комплексах на базе гидравлических прессов | Код | А/03.3 | Уровень (подуровень) квалификации | 3 |
|---|
| Происхождение трудовой функции | Оригинал | X | Заимствовано из оригинала |
|---|---|---|---|
| Код оригинала | Регистрационный номер профессионального стандарта |
| Трудовые действия | Подготовка рабочего места к штамповке поковок на автоматизированных комплексах на базе гидравлических прессов |
|---|---|
| Подготовка к работе автоматизированных комплексов на базе гидравлических прессов | |
| Ежедневное обслуживание автоматизированных комплексов на базе гидравлических прессов | |
| Загрузка заготовок в загрузочно-ориентирующие устройства автоматизированных комплексов на базе гидравлических прессов | |
| Безоблойная штамповка точных поковок сложной конфигурации в разъемных матрицах на автоматизированных комплексах на базе гидравлического многоплунжерного пресс-автомата с пульта управления | |
| Штамповка поковок на автоматизированных комплексах на базе одно- и многопозиционных гидравлических прессов с пульта управления | |
| Визуальный контроль наружных дефектов поковок при штамповке на автоматизированных комплексах на базе гидравлических прессов | |
| Измерение и контроль размеров поковок при штамповке на автоматизированных комплексах на базе гидравлических прессов | |
| Установление причин возникновения дефектов в поковках при штамповке на автоматизированных комплексах на базе гидравлических прессов | |
| Подналадка автоматизированных комплексов на базе гидравлических прессов при штамповке поковок | |
| Контроль и регулирование режимов работы автоматизированных комплексов на базе гидравлических прессов при штамповке поковок | |
| Устранение мелких неисправностей в работе автоматизированных комплексов на базе гидравлических прессов при штамповке поковок | |
| Складирование поковок после штамповки на автоматизированных комплексах на базе гидравлических прессов | |
| Необходимые умения | Читать технологическую и конструкторскую документацию |
| Использовать компьютерные программы для управления автоматизированными комплексами на базе гидравлических прессов | |
| Просматривать конструкторскую и технологическую документацию с использованием прикладных компьютерных программ | |
| Печатать конструкторскую и технологическую документацию с использованием устройств вывода графической и текстовой информации | |
| Использовать автоматизированные комплексы на базе гидравлических прессов для штамповки поковок | |
| Выполнять регламентные работы по техническому обслуживанию загрузочно-ориентирующих устройств, автоматизированных комплексов на базе гидравлических прессов в соответствии с требованиями эксплуатационной документации | |
| Контролировать техническое состояние и работоспособность загрузочно-ориентирующих устройств, автоматизированных комплексов на базе гидравлических прессов | |
| Регулировать режимы работы автоматизированных комплексов на базе гидравлических прессов для штамповки поковок | |
| Закладывать заготовки в автоматизированные комплексы на базе гидравлических прессов для штамповки поковок и выгружать из них | |
| Определять причины возникновения дефектов в поковках при штамповке на автоматизированных комплексах на базе гидравлических прессов | |
| Определять неисправность автоматизированных комплексов на базе гидравлических прессов для штамповки поковок | |
| Определять неисправность штамповой оснастки при штамповке поковок на автоматизированных комплексах на базе гидравлических прессов | |
| Прекращать работу и выключать автоматизированные комплексы на базе гидравлических прессов в случае возникновения нештатной ситуации | |
| Определять показания приборов, контролирующих параметры работы автоматизированных комплексов на базе гидравлических прессов | |
| Выбирать грузоподъемные механизмы и такелажную оснастку для подъема и перемещения заготовок и поковок при штамповке на автоматизированных комплексах на базе гидравлических прессов | |
| Выбирать схемы строповки заготовок и поковок при штамповке на автоматизированных комплексах на базе гидравлических прессов | |
| Выбирать в соответствии с технологической документацией и подготавливать к работе контрольно-измерительные инструменты | |
| Выполнять измерения поковок с использованием контрольно-измерительных инструментов | |
| Применять средства индивидуальной защиты при штамповке поковок на автоматизированных комплексах на базе гидравлических прессов | |
| Поддерживать состояние рабочего места в соответствии с требованиями охраны труда, пожарной, промышленной, экологической и электробезопасности | |
| Необходимые знания | Основы машиностроительного черчения в объеме, необходимом для выполнения работы |
| Правила чтения технологической и конструкторской документации | |
| Назначение элементов интерфейса компьютерных программ для управления автоматизированными комплексами на базе гидравлических прессов | |
| Прикладные компьютерные программы для просмотра текстовой информации: наименования, возможности и порядок работы в них | |
| Прикладные компьютерные программы для просмотра графической информации: наименования, возможности и порядок работы в них | |
| Виды, назначение и порядок применения устройств вывода графической и текстовой информации | |
| Виды, конструкции и назначение автоматизированных комплексов на базе гидравлических прессов | |
| Виды, конструкции и назначение штамповой оснастки для автоматизированных комплексов на базе гидравлических прессов | |
| Виды, конструкции и назначение нагревательных устройств для нагрева заготовок под штамповку поковок на автоматизированных комплексах на базе гидравлических прессов | |
| Виды, конструкции и назначение средств автоматизации и механизации автоматизированных комплексов на базе гидравлических прессов | |
| Виды, конструкции и назначение подъемно-транспортных механизмов для подъема и перемещения заготовок, поковок и изделий | |
| Виды и назначение технологических смазок, применяемых при штамповке поковок на автоматизированных комплексах на базе гидравлических прессов | |
| Режимы работы автоматизированных комплексов на базе гидравлических прессов | |
| Условия работы штамповой оснастки при штамповке на автоматизированных комплексах на базе гидравлических прессов | |
| Основные характеристики автоматизированных комплексов на базе гидравлических прессов | |
| Назначение органов управления автоматизированных комплексов на базе гидравлических прессов | |
| Порядок подготовки к работе автоматизированных комплексов на базе гидравлических прессов | |
| Порядок подготовки к работе штамповой оснастки для автоматизированных комплексов на базе гидравлических прессов | |
| Основные неисправности автоматизированных комплексов на базе гидравлических прессов | |
| Основные неисправности штамповой оснастки для автоматизированных комплексов на базе гидравлических прессов | |
| Способы устранения нарушений в работе автоматизированных комплексов на базе гидравлических прессов | |
| Способы устранения нарушений в работе штамповой оснастки, установленной на автоматизированные комплексы на базе гидравлических прессов | |
| Способы крепления штамповой оснастки и приспособлений на автоматизированные комплексы на базе гидравлических прессов | |
| Приемы установки штамповой оснастки на автоматизированные комплексы на базе гидравлических прессов, снятия с них | |
| Способы и правила нагрева и охлаждения штамповой оснастки при штамповке на автоматизированных комплексах на базе гидравлических прессов | |
| Марки и свойства рабочих жидкостей гидравлических прессов | |
| Назначение и свойства смазывающей и охлаждающей жидкостей при штамповке на автоматизированных комплексах на базе гидравлических прессов | |
| Виды дефектов поковок после штамповки на автоматизированных комплексах на базе гидравлических прессов | |
| Способы устранения дефектов в поковках при штамповке на автоматизированных комплексах на базе гидравлических прессов | |
| Термомеханические режимы штамповки поковок на автоматизированных комплексах на базе гидравлических прессов | |
| Номенклатура поковок, штампуемых на автоматизированных комплексах на базе гидравлических прессов | |
| Группы и марки сталей и сплавов, штампуемых на автоматизированных комплексах на базе гидравлических прессов | |
| Сортамент заготовок, штампуемых на автоматизированных комплексах на базе гидравлических прессов | |
| Содержание технологических процессов штамповки поковок на автоматизированных комплексах на базе гидравлических прессов | |
| Припуски, допуски и напуски на поковки при штамповке на автоматизированных комплексах на базе гидравлических прессов | |
| Последовательность действий при остановке автоматизированных комплексов на базе гидравлических прессов в случае возникновения нештатной ситуации | |
| Схемы и правила складирования поковок после штамповки на автоматизированных комплексах на базе гидравлических прессов | |
| Способы контроля размеров поковок после штамповки на автоматизированных комплексах на базе гидравлических прессов | |
| Способы контроля температуры поковок при штамповке на автоматизированных комплексах на базе гидравлических прессов | |
| Виды, конструкции, назначение контрольно-измерительных инструментов для контроля поковок при штамповке на автоматизированных комплексах на базе гидравлических прессов | |
| Сроки и порядок выполнения регламентных работ по техническому обслуживанию (ежедневному, еженедельному, ежемесячному) в соответствии с требованиями эксплуатационной документации загрузочно-ориентирующих устройств, автоматизированных комплексов на базе гидравлических прессов | |
| Правила и схемы строповки и перемещения грузов | |
| Система знаковой сигнализации при работе с машинистом крана | |
| Виды и правила применения средств индивидуальной и коллективной защиты при штамповке поковок на автоматизированных комплексах на базе гидравлических прессов | |
| Требования охраны труда, пожарной, промышленной, экологической безопасности и электробезопасности | |
| Другие характеристики | — |
3.1.4. Трудовая функция
| Наименование | Штамповка поковок на автоматизированных комплексах на базе ГКМ | Код | А/04.3 | Уровень (подуровень) квалификации | 3 |
|---|
| Происхождение трудовой функции | Оригинал | X | Заимствовано из оригинала |
|---|---|---|---|
| Код оригинала | Регистрационный номер профессионального стандарта |
| Трудовые действия | Подготовка рабочего места к штамповке поковок на автоматизированных комплексах на базе ГКМ |
|---|---|
| Подготовка к работе автоматизированных комплексов на базе ГКМ | |
| Ежедневное обслуживание автоматизированных комплексов на базе ГКМ | |
| Загрузка заготовок в загрузочно-ориентирующие устройства автоматизированных комплексов на базе ГКМ | |
| Штамповка поковок из прутков и штучных заготовок на автоматизированных комплексах на базе ГКМ с горизонтальным разъемом матриц с пульта управления | |
| Штамповка поковок на автоматизированных комплексах на базе ГКМ с вертикальным разъемом матриц с пульта управления | |
| Визуальный контроль наружных дефектов поковок при штамповке на автоматизированных комплексах на базе ГКМ | |
| Измерение и контроль размеров поковок при штамповке на автоматизированных комплексах на базе ГКМ | |
| Установление причин возникновения дефектов в поковках при штамповке на автоматизированных комплексах на базе ГКМ | |
| Подналадка автоматизированных комплексов на базе ГКМ при штамповке поковок | |
| Контроль и регулирование режимов работы автоматизированных комплексов на базе ГКМ при штамповке поковок | |
| Устранение мелких неисправностей в работе автоматизированных комплексов на базе ГКМ при штамповке поковок | |
| Складирование поковок после штамповки на автоматизированных комплексах на базе ГКМ | |
| Необходимые умения | Читать технологическую и конструкторскую документацию |
| Использовать компьютерные программы для управления автоматизированными комплексами на базе ГКМ | |
| Просматривать конструкторскую и технологическую документацию с использованием прикладных компьютерных программ | |
| Печатать конструкторскую и технологическую документацию с использованием устройств вывода графической и текстовой информации | |
| Использовать автоматизированные комплексы на базе ГКМ для штамповки поковок | |
| Выполнять регламентные работы по техническому обслуживанию загрузочно-ориентирующих устройств, автоматизированных комплексов на базе ГКМ в соответствии с требованиями эксплуатационной документации | |
| Контролировать техническое состояние и работоспособность загрузочно-ориентирующих устройств, автоматизированных комплексов на базе ГКМ | |
| Регулировать режимы работы автоматизированных комплексов на базе ГКМ для штамповки поковок | |
| Закладывать заготовки в автоматизированные комплексы на базе ГКМ для штамповки поковок и выгружать из них | |
| Определять причины возникновения дефектов в поковках при штамповке на автоматизированных комплексах на базе ГКМ | |
| Определять неисправность автоматизированных комплексов на базе ГКМ для штамповки поковок | |
| Определять неисправность штамповой оснастки при штамповке поковок на автоматизированных комплексах на базе ГКМ | |
| Прекращать работу и выключать автоматизированные комплексы на базе ГКМ в случае возникновения нештатной ситуации | |
| Определять показания приборов, контролирующих параметры работы автоматизированных комплексов на базе ГКМ | |
| Выбирать грузоподъемные механизмы и такелажную оснастку для подъема и перемещения заготовок и поковок при штамповке на автоматизированных комплексах на базе ГКМ | |
| Выбирать схемы строповки заготовок и поковок при штамповке на автоматизированных комплексах на базе ГКМ | |
| Выбирать в соответствии с технологической документацией и подготавливать к работе контрольно-измерительные инструменты | |
| Выполнять измерения поковок с использованием контрольно-измерительных инструментов | |
| Применять средства индивидуальной защиты при штамповке поковок на автоматизированных комплексах на базе ГКМ | |
| Поддерживать состояние рабочего места в соответствии с требованиями охраны труда, пожарной, промышленной, экологической и электробезопасности | |
| Необходимые знания | Основы машиностроительного черчения в объеме, необходимом для выполнения работы |
| Правила чтения технологической и конструкторской документации | |
| Назначение элементов интерфейса компьютерных программ для управления автоматизированными комплексами на базе ГКМ | |
| Прикладные компьютерные программы для просмотра текстовой информации: наименования, возможности и порядок работы в них | |
| Прикладные компьютерные программы для просмотра графической информации: наименования, возможности и порядок работы в них | |
| Виды, назначение и порядок применения устройств вывода графической и текстовой информации | |
| Виды, конструкции и назначение автоматизированных комплексов на базе ГКМ | |
| Виды, конструкции и назначение штамповой оснастки для автоматизированных комплексов на базе ГКМ | |
| Виды, конструкции и назначение нагревательных устройств для нагрева заготовок под штамповку поковок на автоматизированных комплексах на базе ГКМ | |
| Виды, конструкции и назначение средств автоматизации и механизации автоматизированных комплексов на базе ГКМ | |
| Виды, конструкции и назначение подъемно-транспортных механизмов для подъема и перемещения заготовок, поковок и изделий | |
| Виды и назначение технологических смазок, применяемых при штамповке поковок на автоматизированных комплексах на базе ГКМ | |
| Режимы работы автоматизированных комплексов на базе ГКМ | |
| Условия работы штамповой оснастки при штамповке на автоматизированных комплексах на базе ГКМ | |
| Основные характеристики автоматизированных комплексов на базе ГКМ | |
| Назначение органов управления автоматизированных комплексов на базе ГКМ | |
| Порядок подготовки к работе автоматизированных комплексов на базе ГКМ | |
| Порядок подготовки к работе штамповой оснастки для автоматизированных комплексов на базе ГКМ | |
| Основные неисправности автоматизированных комплексов на базе ГКМ | |
| Основные неисправности штамповой оснастки для автоматизированных комплексов на базе ГКМ | |
| Способы устранения нарушений в работе автоматизированных комплексов на базе ГКМ | |
| Способы устранения нарушений в работе штамповой оснастки, установленной на автоматизированные комплексы на базе ГКМ | |
| Способы крепления штамповой оснастки и приспособлений на автоматизированные комплексы на базе ГКМ | |
| Приемы установки штамповой оснастки на автоматизированные комплексы на базе ГКМ и снятия с них | |
| Способы и правила нагрева и охлаждения штамповой оснастки при штамповке на автоматизированных комплексах на базе ГКМ | |
| Назначение и свойства смазывающей и охлаждающей жидкостей при штамповке на автоматизированных комплексах на базе ГКМ | |
| Виды дефектов поковок после штамповки на автоматизированных комплексах на базе ГКМ | |
| Способы устранения дефектов в поковках при штамповке на автоматизированных комплексах на базе ГКМ | |
| Термомеханические режимы штамповки поковок на автоматизированных комплексах на базе ГКМ | |
| Номенклатура поковок, штампуемых на автоматизированных комплексах на базе ГКМ | |
| Группы и марки сталей и сплавов, штампуемых на автоматизированных комплексах на базе ГКМ | |
| Сортамент заготовок, штампуемых на автоматизированных комплексах на базе ГКМ | |
| Содержание технологических процессов штамповки поковок на автоматизированных комплексах на базе ГКМ | |
| Припуски, допуски и напуски на поковки при штамповке на автоматизированных комплексах на базе ГКМ | |
| Последовательность действий при остановке автоматизированных комплексов на базе ГКМ в случае возникновения нештатной ситуации | |
| Схемы и правила складирования поковок после штамповки на автоматизированных комплексах на базе ГКМ | |
| Способы контроля размеров поковок после штамповки на автоматизированных комплексах на базе ГКМ | |
| Способы контроля температуры поковок при штамповке на автоматизированных комплексах на базе ГКМ | |
| Виды, конструкции, назначение контрольно-измерительных инструментов для контроля поковок при штамповке на автоматизированных комплексах на базе ГКМ | |
| Сроки и порядок выполнения регламентных работ по техническому обслуживанию (ежедневному, еженедельному, ежемесячному) в соответствии с требованиями эксплуатационной документации загрузочно-ориентирующих устройств, автоматизированных комплексов на базе ГКМ | |
| Правила и схемы строповки и перемещения грузов | |
| Система знаковой сигнализации при работе с машинистом крана | |
| Виды и правила применения средств индивидуальной и коллективной защиты при штамповке поковок на автоматизированных комплексах на базе ГКМ | |
| Требования охраны труда, пожарной, промышленной, экологической безопасности и электробезопасности | |
| Другие характеристики | — |
3.1.5. Трудовая функция
| Наименование | Штамповка поковок на автоматизированных комплексах на базе винтовых прессов | Код | А/05.3 | Уровень (подуровень) квалификации | 3 |
|---|
| Происхождение трудовой функции | Оригинал | X | Заимствовано из оригинала |
|---|---|---|---|
| Код оригинала | Регистрационный номер профессионального стандарта |
| Трудовые действия | Подготовка рабочего места к штамповке поковок на автоматизированных комплексах на базе винтовых прессов |
|---|---|
| Подготовка к работе автоматизированных комплексов на базе винтовых прессов | |
| Ежедневное обслуживание автоматизированных комплексов на базе винтовых прессов | |
| Загрузка заготовок в загрузочно-ориентирующие устройства автоматизированных комплексов на базе винтовых прессов | |
| Безоблойная штамповка точных поковок сложной конфигурации на автоматизированных комплексах на базе винтовых прессов двойного действия с пульта управления | |
| Штамповка поковок на автоматизированном комплексе на базе винтовых прессов с пульта управления | |
| Визуальный контроль наружных дефектов поковок при штамповке на автоматизированных комплексах на базе винтовых прессов | |
| Измерение и контроль размеров поковок при штамповке на автоматизированных комплексах на базе винтовых прессов | |
| Установление причин возникновения дефектов в поковках при штамповке на автоматизированных комплексах на базе винтовых прессов | |
| Подналадка автоматизированных комплексов на базе винтовых прессов при штамповке поковок | |
| Контроль и регулирование режимов работы автоматизированных комплексов на базе винтовых прессов при штамповке поковок | |
| Устранение мелких неисправностей в работе автоматизированных комплексов на базе винтовых прессов при штамповке поковок | |
| Складирование поковок после штамповки на автоматизированных комплексах на базе винтовых прессов | |
| Необходимые умения | Читать технологическую и конструкторскую документацию |
| Использовать компьютерные программы для управления автоматизированными комплексами на базе винтовых прессов | |
| Просматривать конструкторскую и технологическую документацию с использованием прикладных компьютерных программ | |
| Печатать конструкторскую и технологическую документацию с использованием устройств вывода графической и текстовой информации | |
| Использовать автоматизированные комплексы на базе винтовых прессов для штамповки поковок | |
| Выполнять регламентные работы по техническому обслуживанию загрузочно-ориентирующих устройств, автоматизированных комплексов на базе винтовых прессов для штамповки поковок в соответствии с требованиями эксплуатационной документации | |
| Контролировать техническое состояние и работоспособность загрузочно-ориентирующих устройств, автоматизированных комплексов на базе винтовых прессов для штамповки поковок | |
| Регулировать режимы работы автоматизированных комплексов на базе винтовых прессов для штамповки поковок | |
| Закладывать заготовки в автоматизированные комплексы на базе винтовых прессов для штамповки поковок и выгружать из них | |
| Определять причины возникновения дефектов в поковках при штамповке на автоматизированных комплексах на базе винтовых прессов | |
| Определять неисправность автоматизированных комплексов на базе винтовых прессов для штамповки поковок | |
| Определять неисправность штамповой оснастки при штамповке поковок на автоматизированных комплексах на базе винтовых прессов | |
| Прекращать работу и выключать автоматизированные комплексы на базе винтовых прессов в случае возникновения нештатной ситуации | |
| Определять показания приборов, контролирующих параметры работы автоматизированных комплексов на базе винтовых прессов | |
| Выбирать грузоподъемные механизмы и такелажную оснастку для подъема и перемещения заготовок и поковок при штамповке на автоматизированных комплексах на базе винтовых прессов | |
| Выбирать схемы строповки заготовок и поковок при штамповке на автоматизированных комплексах на базе винтовых прессов | |
| Выбирать в соответствии с технологической документацией и подготавливать к работе контрольно-измерительные инструменты | |
| Выполнять измерения поковок с использованием контрольно-измерительных инструментов | |
| Применять средства индивидуальной защиты при штамповке поковок на автоматизированных комплексах на базе винтовых прессов | |
| Поддерживать состояние рабочего места в соответствии с требованиями охраны труда, пожарной, промышленной, экологической и электробезопасности | |
| Необходимые знания | Основы машиностроительного черчения в объеме, необходимом для выполнения работы |
| Правила чтения технологической и конструкторской документации | |
| Назначение элементов интерфейса компьютерных программ для управления автоматизированными комплексами на базе винтовых прессов | |
| Прикладные компьютерные программы для просмотра текстовой информации: наименования, возможности и порядок работы в них | |
| Прикладные компьютерные программы для просмотра графической информации: наименования, возможности и порядок работы в них | |
| Виды, назначение и порядок применения устройств вывода графической и текстовой информации | |
| Виды, конструкции и назначение автоматизированных комплексов на базе винтовых прессов | |
| Виды, конструкции и назначение штамповой оснастки для автоматизированных комплексов на базе винтовых прессов | |
| Виды, конструкции и назначение нагревательных устройств для нагрева заготовок под штамповку поковок на автоматизированных комплексах на базе винтовых прессов | |
| Виды, конструкции и назначение средств автоматизации и механизации автоматизированных комплексов на базе винтовых прессов | |
| Виды, конструкции и назначение подъемно-транспортных механизмов для подъема и перемещения заготовок, поковок и изделий | |
| Виды и назначение технологических смазок, применяемых при штамповке поковок на автоматизированных комплексах на базе винтовых прессов | |
| Режимы работы автоматизированных комплексов на базе винтовых прессов | |
| Условия работы штамповой оснастки при штамповке на автоматизированных комплексах на базе винтовых прессов | |
| Основные характеристики автоматизированных комплексов на базе винтовых прессов | |
| Назначение органов управления автоматизированных комплексов на базе винтовых прессов | |
| Порядок подготовки к работе автоматизированных комплексов на базе винтовых прессов | |
| Порядок подготовки к работе штамповой оснастки для автоматизированных комплексов на базе винтовых прессов | |
| Основные неисправности автоматизированных комплексов на базе винтовых прессов | |
| Основные неисправности штамповой оснастки для автоматизированных комплексов на базе винтовых прессов | |
| Способы устранения нарушений в работе автоматизированных комплексов на базе винтовых прессов | |
| Способы устранения нарушений в работе штамповой оснастки, установленной на автоматизированные комплексы на базе винтовых прессов | |
| Способы крепления штамповой оснастки и приспособлений на автоматизированные комплексы на базе винтовых прессов | |
| Приемы установки штамповой оснастки на автоматизированные комплексы на базе винтовых прессов и снятия с них | |
| Способы и правила нагрева и охлаждения штамповой оснастки при штамповке на автоматизированных комплексах на базе винтовых прессов | |
| Назначение и свойства смазывающей и охлаждающей жидкостей при штамповке на автоматизированных комплексах на базе винтовых прессов | |
| Виды дефектов поковок после штамповки на автоматизированных комплексах на базе винтовых прессов | |
| Способы устранения дефектов в поковках при штамповке на автоматизированных комплексах на базе винтовых прессов | |
| Термомеханические режимы штамповки поковок на автоматизированных комплексах на базе винтовых прессов | |
| Номенклатура поковок, штампуемых на автоматизированных комплексах на базе винтовых прессов | |
| Группы и марки сталей и сплавов, штампуемых на автоматизированных комплексах на базе винтовых прессов | |
| Сортамент заготовок, штампуемых на автоматизированных комплексах на базе винтовых прессов | |
| Содержание технологических процессов штамповки поковок на автоматизированных комплексах на базе винтовых прессов | |
| Припуски, допуски и напуски на поковки при штамповке на автоматизированных комплексах на базе винтовых прессов | |
| Последовательность действий при остановке автоматизированных комплексов на базе винтовых прессов в случае возникновения нештатной ситуации | |
| Схемы и правила складирования поковок после штамповки на автоматизированных комплексах на базе винтовых прессов | |
| Способы контроля размеров поковок после штамповки на автоматизированных комплексах на базе винтовых прессов | |
| Способы контроля температуры поковок при штамповке на автоматизированных комплексах на базе винтовых прессов | |
| Виды, конструкции, назначение контрольно-измерительных инструментов для контроля поковок при штамповке на автоматизированных комплексах на базе винтовых прессов | |
| Сроки и порядок выполнения регламентных работ по техническому обслуживанию (ежедневному, еженедельному, ежемесячному) в соответствии с требованиями эксплуатационной документации загрузочно-ориентирующих устройств, автоматизированных комплексов на базе винтовых прессов для штамповки поковок | |
| Правила и схемы строповки и перемещения грузов | |
| Система знаковой сигнализации при работе с машинистом крана | |
| Виды и правила применения средств индивидуальной и коллективной защиты при штамповке поковок на автоматизированных комплексах на базе винтовых прессов | |
| Требования охраны труда, пожарной, промышленной, экологической безопасности и электробезопасности | |
| Другие характеристики | — |
3.1.6. Трудовая функция
| Наименование | Штамповка поковок на автоматизированных комплексах на базе специализированного оборудования | Код | А/06.3 | Уровень (подуровень) квалификации | 3 |
|---|
| Происхождение трудовой функции | Оригинал | X | Заимствовано из оригинала |
|---|---|---|---|
| Код оригинала | Регистрационный номер профессионального стандарта |
| Трудовые действия | Подготовка рабочего места к штамповке поковок на автоматизированных комплексах на базе специализированного оборудования |
|---|---|
| Подготовка к работе автоматизированных комплексов на базе специализированного оборудования | |
| Ежедневное обслуживание автоматизированных комплексов на базе специализированного оборудования | |
| Загрузка заготовок в загрузочно-ориентирующие устройства автоматизированных комплексов на базе специализированного оборудования | |
| Горячая вальцовка поковок с вытянутой осью под штамповку на роботизированных и автоматизированных комплексах на базе ковочных многоручьевых вальцов с пульта управления | |
| Изготовление поковок точных ступенчатых валов под штамповку на автоматизированных комплексах на базе станов поперечно-клиновой и плоско-клиновой прокатки с пульта управления | |
| Обрезка облоя у поковок на автоматизированных комплексах на базе специализированных автоматов и прессов с пульта управления | |
| Накатка резьбы у поковок на автоматизированных комплексах на базе специализированных автоматов с пульта управления | |
| Раскатка кольцевых и дисковых поковок на автоматизированных комплексах на базе кольце- и дискораскатных станах и раскатных машинах с пульта управления | |
| Изготовление изделий на автоматизированных комплексах на базе специализированных автоматов (высадочных, пружинонавивочных, проволочно-гвоздильных, цепевязальных, электровысадочных) с пульта управления | |
| Визуальный контроль наружных дефектов поковок при штамповке на автоматизированных комплексах на базе специализированного оборудования | |
| Измерение и контроль размеров поковок при штамповке на автоматизированных комплексах на базе специализированного оборудования | |
| Установление причин возникновения дефектов в поковках при штамповке на автоматизированных комплексах на базе специализированного оборудования | |
| Подналадка автоматизированных комплексов на базе специализированного оборудования при штамповке поковок | |
| Контроль и регулирование режимов работы автоматизированных комплексов на базе специализированного оборудования при штамповке поковок | |
| Устранение мелких неисправностей в работе автоматизированных комплексов на базе специализированного оборудования при штамповке поковок | |
| Складирование поковок после штамповки на автоматизированных комплексах на базе специализированного оборудования | |
| Необходимые умения | Читать технологическую и конструкторскую документацию |
| Использовать компьютерные программы для управления автоматизированными комплексами на базе специализированного оборудования | |
| Просматривать конструкторскую и технологическую документацию с использованием прикладных компьютерных программ | |
| Печатать конструкторскую и технологическую документацию с использованием устройств вывода графической и текстовой информации | |
| Использовать автоматизированные комплексы на базе специализированного оборудования для штамповки поковок | |
| Выполнять регламентные работы по техническому обслуживанию загрузочно-ориентирующих устройств, автоматизированных комплексов на базе специализированного оборудования в соответствии с требованиями эксплуатационной документации | |
| Контролировать техническое состояние и работоспособность загрузочно-ориентирующих устройств, автоматизированных комплексов на базе специализированного оборудования | |
| Регулировать режимы работы автоматизированных комплексов на базе специализированного оборудования для штамповки поковок | |
| Закладывать заготовки в автоматизированные комплексы на базе специализированного оборудования для штамповки поковок и выгружать из них | |
| Определять причины возникновения дефектов в поковках при штамповке на автоматизированных комплексах на базе специализированного оборудования | |
| Определять неисправность автоматизированных комплексов на базе специализированного оборудования для штамповки поковок | |
| Определять неисправность штамповой оснастки при штамповке поковок на автоматизированных комплексах на базе специализированного оборудования | |
| Прекращать работу и выключать автоматизированные комплексы на базе специализированного кузнечно-штамповочного оборудования в случае возникновения нештатной ситуации | |
| Определять показания приборов, контролирующих параметры работы автоматизированных комплексов на базе специализированного оборудования | |
| Выбирать грузоподъемные механизмы и такелажную оснастку для подъема и перемещения заготовок и поковок при штамповке на автоматизированных комплексах на базе специализированного оборудования | |
| Выбирать схемы строповки заготовок и поковок при штамповке на автоматизированных комплексах на базе специализированного оборудования | |
| Выбирать в соответствии с технологической документацией и подготавливать к работе контрольно-измерительные инструменты | |
| Выполнять измерения поковок с использованием контрольно-измерительных инструментов | |
| Применять средства индивидуальной защиты при штамповке поковок на автоматизированных комплексах на базе специализированного оборудования | |
| Поддерживать состояние рабочего места в соответствии с требованиями охраны труда, пожарной, промышленной, экологической и электробезопасности | |
| Необходимые знания | Основы машиностроительного черчения в объеме, необходимом для выполнения работы |
| Правила чтения технологической и конструкторской документации | |
| Назначение элементов интерфейса компьютерных программ для управления автоматизированными комплексами на базе специализированного оборудования | |
| Прикладные компьютерные программы для просмотра текстовой информации: наименования, возможности и порядок работы в них | |
| Прикладные компьютерные программы для просмотра графической информации: наименования, возможности и порядок работы в них | |
| Виды, назначение и порядок применения устройств вывода графической и текстовой информации | |
| Виды, конструкции и назначение автоматизированных комплексов на базе специализированного оборудования | |
| Виды, конструкции и назначение штамповой оснастки для автоматизированных комплексов на базе специализированного оборудования | |
| Виды, конструкции и назначение нагревательных устройств для нагрева заготовок под штамповку поковок на автоматизированных комплексах на базе специализированного оборудования | |
| Виды, конструкции и назначение средств автоматизации и механизации автоматизированных комплексов на базе специализированного оборудования | |
| Виды, конструкции и назначение подъемно-транспортных механизмов для подъема и перемещения заготовок, поковок и изделий | |
| Виды и назначение технологических смазок, применяемых при штамповке поковок на автоматизированных комплексах на базе специализированного оборудования | |
| Режимы работы автоматизированных комплексов на базе специализированного оборудования | |
| Условия работы штамповой оснастки при штамповке на автоматизированных комплексах на базе специализированного оборудования | |
| Основные характеристики автоматизированных комплексов на базе специализированного оборудования | |
| Назначение органов управления автоматизированных комплексов на базе специализированного оборудования | |
| Порядок подготовки к работе автоматизированных комплексов на базе специализированного оборудования | |
| Порядок подготовки к работе штамповой оснастки для автоматизированных комплексов на базе специализированного оборудования | |
| Основные неисправности автоматизированных комплексов на базе специализированного оборудования | |
| Основные неисправности штамповой оснастки для автоматизированных комплексов на базе специализированного оборудования | |
| Способы устранения нарушений в работе автоматизированных комплексов на базе специализированного оборудования | |
| Способы устранения нарушений в работе штамповой оснастки, установленной на автоматизированные комплексы на базе специализированного оборудования | |
| Способы крепления штамповой оснастки и приспособлений на автоматизированные комплексы на базе специализированного оборудования | |
| Приемы установки штамповой оснастки на автоматизированные комплексы на базе специализированного оборудования и снятия с них | |
| Способы и правила нагрева и охлаждения штамповой оснастки при штамповке на автоматизированных комплексах на базе специализированного оборудования | |
| Назначение и свойства смазывающей и охлаждающей жидкостей при штамповке на автоматизированных комплексах на базе специализированного оборудования | |
| Виды дефектов поковок после штамповки на автоматизированных комплексах на базе специализированного оборудования | |
| Способы устранения дефектов в поковках при штамповке на автоматизированных комплексах на базе специализированного оборудования | |
| Термомеханические режимы штамповки поковок на автоматизированных комплексах на базе специализированного оборудования | |
| Номенклатура поковок, штампуемых на автоматизированных комплексах на базе специализированного оборудования | |
| Группы и марки сталей и сплавов, штампуемых на автоматизированных комплексах на базе специализированного оборудования | |
| Сортамент заготовок, штампуемых на автоматизированных комплексах на базе специализированного оборудования | |
| Содержание технологических процессов штамповки поковок на автоматизированных комплексах на базе специализированного оборудования | |
| Припуски, допуски и напуски на поковки при штамповке на автоматизированных комплексах на базе специализированного оборудования | |
| Последовательность действий при остановке автоматизированных комплексов на базе специализированного оборудования в случае возникновения нештатной ситуации | |
| Схемы и правила складирования поковок после штамповки на автоматизированных комплексах на базе специализированного оборудования | |
| Способы контроля размеров поковок после штамповки на автоматизированных комплексах на базе специализированного оборудования | |
| Способы контроля температуры поковок при штамповке на автоматизированных комплексах на базе специализированного оборудования | |
| Виды, конструкции, назначение контрольно-измерительных инструментов для контроля поковок при штамповке на автоматизированных комплексах на базе специализированного оборудования | |
| Сроки и порядок выполнения регламентных работ по техническому обслуживанию (ежедневному, еженедельному, ежемесячному) в соответствии с требованиями эксплуатационной документации загрузочно-ориентирующих устройств, автоматизированных комплексов на базе специализированного оборудования | |
| Правила и схемы строповки и перемещения грузов | |
| Система знаковой сигнализации при работе с машинистом крана | |
| Виды и правила применения средств индивидуальной и коллективной защиты при штамповке поковок на автоматизированных комплексах на базе специализированного оборудования | |
| Требования охраны труда, пожарной, промышленной, экологической безопасности и электробезопасности | |
| Другие характеристики | — |
3.1.7. Трудовая функция
| Наименование | Ковка поковок на автоматизированных комплексах на базе ковочных прессов и машин | Код | А/07.3 | Уровень (подуровень) квалификации | 3 |
|---|
| Происхождение трудовой функции | Оригинал | X | Заимствовано из оригинала |
|---|---|---|---|
| Код оригинала | Регистрационный номер профессионального стандарта |
| Трудовые действия | Подготовка рабочего места к ковке поковок на автоматизированных комплексах на базе ковочных прессов и машин |
|---|---|
| Подготовка к работе автоматизированных комплексов на базе ковочных прессов и машин | |
| Ежедневное обслуживание автоматизированных комплексов на базе ковочных прессов и машин | |
| Загрузка заготовок в загрузочно-ориентирующие устройства автоматизированных комплексов на базе ковочных прессов и машин | |
| Ковка поковок на автоматизированных комплексах на базе гидравлических ковочных прессов с верхним приводом | |
| Ковка точных поковок на автоматизированных комплексах на базе гидравлических ковочных прессов с нижним приводом с программным управлением | |
| Ковка поковок типа валов и осей из прутковых и трубчатых заготовок на автоматизированных комплексах на базе радиально-обжимных и радиально-ковочных машин с программным управлением | |
| Дистанционное регулирование и контроль размеров поковок по толщине при ковке поковок на автоматизированных комплексах на базе ковочных прессов и машин | |
| Визуальный контроль наружных дефектов поковок при ковке на автоматизированных комплексах на базе ковочных прессов и машин | |
| Измерение и контроль размеров при ковке на автоматизированных комплексах на базе ковочных прессов и машин | |
| Установление причин возникновения дефектов в поковках при ковке на автоматизированных комплексах на базе ковочных прессов и машин | |
| Подналадка автоматизированных комплексов на базе ковочных прессов и машин при ковке поковок | |
| Контроль и регулирование режимов работы автоматизированных комплексов на базе ковочных прессов и машин при ковке поковок | |
| Устранение мелких неисправностей в работе автоматизированных комплексов на базе ковочных прессов и машин при ковке поковок | |
| Складирование поковок после ковки на автоматизированных комплексах на базе ковочных прессов и машин | |
| Необходимые умения | Читать технологическую и конструкторскую документацию |
| Использовать компьютерные программы для управления автоматизированными комплексами на базе ковочных прессов и машин | |
| Просматривать конструкторскую и технологическую документацию с использованием прикладных компьютерных программ | |
| Печатать конструкторскую и технологическую документацию с использованием устройств вывода графической и текстовой информации | |
| Использовать автоматизированные комплексы на базе ковочных прессов и машин для ковки поковок | |
| Выполнять ежедневное обслуживание автоматизированных комплексов на базе ковочных прессов и машин для ковки поковок | |
| Регулировать режимы работы автоматизированных комплексов на базе ковочных прессов и машин для ковки поковок | |
| Определять причины возникновения дефектов в поковках при ковке на автоматизированных комплексах на базе ковочных прессов и машин | |
| Определять неисправность автоматизированных комплексов на базе ковочных прессов и машин для ковки поковок | |
| Определять неисправность штамповой оснастки при ковке поковок на автоматизированных комплексах на базе ковочных прессов и машин | |
| Манипулировать поковками при осадке, протяжке, прошивке, раскатке на оправке и рубке при ковке на автоматизированных комплексах на базе ковочных прессов и машин | |
| Прекращать работу и выключать автоматизированные комплексы на базе ковочных прессов и машин в случае возникновения нештатной ситуации | |
| Определять показания приборов, контролирующих параметры работы автоматизированных комплексов на базе ковочных прессов и машин | |
| Выбирать грузоподъемные механизмы и такелажную оснастку для подъема и перемещения заготовок и поковок при ковке на автоматизированных комплексах на базе ковочных прессов и машин | |
| Выбирать схемы строповки заготовок и поковок при ковке на автоматизированных комплексах на базе ковочных прессов и машин | |
| Выбирать в соответствии с технологической документацией и подготавливать к работе контрольно-измерительные инструменты | |
| Выполнять измерения поковок с использованием контрольно-измерительных инструментов | |
| Применять средства индивидуальной защиты при ковке поковок на автоматизированных комплексах на базе ковочных прессов и машин | |
| Поддерживать состояние рабочего места в соответствии с требованиями охраны труда, пожарной, промышленной, экологической и электробезопасности | |
| Необходимые знания | Основы машиностроительного черчения в объеме, необходимом для выполнения работы |
| Правила чтения технологической и конструкторской документации | |
| Назначение элементов интерфейса компьютерных программ для управления автоматизированными комплексами на базе ковочных прессов и машин | |
| Прикладные компьютерные программы для просмотра текстовой информации: наименования, возможности и порядок работы в них | |
| Прикладные компьютерные программы для просмотра графической информации: наименования, возможности и порядок работы в них | |
| Виды, назначение и порядок применения устройств вывода графической и текстовой информации | |
| Виды, конструкции и назначение автоматизированных комплексов на базе ковочных прессов и машин | |
| Виды, конструкции и назначение кузнечного инструмента для автоматизированных комплексов на базе ковочных прессов и машин | |
| Виды, конструкции и назначение нагревательных устройств для нагрева заготовок под ковку поковок на автоматизированных комплексах на базе ковочных прессов и машин | |
| Виды, конструкции и назначение средств автоматизации и механизации автоматизированных комплексов на базе ковочных прессов и машин | |
| Виды, конструкции и назначение подъемно-транспортных механизмов для подъема и перемещения заготовок, поковок и изделий | |
| Режимы работы автоматизированных комплексов на базе ковочных прессов и машин | |
| Условия работы кузнечного инструмента при штамповке на автоматизированных комплексах на базе ковочных прессов и машин | |
| Основные характеристики автоматизированных комплексов на базе ковочных прессов и машин | |
| Назначение органов управления автоматизированных комплексов на базе ковочных прессов и машин | |
| Порядок подготовки к работе автоматизированных комплексов на базе ковочных прессов и машин | |
| Порядок подготовки к работе кузнечного инструмента для автоматизированных комплексов на базе ковочных прессов и машин | |
| Основные неисправности автоматизированных комплексов на базе ковочных прессов и машин | |
| Основные неисправности кузнечного инструмента для автоматизированных комплексов на базе ковочных прессов и машин | |
| Способы устранения нарушений в работе автоматизированных комплексов на базе ковочных прессов и машин | |
| Способы устранения нарушений в работе кузнечного инструмента, установленного на автоматизированные комплексы на базе ковочных прессов и машин | |
| Способы крепления кузнечного инструмента и приспособлений на автоматизированные комплексы на базе ковочных прессов и машин | |
| Приемы установки кузнечного инструмента на автоматизированные комплексы на базе ковочных прессов и машин и снятия с них | |
| Способы и правила нагрева и охлаждения кузнечного инструмента при штамповке на автоматизированных комплексах на базе ковочных прессов и машин | |
| Назначение и свойства смазывающей и охлаждающей жидкостей при штамповке на автоматизированных комплексах на базе ковочных прессов и машин | |
| Виды дефектов поковок после штамповки на автоматизированных комплексах на базе ковочных прессов и машин | |
| Способы устранения дефектов в поковках при штамповке на автоматизированных комплексах на базе ковочных прессов и машин | |
| Термомеханические режимы штамповки поковок на автоматизированных комплексах на базе ковочных прессов и машин | |
| Номенклатура кованых поковок, изготовляемых на автоматизированных комплексах на базе ковочных прессов и машин | |
| Группы и марки сталей и сплавов, подвергаемых ковке на автоматизированных комплексах на базе ковочных прессов и машин | |
| Сортамент заготовок, подвергаемых ковке на автоматизированных комплексах на базе ковочных прессов и машин | |
| Содержание технологических процессов ковки поковок на автоматизированных комплексах на базе ковочных прессов и машин | |
| Припуски, допуски и напуски на поковки при ковке на автоматизированных комплексах на базе ковочных прессов и машин | |
| Последовательность действий при остановке автоматизированных комплексов на базе ковочных прессов и машин в случае возникновения нештатной ситуации | |
| Схемы и правила складирования кованых поковок после ковки на автоматизированных комплексах на базе ковочных прессов и машин | |
| Способы контроля размеров поковок после ковки на автоматизированных комплексах на базе ковочных прессов и машин | |
| Способы контроля температуры поковок при ковке на автоматизированных комплексах на базе ковочных прессов и машин | |
| Виды, конструкции, назначение контрольно-измерительных инструментов для контроля поковок при ковке на автоматизированных комплексах на базе ковочных прессов и машин | |
| Правила и схемы строповки и перемещения грузов | |
| Система знаковой сигнализации при работе с машинистом крана | |
| Виды и правила применения средств индивидуальной и коллективной защиты при ковке поковок на автоматизированных комплексах на базе ковочных прессов и машин | |
| Требования охраны труда, пожарной, промышленной, экологической безопасности и электробезопасности | |
| Другие характеристики | — |
3.2. Обобщенная трудовая функция
| Наименование | Горячая штамповка поковок на полуавтоматических линиях | Код | B | Уровень квалификации | 3 |
|---|
| Происхождение обобщенной трудовой функции | Оригинал | X | Заимствовано из оригинала |
|---|---|---|---|
| Код оригинала | Регистрационный номер профессионального стандарта |
| Возможные наименования должностей, профессий | Оператор-кузнец на автоматических и полуавтоматических линиях 4-го разряда |
|---|---|
| Требования к образованию и обучению | Среднее общее образование и профессиональное обучение — программы профессиональной подготовки по профессиям рабочих, должностям служащих, программы переподготовки рабочих, служащих или Среднее профессиональное образование — программы подготовки квалифицированных рабочих, служащих |
| Требования к опыту практической работы | Не менее двух лет оператором-кузнецом на автоматических и полуавтоматических линиях 3-го разряда для прошедших профессиональное обучение |
| Особые условия допуска к работе | Лица не моложе 18 лет Прохождение обязательных предварительных и периодических медицинских осмотров Прохождение обучения мерам пожарной безопасности Прохождение инструктажа по охране труда на рабочем месте Прохождение инструктажа на рабочем месте и проверки навыков по зацепке грузов Наличие удостоверения на право самостоятельной работы с подъемными сооружениями по соответствующим видам деятельности, выданное в порядке, установленном эксплуатирующей организацией |
| Другие характеристики | — |
| Наименование документа | Код | Наименование базовой группы, должности (профессии) или специальности |
|---|---|---|
| ОКЗ | 7221 | Кузнецы |
| ЕТКС | § 54 | Оператор-кузнец на автоматических и полуавтоматических линиях 4-го разряда |
| ОКПДТР | 15655 | Оператор-кузнец на автоматических и полуавтоматических линиях |
| ОКСО 10 | 2.15.01.01 | Оператор в производстве металлических изделий |
| 2.15.01.03 | Наладчик кузнечно-прессового оборудования |
3.2.1. Трудовая функция
| Наименование | Штамповка поковок на полуавтоматических линиях на базе горячештамповочных автоматов | Код | B/01.3 | Уровень (подуровень) квалификации | 3 |
|---|
| Происхождение трудовой функции | Оригинал | X | Заимствовано из оригинала |
|---|---|---|---|
| Код оригинала | Регистрационный номер профессионального стандарта |
| Трудовые действия | Подготовка рабочего места к штамповке поковок на полуавтоматических линиях на базе горячештамповочных автоматов |
|---|---|
| Подготовка к работе полуавтоматических линий на базе горячештамповочных автоматов | |
| Ежедневное обслуживание полуавтоматических линий на базе горячештамповочных автоматов | |
| Загрузка заготовок в загрузочно-ориентирующие устройства полуавтоматических линий на базе горячештамповочных автоматов | |
| Штамповка поковок на полуавтоматических линиях на базе автоматов с пульта управления | |
| Визуальный контроль наружных дефектов поковок при штамповке на полуавтоматических линиях на базе горячештамповочных автоматов | |
| Измерение и контроль размеров поковок при штамповке на полуавтоматических линиях на базе горячештамповочных автоматов | |
| Установление причин возникновения дефектов в поковках при штамповке на полуавтоматических линиях на базе горячештамповочных автоматов | |
| Подналадка полуавтоматических линий на базе горячештамповочных автоматов при штамповке поковок | |
| Контроль и регулирование режимов работы полуавтоматических линий на базе горячештамповочных автоматов при штамповке поковок | |
| Устранение мелких неисправностей в работе полуавтоматических линий на базе горячештамповочных автоматов при штамповке поковок | |
| Настройка компьютерных программ для управления полуавтоматическими линиями на базе горячештамповочных автоматов при штамповке поковок | |
| Складирование поковок после штамповки поковок на полуавтоматических линиях на базе горячештамповочных автоматов | |
| Необходимые умения | Читать технологическую и конструкторскую документацию |
| Использовать компьютерные программы для управления полуавтоматическими линиями на базе горячештамповочных автоматов | |
| Просматривать конструкторскую и технологическую документацию с использованием прикладных компьютерных программ | |
| Печатать конструкторскую и технологическую документацию с использованием устройств вывода графической и текстовой информации | |
| Использовать полуавтоматические линии на базе горячештамповочных автоматов для штамповки поковок | |
| Выполнять регламентные работы по техническому обслуживанию загрузочно-ориентирующих устройств, полуавтоматических линий на базе горячештамповочных автоматов в соответствии с требованиями эксплуатационной документации | |
| Контролировать техническое состояние и работоспособность загрузочно-ориентирующих устройств, полуавтоматических линий на базе горячештамповочных автоматов | |
| Регулировать режимы работы полуавтоматических линий на базе горячештамповочных автоматов для штамповки поковок | |
| Закладывать заготовки в полуавтоматические линии на базе горячештамповочных автоматов для штамповки поковок и выгружать из них | |
| Определять причины возникновения дефектов в поковках при штамповке на полуавтоматических линиях на базе горячештамповочных автоматов | |
| Определять неисправность полуавтоматических линий на базе горячештамповочных автоматов для штамповки поковок | |
| Определять неисправность штамповой оснастки при штамповке поковок на полуавтоматических линиях на базе горячештамповочных автоматов | |
| Прекращать работу и выключать полуавтоматические линии на базе горячештамповочных автоматов в случае возникновения нештатной ситуации | |
| Определять показания приборов, контролирующих параметры работы полуавтоматических линий на базе горячештамповочных автоматов | |
| Выбирать грузоподъемные механизмы и такелажную оснастку для подъема и перемещения заготовок и поковок при штамповке на полуавтоматических линиях на базе горячештамповочных автоматов | |
| Выбирать схемы строповки заготовок и поковок при штамповке на полуавтоматических линиях на базе горячештамповочных автоматов | |
| Выбирать в соответствии с технологической документацией и подготавливать к работе контрольно-измерительные инструменты | |
| Выполнять измерения поковок с использованием контрольно-измерительных инструментов | |
| Применять средства индивидуальной защиты при штамповке поковок на полуавтоматических линиях на базе горячештамповочных автоматов | |
| Поддерживать состояние рабочего места в соответствии с требованиями охраны труда, пожарной, промышленной, экологической и электробезопасности | |
| Необходимые знания | Основы машиностроительного черчения в объеме, необходимом для выполнения работы |
| Правила чтения технологической и конструкторской документации | |
| Назначение элементов интерфейса компьютерных программ для управления полуавтоматическими линиями на базе горячештамповочных автоматов | |
| Прикладные компьютерные программы для просмотра текстовой информации: наименования, возможности и порядок работы в них | |
| Прикладные компьютерные программы для просмотра графической информации: наименования, возможности и порядок работы в них | |
| Виды, назначение и порядок применения устройств вывода графической и текстовой информации | |
| Виды, конструкции и назначение полуавтоматических линий на базе горячештамповочных автоматов | |
| Виды, конструкции и назначение штамповой оснастки для полуавтоматических линий на базе горячештамповочных автоматов | |
| Виды, конструкции и назначение нагревательных устройств для нагрева заготовок под штамповку поковок на полуавтоматических линиях на базе горячештамповочных автоматов | |
| Виды, конструкции и назначение средств автоматизации и механизации полуавтоматических линий на базе горячештамповочных автоматов | |
| Виды, конструкции и назначение подъемно-транспортных механизмов для подъема и перемещения заготовок, поковок и изделий | |
| Виды и назначение технологических смазок, применяемых при штамповке поковок на полуавтоматических линиях на базе горячештамповочных автоматов | |
| Режимы работы полуавтоматических линий на базе горячештамповочных автоматов | |
| Условия работы штамповой оснастки при штамповке на полуавтоматических линиях на базе горячештамповочных автоматов | |
| Основные характеристики полуавтоматических линий на базе горячештамповочных автоматов | |
| Назначение органов управления полуавтоматических линий на базе горячештамповочных автоматов | |
| Порядок подготовки к работе полуавтоматических линий на базе горячештамповочных автоматов | |
| Порядок подготовки к работе штамповой оснастки для полуавтоматических линий на базе горячештамповочных автоматов | |
| Основные неисправности полуавтоматических линий на базе горячештамповочных автоматов | |
| Основные неисправности штамповой оснастки для полуавтоматических линий на базе горячештамповочных автоматов | |
| Способы устранения нарушений в работе полуавтоматических линий на базе горячештамповочных автоматов | |
| Способы устранения нарушений в работе штамповой оснастки, установленной на полуавтоматических линиях на базе горячештамповочных автоматов | |
| Способы крепления штамповой оснастки и приспособлений на полуавтоматических линиях на базе горячештамповочных автоматов | |
| Приемы установки штамповой оснастки на полуавтоматических линиях на базе горячештамповочных автоматов и снятия с них | |
| Способы и правила нагрева и охлаждения штамповой оснастки при штамповке на полуавтоматических линиях на базе горячештамповочных автоматов | |
| Назначение и свойства смазывающей и охлаждающей жидкостей при штамповке на полуавтоматических линиях на базе горячештамповочных автоматов | |
| Виды дефектов поковок после штамповки на полуавтоматических линиях на базе горячештамповочных автоматов | |
| Способы устранения дефектов в поковках при штамповке на полуавтоматических линиях на базе горячештамповочных автоматов | |
| Термомеханические режимы штамповки поковок на полуавтоматических линиях на базе горячештамповочных автоматов | |
| Номенклатура поковок, штампуемых на полуавтоматических линиях на базе горячештамповочных автоматов | |
| Группы и марки сталей и сплавов, штампуемых на полуавтоматических линиях на базе горячештамповочных автоматов | |
| Сортамент заготовок, штампуемых на полуавтоматических линиях на базе горячештамповочных автоматов | |
| Содержание технологических процессов штамповки поковок на полуавтоматических линиях на базе горячештамповочных автоматов | |
| Припуски, допуски и напуски на поковки при штамповке на полуавтоматических линиях на базе горячештамповочных автоматов | |
| Последовательность действий при остановке полуавтоматических линий на базе горячештамповочных автоматов в случае возникновения нештатной ситуации | |
| Схемы и правила складирования поковок после штамповки на полуавтоматических линиях на базе горячештамповочных автоматов | |
| Способы контроля размеров поковок после штамповки на полуавтоматических линиях на базе горячештамповочных автоматов | |
| Способы контроля температуры поковок при штамповке на полуавтоматических линиях на базе горячештамповочных автоматов | |
| Виды, конструкции, назначение контрольно-измерительных инструментов для контроля поковок при штамповке на полуавтоматических линиях на базе горячештамповочных автоматов | |
| Сроки и порядок выполнения регламентных работ по техническому обслуживанию (ежедневному, еженедельному, ежемесячному) в соответствии с требованиями эксплуатационной документации загрузочно-ориентирующих устройств, полуавтоматических линий на базе горячештамповочных автоматов | |
| Правила и схемы строповки и перемещения грузов | |
| Система знаковой сигнализации при работе с машинистом крана | |
| Виды и правила применения средств индивидуальной и коллективной защиты при штамповке поковок на полуавтоматических линиях на базе горячештамповочных автоматов | |
| Требования охраны труда, пожарной, промышленной, экологической безопасности и электробезопасности | |
| Другие характеристики | — |
3.2.2. Трудовая функция
| Наименование | Штамповка поковок на полуавтоматических линиях на базе КГШП | Код | B/02.3 | Уровень (подуровень) квалификации | 3 |
|---|
| Происхождение трудовой функции | Оригинал | X | Заимствовано из оригинала |
|---|---|---|---|
| Код оригинала | Регистрационный номер профессионального стандарта |
| Трудовые действия | Подготовка рабочего места к штамповке поковок на полуавтоматических линиях на базе КГШП |
|---|---|
| Подготовка к работе полуавтоматических линий на базе КГШП | |
| Ежедневное обслуживание полуавтоматических линий на базе КГШП | |
| Загрузка заготовок в загрузочно-ориентирующие устройства полуавтоматических линий на базе КГШП | |
| Штамповка поковок на полуавтоматических линиях на базе КГШП с пульта управления | |
| Визуальный контроль наружных дефектов поковок при штамповке на полуавтоматических линиях на базе КГШП | |
| Измерение и контроль размеров поковок при штамповке на полуавтоматических линиях на базе КГШП | |
| Установление причин возникновения дефектов в поковках при штамповке на полуавтоматических линиях на базе КГШП | |
| Подналадка полуавтоматических линий на базе КГШП при штамповке поковок | |
| Контроль и регулирование режимов работы полуавтоматических линий на базе КГШП при штамповке поковок | |
| Устранение мелких неисправностей в работе полуавтоматических линий на базе КГШП при штамповке поковок | |
| Настройка компьютерных программ для управления полуавтоматическими линиями на базе КГШП при штамповке поковок | |
| Складирование поковок после штамповки на полуавтоматических линиях на базе КГШП | |
| Необходимые умения | Читать технологическую и конструкторскую документацию |
| Использовать компьютерные программы для управления полуавтоматическими линиями на базе КГШП | |
| Просматривать конструкторскую и технологическую документацию с использованием прикладных компьютерных программ | |
| Печатать конструкторскую и технологическую документацию с использованием устройств вывода графической и текстовой информации | |
| Использовать полуавтоматические линии на базе КГШП для штамповки поковок | |
| Выполнять регламентные работы по техническому обслуживанию загрузочно-ориентирующих устройств, полуавтоматических линий на базе КГШП в соответствии с требованиями эксплуатационной документации | |
| Контролировать техническое состояние и работоспособность загрузочно-ориентирующих устройств, полуавтоматических линий на базе КГШП | |
| Регулировать режимы работы полуавтоматических линий на базе КГШП для штамповки поковок | |
| Закладывать заготовки в полуавтоматические линии на базе КГШП для штамповки поковок и выгружать из них | |
| Определять причины возникновения дефектов в поковках при штамповке на полуавтоматических линиях на базе КГШП | |
| Определять неисправность полуавтоматических линий на базе КГШП для штамповки поковок | |
| Определять неисправность штамповой оснастки при штамповке поковок на полуавтоматических линиях на базе КГШП | |
| Прекращать работу и выключать полуавтоматические линии базе КГШП в случае возникновения нештатной ситуации | |
| Определять показания приборов, контролирующих параметры работы полуавтоматических линий на базе КГШП | |
| Выбирать грузоподъемные механизмы и такелажную оснастку для подъема и перемещения заготовок и поковок при штамповке на полуавтоматических линиях на базе КГШП | |
| Выбирать схемы строповки заготовок и поковок при штамповке на полуавтоматических линиях на базе КГШП | |
| Выбирать в соответствии с технологической документацией и подготавливать к работе контрольно-измерительные инструменты | |
| Выполнять измерения поковок с использованием контрольно-измерительных инструментов | |
| Применять средства индивидуальной защиты при штамповке поковок на полуавтоматических линиях на базе КГШП | |
| Поддерживать состояние рабочего места в соответствии с требованиями охраны труда, пожарной, промышленной, экологической и электробезопасности | |
| Необходимые знания | Основы машиностроительного черчения в объеме, необходимом для выполнения работы |
| Правила чтения технологической и конструкторской документации | |
| Назначение элементов интерфейса компьютерных программ для управления полуавтоматическими линиями на базе КГШП | |
| Прикладные компьютерные программы для просмотра текстовой информации: наименования, возможности и порядок работы в них | |
| Прикладные компьютерные программы для просмотра графической информации: наименования, возможности и порядок работы в них | |
| Виды, назначение и порядок применения устройств вывода графической и текстовой информации | |
| Виды, конструкции и назначение полуавтоматических линий на базе КГШП | |
| Виды, конструкции и назначение штамповой оснастки для полуавтоматических линий на базе КГШП | |
| Виды, конструкции и назначение нагревательных устройств для нагрева заготовок под штамповку поковок на полуавтоматических линиях на базе КГШП | |
| Виды, конструкции и назначение средств автоматизации и механизации полуавтоматических линий на базе КГШП | |
| Виды, конструкции и назначение подъемно-транспортных механизмов для подъема и перемещения заготовок, поковок и изделий | |
| Виды и назначение технологических смазок, применяемых при штамповке поковок на полуавтоматических линиях на базе КГШП | |
| Режимы работы полуавтоматических линий на базе КГШП | |
| Условия работы штамповой оснастки при штамповке на полуавтоматических линиях на базе КГШП | |
| Основные характеристики полуавтоматических линий на базе КГШП | |
| Назначение органов управления полуавтоматических линий на базе КГШП | |
| Порядок подготовки к работе полуавтоматических линий на базе КГШП | |
| Порядок подготовки к работе штамповой оснастки для полуавтоматических линий на базе КГШП | |
| Основные неисправности полуавтоматических линий на базе КГШП | |
| Основные неисправности штамповой оснастки для полуавтоматических линий на базе КГШП | |
| Способы устранения нарушений в работе полуавтоматических линий на базе КГШП | |
| Способы устранения нарушений в работе штамповой оснастки, установленной на полуавтоматических линиях на базе КГШП | |
| Способы крепления штамповой оснастки и приспособлений на полуавтоматических линиях на базе КГШП | |
| Приемы установки штамповой оснастки на полуавтоматических линиях на базе КГШП и снятия с них | |
| Способы и правила нагрева и охлаждения штамповой оснастки при штамповке на полуавтоматических линиях на базе КГШП | |
| Назначение и свойства смазывающей и охлаждающей жидкостей при штамповке на полуавтоматических линиях на базе КГШП | |
| Виды дефектов поковок после штамповки на полуавтоматических линиях на базе КГШП | |
| Способы устранения дефектов в поковках при штамповке на полуавтоматических линиях на базе КГШП | |
| Термомеханические режимы штамповки поковок на полуавтоматических линиях на базе КГШП | |
| Номенклатура поковок, штампуемых на полуавтоматических линиях на базе КГШП | |
| Группы и марки сталей и сплавов, штампуемых на полуавтоматических линиях на базе КГШП | |
| Сортамент заготовок, штампуемых на полуавтоматических линиях на базе КГШП | |
| Содержание технологических процессов штамповки поковок на полуавтоматических линиях на базе КГШП | |
| Припуски, допуски и напуски на поковки при штамповке на полуавтоматических линиях на базе КГШП | |
| Последовательность действий при остановке полуавтоматических линий на базе КГШП в случае возникновения нештатной ситуации | |
| Схемы и правила складирования поковок после штамповки на полуавтоматических линиях на базе КГШП | |
| Способы контроля размеров поковок после штамповки на полуавтоматических линиях на базе КГШП | |
| Способы контроля температуры поковок при штамповке на полуавтоматических линиях на базе КГШП | |
| Виды, конструкции, назначение контрольно-измерительных инструментов для контроля поковок при штамповке на полуавтоматических линиях на базе КГШП | |
| Сроки и порядок выполнения регламентных работ по техническому обслуживанию (ежедневному, еженедельному, ежемесячному) в соответствии с требованиями эксплуатационной документации загрузочно-ориентирующих устройств, полуавтоматических линий на базе КГШП | |
| Правила и схемы строповки и перемещения грузов | |
| Система знаковой сигнализации при работе с машинистом крана | |
| Виды и правила применения средств индивидуальной и коллективной защиты при штамповке поковок изделий на полуавтоматических линиях на базе КГШП | |
| Требования охраны труда, пожарной, промышленной, экологической безопасности и электробезопасности | |
| Другие характеристики | — |
3.2.3. Трудовая функция
| Наименование | Штамповка поковок на полуавтоматических линиях на базе гидравлических прессов | Код | B/03.3 | Уровень (подуровень) квалификации | 3 |
|---|
| Происхождение трудовой функции | Оригинал | X | Заимствовано из оригинала |
|---|---|---|---|
| Код оригинала | Регистрационный номер профессионального стандарта |
| Трудовые действия | Подготовка рабочего места к штамповке поковок на полуавтоматических линиях на базе гидравлических прессов |
|---|---|
| Подготовка к работе полуавтоматических линий на базе гидравлических прессов | |
| Ежедневное обслуживание полуавтоматических линий на базе гидравлических прессов | |
| Загрузка заготовок в загрузочно-ориентирующие устройства полуавтоматических линий на базе гидравлических прессов | |
| Штамповка поковок на полуавтоматических линиях на базе гидравлических прессов с пульта управления | |
| Визуальный контроль наружных дефектов поковок при штамповке на полуавтоматических линиях на базе гидравлических прессов | |
| Измерение и контроль размеров поковок при штамповке на полуавтоматических линиях на базе гидравлических прессов | |
| Установление причин возникновения дефектов в поковках при штамповке на полуавтоматических линиях на базе гидравлических прессов | |
| Подналадка полуавтоматических линий на базе гидравлических прессов при штамповке поковок | |
| Контроль и регулирование режимов работы полуавтоматических линий на базе гидравлических прессов при штамповке поковок | |
| Устранение мелких неисправностей в работе полуавтоматических линий на базе гидравлических прессов при штамповке поковок | |
| Настройка компьютерных программ для управления полуавтоматическими линиями на базе гидравлических прессов при штамповке поковок | |
| Складирование поковок после штамповки на полуавтоматических линиях на базе гидравлических прессов | |
| Необходимые умения | Читать технологическую и конструкторскую документацию |
| Использовать компьютерные программы для управления полуавтоматическими линиями на базе гидравлических прессов | |
| Просматривать конструкторскую и технологическую документацию с использованием прикладных компьютерных программ | |
| Печатать конструкторскую и технологическую документацию с использованием устройств вывода графической и текстовой информации | |
| Использовать полуавтоматические линии на базе гидравлических прессов для штамповки поковок | |
| Выполнять регламентные работы по техническому обслуживанию загрузочно-ориентирующих устройств, полуавтоматических линий на базе гидравлических прессов в соответствии с требованиями эксплуатационной документации | |
| Контролировать техническое состояние и работоспособность загрузочно-ориентирующих устройств, полуавтоматических линий на базе гидравлических прессов | |
| Регулировать режимы работы полуавтоматических линий на базе гидравлических прессов для штамповки поковок | |
| Закладывать заготовки в полуавтоматические линии на базе гидравлических прессов для штамповки поковок и выгружать из них | |
| Определять причины возникновения дефектов в поковках при штамповке на полуавтоматических линиях на базе гидравлических прессов | |
| Определять неисправность полуавтоматических линий на базе гидравлических прессов для штамповки поковок | |
| Определять неисправность штамповой оснастки при штамповке поковок на полуавтоматических линиях на базе гидравлических прессов | |
| Прекращать работу и выключать полуавтоматические линии на базе гидравлических прессов в случае возникновения нештатной ситуации | |
| Определять показания приборов, контролирующих параметры работы полуавтоматических линий на базе гидравлических прессов | |
| Выбирать грузоподъемные механизмы и такелажную оснастку для подъема и перемещения заготовок и поковок при штамповке на полуавтоматических линиях на базе гидравлических прессов | |
| Выбирать схемы строповки заготовок и поковок при штамповке на полуавтоматических линиях на базе гидравлических прессов | |
| Выбирать в соответствии с технологической документацией и подготавливать к работе контрольно-измерительные инструменты | |
| Выполнять измерения поковок с использованием контрольно-измерительных инструментов | |
| Применять средства индивидуальной защиты при штамповке поковок на полуавтоматических линиях на базе гидравлических прессов | |
| Поддерживать состояние рабочего места в соответствии с требованиями охраны труда, пожарной, промышленной, экологической и электробезопасности | |
| Необходимые знания | Основы машиностроительного черчения в объеме, необходимом для выполнения работы |
| Правила чтения технологической и конструкторской документации | |
| Назначение элементов интерфейса компьютерных программ для управления полуавтоматическими линиями на базе гидравлических прессов | |
| Прикладные компьютерные программы для просмотра текстовой информации: наименования, возможности и порядок работы в них | |
| Прикладные компьютерные программы для просмотра графической информации: наименования, возможности и порядок работы в них | |
| Виды, назначение и порядок применения устройств вывода графической и текстовой информации | |
| Виды, конструкции и назначение полуавтоматических линий на базе гидравлических прессов | |
| Виды, конструкции и назначение штамповой оснастки для полуавтоматических линий на базе гидравлических прессов | |
| Виды, конструкции и назначение нагревательных устройств для нагрева заготовок под штамповку поковок на полуавтоматических линиях на базе гидравлических прессов | |
| Виды, конструкции и назначение средств автоматизации и механизации полуавтоматических линий на базе гидравлических прессов | |
| Виды, конструкции и назначение подъемно-транспортных механизмов для подъема и перемещения заготовок, поковок и изделий | |
| Виды и назначение технологических смазок, применяемых при штамповке поковок на полуавтоматических линиях на базе гидравлических прессов | |
| Режимы работы полуавтоматических линий на базе гидравлических прессов | |
| Условия работы штамповой оснастки при штамповке на полуавтоматических линиях на базе гидравлических прессов | |
| Основные характеристики полуавтоматических линий на базе гидравлических прессов | |
| Назначение органов управления полуавтоматических линий на базе гидравлических прессов | |
| Порядок подготовки к работе полуавтоматических линий на базе гидравлических прессов | |
| Порядок подготовки к работе штамповой оснастки для полуавтоматических линий на базе гидравлических прессов | |
| Основные неисправности полуавтоматических линий на базе гидравлических прессов | |
| Основные неисправности штамповой оснастки для полуавтоматических линий на базе гидравлических прессов | |
| Способы устранения нарушений в работе полуавтоматических линий на базе гидравлических прессов | |
| Способы устранения нарушений в работе штамповой оснастки, установленной на полуавтоматических линиях на базе гидравлических прессов | |
| Способы крепления штамповой оснастки и приспособлений на полуавтоматических линиях на базе гидравлических прессов | |
| Приемы установки штамповой оснастки на полуавтоматических линиях на базе гидравлических прессов и снятия с них | |
| Способы и правила нагрева и охлаждения штамповой оснастки при штамповке на полуавтоматических линиях на базе гидравлических прессов | |
| Марки и свойства рабочих жидкостей гидравлических прессов | |
| Назначение и свойства смазывающей и охлаждающей жидкостей при штамповке на полуавтоматических линиях на базе гидравлических прессов | |
| Виды дефектов поковок после штамповки на полуавтоматических линиях на базе гидравлических прессов | |
| Способы устранения дефектов в поковках при штамповке на полуавтоматических линиях на базе гидравлических прессов | |
| Термомеханические режимы штамповки поковок на полуавтоматических линиях на базе гидравлических прессов | |
| Номенклатура поковок, штампуемых на полуавтоматических линиях на базе гидравлических прессов | |
| Группы и марки сталей и сплавов, штампуемых на полуавтоматических линиях на базе гидравлических прессов | |
| Сортамент заготовок, штампуемых на полуавтоматических линиях на базе гидравлических прессов | |
| Содержание технологических процессов штамповки поковок на полуавтоматических линиях на базе гидравлических прессов | |
| Припуски, допуски и напуски на поковки при штамповке на полуавтоматических линиях на базе гидравлических прессов | |
| Последовательность действий при остановке полуавтоматических линий на базе гидравлических прессов в случае возникновения нештатной ситуации | |
| Схемы и правила складирования поковок после штамповки на полуавтоматических линиях на базе гидравлических прессов | |
| Способы контроля размеров поковок после штамповки на полуавтоматических линиях на базе гидравлических прессов | |
| Способы контроля температуры поковок при штамповке на полуавтоматических линиях на базе гидравлических прессов | |
| Виды, конструкции, назначение контрольно-измерительных инструментов для контроля поковок при штамповке на полуавтоматических линиях на базе гидравлических прессов | |
| Сроки и порядок выполнения регламентных работ по техническому обслуживанию (ежедневному, еженедельному, ежемесячному) в соответствии с требованиями эксплуатационной документации загрузочно-ориентирующих устройств, полуавтоматических линий на базе гидравлических прессов | |
| Правила и схемы строповки и перемещения грузов | |
| Система знаковой сигнализации при работе с машинистом крана | |
| Виды и правила применения средств индивидуальной и коллективной защиты при штамповке поковок изделий на полуавтоматических линиях на базе гидравлических прессов | |
| Требования охраны труда, пожарной, промышленной, экологической безопасности и электробезопасности | |
| Другие характеристики | — |
3.2.4. Трудовая функция
| Наименование | Штамповка поковок на полуавтоматических линиях на базе ГКМ | Код | B/04.3 | Уровень (подуровень) квалификации | 3 |
|---|
| Происхождение трудовой функции | Оригинал | X | Заимствовано из оригинала |
|---|---|---|---|
| Код оригинала | Регистрационный номер профессионального стандарта |
| Трудовые действия | Подготовка рабочего места к штамповке поковок на полуавтоматических линиях на базе ГКМ |
|---|---|
| Подготовка к работе полуавтоматических линий на базе ГКМ | |
| Ежедневное обслуживание полуавтоматических линий на базе ГКМ | |
| Загрузка заготовок в загрузочно-ориентирующие устройства полуавтоматических линий на базе ГКМ | |
| Штамповка поковок на полуавтоматических линиях на базе ГКМ | |
| Визуальный контроль наружных дефектов поковок при штамповке на полуавтоматических линиях на базе ГКМ | |
| Измерение и контроль размеров поковок при штамповке на полуавтоматических линиях на базе ГКМ | |
| Установление причин возникновения дефектов в поковках при штамповке на полуавтоматических линиях на базе ГКМ | |
| Подналадка полуавтоматических линий на базе ГКМ при штамповке поковок | |
| Контроль и регулирование режимов работы полуавтоматических линий на базе ГКМ при штамповке поковок | |
| Устранение мелких неисправностей в работе полуавтоматических линий на базе ГКМ при штамповке поковок | |
| Настройка компьютерных программ для управления полуавтоматическими линиями на базе ГКМ при штамповке поковок | |
| Складирование поковок после штамповки на полуавтоматических линиях на базе ГКМ | |
| Необходимые умения | Читать технологическую и конструкторскую документацию |
| Использовать компьютерные программы для управления полуавтоматическими линиями на базе ГКМ | |
| Просматривать конструкторскую и технологическую документацию с использованием прикладных компьютерных программ | |
| Печатать конструкторскую и технологическую документацию с использованием устройств вывода графической и текстовой информации | |
| Использовать полуавтоматические линии на базе ГКМ для штамповки поковок | |
| Выполнять регламентные работы по техническому обслуживанию загрузочно-ориентирующих устройств, полуавтоматических линий на базе ГКМ в соответствии с требованиями эксплуатационной документации | |
| Контролировать техническое состояние и работоспособность загрузочно-ориентирующих устройств, полуавтоматических линий на базе ГКМ | |
| Регулировать режимы работы полуавтоматических линий на базе ГКМ для штамповки поковок | |
| Закладывать заготовки в полуавтоматические линии на базе ГКМ для штамповки поковок и выгружать из них | |
| Определять причины возникновения дефектов в поковках при штамповке на полуавтоматических линиях на базе ГКМ | |
| Определять неисправность полуавтоматических линий на базе ГКМ для штамповки поковок | |
| Определять неисправность штамповой оснастки при штамповке поковок на полуавтоматических линиях на базе ГКМ | |
| Прекращать работу и выключать полуавтоматические линии на базе ГКМ в случае возникновения нештатной ситуации | |
| Определять показания приборов, контролирующих параметры работы полуавтоматических линий на базе ГКМ | |
| Выбирать грузоподъемные механизмы и такелажную оснастку для подъема и перемещения заготовок и поковок при штамповке на полуавтоматических линиях на базе ГКМ | |
| Выбирать схемы строповки заготовок и поковок при штамповке на полуавтоматических линиях на базе ГКМ | |
| Выбирать в соответствии с технологической документацией и подготавливать к работе контрольно-измерительные инструменты | |
| Выполнять измерения поковок с использованием контрольно-измерительных инструментов | |
| Применять средства индивидуальной защиты при штамповке поковок на полуавтоматических линиях на базе ГКМ | |
| Поддерживать состояние рабочего места в соответствии с требованиями охраны труда, пожарной, промышленной, экологической и электробезопасности | |
| Необходимые знания | Основы машиностроительного черчения в объеме, необходимом для выполнения работы |
| Правила чтения технологической и конструкторской документации | |
| Назначение элементов интерфейса компьютерных программ для управления полуавтоматическими линиями на базе ГКМ | |
| Прикладные компьютерные программы для просмотра текстовой информации: наименования, возможности и порядок работы в них | |
| Прикладные компьютерные программы для просмотра графической информации: наименования, возможности и порядок работы в них | |
| Виды, назначение и порядок применения устройств вывода графической и текстовой информации | |
| Виды, конструкции и назначение полуавтоматических линий на базе ГКМ | |
| Виды, конструкции и назначение штамповой оснастки для полуавтоматических линий на базе ГКМ | |
| Виды, конструкции и назначение нагревательных устройств для нагрева заготовок под штамповку поковок на полуавтоматических линиях на базе ГКМ | |
| Виды, конструкции и назначение средств автоматизации и механизации полуавтоматических линий на базе ГКМ | |
| Виды, конструкции и назначение подъемно-транспортных механизмов для подъема и перемещения заготовок, поковок и изделий | |
| Виды и назначение технологических смазок, применяемых при штамповке поковок на полуавтоматических линиях на базе ГКМ | |
| Режимы работы полуавтоматических линий на базе ГКМ | |
| Условия работы штамповой оснастки при штамповке на полуавтоматических линиях на базе ГКМ | |
| Основные характеристики полуавтоматических линий на базе ГКМ | |
| Назначение органов управления полуавтоматических линий на базе ГКМ | |
| Порядок подготовки к работе полуавтоматических линий на базе ГКМ | |
| Порядок подготовки к работе штамповой оснастки для полуавтоматических линий на базе ГКМ | |
| Основные неисправности полуавтоматических линий на базе ГКМ | |
| Основные неисправности штамповой оснастки для полуавтоматических линий на базе ГКМ | |
| Способы устранения нарушений в работе полуавтоматических линий на базе ГКМ | |
| Способы устранения нарушений в работе штамповой оснастки, установленной на полуавтоматических линиях на базе ГКМ | |
| Способы крепления штамповой оснастки и приспособлений на полуавтоматических линиях на базе ГКМ | |
| Приемы установки штамповой оснастки на полуавтоматических линиях на базе ГКМ и снятия с них | |
| Способы и правила нагрева и охлаждения штамповой оснастки при штамповке на полуавтоматических линиях на базе ГКМ | |
| Назначение и свойства смазывающей и охлаждающей жидкостей при штамповке на полуавтоматических линиях на базе ГКМ | |
| Виды дефектов поковок после штамповки на полуавтоматических линиях на базе ГКМ | |
| Способы устранения дефектов в поковках при штамповке на полуавтоматических линиях на базе ГКМ | |
| Термомеханические режимы штамповки поковок на полуавтоматических линиях на базе ГКМ | |
| Номенклатура поковок, штампуемых на полуавтоматических линиях на базе ГКМ | |
| Группы и марки сталей и сплавов, штампуемых на полуавтоматических линиях на базе ГКМ | |
| Сортамент заготовок, штампуемых на полуавтоматических линиях на базе ГКМ | |
| Содержание технологических процессов штамповки поковок на полуавтоматических линиях на базе ГКМ | |
| Припуски, допуски и напуски на поковки при штамповке на полуавтоматических линиях на базе ГКМ | |
| Последовательность действий при остановке полуавтоматических линий на базе ГКМ в случае возникновения нештатной ситуации | |
| Схемы и правила складирования поковок после штамповки на полуавтоматических линиях на базе ГКМ | |
| Способы контроля размеров поковок после штамповки на полуавтоматических линиях на базе ГКМ | |
| Способы контроля температуры поковок при штамповке на полуавтоматических линиях на базе ГКМ | |
| Виды, конструкции, назначение контрольно-измерительных инструментов для контроля поковок при штамповке на полуавтоматических линиях на базе ГКМ | |
| Сроки и порядок выполнения регламентных работ по техническому обслуживанию (ежедневному, еженедельному, ежемесячному) в соответствии с требованиями эксплуатационной документации загрузочно-ориентирующих устройств, полуавтоматических линий на базе ГКМ | |
| Правила и схемы строповки и перемещения грузов | |
| Система знаковой сигнализации при работе с машинистом крана | |
| Виды и правила применения средств индивидуальной и коллективной защиты при штамповке поковок изделий на полуавтоматических линиях на базе ГКМ | |
| Требования охраны труда, пожарной, промышленной, экологической безопасности и электробезопасности | |
| Другие характеристики | — |
3.2.5. Трудовая функция
| Наименование | Штамповка поковок на полуавтоматических линиях на базе винтовых прессов | Код | B/05.3 | Уровень (подуровень) квалификации | 3 |
|---|
| Происхождение трудовой функции | Оригинал | X | Заимствовано из оригинала |
|---|---|---|---|
| Код оригинала | Регистрационный номер профессионального стандарта |
| Трудовые действия | Подготовка рабочего места к штамповке поковок на полуавтоматических линиях на базе винтовых прессов |
|---|---|
| Подготовка к работе полуавтоматических линий на базе винтовых прессов | |
| Ежедневное обслуживание полуавтоматических линий на базе винтовых прессов | |
| Загрузка заготовок в загрузочно-ориентирующие устройства полуавтоматических линий на базе винтовых прессов | |
| Штамповка поковок на полуавтоматических линиях на базе винтовых прессов | |
| Визуальный контроль наружных дефектов поковок при штамповке на полуавтоматических линиях на базе винтовых прессов | |
| Измерение и контроль размеров поковок при штамповке на полуавтоматических линиях на базе винтовых прессов | |
| Установление причин возникновения дефектов в поковках при штамповке на полуавтоматических линиях на базе винтовых прессов | |
| Подналадка полуавтоматических линий на базе винтовых прессов при штамповке поковок | |
| Контроль и регулирование режимов работы полуавтоматических линий на базе винтовых прессов при штамповке поковок | |
| Устранение мелких неисправностей в работе полуавтоматических линий на базе винтовых прессов при штамповке поковок | |
| Настройка компьютерных программ для управления полуавтоматическими линиями на базе винтовых прессов при штамповке поковок | |
| Складирование поковок после штамповки на полуавтоматических линиях на базе винтовых прессов | |
| Необходимые умения | Читать технологическую и конструкторскую документацию |
| Использовать компьютерные программы для управления полуавтоматическими линиями на базе винтовых прессов | |
| Просматривать конструкторскую и технологическую документацию с использованием прикладных компьютерных программ | |
| Печатать конструкторскую и технологическую документацию с использованием устройств вывода графической и текстовой информации | |
| Использовать полуавтоматические линии на базе винтовых прессов для штамповки поковок | |
| Выполнять регламентные работы по техническому обслуживанию загрузочно-ориентирующих устройств, полуавтоматических линий на базе винтовых прессов в соответствии с требованиями эксплуатационной документации | |
| Контролировать техническое состояние и работоспособность загрузочно-ориентирующих устройств, полуавтоматических линий на базе винтовых прессов | |
| Регулировать режимы работы полуавтоматических линий на базе винтовых прессов для штамповки поковок | |
| Закладывать заготовки в полуавтоматические линии на базе винтовых прессов для штамповки поковок и выгружать из них | |
| Определять причины возникновения дефектов в поковках при штамповке на полуавтоматических линиях на базе винтовых прессов | |
| Определять неисправность полуавтоматических линий на базе винтовых прессов для штамповки поковок | |
| Определять неисправность штамповой оснастки при штамповке поковок на полуавтоматических линиях на базе винтовых прессов | |
| Прекращать работу и выключать полуавтоматические линии на базе винтовых прессов в случае возникновения нештатной ситуации | |
| Определять показания приборов, контролирующих параметры работы полуавтоматических линий на базе винтовых прессов | |
| Выбирать грузоподъемные механизмы и такелажную оснастку для подъема и перемещения заготовок и поковок при штамповке на полуавтоматических линиях на базе винтовых прессов | |
| Выбирать схемы строповки заготовок и поковок при штамповке на полуавтоматических линиях на базе винтовых прессов | |
| Выбирать в соответствии с технологической документацией и подготавливать к работе контрольно-измерительные инструменты | |
| Выполнять измерения поковок с использованием контрольно-измерительных инструментов | |
| Применять средства индивидуальной защиты при штамповке поковок на полуавтоматических линиях на базе винтовых прессов | |
| Поддерживать состояние рабочего места в соответствии с требованиями охраны труда, пожарной, промышленной, экологической и электробезопасности | |
| Необходимые знания | Основы машиностроительного черчения в объеме, необходимом для выполнения работы |
| Правила чтения технологической и конструкторской документации | |
| Назначение элементов интерфейса компьютерных программ для управления полуавтоматическими линиями на базе винтовых прессов | |
| Прикладные компьютерные программы для просмотра текстовой информации: наименования, возможности и порядок работы в них | |
| Прикладные компьютерные программы для просмотра графической информации: наименования, возможности и порядок работы в них | |
| Виды, назначение и порядок применения устройств вывода графической и текстовой информации | |
| Виды, конструкции и назначение полуавтоматических линий на базе винтовых прессов | |
| Виды, конструкции и назначение штамповой оснастки для полуавтоматических линий на базе винтовых прессов | |
| Виды, конструкции и назначение нагревательных устройств для нагрева заготовок под штамповку поковок на полуавтоматических линиях на базе винтовых прессов | |
| Виды, конструкции и назначение средств автоматизации и механизации полуавтоматических линий на базе винтовых прессов | |
| Виды, конструкции и назначение подъемно-транспортных механизмов для подъема и перемещения заготовок, поковок и изделий | |
| Виды и назначение технологических смазок, применяемых при штамповке поковок на полуавтоматических линиях на базе винтовых прессов | |
| Режимы работы полуавтоматических линий на базе винтовых прессов | |
| Условия работы штамповой оснастки при штамповке на полуавтоматических линиях на базе винтовых прессов | |
| Основные характеристики полуавтоматических линий на базе винтовых прессов | |
| Назначение органов управления полуавтоматических линий на базе винтовых прессов | |
| Порядок подготовки к работе полуавтоматических линий на базе винтовых прессов | |
| Порядок подготовки к работе штамповой оснастки для полуавтоматических линий на базе винтовых прессов | |
| Основные неисправности полуавтоматических линий на базе винтовых прессов | |
| Основные неисправности штамповой оснастки для полуавтоматических линий на базе винтовых прессов | |
| Способы устранения нарушений в работе полуавтоматических линий на базе винтовых прессов | |
| Способы устранения нарушений в работе штамповой оснастки, установленной на полуавтоматических линиях на базе винтовых прессов | |
| Способы крепления штамповой оснастки и приспособлений на полуавтоматических линиях на базе винтовых прессов | |
| Приемы установки штамповой оснастки на полуавтоматических линиях на базе винтовых прессов и снятия с них | |
| Способы и правила нагрева и охлаждения штамповой оснастки при штамповке на полуавтоматических линиях на базе винтовых прессов | |
| Назначение и свойства смазывающей и охлаждающей жидкостей при штамповке на полуавтоматических линиях на базе винтовых прессов | |
| Виды дефектов поковок после штамповки на полуавтоматических линиях на базе винтовых прессов | |
| Способы устранения дефектов в поковках при штамповке на полуавтоматических линиях на базе винтовых прессов | |
| Термомеханические режимы штамповки поковок на полуавтоматических линиях на базе винтовых прессов | |
| Номенклатура поковок, штампуемых на полуавтоматических линиях на базе винтовых прессов | |
| Группы и марки сталей и сплавов, штампуемых на полуавтоматических линиях на базе винтовых прессов | |
| Сортамент заготовок, штампуемых на полуавтоматических линиях на базе винтовых прессов | |
| Содержание технологических процессов штамповки поковок на полуавтоматических линиях на базе винтовых прессов | |
| Припуски, допуски и напуски на поковки при штамповке на полуавтоматических линиях на базе винтовых прессов | |
| Последовательность действий при остановке полуавтоматических линий на базе винтовых прессов в случае возникновения нештатной ситуации | |
| Схемы и правила складирования поковок после штамповки на полуавтоматических линиях на базе винтовых прессов | |
| Способы контроля размеров поковок после штамповки на полуавтоматических линиях на базе винтовых прессов | |
| Способы контроля температуры поковок при штамповке на полуавтоматических линиях на базе винтовых прессов | |
| Виды, конструкции, назначение контрольно-измерительных инструментов для контроля поковок при штамповке на полуавтоматических линиях на базе винтовых прессов | |
| Сроки и порядок выполнения регламентных работ по техническому обслуживанию (ежедневному, еженедельному, ежемесячному) в соответствии с требованиями эксплуатационной документации загрузочно-ориентирующих устройств, полуавтоматических линий на базе винтовых прессов | |
| Правила и схемы строповки и перемещения грузов | |
| Система знаковой сигнализации при работе с машинистом крана | |
| Виды и правила применения средств индивидуальной и коллективной защиты при штамповке поковок изделий на полуавтоматических линиях на базе винтовых прессов | |
| Требования охраны труда, пожарной, промышленной, экологической безопасности и электробезопасности | |
| Другие характеристики | — |
3.3. Обобщенная трудовая функция
| Наименование | Горячая штамповка поковок на автоматических линиях | Код | C | Уровень квалификации | 4 |
|---|
| Происхождение обобщенной трудовой функции | Оригинал | X | Заимствовано из оригинала |
|---|---|---|---|
| Код оригинала | Регистрационный номер профессионального стандарта |
| Возможные наименования должностей, профессий | Оператор-кузнец на автоматических и полуавтоматических линиях 5-го разряда |
|---|---|
| Требования к образованию и обучению | Среднее общее образование и профессиональное обучение — программы профессиональной подготовки по профессиям рабочих, должностям служащих, программы переподготовки рабочих, служащих; программы повышения квалификации рабочих, служащих или Среднее профессиональное образование — программы подготовки квалифицированных рабочих, служащих |
| Требования к опыту практической работы | Не менее двух лет оператором-кузнецом на автоматических и полуавтоматических линиях 4-го разряда для прошедших профессиональное обучение Не менее одного года оператором-кузнецом на автоматических и полуавтоматических линиях 4-го разряда при наличии среднего профессионального образования |
| Особые условия допуска к работе | Лица не моложе 18 лет Прохождение обязательных предварительных и периодических медицинских осмотров Прохождение обучения мерам пожарной безопасности Прохождение инструктажа по охране труда на рабочем месте Прохождение инструктажа на рабочем месте и проверки навыков по зацепке грузов Наличие удостоверения на право самостоятельной работы с подъемными сооружениями по соответствующим видам деятельности, выданное в порядке, установленном эксплуатирующей организацией |
| Другие характеристики | — |
| Наименование документа | Код | Наименование базовой группы, должности (профессии) или специальности |
|---|---|---|
| ОКЗ | 7221 | Кузнецы |
| ЕТКС | § 55 | Оператор-кузнец на автоматических и полуавтоматических линиях 5-го разряда |
| ОКПДТР | 15655 | Оператор-кузнец на автоматических и полуавтоматических линиях |
| ОКСО | 2.15.01.01 | Оператор в производстве металлических изделий |
| 2.15.01.03 | Наладчик кузнечно-прессового оборудования |
3.3.1. Трудовая функция
| Наименование | Штамповка поковок на автоматических линиях на базе горячештамповочных автоматов | Код | C/01.4 | Уровень (подуровень) квалификации | 4 |
|---|
| Происхождение трудовой функции | Оригинал | X | Заимствовано из оригинала |
|---|---|---|---|
| Код оригинала | Регистрационный номер профессионального стандарта |
| Трудовые действия | Подготовка рабочего места к штамповке поковок на автоматических линиях на базе горячештамповочных автоматов |
|---|---|
| Подготовка к работе автоматических линий на базе горячештамповочных автоматов | |
| Ежедневное обслуживание автоматических линий на базе горячештамповочных автоматов | |
| Загрузка заготовок в загрузочно-ориентирующие устройства автоматических линий на базе горячештамповочных автоматов | |
| Штамповка поковок на автоматических линиях на базе горячештамповочных автоматов с пульта управления | |
| Визуальный контроль наружных дефектов поковок при штамповке на автоматических линиях автоматизированных комплексах на базе горячештамповочных автоматов | |
| Измерение и контроль размеров поковок при штамповке на автоматических линиях на базе горячештамповочных автоматов | |
| Установление причин возникновения дефектов в поковках при штамповке на автоматических линиях на базе горячештамповочных автоматов | |
| Подналадка автоматических линий на базе горячештамповочных автоматов при штамповке поковок | |
| Контроль и регулирование режимов работы автоматических линий на базе горячештамповочных автоматов при штамповке поковок | |
| Устранение мелких неисправностей в работе автоматических линий на базе горячештамповочных автоматов при штамповке поковок | |
| Настройка компьютерных программ для управления автоматическими линиями на базе горячештамповочных автоматов при штамповке поковок | |
| Складирование поковок после штамповки поковок на автоматических линиях на базе горячештамповочных автоматов | |
| Необходимые умения | Читать технологическую и конструкторскую документацию |
| Использовать компьютерные программы для управления автоматическими линиями на базе горячештамповочных автоматов | |
| Просматривать конструкторскую и технологическую документацию с использованием прикладных компьютерных программ | |
| Печатать конструкторскую и технологическую документацию с использованием устройств вывода графической и текстовой информации | |
| Использовать автоматические линии на базе горячештамповочных автоматов для штамповки поковок | |
| Выполнять регламентные работы по техническому обслуживанию загрузочно-ориентирующих устройств, автоматических линий на базе горячештамповочных автоматов в соответствии с требованиями эксплуатационной документации | |
| Контролировать техническое состояние и работоспособность загрузочно-ориентирующих устройств, автоматических линий на базе горячештамповочных автоматов | |
| Регулировать режимы работы автоматических линий на базе горячештамповочных автоматов для штамповки поковок | |
| Закладывать заготовки в автоматические линии на базе горячештамповочных автоматов для штамповки поковок и выгружать из них | |
| Определять причины возникновения дефектов в поковках при штамповке на автоматических линиях на базе горячештамповочных автоматов | |
| Определять неисправность автоматических линий на базе горячештамповочных автоматов для штамповки поковок | |
| Определять неисправность штамповой оснастки при штамповке поковок на автоматических линиях на базе горячештамповочных автоматов | |
| Прекращать работу и выключать автоматические линии на базе горячештамповочных автоматов в случае возникновения нештатной ситуации | |
| Определять показания приборов, контролирующих параметры работы автоматических линий на базе горячештамповочных автоматов | |
| Выбирать грузоподъемные механизмы и такелажную оснастку для подъема и перемещения заготовок и поковок при штамповке на автоматических линиях на базе горячештамповочных автоматов | |
| Выбирать схемы строповки заготовок и поковок при штамповке на автоматических линиях на базе горячештамповочных автоматов | |
| Выбирать в соответствии с технологической документацией и подготавливать к работе контрольно-измерительные инструменты | |
| Выполнять измерения поковок с использованием контрольно-измерительных инструментов | |
| Применять средства индивидуальной защиты при штамповке поковок на автоматических линиях на базе горячештамповочных автоматов | |
| Поддерживать состояние рабочего места в соответствии с требованиями охраны труда, пожарной, промышленной, экологической и электробезопасности | |
| Необходимые знания | Основы машиностроительного черчения в объеме, необходимом для выполнения работы |
| Правила чтения технологической и конструкторской документации | |
| Назначение элементов интерфейса компьютерных программ для управления автоматическими линиями на базе горячештамповочных автоматов | |
| Прикладные компьютерные программы для просмотра текстовой информации: наименования, возможности и порядок работы в них | |
| Прикладные компьютерные программы для просмотра графической информации: наименования, возможности и порядок работы в них | |
| Виды, назначение и порядок применения устройств вывода графической и текстовой информации | |
| Виды, конструкции и назначение автоматических линий на базе горячештамповочных автоматов | |
| Виды, конструкции и назначение штамповой оснастки для автоматических линий на базе горячештамповочных автоматов | |
| Виды, конструкции и назначение нагревательных устройств для нагрева заготовок под штамповку поковок на автоматических линиях на базе горячештамповочных автоматов | |
| Виды, конструкции и назначение средств автоматизации и механизации автоматических линий на базе горячештамповочных автоматов | |
| Виды, конструкции и назначение подъемно-транспортных механизмов для подъема и перемещения заготовок, поковок и изделий | |
| Виды и назначение технологических смазок, применяемых при штамповке поковок на автоматических линиях на базе горячештамповочных автоматов | |
| Режимы работы автоматических линий на базе горячештамповочных автоматов | |
| Условия работы штамповой оснастки при штамповке на автоматических линиях на базе горячештамповочных автоматов | |
| Основные характеристики автоматических линий на базе горячештамповочных автоматов | |
| Назначение органов управления автоматических линий на базе горячештамповочных автоматов | |
| Порядок подготовки к работе автоматических линий на базе горячештамповочных автоматов | |
| Порядок подготовки к работе штамповой оснастки для автоматических линий на базе горячештамповочных автоматов | |
| Основные неисправности автоматических линий на базе горячештамповочных автоматов | |
| Основные неисправности штамповой оснастки для автоматических линий на базе горячештамповочных автоматов | |
| Способы устранения нарушений в работе автоматических линий на базе горячештамповочных автоматов | |
| Способы устранения нарушений в работе штамповой оснастки, установленной на автоматических линиях на базе горячештамповочных автоматов | |
| Способы крепления штамповой оснастки и приспособлений на автоматических линиях на базе горячештамповочных автоматов | |
| Приемы установки штамповой оснастки на автоматических линиях на базе горячештамповочных автоматов и снятия с них | |
| Способы и правила нагрева и охлаждения штамповой оснастки при штамповке на автоматических линиях на базе горячештамповочных автоматов | |
| Назначение и свойства смазывающей и охлаждающей жидкостей при штамповке на автоматических линиях на базе горячештамповочных автоматов | |
| Виды дефектов поковок после штамповки на автоматических линиях на базе горячештамповочных автоматов | |
| Способы устранения дефектов в поковках при штамповке на автоматических линиях на базе горячештамповочных автоматов | |
| Термомеханические режимы штамповки поковок на автоматических линиях на базе горячештамповочных автоматов | |
| Номенклатура поковок, штампуемых на автоматических линиях на базе горячештамповочных автоматов | |
| Группы и марки сталей и сплавов, штампуемых на автоматических линиях на базе горячештамповочных автоматов | |
| Сортамент заготовок, штампуемых на автоматических линиях на базе горячештамповочных автоматов | |
| Содержание технологических процессов штамповки поковок на автоматических линиях на базе горячештамповочных автоматов | |
| Припуски, допуски и напуски на поковки при штамповке на автоматических линиях на базе горячештамповочных автоматов | |
| Последовательность действий при остановке автоматических линий на базе горячештамповочных автоматов в случае возникновения нештатной ситуации | |
| Схемы и правила складирования поковок после штамповки на автоматических линиях на базе горячештамповочных автоматов | |
| Способы контроля размеров поковок после штамповки на автоматических линиях на базе горячештамповочных автоматов | |
| Способы контроля температуры поковок при штамповке на автоматических линиях на базе горячештамповочных автоматов | |
| Виды, конструкции, назначение контрольно-измерительных инструментов для контроля поковок при штамповке на автоматических линиях на базе горячештамповочных автоматов | |
| Сроки и порядок выполнения регламентных работ по техническому обслуживанию (ежедневному, еженедельному, ежемесячному) в соответствии с требованиями эксплуатационной документации загрузочно-ориентирующих устройств, автоматических линий на базе горячештамповочных автоматов | |
| Правила и схемы строповки и перемещения грузов | |
| Система знаковой сигнализации при работе с машинистом крана | |
| Виды и правила применения средств индивидуальной и коллективной защиты при штамповке поковок на автоматических линиях на базе горячештамповочных автоматов | |
| Требования охраны труда, пожарной, промышленной, экологической безопасности и электробезопасности | |
| Другие характеристики | — |
3.3.2. Трудовая функция
| Наименование | Штамповка поковок на автоматических линиях на базе КГШП | Код | C/02.4 | Уровень (подуровень) квалификации | 4 |
|---|
| Происхождение трудовой функции | Оригинал | X | Заимствовано из оригинала |
|---|---|---|---|
| Код оригинала | Регистрационный номер профессионального стандарта |
| Трудовые действия | Подготовка рабочего места к штамповке поковок на автоматических линиях на базе КГШП |
|---|---|
| Подготовка к работе автоматических линий на базе КГШП | |
| Ежедневное обслуживание автоматических линий на базе КГШП | |
| Загрузка заготовок в загрузочно-ориентирующие устройства автоматических линий на базе КГШП | |
| Штамповка поковок на автоматических линиях на базе КГШП с пульта управления | |
| Визуальный контроль наружных дефектов поковок при штамповке на автоматических линиях на базе КГШП | |
| Измерение и контроль размеров поковок при штамповке на автоматических линиях на базе КГШП | |
| Установление причин возникновения дефектов в поковках при штамповке на автоматических линиях на базе КГШП | |
| Подналадка автоматических линий на базе КГШП при штамповке поковок | |
| Контроль и регулирование режимов работы автоматических линий на базе КГШП при штамповке поковок | |
| Устранение мелких неисправностей в работе автоматических линий на базе КГШП при штамповке поковок | |
| Настройка компьютерных программ для управления автоматическими линиями на базе КГШП при штамповке поковок | |
| Складирование поковок после штамповки на автоматических линиях на базе КГШП | |
| Необходимые умения | Читать технологическую и конструкторскую документацию |
| Использовать компьютерные программы для управления автоматическими линиями на базе КГШП | |
| Просматривать конструкторскую и технологическую документацию с использованием прикладных компьютерных программ | |
| Печатать конструкторскую и технологическую документацию с использованием устройств вывода графической и текстовой информации | |
| Использовать автоматические линии на базе КГШП для штамповки поковок | |
| Выполнять регламентные работы по техническому обслуживанию загрузочно-ориентирующих устройств, автоматических линий на базе КГШП в соответствии с требованиями эксплуатационной документации | |
| Контролировать техническое состояние и работоспособность загрузочно-ориентирующих устройств, автоматических линий на базе КГШП | |
| Регулировать режимы работы автоматических линий на базе КГШП для штамповки поковок | |
| Закладывать заготовки в автоматические линии на базе КГШП для штамповки поковок и выгружать из них | |
| Определять причины возникновения дефектов в поковках при штамповке на автоматических линиях на базе КГШП | |
| Определять неисправность автоматических линий на базе КГШП для штамповки поковок | |
| Определять неисправность штамповой оснастки при штамповке поковок на автоматических линиях на базе КГШП | |
| Прекращать работу и выключать автоматические линии базе КГШП в случае возникновения нештатной ситуации | |
| Определять показания приборов, контролирующих параметры работы автоматических линий на базе КГШП | |
| Выбирать грузоподъемные механизмы и такелажную оснастку для подъема и перемещения заготовок и поковок при штамповке на автоматических линиях на базе КГШП | |
| Выбирать схемы строповки заготовок и поковок при штамповке на автоматических линиях на базе КГШП | |
| Выбирать в соответствии с технологической документацией и подготавливать к работе контрольно-измерительные инструменты | |
| Выполнять измерения поковок с использованием контрольно-измерительных инструментов | |
| Применять средства индивидуальной защиты при штамповке поковок на автоматических линиях на базе КГШП | |
| Поддерживать состояние рабочего места в соответствии с требованиями охраны труда, пожарной, промышленной, экологической и электробезопасности | |
| Необходимые знания | Основы машиностроительного черчения в объеме, необходимом для выполнения работы |
| Правила чтения технологической и конструкторской документации | |
| Назначение элементов интерфейса компьютерных программ для управления автоматическими линиями на базе КГШП | |
| Прикладные компьютерные программы для просмотра текстовой информации: наименования, возможности и порядок работы в них | |
| Прикладные компьютерные программы для просмотра графической информации: наименования, возможности и порядок работы в них | |
| Виды, назначение и порядок применения устройств вывода графической и текстовой информации | |
| Виды, конструкции и назначение автоматических линий на базе КГШП | |
| Виды, конструкции и назначение штамповой оснастки для автоматических линий на базе КГШП | |
| Виды, конструкции и назначение нагревательных устройств для нагрева заготовок под штамповку поковок на автоматических линиях на базе КГШП | |
| Виды, конструкции и назначение средств автоматизации и механизации автоматических линий на базе КГШП | |
| Виды, конструкции и назначение подъемно-транспортных механизмов для подъема и перемещения заготовок, поковок и изделий | |
| Виды и назначение технологических смазок, применяемых при штамповке поковок на автоматических линиях на базе КГШП | |
| Режимы работы автоматических линий на базе КГШП | |
| Условия работы штамповой оснастки при штамповке на автоматических линиях на базе КГШП | |
| Основные характеристики автоматических линий на базе КГШП | |
| Назначение органов управления автоматических линий на базе КГШП | |
| Порядок подготовки к работе автоматических линий на базе КГШП | |
| Порядок подготовки к работе штамповой оснастки для автоматических линий на базе КГШП | |
| Основные неисправности автоматических линий на базе КГШП | |
| Основные неисправности штамповой оснастки для автоматических линий на базе КГШП | |
| Способы устранения нарушений в работе автоматических линий на базе КГШП | |
| Способы устранения нарушений в работе штамповой оснастки, установленной на автоматических линиях на базе КГШП | |
| Способы крепления штамповой оснастки и приспособлений на автоматических линиях на базе КГШП | |
| Приемы установки штамповой оснастки на автоматических линиях на базе КГШП и снятия с них | |
| Способы и правила нагрева и охлаждения штамповой оснастки при штамповке на автоматических линиях на базе КГШП | |
| Назначение и свойства смазывающей и охлаждающей жидкостей при штамповке на автоматических линиях на базе КГШП | |
| Виды дефектов поковок после штамповки на автоматических линиях на базе КГШП | |
| Способы устранения дефектов в поковках при штамповке на автоматических линиях на базе КГШП | |
| Термомеханические режимы штамповки поковок на автоматических линиях на базе КГШП | |
| Номенклатура поковок, штампуемых на автоматических линиях на базе КГШП | |
| Группы и марки сталей и сплавов, штампуемых на автоматических линиях на базе КГШП | |
| Сортамент заготовок, штампуемых на автоматических линиях на базе КГШП | |
| Содержание технологических процессов штамповки поковок на полуавтоматических линиях на базе КГШП | |
| Припуски, допуски и напуски на поковки при штамповке на автоматических линиях на базе КГШП | |
| Последовательность действий при остановке автоматических линий на базе КГШП в случае возникновения нештатной ситуации | |
| Схемы и правила складирования поковок после штамповки на автоматических линиях на базе КГШП | |
| Способы контроля размеров поковок после штамповки на автоматических линиях на базе КГШП | |
| Способы контроля температуры поковок при штамповке на автоматических линиях на базе КГШП | |
| Виды, конструкции, назначение контрольно-измерительных инструментов для контроля поковок при штамповке на автоматических линиях на базе КГШП | |
| Сроки и порядок выполнения регламентных работ по техническому обслуживанию (ежедневному, еженедельному, ежемесячному) в соответствии с требованиями эксплуатационной документации загрузочно-ориентирующих устройств, автоматических линий на базе КГШП | |
| Правила и схемы строповки и перемещения грузов | |
| Система знаковой сигнализации при работе с машинистом крана | |
| Виды и правила применения средств индивидуальной и коллективной защиты при штамповке поковок изделий на автоматических линиях на базе КГШП | |
| Требования охраны труда, пожарной, промышленной, экологической безопасности и электробезопасности | |
| Другие характеристики | — |
3.3.3. Трудовая функция
| Наименование | Штамповка поковок на автоматических линиях на базе гидравлических прессов | Код | C/03.4 | Уровень (подуровень) квалификации | 4 |
|---|
| Происхождение трудовой функции | Оригинал | X | Заимствовано из оригинала |
|---|---|---|---|
| Код оригинала | Регистрационный номер профессионального стандарта |
| Трудовые действия | Подготовка рабочего места к штамповке поковок на автоматических линиях на базе гидравлических прессов |
|---|---|
| Подготовка к работе автоматических линий на базе гидравлических прессов | |
| Ежедневное обслуживание автоматических линий на базе гидравлических прессов | |
| Загрузка заготовок в загрузочно-ориентирующие устройства автоматических линий на базе гидравлических прессов | |
| Штамповка поковок на автоматических линиях на базе гидравлических прессов с пульта управления | |
| Визуальный контроль наружных дефектов поковок при штамповке на автоматических линиях на базе гидравлических прессов | |
| Измерение и контроль размеров поковок при штамповке на автоматических линиях на базе гидравлических прессов | |
| Установление причин возникновения дефектов в поковках при штамповке на автоматических линиях на базе гидравлических прессов | |
| Подналадка автоматических линий на базе гидравлических прессов при штамповке поковок | |
| Контроль и регулирование режимов работы автоматических линий на базе гидравлических прессов при штамповке поковок | |
| Устранение мелких неисправностей в работе автоматических линий на базе гидравлических прессов при штамповке поковок | |
| Настройка компьютерных программ для управления автоматическими линиями на базе гидравлических прессов при штамповке поковок | |
| Складирование поковок после штамповки на автоматических линиях на базе гидравлических прессов | |
| Необходимые умения | Читать технологическую и конструкторскую документацию |
| Использовать компьютерные программы для управления автоматическими линиями на базе гидравлических прессов | |
| Просматривать конструкторскую и технологическую документацию с использованием прикладных компьютерных программ | |
| Печатать конструкторскую и технологическую документацию с использованием устройств вывода графической и текстовой информации | |
| Использовать автоматические линии на базе гидравлических прессов для штамповки поковок | |
| Выполнять регламентные работы по техническому обслуживанию загрузочно-ориентирующих устройств, автоматических линий на базе гидравлических прессов в соответствии с требованиями эксплуатационной документации | |
| Контролировать техническое состояние и работоспособность загрузочно-ориентирующих устройств, автоматических линий на базе гидравлических прессов | |
| Регулировать режимы работы автоматических линий на базе гидравлических прессов для штамповки поковок | |
| Закладывать заготовки в автоматические линии на базе гидравлических прессов для штамповки поковок и выгружать из них | |
| Определять причины возникновения дефектов в поковках при штамповке на автоматических линиях на базе гидравлических прессов | |
| Определять неисправность автоматических линий на базе гидравлических прессов для штамповки поковок | |
| Определять неисправность штамповой оснастки при штамповке поковок на автоматических линиях на базе гидравлических прессов | |
| Прекращать работу и выключать автоматические линии на базе гидравлических прессов в случае возникновения нештатной ситуации | |
| Определять показания приборов, контролирующих параметры работы автоматических линий на базе гидравлических прессов | |
| Выбирать грузоподъемные механизмы и такелажную оснастку для подъема и перемещения заготовок и поковок при штамповке на автоматических линиях на базе гидравлических прессов | |
| Выбирать схемы строповки заготовок и поковок при штамповке на автоматических линиях на базе гидравлических прессов | |
| Выбирать в соответствии с технологической документацией и подготавливать к работе контрольно-измерительные инструменты | |
| Выполнять измерения поковок с использованием контрольно-измерительных инструментов | |
| Применять средства индивидуальной защиты при штамповке поковок на автоматических линиях на базе гидравлических прессов | |
| Поддерживать состояние рабочего места в соответствии с требованиями охраны труда, пожарной, промышленной, экологической и электробезопасности | |
| Необходимые знания | Основы машиностроительного черчения в объеме, необходимом для выполнения работы |
| Правила чтения технологической и конструкторской документации | |
| Назначение элементов интерфейса компьютерных программ для управления автоматическими линиями на базе гидравлических прессов | |
| Прикладные компьютерные программы для просмотра текстовой информации: наименования, возможности и порядок работы в них | |
| Прикладные компьютерные программы для просмотра графической информации: наименования, возможности и порядок работы в них | |
| Виды, назначение и порядок применения устройств вывода графической и текстовой информации | |
| Виды, конструкции и назначение автоматических линий на базе гидравлических прессов | |
| Виды, конструкции и назначение штамповой оснастки для автоматических линий на базе гидравлических прессов | |
| Виды, конструкции и назначение нагревательных устройств для нагрева заготовок под штамповку поковок на автоматических линиях на базе гидравлических прессов | |
| Виды, конструкции и назначение средств автоматизации и механизации автоматических линий на базе гидравлических прессов | |
| Виды, конструкции и назначение подъемно-транспортных механизмов для подъема и перемещения заготовок, поковок и изделий | |
| Виды и назначение технологических смазок, применяемых при штамповке поковок на автоматических линиях на базе гидравлических прессов | |
| Режимы работы автоматических линий на базе гидравлических прессов | |
| Условия работы штамповой оснастки при штамповке на автоматических линиях на базе гидравлических прессов | |
| Основные характеристики автоматических линий на базе гидравлических прессов | |
| Назначение органов управления автоматических линий на базе гидравлических прессов | |
| Порядок подготовки к работе автоматических линий на базе гидравлических прессов | |
| Порядок подготовки к работе штамповой оснастки для автоматических линий на базе гидравлических прессов | |
| Основные неисправности автоматических линий на базе гидравлических прессов | |
| Основные неисправности штамповой оснастки для автоматических линий на базе гидравлических прессов | |
| Способы устранения нарушений в работе автоматических линий на базе гидравлических прессов | |
| Способы устранения нарушений в работе штамповой оснастки, установленной на автоматических линиях на базе гидравлических прессов | |
| Способы крепления штамповой оснастки и приспособлений на автоматических линиях на базе гидравлических прессов | |
| Приемы установки штамповой оснастки на автоматических линиях на базе гидравлических прессов и снятия с них | |
| Способы и правила нагрева и охлаждения штамповой оснастки при штамповке на автоматических линиях на базе гидравлических прессов | |
| Марки и свойства рабочих жидкостей гидравлических прессов | |
| Назначение и свойства смазывающей и охлаждающей жидкостей при штамповке на автоматических линиях на базе гидравлических прессов | |
| Виды дефектов поковок после штамповки на автоматических линиях на базе гидравлических прессов | |
| Способы устранения дефектов в поковках при штамповке на автоматических линиях на базе гидравлических прессов | |
| Термомеханические режимы штамповки поковок на автоматических линиях на базе гидравлических прессов | |
| Номенклатура поковок, штампуемых на автоматических линиях на базе гидравлических прессов | |
| Группы и марки сталей и сплавов, штампуемых на автоматических линиях на базе гидравлических прессов | |
| Сортамент заготовок, штампуемых на автоматических линиях на базе гидравлических прессов | |
| Содержание технологических процессов штамповки поковок на автоматических линиях на базе гидравлических прессов | |
| Припуски, допуски и напуски на поковки при штамповке на автоматических линиях на базе гидравлических прессов | |
| Последовательность действий при остановке автоматических линий на базе гидравлических прессов в случае возникновения нештатной ситуации | |
| Схемы и правила складирования поковок после штамповки на автоматических линиях на базе гидравлических прессов | |
| Способы контроля размеров поковок после штамповки на автоматических линиях на базе гидравлических прессов | |
| Способы контроля температуры поковок при штамповке на автоматических линиях на базе гидравлических прессов | |
| Виды, конструкции, назначение контрольно-измерительных инструментов для контроля поковок при штамповке на автоматических линиях на базе гидравлических прессов | |
| Сроки и порядок выполнения регламентных работ по техническому обслуживанию (ежедневному, еженедельному, ежемесячному) в соответствии с требованиями эксплуатационной документации загрузочно-ориентирующих устройств, автоматических линий на базе гидравлических прессов | |
| Правила и схемы строповки и перемещения грузов | |
| Система знаковой сигнализации при работе с машинистом крана | |
| Виды и правила применения средств индивидуальной и коллективной защиты при штамповке поковок изделий на автоматических линиях на базе гидравлических прессов | |
| Требования охраны труда, пожарной, промышленной, экологической безопасности и электробезопасности | |
| Другие характеристики | — |
3.3.4. Трудовая функция
| Наименование | Штамповка поковок на автоматических линиях на базе ГКМ | Код | C/04.4 | Уровень (подуровень) квалификации | 4 |
|---|
| Происхождение трудовой функции | Оригинал | X | Заимствовано из оригинала |
|---|---|---|---|
| Код оригинала | Регистрационный номер профессионального стандарта |
| Трудовые действия | Подготовка рабочего места к штамповке поковок на автоматических линиях на базе ГКМ |
|---|---|
| Подготовка к работе автоматических линий на базе ГКМ | |
| Ежедневное обслуживание автоматических линий на базе ГКМ | |
| Загрузка заготовок в загрузочно-ориентирующие устройства автоматических линий на базе ГКМ | |
| Штамповка поковок на автоматических линиях на базе ГКМ с пульта управления | |
| Визуальный контроль наружных дефектов поковок при штамповке на автоматических линиях на базе ГКМ | |
| Измерение и контроль размеров поковок при штамповке на автоматических линиях на базе ГКМ | |
| Установление причин возникновения дефектов в поковках при штамповке на автоматических линиях на базе ГКМ | |
| Подналадка автоматических линий на базе ГКМ при штамповке поковок | |
| Контроль и регулирование режимов работы автоматических линий на базе ГКМ при штамповке поковок | |
| Устранение мелких неисправностей в работе автоматических линий на базе ГКМ при штамповке поковок | |
| Настройка компьютерных программ для управления автоматическими линиями на базе ГКМ при штамповке поковок | |
| Складирование поковок после штамповки на автоматических линиях на базе ГКМ | |
| Необходимые умения | Читать технологическую и конструкторскую документацию |
| Использовать компьютерные программы для управления автоматическими линиями на базе ГКМ | |
| Просматривать конструкторскую и технологическую документацию с использованием прикладных компьютерных программ | |
| Печатать конструкторскую и технологическую документацию с использованием устройств вывода графической и текстовой информации | |
| Использовать автоматические линии на базе ГКМ для штамповки поковок | |
| Выполнять регламентные работы по техническому обслуживанию загрузочно-ориентирующих устройств, автоматических линий на базе ГКМ в соответствии с требованиями эксплуатационной документации | |
| Контролировать техническое состояние и работоспособность загрузочно-ориентирующих устройств, автоматических линий на базе ГКМ | |
| Регулировать режимы работы автоматических линий на базе ГКМ для штамповки поковок | |
| Закладывать заготовки в автоматические линии на базе ГКМ для штамповки поковок и выгружать из них | |
| Определять причины возникновения дефектов в поковках при штамповке на автоматических линиях на базе ГКМ | |
| Определять неисправность автоматических линий на базе ГКМ для штамповки поковок | |
| Определять неисправность штамповой оснастки при штамповке поковок на автоматических линиях на базе ГКМ | |
| Прекращать работу и выключать автоматические линии на базе ГКМ в случае возникновения нештатной ситуации | |
| Определять показания приборов, контролирующих параметры работы автоматических линий на базе ГКМ | |
| Выбирать грузоподъемные механизмы и такелажную оснастку для подъема и перемещения заготовок и поковок при штамповке на автоматических линиях на базе ГКМ | |
| Выбирать схемы строповки заготовок и поковок при штамповке на автоматических линиях на базе ГКМ | |
| Выбирать в соответствии с технологической документацией и подготавливать к работе контрольно-измерительные инструменты | |
| Выполнять измерения поковок с использованием контрольно-измерительных инструментов | |
| Применять средства индивидуальной защиты при штамповке поковок на автоматических линиях на базе ГКМ | |
| Поддерживать состояние рабочего места в соответствии с требованиями охраны труда, пожарной, промышленной, экологической и электробезопасности | |
| Необходимые знания | Основы машиностроительного черчения в объеме, необходимом для выполнения работы |
| Правила чтения технологической и конструкторской документации | |
| Назначение элементов интерфейса компьютерных программ для управления автоматическими линиями на базе ГКМ | |
| Прикладные компьютерные программы для просмотра текстовой информации: наименования, возможности и порядок работы в них | |
| Прикладные компьютерные программы для просмотра графической информации: наименования, возможности и порядок работы в них | |
| Виды, назначение и порядок применения устройств вывода графической и текстовой информации | |
| Виды, конструкции и назначение автоматических линий на базе ГКМ | |
| Виды, конструкции и назначение штамповой оснастки для автоматических линий на базе ГКМ | |
| Виды, конструкции и назначение нагревательных устройств для нагрева заготовок под штамповку поковок на автоматических линиях на базе ГКМ | |
| Виды, конструкции и назначение средств автоматизации и механизации автоматических линий на базе ГКМ | |
| Виды, конструкции и назначение подъемно-транспортных механизмов для подъема и перемещения заготовок, поковок и изделий | |
| Виды и назначение технологических смазок, применяемых при штамповке поковок на автоматических линиях на базе ГКМ | |
| Режимы работы автоматических линий на базе ГКМ | |
| Условия работы штамповой оснастки при штамповке на автоматических линиях на базе ГКМ | |
| Основные характеристики автоматических линий на базе ГКМ | |
| Назначение органов управления автоматических линий на базе ГКМ | |
| Порядок подготовки к работе автоматических линий на базе ГКМ | |
| Порядок подготовки к работе штамповой оснастки для автоматических линий на базе ГКМ | |
| Основные неисправности автоматических линий на базе ГКМ | |
| Основные неисправности штамповой оснастки для автоматических линий на базе ГКМ | |
| Способы устранения нарушений в работе автоматических линий на базе ГКМ | |
| Способы устранения нарушений в работе штамповой оснастки, установленной на автоматических линиях на базе ГКМ | |
| Способы крепления штамповой оснастки и приспособлений на автоматических линиях на базе ГКМ | |
| Приемы установки штамповой оснастки на автоматических линиях на базе ГКМ и снятия с них | |
| Способы и правила нагрева и охлаждения штамповой оснастки при штамповке на автоматических линиях на базе ГКМ | |
| Назначение и свойства смазывающей и охлаждающей жидкостей при штамповке на автоматических линиях на базе ГКМ | |
| Виды дефектов поковок после штамповки на автоматических линиях на базе ГКМ | |
| Способы устранения дефектов в поковках при штамповке на автоматических линиях на базе ГКМ | |
| Термомеханические режимы штамповки поковок на автоматических линиях на базе ГКМ | |
| Номенклатура поковок, штампуемых на автоматических линиях на базе ГКМ | |
| Группы и марки сталей и сплавов, штампуемых на автоматических линиях на базе ГКМ | |
| Сортамент заготовок, штампуемых на автоматических линиях на базе ГКМ | |
| Содержание технологических процессов штамповки поковок на автоматических линиях на базе ГКМ | |
| Припуски, допуски и напуски на поковки при штамповке на автоматических линиях на базе ГКМ | |
| Последовательность действий при остановке автоматических линий на базе ГКМ в случае возникновения нештатной ситуации | |
| Схемы и правила складирования поковок после штамповки на автоматических линиях на базе ГКМ | |
| Способы контроля размеров поковок после штамповки на автоматических линиях на базе ГКМ | |
| Способы контроля температуры поковок при штамповке на автоматических линиях на базе ГКМ | |
| Виды, конструкции, назначение контрольно-измерительных инструментов для контроля поковок при штамповке на автоматических линиях на базе ГКМ | |
| Сроки и порядок выполнения регламентных работ по техническому обслуживанию (ежедневному, еженедельному, ежемесячному) в соответствии с требованиями эксплуатационной документации загрузочно-ориентирующих устройств, автоматических линий на базе ГКМ | |
| Правила и схемы строповки и перемещения грузов | |
| Система знаковой сигнализации при работе с машинистом крана | |
| Виды и правила применения средств индивидуальной и коллективной защиты при штамповке поковок изделий на автоматических линиях на базе ГКМ | |
| Требования охраны труда, пожарной, промышленной, экологической безопасности и электробезопасности | |
| Другие характеристики | — |
3.3.5. Трудовая функция
| Наименование | Штамповка поковок на автоматических линиях на базе винтовых прессов | Код | C/05.4 | Уровень (подуровень) квалификации | 4 |
|---|
| Происхождение трудовой функции | Оригинал | X | Заимствовано из оригинала |
|---|---|---|---|
| Код оригинала | Регистрационный номер профессионального стандарта |
| Трудовые действия | Подготовка рабочего места к штамповке поковок на автоматических линиях на базе винтовых прессов |
|---|---|
| Подготовка к работе автоматических линий на базе винтовых прессов | |
| Ежедневное обслуживание автоматических линий на базе винтовых прессов | |
| Загрузка заготовок в загрузочно-ориентирующие устройства автоматических линий на базе винтовых прессов | |
| Штамповка поковок на автоматических линиях на базе винтовых прессов с пульта управления | |
| Визуальный контроль наружных дефектов поковок при штамповке на автоматических линиях на базе винтовых прессов | |
| Измерение и контроль размеров поковок при штамповке на автоматических линиях на базе винтовых прессов | |
| Установление причин возникновения дефектов в поковках при штамповке на автоматических линиях на базе винтовых прессов | |
| Подналадка автоматических линий на базе винтовых прессов при штамповке поковок | |
| Контроль и регулирование режимов работы автоматических линий на базе винтовых прессов при штамповке поковок | |
| Устранение мелких неисправностей в работе автоматических линий на базе винтовых прессов при штамповке поковок | |
| Настройка компьютерных программ для управления автоматическими линиями на базе винтовых прессов при штамповке поковок | |
| Складирование поковок после штамповки на автоматических линиях на базе винтовых прессов | |
| Необходимые умения | Читать технологическую и конструкторскую документацию |
| Использовать компьютерные программы для управления автоматическими линиями на базе винтовых прессов | |
| Просматривать конструкторскую и технологическую документацию с использованием прикладных компьютерных программ | |
| Печатать конструкторскую и технологическую документацию с использованием устройств вывода графической и текстовой информации | |
| Использовать автоматические линии на базе винтовых прессов для штамповки поковок | |
| Выполнять регламентные работы по техническому обслуживанию загрузочно-ориентирующих устройств, автоматических линий на базе винтовых прессов в соответствии с требованиями эксплуатационной документации | |
| Контролировать техническое состояние и работоспособность загрузочно-ориентирующих устройств, автоматических линий на базе винтовых прессов | |
| Регулировать режимы работы автоматических линий на базе винтовых прессов для штамповки поковок | |
| Закладывать заготовки в автоматические линии на базе винтовых прессов для штамповки поковок и выгружать из них | |
| Определять причины возникновения дефектов в поковках при штамповке на автоматических линиях на базе винтовых прессов | |
| Определять неисправность автоматических линий на базе винтовых прессов для штамповки поковок | |
| Определять неисправность штамповой оснастки при штамповке поковок на автоматических линиях на базе винтовых прессов | |
| Прекращать работу и выключать полуавтоматические линии на базе винтовых прессов в случае возникновения нештатной ситуации | |
| Определять показания приборов, контролирующих параметры работы автоматических линий на базе винтовых прессов | |
| Выбирать грузоподъемные механизмы и такелажную оснастку для подъема и перемещения заготовок и поковок при штамповке на автоматических линиях на базе винтовых прессов | |
| Выбирать схемы строповки заготовок и поковок при штамповке на автоматических линиях на базе винтовых прессов | |
| Выбирать в соответствии с технологической документацией и подготавливать к работе контрольно-измерительные инструменты | |
| Выполнять измерения поковок с использованием контрольно-измерительных инструментов | |
| Применять средства индивидуальной защиты при штамповке поковок на автоматических линиях на базе винтовых прессов | |
| Поддерживать состояние рабочего места в соответствии с требованиями охраны труда, пожарной, промышленной, экологической и электробезопасности | |
| Необходимые знания | Основы машиностроительного черчения в объеме, необходимом для выполнения работы |
| Правила чтения технологической и конструкторской документации | |
| Назначение элементов интерфейса компьютерных программ для управления автоматическими линиями на базе винтовых прессов | |
| Прикладные компьютерные программы для просмотра текстовой информации: наименования, возможности и порядок работы в них | |
| Прикладные компьютерные программы для просмотра графической информации: наименования, возможности и порядок работы в них | |
| Виды, назначение и порядок применения устройств вывода графической и текстовой информации | |
| Виды, конструкции и назначение автоматических линий на базе винтовых прессов | |
| Виды, конструкции и назначение штамповой оснастки для автоматических линий на базе винтовых прессов | |
| Виды, конструкции и назначение нагревательных устройств для нагрева заготовок под штамповку поковок на автоматических линиях на базе винтовых прессов | |
| Виды, конструкции и назначение средств автоматизации и механизации автоматических линий на базе винтовых прессов | |
| Виды, конструкции и назначение подъемно-транспортных механизмов для подъема и перемещения заготовок, поковок и изделий | |
| Виды и назначение технологических смазок, применяемых при штамповке поковок на автоматических линиях на базе винтовых прессов | |
| Режимы работы автоматических линий на базе винтовых прессов | |
| Условия работы штамповой оснастки при штамповке на автоматических линиях на базе винтовых прессов | |
| Основные характеристики автоматических линий на базе винтовых прессов | |
| Назначение органов управления автоматических линий на базе винтовых прессов | |
| Порядок подготовки к работе автоматических линий на базе винтовых прессов | |
| Порядок подготовки к работе штамповой оснастки для автоматических линий на базе винтовых прессов | |
| Основные неисправности автоматических линий на базе винтовых прессов | |
| Основные неисправности штамповой оснастки для автоматических линий на базе винтовых прессов | |
| Способы устранения нарушений в работе автоматических линий на базе винтовых прессов | |
| Способы устранения нарушений в работе штамповой оснастки, установленной на автоматических линиях на базе винтовых прессов | |
| Способы крепления штамповой оснастки и приспособлений на автоматических линиях на базе винтовых прессов | |
| Приемы установки штамповой оснастки на автоматических линиях на базе винтовых прессов и снятия с них | |
| Способы и правила нагрева и охлаждения штамповой оснастки при штамповке на автоматических линиях на базе винтовых прессов | |
| Назначение и свойства смазывающей и охлаждающей жидкостей при штамповке на автоматических линиях на базе винтовых прессов | |
| Виды дефектов поковок после штамповки на автоматических линиях на базе винтовых прессов | |
| Способы устранения дефектов в поковках при штамповке на автоматических линиях на базе винтовых прессов | |
| Термомеханические режимы штамповки поковок на автоматических линиях на базе винтовых прессов | |
| Номенклатура поковок, штампуемых на автоматических линиях на базе винтовых прессов | |
| Группы и марки сталей и сплавов, штампуемых на автоматических линиях на базе винтовых прессов | |
| Сортамент заготовок, штампуемых на автоматических линиях на базе винтовых прессов | |
| Содержание технологических процессов штамповки поковок на автоматических линиях на базе винтовых прессов | |
| Припуски, допуски и напуски на поковки при штамповке на автоматических линиях на базе винтовых прессов | |
| Последовательность действий при остановке автоматических линий на базе винтовых прессов в случае возникновения нештатной ситуации | |
| Схемы и правила складирования поковок после штамповки на автоматических линиях на базе винтовых прессов | |
| Способы контроля размеров поковок после штамповки на автоматических линиях на базе винтовых прессов | |
| Способы контроля температуры поковок при штамповке на автоматических линиях на базе винтовых прессов | |
| Виды, конструкции, назначение контрольно-измерительных инструментов для контроля поковок при штамповке на автоматических линиях на базе винтовых прессов | |
| Сроки и порядок выполнения регламентных работ по техническому обслуживанию (ежедневному, еженедельному, ежемесячному) в соответствии с требованиями эксплуатационной документации загрузочно-ориентирующих устройств, автоматических линий на базе винтовых прессов | |
| Правила и схемы строповки и перемещения грузов | |
| Система знаковой сигнализации при работе с машинистом крана | |
| Виды и правила применения средств индивидуальной и коллективной защиты при штамповке поковок изделий на автоматических линиях на базе винтовых прессов | |
| Требования охраны труда, пожарной, промышленной, экологической безопасности и электробезопасности | |
| Другие характеристики | — |
IV. Сведения об организациях — разработчиках профессионального стандарта
4.1. Ответственная организация-разработчик
| СПК в машиностроении, город Москва | |
|---|---|
| Заместитель председателя | Романовская Станислава Николаевна |
4.2. Наименования организаций-разработчиков
| 1 | АО «Российские космические системы», город Москва |
|---|---|
| 2 | Ассоциация «Лига содействия оборонным предприятиям», город Москва |
| 3 | ОООР «Союз машиностроителей России», город Москва |
| 4 | Союз предприятий и организаций, обеспечивающих рациональное использование природных ресурсов и защиту окружающей среды «Экосфера», город Москва |
| 5 | ФГБОУ ВО «МГТУ «СТАНКИН», город Москва |
| 6 | ФГБОУ ВО «Московский государственный технический университет имени Н.Э. Баумана (национальный исследовательский университет)», город Москва |
| 7 | ФГБУ «ВНИИ труда» Минтруда России, город Москва |
| 8 | ФГУП «Центральный аэрогидродинамический институт имени профессора Н.Е. Жуковского», город Жуковский, Московская область |
1 Общероссийский классификатор занятий.
2 Общероссийский классификатор видов экономической деятельности.
3 Постановление Правительства Российской Федерации от 25 февраля 2000 г. № 163 «Об утверждении перечня тяжелых работ и работ с вредными или опасными условиями труда, при выполнении которых запрещается применение труда лиц моложе восемнадцати лет» (Собрание законодательства Российской Федерации, 2000, № 10, ст. 1131; 2011, № 26, ст. 3803); статья 265 Трудового кодекса Российской Федерации (Собрание законодательства Российской Федерации, 2002, № 1, ст. 3; 2013, № 14, ст. 1666).
4 Приказ Минтруда России, Минздрава России от 31 декабря 2020 г. № 988н/1420н «Об утверждении перечня вредных и (или) опасных производственных факторов и работ, при выполнении которых проводятся обязательные предварительные медицинские осмотры при поступлении на работу и периодические медицинские осмотры» (зарегистрирован Минюстом России 29 января 2021 г., регистрационный № 62278); приказ Минздрава России от 28 января 2021 г. № 29н «Об утверждении Порядка проведения обязательных предварительных и периодических медицинских осмотров работников, предусмотренных частью четвертой статьи 213 Трудового кодекса Российской Федерации, перечня медицинских противопоказаний к осуществлению работ с вредными и (или) опасными производственными факторами, а также работам, при выполнении которых проводятся обязательные предварительные и периодические медицинские осмотры» (зарегистрирован Минюстом России 29 января 2021 г., регистрационный № 62277).
5 Постановление Правительства Российской Федерации от 16 сентября 2020 г. № 1479 «Об утверждении Правил противопожарного режима в Российской Федерации» (Собрание законодательства Российской Федерации, 2020, № 39, ст. 6056; 2021, № 3, ст. 593).
6 Постановление Минтруда России, Минобразования России от 13 января 2003 г. № 1/29 «Об утверждении Порядка обучения по охране труда и проверки знаний требований охраны труда работников организаций» (зарегистрировано Минюстом России 12 февраля 2003 г., регистрационный № 4209), с изменениями, внесенными приказом Минтруда России, Минобрнауки России от 30 ноября 2016 г. № 697н/1490 (зарегистрирован Минюстом России 16 декабря 2016 г., регистрационный № 44767).
7 Приказ Ростехнадзора от 26 ноября 2020 г. № 461 «Об утверждении федеральных норм и правил в области промышленной безопасности «Правила безопасности опасных производственных объектов, на которых используются подъемные сооружения» (зарегистрирован Минюстом России 30 декабря 2020 г., регистрационный № 61983).
8 Единый тарифно-квалификационный справочник работ и профессий рабочих, выпуск 2, раздел «Кузнечно-прессовые и термические работы».
9 Общероссийский классификатор профессий рабочих, должностей служащих и тарифных разрядов.
10 Общероссийский классификатор специальностей по образованию.
Обзор документа
На период с 1 марта 2022 г. до 1 марта 2028 г. утвержден новый профессиональный стандарт оператора-кузнеца на автоматических и полуавтоматических линиях. Он заменит стандарт 2017 г.
Специалист обеспечивает качество поковок методами ковки и горячей объемной штамповки на автоматах и комплексах, автоматических и полуавтоматических линиях.
Источник https://samelectrik.ru/osnovnye-neispravnosti-avtomatov-i-prichiny-ix-vozniknoveniya.html
Источник https://www.garant.ru/products/ipo/prime/doc/401306596/
Источник