Просверлить отверстие в металле 28 мм. Как просверлить нержавеющую сталь. Глубокие отверстия, СОЖ




Металлические изделия по сравнению с деталями из других материалов обладают повышенной твердостью и прочностью, поэтому для успешной работы с ними требуется соблюдение технологического процесса и применение качественного режущего инструмента.

Инструменты для сверлильных работ по металлу:
- Электрическая или ручная дрель;
- Спиральное сверло;
- Кернер;
- Молоток;
- Защитные очки.
Сверла по металлу подбирают, исходя из диаметров отверстий и свойств обрабатываемого материала. Как правило, они изготовляются из быстрорежущих сталей, таких как Р6М5К5, Р6М5, Р4М2. Твердосплавные сверла используют для работы с чугуном, углеродистыми и легированными закаленными сталями, нержавейкой, а также другими труднообрабатываемыми материалами.
Мощность электродрели должна быть рассчитана на то, чтобы просверлить отверстие требуемого диаметра. Производители электроинструмента указывают соответствующие технические характеристики на изделии. Например, для дрелей мощностью 500…700 Вт максимальный диаметр сверления по металлу составляет 10…13 мм.
Различают глухие, неполные, а также сквозные отверстия. Они могут применяться для соединения деталей между собой посредством болтов, шпилек, штифтов и заклепок. Если отверстие сверлится с целью нарезания резьбы, стоит обратить особое внимание на выбор диаметра сверла. По причине его биения в патроне происходит разбивка отверстия, которую нужно учитывать. Ориентировочные данные представлены в таблице.
| Диаметр сверла | 5 | 10 | 15 | 20 |
| Разбивка отверстия | 0,08 | 0,12 | 0,20 | 0,28 |
| Результат | 5,08 | 10,12 | 15,20 | 20,28 |
Чтобы уменьшить разбивку, сверление выполняют в два этапа: сначала сверлом меньшого диаметра, а затем основным. Этот же метод последовательного рассверливания применяют, когда необходимо сделать отверстие большого диаметра.
Выбор сверла
Довольно огромную популярность получили спиральные сверла, которые представлены вертикальным стержнем с 2-мя канавками. За счёт конкретного расположения канавок образуется кромка резки. Среди свойств выбора отметим такие моменты:
- Довольно обширное распространение получило сверло победитовое. Оно может использоваться для работы с самыми разными калеными сплавами. Впрочем, поверхность со слишком большой твердостью аналогичным инструментом не обработать.
- Выбор проходит и по критерию диаметра. Необходимо учесть, что получить отверстие крупного диаметра очень и очень трудно. Вариант выполнения большего размера обходится значительно дороже из-за причины использования много материала во время его изготовления.
- Уделяют внимание и углу заточки, назначению изделия и типу используемого материала во время изготовления. Например, кобальтовые варианты выполнения отличаются более большой стойкостью к влиянию большой температуры.
- Рекомендуется уделять внимание продукции исключительно ведущих производителей. Связывают это с тем, что варианты из Китая выполнения делаются во время использования низкокачественных материалов. Впрочем, такое предложение обходится значительно дешевле и может применяться для недлительной или единоразовой работы.
- При подборе сверла можно смотреть по нанесённой маркировке. По ней можно определить то, какие собственно материалы использовались во время изготовления. Также указывается и диаметр отверстия, которое можно получить во время использования инструмента.

Сверло по каленой стали
В специальном магазине можно повстречать фактически все что необходимо для выполнения работы. Впрочем, слишком большая цена изделия и некоторые прочие моменты формируют то, что некоторые решают сделать сверло самостоятельно из материалов которые всегда под рукой. Такую работу можно провести если есть наличие требующихся инструментов.
Как удалить супер клей с мебели подробная инструкция
Как правильно сверлить металл дрелью
Особенность сверления металла дрелью заключается в том, что необходимо вручную удерживать инструмент, придавать ему правильное положение, а также обеспечивать требуемую скорость резания.
После разметки обрабатываемой детали следует накернить центр будущего отверстия. Это предотвратит смещение сверла от заданной точки. Для удобства работы заготовку следует зажать в слесарных тисках или положить на подставку так, чтобы она заняла устойчивое положение. Сверло устанавливается строго перпендикулярно поверхности, которую нужно просверлить. Это важно, чтобы избежать его поломки.
При сверлении металла на дрель не нужно оказывать большого давления. Наоборот, оно должно уменьшаться по мере продвижения. Это предотвратит поломку сверла, а также уменьшит образование заусенцев на выходной кромке сквозного отверстия. Следует следить за удалением стружки. Если произошло заедание режущего инструмента, его освобождают, предав обратное вращение.
Выбор режима резания
Когда используется инструмент из быстрорежущей стали, можно ориентироваться на частоту вращения согласно данным таблицы. При работе с твердосплавными сверлами допустимые значения в 1,5…2 раза выше.
| Диаметр сверла, мм | до 5 | 6…10 | 11…15 | 16…20 |
| Частота вращения, об/мин | 1300…2000 | 700…1300 | 400…700 | 300…400 |
Сверление металлических изделий нужно вести с охлаждением. Если его не использовать, велика вероятность потери инструментом режущих свойств из-за перегрева. Чистота поверхности отверстия при этом будет достаточно низкой. В качестве охлаждающей жидкости для твердых сталей обычно используют эмульсию. В домашних условиях подойдет машинное масло. Чугун и цветные металлы можно сверлить без охлаждающей жидкости.
Особенности сверления глубоких отверстий
Отверстия считаются глубокими, если их размер больше пяти диаметров сверла. Особенность работы здесь заключатся в трудностях, связанных с охлаждением и удалением стружки. Длина режущей части инструмента должна быть больше глубины отверстия. В противном случае тело детали перекроет винтовые канавки, по которым удаляется стружка, а также поступает жидкость для охлаждения и смазки.
Сначала отверстие сверлится жестким коротким сверлом на небольшую глубину. Эта операция необходима для задания направления и центрирования основного инструмента. После этого делают отверстие необходимой длины. По мере продвижения нужно время от времени извлекать металлическую стружку. Для этой цели используют охлаждающую жидкость, крючки, магниты или переворачивают деталь.
Подбор сверл
Приобретая сверла, нужно иметь в виду, что обычные сверла, изготовленные из быстрорежущей инструментальной стали (например, Р6М5) предназначены для сверления металлов, не обладающих высокой твердостью. Чтобы просверлить металл повышенной твердости, потребуются твердосплавные сверла. Такие сверла могут быть полностью из твердого сплава или иметь только твердосплавный наконечник.
Иногда перед началом сверления неизвестно, какой твердости металл предстоит сверлить. Поэтому, увидев в первый момент сверления, что сверло не внедряется в металл, нужно немедленно прекратите сверление, иначе сверло будет безвозвратно выведено из строя, перегревшись и потеряв твердость. Свидетельством этому будет появление на нем темно-синей окраски. Перед тем, как сверлить металл, твердость которого не известна, можно провести по нему напильником. Если последний не оставляет на металле следов, значит материал обладает повышенной твердостью.
Как сверлить металл
При сверлении металла очень важна острота сверла, при этом сверло тупится очень быстро. Скорость затупления сверла зависит в частности от оборотов, силы подачи, охлаждения и других факторов, однако как ни старайся, если сверлится не алюминиевый сплав, время работы сверла до неудовлетворительной работоспособности измеряется минутами.
Перед сверлением необходимо разметить отверстие, накернив его. Для этого нужно установить острие кернера (или дюбеля) в предполагаемый центр отверстия и ударить по нему молотком. Кернение необходимо для исключения скольжения сверла в первый момент сверления. Если след от керна не достаточно большой для удержания сверла большого диаметра, то сперва следует расширить углубление сверлом маленького диаметра.
Для создания лучших условий сверления желательно окунуть кончик сверла в машинное масло или капнуть им в место кернения. Масло в зоне сверления способствует лучшему охлаждению сверла и облегчает резание металла. Сверло, которым сверлят с использованием масла, меньше тупится, требует более редких заточек и дольше служит. В качестве охлаждающей жидкости используют также специальную эмульсию, мыльную воду, керосин. По утверждению некоторых мастеров, хорошим смазывающим и охлаждающим средством является свиное сало. Перед сверлением вращающееся сверло погружают в кусок сала, которое при сверлении растапливается и оказывает смазывающее и охлаждающее действие. Но все же самым простым и удобным средством, является мыльная вода. Она не пачкает, а мыло есть в каждом доме. Её достаточно один раза капнуть в начале сверления и в процессе. Можно периодически окунать сверло в мыльный раствор.
Виды отверстий в металле и способы их сверления
- глухие;
- сквозные;
- половинчатые (неполные);
- глубокие;
- большого диаметра;
- под внутреннюю резьбу.
Отверстия под резьбу требуют определения диаметров с допусками, установленными в ГОСТ 16093-2004. Для распространённых метизов расчёт приведен в таблице 5.
Таблица 5. Соотношение метрической и дюймовой резьбы, а также подбор размера отверстия для засверливания
| Метрическая резьба | Дюймовая резьба | Трубная резьба | |||||||
| Диаметр резьбы | Шаг резьбы, мм | Диаметр отверстия под резьбу | Диаметр резьбы | Шаг резьбы, мм | Диаметр отверстия под резьбу | Диаметр резьбы | Диаметр отверстия под резьбу | ||
| мин. | макс. | мин. | макс. | ||||||
| М1 | 0,25 | 0,75 | 0,8 | 3/16 | 1,058 | 3,6 | 3,7 | 1/8 | 8,8 |
| М1,4 | 0,3 | 1,1 | 1,15 | 1/4 | 1,270 | 5,0 | 5,1 | 1/4 | 11,7 |
| М1,7 | 0,35 | 1,3 | 1,4 | 5/16 | 1,411 | 6,4 | 6,5 | 3/8 | 15,2 |
| М2 | 0,4 | 1,5 | 1,6 | 3/8 | 1,588 | 7,7 | 7,9 | 1/2 | 18,6 |
| М2,6 | 0,4 | 2,1 | 2,2 | 7/16 | 1,814 | 9,1 | 9,25 | 3/4 | 24,3 |
| М3 | 0,5 | 2,4 | 2,5 | 1/2 | 2,117 | 10,25 | 10,5 | 1 | 30,5 |
| М3,5 | 0,6 | 2,8 | 2,9 | 9/16 | 2,117 | 11,75 | 12,0 | — | — |
| М4 | 0,7 | 3,2 | 3,4 | 5/8 | 2,309 | 13,25 | 13,5 | 11/4 | 39,2 |
| М5 | 0,8 | 4,1 | 4,2 | 3/4 | 2,540 | 16,25 | 16,5 | 13/8 | 41,6 |
| М6 | 1,0 | 4,8 | 5,0 | 7/8 | 2,822 | 19,00 | 19,25 | 11/2 | 45,1 |
| М8 | 1,25 | 6,5 | 6,7 | 1 | 3,175 | 21,75 | 22,0 | — | — |
| М10 | 1,5 | 8,2 | 8,4 | 11/8 | 3,629 | 24,5 | 24,75 | — | — |
| М12 | 1,75 | 9,9 | 10,0 | 11/4 | 3,629 | 27,5 | 27,75 | — | — |
| М14 | 2,0 | 11,5 | 11,75 | 13/8 | 4,233 | 30,5 | 30,5 | — | — |
| М16 | 2,0 | 13,5 | 13,75 | — | — | — | — | — | — |
| М18 | 2,5 | 15,0 | 15,25 | 11/2 | 4,333 | 33,0 | 33,5 | — | — |
| М20 | 2,5 | 17,0 | 17,25 | 15/8 | 6,080 | 35,0 | 35,5 | — | — |
| М22 | 2,6 | 19,0 | 19,25 | 13/4 | 5,080 | 33,5 | 39,0 | — | — |
| М24 | 3,0 | 20,5 | 20,75 | 17/8 | 5,644 | 41,0 | 41,5 | — | — |
Сквозные отверстия
Сквозные отверстия пронизывают заготовку полностью, образуя в ней проход. Особенностью процесса является защита поверхности верстака или столешницы от выхода сверла за пределы заготовки, что может повредить и само сверло, а также снабдить заготовку «заусенцем» — гартом. Чтобы этого избежать, применяют следующие способы:
- используют верстак с отверстием;
- подкладывают под деталь прокладку из дерева или «сэндвич» — дерево+металл+дерево;
- подкладывают под деталь металлический брусок с отверстием для свободного прохода сверла;
- снижают скорость подачи на последнем этапе.
Последний способ обязателен при высверливании отверстий «по месту», чтобы не повредить близко расположенные поверхности или детали.
Отверстия в тонколистовом металле вырезаются перовыми свёрлами, потому как спиральное сверло повредит края заготовки.
Глухие отверстия
Такие отверстия выполняются на определённую глубину и не пронизывают заготовку насквозь. Отмерить глубину можно двумя способами:
- ограничивая длину сверла втулочным упором;
- ограничивая длину сверла патроном с регулируемым упором;
- пользуясь линейкой, закреплённой на станке;
- комбинацией способов.
Некоторые станки снабжены системой автоматической подачи на заданную глубину, после чего механизм останавливается. В процессе сверления может потребоваться несколько раз остановить работу, чтобы удалить стружку.
Отверстия сложной формы
Отверстия, расположенные на краю заготовки (половинчатые) можно выполнять, соединив гранями и зажав тисками две заготовки или заготовку и прокладку и высверлив полное отверстие. Прокладка должна быть выполнена из такого же материала, что и обрабатываемая заготовка, иначе сверло будет «уходить» в сторону наименьшего сопротивления.
Сквозное отверстие в уголке (профильный металлопрокат) выполняют, зафиксировав заготовку в тисках и используя деревянную прокладку.
Сложнее выполнить сверление цилиндрической заготовки по касательной. Процесс разделяется на две операции: подготовка перпендикулярной отверстию площадки (фрезеровка, зенковка) и собственно сверление. Высверливание отверстий в поверхностях, расположенных под углом, также начинают с подготовки площадки, после чего вставляют деревянную прокладку между плоскостями, образуя треугольник, и сверлят отверстие сквозь угол.
Полые детали просверливают, заполнив полость пробкой из древесины.
Отверстия с уступами получают с использованием двух техник:
- Рассверливание. Отверстие высверливается на всю глубину сверлом наименьшего диаметра, после чего на заданную глубину рассверливают свёрлами диаметрами от меньшего к большему. Достоинство метода — хорошо отцентрованное отверстие.
- Уменьшение диаметра. На заданную глубину высверливается отверстие максимального диаметра, затем свёрла меняются с последовательным уменьшением диаметра и углублением отверстия. При этом методе легче контролировать глубину каждой ступени.
1. Рассверливание отверстия. 2. Уменьшение диаметра
Отверстия большого диаметра, кольцевое высверливание
Получение отверстий большого диаметра в массивных заготовках, толщиной до 5-6 мм, дело трудоёмкое и затратное. Относительно небольшие диаметры — до 30 мм (максимум 40 мм) можно получить, используя конусные, а лучше ступенчато-конусные свёрла. Для отверстий большего диаметра (до 100 мм) понадобятся полые биметаллические коронки или коронки с твердосплавными зубьями с центровочным сверлом. Причём мастера традиционно в этом случае рекомендуют Bosch, в особенности на твёрдом металле, например, стали.
Такое кольцевое высверливание менее энергозатратное, но может быть более затратным финансово. Помимо свёрл важна мощность дрели и возможность работы на самых низких оборотах. Причём чем толще металл, тем сильнее захочется выполнить отверстие на станке, а при большом количестве отверстий в листе толщиной более 12 мм лучше сразу искать такую возможность.
В тонколистовой заготовке отверстие большого диаметра получают с помощью узкозубых коронок или фрезой, закреплённой на «болгарке», но края в последнем случае оставляют желать лучшего.
Глубокие отверстия, СОЖ
Иногда требуется выполнить глубокое отверстие. В теории, это такое отверстие, длина которого в пять раз больше диаметра. На практике, глубоким называют сверление, требующее принудительного периодического удаления стружки и применения СОЖ (смазочно-охлаждающих жидкостей).
В сверлении СОЖ нужны в первую очередь для снижения температуры сверла и заготовки, которые нагреваются от трения. Поэтому при получении отверстий в меди, которая обладает высокой теплопроводностью и сама способна отводить тепло, СОЖ можно не применять. Относительно легко и без смазки сверлится чугун (кроме высокопрочных).
На производстве в качестве СОЖ применяют индустриальные масла, синтетические эмульсии, эмульсолы и некоторые углеводороды. В домашних мастерских можно использовать:
- технический вазелин, касторовое масло — для мягких сталей;
- хозяйственное мыло — для алюминиевых сплавов типа Д16Т;
- смесь керосина с касторовым маслом — для дюралюминия;
- мыльную воду — для алюминия;
- скипидар, разведённый спиртом — для силумина.
Универсальная охлаждаемая жидкость может быть приготовлена самостоятельно. Для этого нужно растворить 200 г мыла в ведре воды, добавить 5 ложек машинного масла, можно отработанного, и прокипятить раствор до получения мыльной однородной эмульсии. Некоторые мастера для снижения трения используют свиное сало.
| Обрабатываемый материал | Смазочно-охлаждающая жидкость |
| Сталь: | |
| углеродистая | Эмульсия. Осернённое масло |
| конструкционная | Осернённое масло с керосином |
| инструментальная | Смешанные масла |
| легированная | Смешанные масла |
| Чугун ковкий | 3-5%-ная эмульсия |
| Чугунное литье | Без охлаждения. 3-5%-ная эмульсия. Керосин |
| Бронза | Без охлаждения. Смешанные масла |
| Цинк | Эмульсия |
| Латунь | Без охлаждения. 3-5%-ная эмульсия |
| Медь | Эмульсия. Смешанные масла |
| Никель | Эмульсия |
| Алюминий и его сплавы | Без охлаждения. Эмульсия. Смешанные масла. Керосин |
| Нержавеющие, жаропрочные сплавы | Смесь из 50% осернённого масла, 30% керосина, 20% олеиновой кислоты (или 80% сульфофрезола и 20% олеиновой кислоты) |
| Волокнит, винипласт, оргстекло и так далее | 3-5%-ная эмульсия |
| Текстолит, гетинакс | Обдувка сжатым воздухом |
Глубокие отверстия могут быть выполнены сплошным и кольцевым сверлением, причём в последнем случае центральный стержень, образованный вращением коронки, выламывают не целиком, а частями, ослабив его дополнительными отверстиями малого диаметра.
Сплошное сверление выполняется в хорошо зафиксированной заготовке спиральным сверлом, в каналы которого подается СОЖ. Периодически, не останавливая вращение сверла, нужно его извлекать и очищать полость от стружки. Работа спиральным сверлом выполняется поэтапно: сначала берут короткое и надсверливают отверстие, которое затем заглубляют сверлом соответствующего размера. При значительной глубине отверстия желательно пользоваться направляющими кондукторными втулками.
При регулярном высверливании глубоких отверстий можно рекомендовать приобретение специального станка с автоматической подачей СОЖ к сверлу и точной отцентровкой.
Чем и как сверлить глубокие и большие отверстия в металлических деталях
Сверление больших отверстий не составляет проблем, если правильно подобрать инструмент. Например, проведение таких работ может быть необходимо для закрепления швеллера или металлического уголка. Проще всего использовать электродрель, но для получения отверстия диаметром, например, 15 мм требуется приложить много усилий. Чтобы просверлить в металле отверстие большого диаметра, используются специальные приспособления и технология корончатого сверления.

Приспособления для дрелей
Существует несколько приспособлений для дрелей, которые позволяют облегчить процесс и сделать большое отверстие ровным:
- Кондуктор для сверления. Такое приспособление представляет собой корпус, в котором имеется несколько втулок направляющих для сверл разного диаметра. Материал, используемый для создания втулок, имеет большую твердость, чем сверла, поэтому можно не беспокоиться о том, что инструмент при бурении начнет отклоняться в сторону и расширит дыру.
- Направляющая для дрели. Подобное изделие позволяет зафиксировать инструмент таким образом, чтобы во время сверления он не отклонился в сторону. При отсутствии такого изделия инструмент может уйти в сторону, что приведет к созданию неровной кромки. Также его можно закрепить под углом. Но при сверлении металлических изделий обычно это не требуется.
- Стойка для дрели. Подобное изделие, сделанное своими руками, может являться недорогой заменой сверлильного станка, так как позволяет более комфортно осуществлять проведение работ. Закрепленный инструмент при использовании стойки движется по штанге с помощью рычага. При этом полностью исключено смещение, так как просверливаемая заготовка надежно удерживается благодаря наличию струбцины.
Применение смазочных материалов
Когда происходит сверление каленой стали появляется серьезное трение. Собственно поэтому рекомендуется покупать и применять разные смазочные материалы. Среди свойств аналогичного способа обработки отметим такие моменты:
- Для начала проходит обработка зоны высверливания. На поверхность, где будет располагаться отверстие, наноситься немного вещества для смазки.
- Масло добавляется на режущую кромку. Для обработки каленой стали требуется немного вещества, но его иногда необходимо добавлять, так как во время вращения инструмента оно разлетается.
- В рабочий период рекомендуется делать перерывы для остывания режущей поверхности и поверхности которая обрабатывается.
Описание распошивальной машины Janome CoverPro 1000CP (CoverPro II)

Смазывание стали специализированным маслом
Специализированное масло дает возможность не только облегчить сверление, но и сделать больше служебный срок используемого инструмента.
Связывают это с тем, что масло может уменьшать температуру кромки резки.
Особенность глубоких отверстий
Чтобы просверлить в металле глубокое отверстие лучше всего использовать токарный станок. Во время данного процесса обязательно производить охлаждение. При этом стружка должна принудительно отводиться. Периодически инструмент извлекается из заготовки для удаления стружки.
При работе без специализированных приспособлений не стоит утапливать насадку более чем на 2/3 ее длины. Для охлаждения в процессе работы необходимо использовать воду. Если работа производится за несколько подходов, не допускается изменение угла.

Особенность отверстий большого диаметра
Данная процедура является более сложной, чем глубокое сверление. Работы по вырезанию осуществляются либо при использовании коронки, либо при помощи конусного сверла. Коронки для металла похожи на изделия для бетона и гипсокартона. Отличие заключается только в материале, используемом при создании режущей кромки.
Также сверление может производиться стандартными изделиями в несколько этапов. Для этого сначала используется насадка небольшого диаметра. Затем осуществляется выбор более крупного инструмента.
Наиболее удобным способом является использование конусных сверл. Такие приспособления позволяют за один подход рассверлить отверстие большого размера. Для этого инструмент просто утапливается в материал.

Сверление без лишних хлопот
Во время работы можно использовать насадку небольшого сечения, а также использованный зачистной круг для болгарки. Важно помнить, что он должен иметь меньший диаметр, чем создаваемое отверстие.
Перед проведением работ на заготовке размечается окружность для отверстия, а вторая окружность будет меньше первой на расстояние, равное диаметру используемого сверла. После этого в противоположных местах окружности намечаются 2 отверстия. От них необходимо отступить 3 мм и наметить места для сверления. Таким образом сверление происходит по всей начерченной окружности. При необходимости подработки некоторые участки придется обработать зубилом. В результате создадутся зазубренные края, которые затем нужно будет обточить. Важно следить, чтобы во время проведения работ не происходило увеличение окружности, т. е. не расширять запланированный диаметр.
Конусное сверло
Изготавливаются описываемые типы сверл из инструментальной стали. Хвостовики таких изделий могут быть шестигранными и цилиндрическими. Режущая кромка снимает все заусенцы, поэтому кромка получается ровной. На конце сверлильной головки имеется заточенная вершина, которая позволяет производить предварительное сверление материала.
Используя такие изделия можно:
- производить создание пропилов диаметром до 30 мм;
- забыть о неровных краях;
- проводить растачивание различного диаметра, не меняя насадку.

Благодаря ступенчатым сверлам можно создавать пропилы различного диаметра в листовой стали толщиной до 4 мм. В отличие от простого конусного сверла при использовании таких изделий просверленный диаметр является фиксированным.
К недостаткам можно отнести:
- необходимость в применении инструмента с малыми оборотами и высоким крутящим моментом;
- чувствительность даже к небольшим перекосам.
Несмотря на указанные недостатки, данная насадка позволяет удобно работать с металлическими пластинами, быстро высверливая окружности нужного диаметра.
Коронка по металлу
Обработка металла является сложным процессом, поэтому подобные работы обычно производятся при использовании специализированного оборудования. Чтобы производить работу в бытовых условиях, можно использовать корончатые сверла.
Подобные изделия позволяют сделать края круглыми и отцентрированными. При этом для сверления используется стандартная дрель. Изделия состоят из нескольких частей:
- коронка;
- центровочная насадка;
- хвостовик изделия;
- винты, которые необходимы для закрепления.

При использовании корончатого сверла скорость проведения работ увеличивается до 10 раз. Также к преимуществам можно отнести возможность точно сверлить в диапазоне от 1,2 до 15 см.
При этом во время сверления не нужно производить центровку. Также стоит отметить, что такие сверла по сравнению со спиральными имеют более высокую износоустойчивость.
Перед началом работы производится установка центровочного сверла в центр окружности, после чего и осуществляется сверление. После этого происходит втягивание сверла и работа осуществляется коронкой.
Невидимые моменты когда происходит сверление
У рассматриваемой технологии есть очень большое количество свойств, которые необходимо брать во внимание. Сверление каленного металла проходит с учетом приведенных ниже факторов:
- Перед проведением работы необходимо уделять свое внимание твердости поверхности. По такому параметру проходит выбор самого оптимального сверла. Определить твердость можно при использовании довольно различных технологий.
- Во время работ связанных со сверлением выделяется очень много тепла. Собственно поэтому происходит скоротечный износ кромки резки. Поэтому в большинстве случаев в территорию резания подается жидкость для охлаждения.
- При резании труднообрабатываемого материала иногда необходимо проводить заточку кромки резки. Для этого применяется обыкновенный заточной станок или особенный инструмент. В качестве абразивного материала годится лишь круг с алмазным напылением.
Лучшие дорожные утюги

Инструмент для высверливания стали
Есть очень разные методы резания каленной стали. Отдельные из них значительно облегчают проводимую обработку. Лишь при учете всех тонкостей можно увеличить качество отверстия которое получилось.
Пресс для отверстий
Одним из распространенных способов является пробивка при помощи специального пресса. Это происходит следующим образом:
- Сначала заготовка укладывается на стол пресса и захватывается несколькими зажимами.
- Затем металл перемещается под пробивной инструмент. На данном этапе происходит дополнительное закрепление материала при помощи прижимного кольца.
- На последнем этапе и происходит пробитие при помощи пуансона.
В револьвере может быть несколько насадок различного диаметра, что позволяет быстро создавать пробоины разного диаметра. Такое оборудование обычно не применяется для работы с металлом в бытовых условиях.
Если работы планируется производить в домашних условиях, следует выбрать универсальный инструмент. Это позволит легко обрабатывать металл, не заботясь о приобретении дополнительных деталей. Подробно с технологией процесса познакомит представленное видео.
Рекомендуем также к прочтению:
Как правильно сверлить различные типы металла
Обработка металлических деталей относится к перечню весьма сложных операций. Высверливание может потребоваться при работе на производстве, в доме, гараже, на даче. Для этих целей используется сверлильное оборудование, сверла и дополнительные принадлежности.
Металлоизделия имеют повышенную прочность, а также твердость, что обуславливает строгое соблюдение технологии и использование надежного и качественного оборудования. Сверление отверстий в металле требуется для создания разнообразных разборных, а также неразборных соединений. Для этой слесарной процедуры необходим станок или же дрель, молоток со слесарным кернером для точной наметки отверстий и сверла.

Цены на сверление
Стоимость сверловки отверстий и вырезки заготовок зависит от объема работ и их сложности. Так, производство простых цилиндрических отверстий в заготовках даже в масштабном объеме будет стоить дешевле, чем выполнение рассверловки и зенкерования под нарезку резьбы. Еще дороже обойдется вырезка заготовок из листового металла или сверление отверстий сложной формы под прокладку коммуникаций в конструктивных деталях.

ЛЗМ предлагает услуги по сверлению различных отверстий, вырезанию заготовок из листового металла, рассверливанию имеющихся отверстий и прочие. Все операции выполняются с максимальной точностью и в кратчайшие сроки. Для уточнения стоимости и другой информации обращайтесь к менеджерам предприятия по телефонам,.
Как сверлить металл дрелью
Главной проблемой при работе с дрелью является ее ручное удержание. При этом необходимо строго соблюдать направление, обеспечивать необходимое прижимное усилие и контролировать скорость сверления.
Поставив необходимые метки на изделии, центра будущих мест сверления требуется накернить, что не даст буравчику сместиться. Заготовку можно закрепить в зажимах или же расположить на специальной подставке. При использовании ручного инструмента для отверстий в металлах требуется следить за строгим перпендикулярным расположением бурава.
Нельзя оказывать на инструмент чрезмерное давление во время работы. По мере прохода усилие уменьшается, что снижает образование заусенцев на выходе и предотвращает поломку сверла. При закусывании бурава он высвобождается путем обратного вращения.
Если необходима большая глубина сверления (более пяти диаметров сверла) следует особое внимание уделять охлаждению режущего предмета и постоянному удалению металлической стружки. Предварительно используется сверло короткого типа для получения требуемой центровки и направления подачи. Удаление стружки выполняют с помощью переворачивания детали, охлаждающей жидкостью, а также крючками либо магнитами.

Требования к сверлам
Чтобы качественно просверлить отверстие в металле требуется правильно подобрать сверла, учитывая диаметры, а также свойства материала. Для этого используется быстрорежущая инструментальная сталь. При высверливании легированных и углеродистых стальных предметов закаленного типа, чугуна, нержавейки и прочих труднообрабатываемых материалов применяют сверла твердосплавного вида.
Перед тем как просверлить отверстие в твердом металле необходимо его предварительно рассверлить инструментом меньшего размера. Некоторые режущие изделия имеют в составе кобальтовые добавки, которые увеличивают его износостойкость, а также долговечность. В маркировку данного инструмента добавляют литеру «К».
Мощность и обороты при работе
От мощности оборудования, выполняющего сверление металла, зависят его возможности. Ручные дрели, имеющие мощность порядка 500-700 Вт предназначены для высверливания участков максимум до 10-13 мм в диаметре.
Скорость вращения режущего инструмента при работе по обычному металлу используется малая и средняя (500-1000 об/мин). Использование высоких оборотов чревато быстрым нагревом сверла, что вызывает его отжиг с разупрочнением. Высверливание глубоких отверстий в металле следует выполнять с умеренным нажимом и невысоких скоростях.
Сверлим отверстие в каленой стали
Сверлить будем каленую пилу из быстрореза.
Капаем каплю масла и начинаем сверлить на низких оборотах. Кернить совсем не обязательно, с такой заточкой сверло не скользит по металлу.
Меняем режущую часть.
Пол минуты и отверстие в калёной стали просверлено.
Давайте усложним наш эксперимент и возьмем более крепкую, более твердую, быстрорежущую сталь ХСС. Опять капаем каплю масла. Сверлим пять секунд и режущая кромка затупилась, значит надо взять другое сверло, что я и сделал. Каждый раз беру другое сверло.
Твердый сплав очень хрупок и на выходе очень часто крошится. Всего каких-то две минуты и отверстие в каленой стали сделано.
Всем спасибо за внимание!
Как правильно сверлить металл
Для полноценного процесса высверливания металла основным параметром является острота сверла. Скорость затупления режущих кромок напрямую зависит от твердости обрабатываемого материала, усилия подачи, скорости вращения, наличия охлаждения и прочих факторов. Технология сверления больших отверстий в металле заключается в том, что изначально просверливают небольшим сверлом, а затем используют основное.
Для точного сверления обязательно проводится кернение центров будущих обрабатываемых участком. Улучшить условия процесса можно, предварительно окунув наконечник инструмента в машинное масло. В быту используется обычная мыльная вода. Для процесса глубокого просверливания необходимо постоянно охлаждать рабочий инструмент и вовремя удалять скапливающуюся металлическую стружку.
Листовой
При работе с металлическими изделиями листового типа необходимо подкладывать под место реза деревянный брусок, который будет предотвращать появление заусенцев. В качестве замены бруска можно использовать любой материал, менее твердый, чем основной. На завершающем этапе рекомендуется снижать усилие подачи, что также снизит вероятность образования опасных заусенцев.
Отверстия в трубах
Основной проблемой сверления труб является их точное позиционирование. При этом входное высверливаемое место зачастую не совпадает с выходным. Увеличение диаметра трубы приводит к еще большей погрешности. На глаз выдержать строгую перпендикулярность практически нереально, поэтому используют специальные приобретенные либо самодельные кондукторы и направляющие.

Нержавеющая сталь
Работа с нержавейкой выполняется на минимальных оборотах, желательно кобальтовым буравом. Значение 120-150 об/мин обеспечит необходимое качество и скорость реза. При отсутствии регулятора скорости используется кратковременное включение дрели, что не даст патрону разогнаться до максимальных величин. Можно использовать ступенчатые сверла, значительно облегчающие процесс. Для диаметров более 15 мм используются специальные «коронки». Охлаждение рабочего элемента проводится жиром или же оливковым маслом.
Алюминий
Сложность работы с алюминиевыми изделиями заключается в обволакивании материалом режущих кромок. Это значительно затрудняет проникновение бурава вглубь и попутно расширяет само место обработки. Для точного высверливания требуется чаще извлекать из детали сверло для очистки и пользоваться охлаждающей жидкостью.
Безопасность
Любая работа, в том числе и по металлу должна выполняться с соблюдением всех необходимых мер безопасности. Заготовки средних, а также крупных размеров закрепляются на специальных приспособлениях или же на станочном столе. Маленькие детали удерживаются ручными тисками. Запрещается во время сверления держать обрабатываемые изделия руками.
Нельзя касаться движущихся элементов, перебрасывать ремни на станочном шкиве при его вращении. Стружка удаляется специальными крючками либо щетками. Рукава на спецодежде застегиваются либо закатываются выше локтя, волосы прячутся под головной убор, глаза закрываются предохранительными очками.
5 хитростей, как сверлить тонкими сверлами
Сверла это специальные инструменты, благодаря которым можно быстро проделывать отверстия в материалах. Для их фиксации используется патрон, расположенный на дрели либо шуруповерте. Для изготовления таких специальных инструментов применяются марки твердой стали. Благодаря этому их можно активно использовать во время работы с такими материалами как метал, камень, бетон, кирпич, дерево.

Практически у каждого человека в мастерской есть набор сверл (как правило, для работы с металлом). Однако в некоторых случаях, пользователь может оперировать исключительно тонкими сверлами для выполнения разнообразных работ. Например, если необходимо в листе металла проделать крупное отверстие, а в наличии нет инструментов большого диаметра. Существует большое количество разнообразных хитростей, использование которых позволит более эффективно применять тонкие сверла во время выполнения разнообразных работ.
Как засверлиться в нужном месте?
Если немного подумать над этим вопросом, то ответ должен посетить вашу голову даже без подсказки. Ну мне так кажется по крайней мере. Но если думать неохота, то читайте.
Для этого дела потребуется керн. Это инструмент из прочной стали, имеющий цилиндрическую форму и острие на конце.

Приставляем острие к желаемому месту сверления и ударяем по крену с другой стороны молотком несколько раз.
Теперь, когда вы закернились, приставляете к полученной на поверхности неровности сверло и начинаете сверлить — кончик никуда не убежит.
Сверление отверстий металлоконструкций
Сверление отверстий от профессионалов на современном оборудовании
предлагает услуги сверления отверстий в металле. Работы осуществляются квалифицированными специалистами с применением профессионального высокопроизводительного оборудования. Главные плюсы предлагаемой услуги – доступная цена сверления отверстий в сочетании с точностью их геометрических размеров.
Технические характеристики используемого оборудования
Наша компания используется два типа сверлильных станков. Их характеристики выглядят следующим образом:
- стационарный 2С132: толщина обрабатываемого металла – до 50 мм;
- диаметр отверстий – до 36 мм;
- высота заготовки (максимальная) – до 600 мм;
- масса заготовки (максимальная) – до 600 кг;
- толщина обрабатываемого металла – до 50 мм;
Сфера применения сверлильных станков по металлу
Современные сверлильные станки, которые используются на нашем производстве, предназначены для выполнения следующих видов работ:
- сверление отверстий;
- их рассверливание и растачивание;
- зенкерование;
- нарезка внутренней резьбы;
- развертывание;
- подрезка торцов.
Как не затупить сверла?
Сверла по металлу становятся тупыми, если во время работы они чересчур сильно нагреваются, из-за чего теряют свою прочность. Нагрев происходит из-за трения. При этом чем быстрее оно крутится, тем больше греется.
Отсюда очевидное правило — нужно сверлить на низких оборотах дрели. Они должны составлять не более 1000 в минуту. Но кто же это измерит во время работы? Поэтому просто не давите кнопку пуска на полную. Правильную скорость можно оценить так: глаз должен видеть вращение сверла. То есть имеющиеся на нем канавки не должны для зрения сливаться в одно целое.
При работе с толстыми заготовками не обойтись без дополнительного охлаждения. Его обеспечивают специальные смазки или пасты, которые добавляют в место сверления, либо в них окунают сверло. Кроме того, они не только охлаждают, но и смазывают наконечник, благодаря чему трение становится меньше.
В бытовых условиях иметь специальные смазки и пасты нет необходимости. Можно обойтись обычным машинным маслом.
Таким образом, используйте керн, сверлите на низких оборотах и добавляйте смазку или масло, и тогда это дело покажется вам легкой прогулкой.
Ну и еще несколько советов по этой теме.
Сверлить сразу тремя сверлами для создания отверстия большого диаметра

Возникают ситуации, когда мастеру необходимо сделать отверстие большого диаметра, а под рукой инструментов, позволяющих выполнить такую работу. В этом случае можно воспользоваться несколькими сверлами малого диаметра.
Для этого нужно воспользоваться тремя тонкими сверлами и скрепить их между собой при помощи обычной изоленты. Стоит отметить, что их диаметр не должен сильно отличаться друг от друга. Чтобы получить максимально ровное отверстие, сверла, во время скручивания между собой необходимо выровнять. В том случае, если хотя бы одно сверло из общей связки будет немного выступать вперед, оно станет так называемой осью вращения всей конструкции. В результате этого диаметр проделываемого отверстия будет немного больше от изначально запланированного размера.

Затем всю связку необходимо зафиксировать в патроне электродрели. Выставлять ее нужно таким образом, чтобы обеспечивался надежный захват в патроне всей конструкции. При этом не следует забывать о том, что длины используемых инструментов должно хватать для проделывания сквозных отверстий в материале.
Если связка будет плохо зафиксирована в патроне, во время вращения сверла начнут разъезжаться и ломаться. Для многократного использования такого инструмента, его необходимо правильно и надежно зафиксировать в патроне электроинструмента.
При использовании связки необходимо выставлять небольшую скорость вращения патрона электродрели. Во время работы необходимо периодически останавливаться и удалять из проделываемого отверстия весь накапливаемый мусор. Такой метод, который предусматривает применение связки, лучше всего подойдет для проделывания отверстий большого диаметра в древесине и мягких металлах (медь, алюминий).
Типы сверл
Для сверления берите только сверла по металлу (а не по дереву, например). Они имеют свою заточку и изготавливаются из определенных видов стали. Самые распространенные имеют маркировку Р6М5 — это быстрорежущая сталь, которую иностранные производители маркируют как HSS.
Для придания дополнительной прочности на приведенные выше сверла наносят нитрид-титановое покрытие. Из-за чего они имеют желтый цвет.
Есть также более прочные Р18, использующиеся соответственно для твердых сталей.
Также для увеличения прочности могут добавлять кобальт, и тогда получается маркировка Р6М5К5.
Ну и самые прочные — это сверла с твердосплавным наконечником. Их применяют для просверливания легированных сталей. Обычную сталь оно тоже возьмет, но покупать его только для этого будет несколько рачительно, так как цена на них довольно высокая, при этом оно хоть и твердое, но все равно тупится. А вот заточить его потом будет трудно, так как для этого требуется алмазный диск, который тоже весьма не дешев, да еще и купить не везде можно.
Сверловка стального проката

Сверловка отверстий в металле – один из видов механической обработки для получения сквозных и глухих отверстий требуемого диаметра. Суть процесса состоит в закреплении обрабатываемой детали, разметке и обработке ручным или автоматизированным инструментом.
Оборудование для сверления
Тип оборудования выбирают, в зависимости от поставленных задач. Сверлильные станки бывают радиально-сверлильными, вертикально-сверлильными, координатно-сверлильными. С их помощью выполняют:
- сквозные и глухие отверстия с цилиндрическими стенками;
- многогранные, овальные и другие отверстия;
- внутреннюю резьбу;
- чистовую отделку;
- рассверливание уже имеющегося отверстия.
Работа с некоторыми видами металла
- При сверлении толстых алюминиевых заготовок стружка часто забивает каналы сверла, из-за чего труднее становится вращать. Поэтому при работе с таким материалом чаще доставайте сверло из углубления и убирайте стружку. Ну и не забывайте обильно полить маслом.
- Если нужно просверлить черный чугун, то для этого не нужно добавлять никакие смазывающе-охлаждающие вещества, так как он и на сухую очень хорошо сверлится
- В отличие от черного белый чугун имеет повышенную прочность, а значит для его обработки потребуются прочные сверла и смазка
Таковы основные правила по сверлению металла дрелью. Надеюсь у меня получилось устранить этот пробел в ваших знаниях. Удачи вам в домашних делах и до встречи!




Сверление металла
Подбор сверл
Приобретая сверла, нужно иметь в виду, что обычные сверла, изготовленные из быстрорежущей инструментальной стали (например, Р6М5) предназначены для сверления металлов, не обладающих высокой твердостью. Чтобы просверлить металл повышенной твердости, потребуются твердосплавные сверла. Такие сверла могут быть полностью из твердого сплава или иметь только твердосплавный наконечник.
Иногда перед началом сверления неизвестно, какой твердости металл предстоит сверлить. Поэтому, увидев в первый момент сверления, что сверло не внедряется в металл, нужно немедленно прекратите сверление, иначе сверло будет безвозвратно выведено из строя, перегревшись и потеряв твердость. Свидетельством этому будет появление на нем темно-синей окраски. Перед тем, как сверлить металл, твердость которого не известна, можно провести по нему напильником. Если последний не оставляет на металле следов, значит материал обладает повышенной твердостью.
Как сверлить металл
При сверлении металла очень важна острота сверла, при этом сверло тупится очень быстро. Скорость затупления сверла зависит в частности от оборотов, силы подачи, охлаждения и других факторов, однако как ни старайся, если сверлится не алюминиевый сплав, время работы сверла до неудовлетворительной работоспособности измеряется минутами.
Перед сверлением необходимо разметить отверстие, накернив его. Для этого нужно установить острие кернера (или дюбеля) в предполагаемый центр отверстия и ударить по нему молотком. Кернение необходимо для исключения скольжения сверла в первый момент сверления. Если след от керна не достаточно большой для удержания сверла большого диаметра, то сперва следует расширить углубление сверлом маленького диаметра.
Для создания лучших условий сверления желательно окунуть кончик сверла в машинное масло или капнуть им в место кернения. Масло в зоне сверления способствует лучшему охлаждению сверла и облегчает резание металла. Сверло, которым сверлят с использованием масла, меньше тупится, требует более редких заточек и дольше служит. В качестве охлаждающей жидкости используют также специальную эмульсию, мыльную воду, керосин. По утверждению некоторых мастеров, хорошим смазывающим и охлаждающим средством является свиное сало. Перед сверлением вращающееся сверло погружают в кусок сала, которое при сверлении растапливается и оказывает смазывающее и охлаждающее действие. Но все же самым простым и удобным средством, является мыльная вода. Она не пачкает, а мыло есть в каждом доме. Её достаточно один раза капнуть в начале сверления и в процессе. Можно периодически окунать сверло в мыльный раствор.
При сквозном сверлении с большой подачей, на выходе отверстия образуется заусенец (грат), за который сверло цепляется своим боковыми резцами. В результате может произойти резкая блокировка сверла и его перелом или откол резца, и ещё в этот момент сверло особенно интенсивно тупится. Отрицательно сказываются такие остановки и на состоянии дрели. Чтобы избежать образования грата, нужно заканчивать сверление отверстий в металле с малой подачей. Желательно также под просверливаемую деталь подложить деревянный брусок, который препятствует образованию заусенца. Брусок и заготовка должны быть плотно прижаты друг к другу. Для большего эффекта, можно подкладывать не деревянный брусок, а пластину из такого же или менее твердого металла, которая должна быть плотно прижата к месту выхода сверла.
Чаще всего приходится осуществлять сверление стали, но нередко приходится сверлить и другие металлы, которые имеют свои особенности сверления. Алюминий, например, обволакивает сверло, затрудняя его проникновение вглубь и расширяя получаемое отверстие. Если требуется сверлить в алюминии точное отверстие (например, под резьбу), нужно обязательно применять охлаждающую жидкость и почаще извлекать сверло из отверстия для его очистки. Обычный серый чугун сверлится относительно легко и не требует охлаждающей и смазывающей жидкости. Но сверление чугуна может преподнести сюрпризы. Бывают высокопрочные серые чугуны, которые необходимо сверлить сверлом из твердосплавного материала. Белый чугун, основной структурной составляющей которого является цементит, очень тверд, он требует высокопрочного сверла.
Отверстия большого диаметра следует сверлить поэтапно. Сначала нужно просверлить деталь тонким сверлом, затем рассверлить отверстие до большего диаметра. Например, отверстие диаметром 12 мм лучше сверлить в два или три приема — последовательно сверлами 5, 10 и 12 мм.
Затупившиеся сверла нужно своевременно затачивать. Лучше делать это с помощью приспособления для заточки, однако можно обойтись и без него. При этом нужно обращать внимание на симметричность кончика сверла. Если заточенные кромки будут сходиться не строго по центру, отверстие, просверленное таким сверлом, будет иметь больший диаметр, поскольку одна режущая кромка будет длиннее другой. Стандартный угол при вершине (угол между режущими кромками) составляет 118°. Для сверления алюминия оптимальным считается угол 130-140°, мягкой бронзы и красной меди 125-130°. Однако все эти металлы можно просверлить и сверлом со стандартным углом. Подробнее про заточку сверла читайте здесь.
При сверлении нужно выдерживать вертикальность сверла относительно поверхности металла (если не требуется сверлить наклонное отверстие). При выполнении отверстий в тонких листах это требование не так актуально, как для толстостенных или полых деталей. Сверление труб, например, нередко приводит к тому, что входное и выходное отверстия оказываются смещенными друг относительно друга — тем больше, чем больше диаметр трубы. Выдержать на глаз перпендикулярность сверла довольно трудно, поэтому можно пользоваться самодельными или покупными кондукторами для сверления или направляющими устройствами, которые обеспечивают перпендикулярность сверла.
Необходимы кондукторы и для сверления двух или большего количества отверстий в сопрягаемых деталях. Лучший способ обеспечения совпадения отверстий — это сверление их в сборе. При сверлении отверстий под заклепки сверление в сборе является обязательным требованием. Просверлив первое отверстие, можно использовать его для соединения деталей болтом, чтобы можно было сверлить остальные отверстия без опасения, что детали сдвинутся друг относительно друга. Если сверлить сопрягаемые детали в сборе невозможно или неудобно, то кондуктор или направляющую нужно использовать обязательно. Следует знать, что как бы точно ни размечались и ни кернились сопрягаемые отверстия, все равно они не будут совпадать абсолютно точно, поскольку при сверлении даже накерненного отверстия сверло будет уходить немного в сторону.
Советы по проведению сверления
При необходимости получения в металле множества отверстий, есть вероятность перегрева и затупления сверла из любого металла. Чтобы этого избежать периодически в процессе сверления необходимо сверло опускать в емкость, где налито машинное масло, можно и отработанное. Это не позволит ему перегреваться и существенно облегчит процесс сверления.
Используя этот простой прием, удается просверлить много отверстий всего одним сверлом, которое на протяжении всей работы и после не имеет признаков износа. Недостатком такого метода является разбрызгивание смазывающего масла. Однако решить проблему можно сверлением через бумагу либо полиэтиленовый пакет.
Наша компания на заказ готова выполнить работу по сверлению алюминия.
Как избрать дрель
Безопасность

По электробезопасности имеющийся в широкой продаже электроинструмент относится к II классу: двойная рабочая изоляция, допустимо использование без дополнительного заземления, т.е. такую дрель можно через переходник включать в обыденную, не евро, розетку. На «железных базарах» можно повстречать инструмент I класса («промышленный»), с клеммой заземления на железном корпусе. В быту его использовать небезопасно, ну и патрон его в большинстве случаев под сверло с коническим хвостовиком (конусом Морзе), неприменимым для ударно-вращательного сверления. Потому не берите такую дрель, даже если она мощная и дешевая.
I класс обозначается на шильдике дрели, а если обозначения нет, корпус отчасти либо стопроцентно пластмассовый, и шнур с евровилкой – это инструмент II класса. III класс – электроинструмент на рабочее напряжение до 42 В (низковольтный) можно выяснить по обозначению класса на шильдике и по специальной вилке с плоскими накрест расположенными контактами. Для дома он подходящ, но неудобен: нужен мощнейший понижающий трансформатор.
По защите от попадания сторонних предметов и воды электроинструменты и оборудование маркируются знаками IP (Ingress Protection) с 2-мя цифрами после их: 1-ая – от сторонних предметов, 2-ая – от воды. Если защита по какой-нибудь позиции нулевая, заместо соответственной числа ставится буковка Х. Так, дрель IP32 – может употребляться вне помещения в неплохую погоду; IPХ2 – только снутри, IP34 – снаружи в туман и моросящий дождик, а IP68 можно работать во время самума в Сахаре и под водой.
Принципиально: 1-ая цифра 2 значит, что устройство защищено от проникания пальцев; например, штепсельная розетка имеет степень защиты IP22. Но это ни при каких обстоятельствах не означает, что, если патрон дрели с таковой же степенью защиты схватить рукою во время работы, то он сам по для себя остановится. Эталон IP не гарантирует защиту от дурачины.
Патрон
Обыденный трехкулачковый патрон точен и неплох при вращательном сверлении. При ударно-вращательном сверло в нем стремительно разбалтывается, а сам патрон теряет точность и может совсем выйти из строя: лопается резьбовая обойма кулачкового механизма. Для работ по жестким хрупким материалам трехкулачковый патрон подходящ при эпизодическом использовании или с алмазным рабочим органом в режиме только вращения.
В быстрозажимном патроне (его можно выяснить по рифленой пластмассовой обойме) сверло зажимается цангой. Таковой патрон лучше держит сверло при ударно-вращательном сверлении, но наименее точен и для тонких работ не много подходящ. Массивные дрели снабжаются двухгильзовым цанговым патроном – зажим и ослабление выполняются различными кольцами.
Покровитель SDS (Steck-Dreh-Sitzt, нэм. «Vstavil-povernul-сидя» Специальный Прямая система Либо, osobaâ rovnaâ системы, угол.) Izobreli в компании Bosh. Для машины работает SDS подходящий совсем: систему figurnyh пазов, SM. . РИС, полностью накрепко fiksiruet рабочий орган в соответствии с принципом kitajskoj головоломки; подменю сверла delaetsâ только 2 мА legkimi движения.
К огорчению, для слесарки и столярки SDS не годится: точность центровки сверла недостаточна. Переходник с трехкулачкового патрона на SDS смысла не имеет: он будет разбалтываться от вибрации, как и обыденное сверло. Потому дрель SDS несовместима с обыкновенной по посадке рабочего органа.
Примечание: посадка SDS бывает 3-х типов: SDS+, SDS Top и SDS Max. SDS Top применяется изредка, как промежный и в общем-то плохой вариант; SDS+ предназначен для одноручного инструмента весом до 5 кг; SDS Max – для томного двуручного.
Мощность и обороты
Покупая ударно-вращательную дрель для общих работ, не надо сберегать на мощности. Припас мощности нужен для сотворения нужного вращающего момента на малых оборотах. Наружняя черта коллекторного электродвигателя с поочередным возбуждением, используемого в дрелях, близка к безупречной, но маломощный мотор на малых оборотах перегревается от огромного тока. Также лучше приобрести, если нет в комплекте, переднюю накидную ручку.
Важны и наибольшие обороты дрели. Алмазный инструмент практически на очах «съедается» при частоте вращения наименее 1600-1700 об/мин; его обычная рабочая частота вращения – от 2500 об/мин. Твердосплавному инструменту нужно более 1500 об/мин. Если вы встретите дрель на 600-1200 об/мин – это специнструмент, для работ общего предназначения неприменимый.
Для четких работ по металлу идеальнее всего подходит обычная, только с вращением, дрель маленькой мощности – 120-200 Вт. К ней очень полезна будет станина, превращающая дрель в настольный сверлильный станок. А если вы раскошелитесь к тому же на поворотный стол к станине, то зубоврачебным бором можно будет фрезеровать маленькие детали.
Сеть либо аккумулятор?
Аккумуляторная дрель домашнему мастеру нужна в 2-ух случаях:
- Если работы на стороне – ваш более-менее постоянный приработок.
- Если у вас есть неэлектрифицированная дача либо гараж.

В любом случае дорогая проф дрель с литиевым аккумом и временем его заряда в 10-20 мин навряд ли себя окупит. Это вариант для экспертов, работающих изо денька в денек полную смену. А вам подойдет обыденный щелочной аккумулятор, заряжаемый 4-8 часов. В последнем случае, на отверстие-другое его можно «поднакачать» за полчаса.
Результат раздела
Все вышеперечисленное можно свести к последующим советам:
- Постоянные строй работы, включая металлоконструкции – нужен перфоратор и ударная дрель на 350 Вт и выше.
- Повторяющиеся домашние работы – ударно-вращательная дрель от 250 Вт.
- Для четкой сверловки – дополнительно четкая дрель для вращательного сверления на 120-150 Вт; лучше – со станиной.
Основные инструменты для сверления алюминия
Сверление применяется для получения отверстий под:
Нужные инструменты – электродрель и сверла. Электродрель устанавливается в сверлильную стойку. В основном для сверления металлов используются малые и средние обороты от 500 до 1000 оборотов в минуту. Применение высоких оборотов приводит к разогреву сверла, может произойти его отжиг либо разупрочнение. При работе не надо применять сильное давление. Подача должна быть медленной и плавной.
Способы сверления металла: свёрла и приспособления
Узнаем все тонкости и способы сверления металла — выбор инструмента, заточки и режимов резания.

Просверлить отверстие в металле — что может быть проще? Есть, однако, в этой слесарной операции довольно много тонкостей, касающихся правильного выбора инструмента, заточки и режимов резания.
Как просверлить отверстие в металле
- Виды свёрл по металлу и техника их заточки
- Как правильно сверлить металл
Для проделывания отверстий в металле используют свёрла — механические стержни из сплава, который твёрже, чем обрабатываемая деталь. Свёрла по металлу изготавливают из быстрорежущей стали марок Р6М5, Р9, Р18 под общим обозначением HSS, либо из твёрдых сплавов: ВК, Т5К10, предназначенных для обработки закалённых и твёрдосплавных заготовок.
Сверло состоит из трёх элементов:
- Кромки врезаются в дно отверстия и снимают с него тонкую стружку.
- Спиральная нарезка выталкивает стружку из отверстия.
- Хвостовик предназначен для крепления сверла в патроне инструмента.
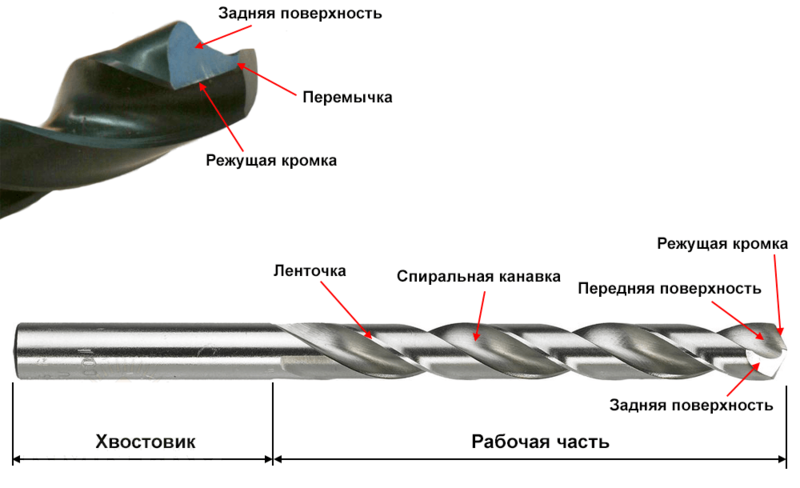
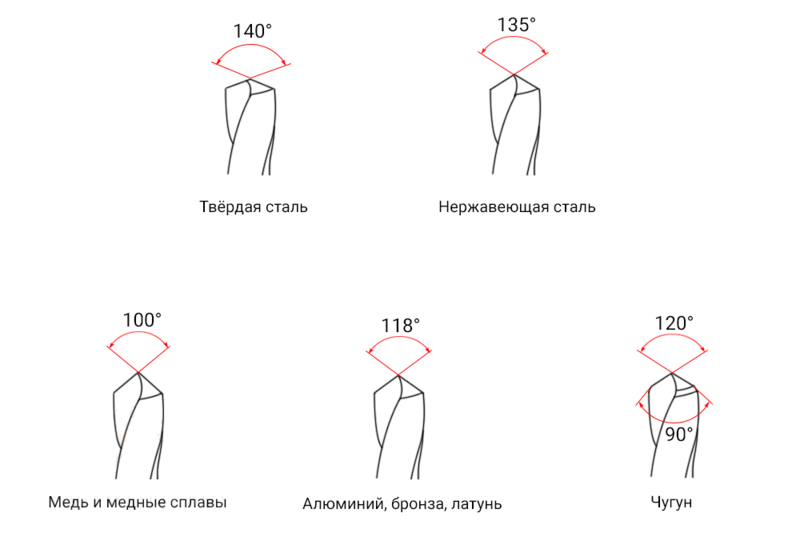
О режущих кромках стоит рассказать более подробно. Это два скоса на остром конце сверла, которые сходятся в вершине — самой выступающей точке передней части, образуя перемычку. Угол, под которым сходятся кромки, называют главным углом при вершине, его величина стандартизирована для различных материалов и режимов обработки:
- Твёрдая сталь и нержавейка: 135–140°
- Конструкционная сталь: 135°
- Алюминий, бронза, латунь: 115–120°
- Медь: 100°
- Чугун: 120° задний угол и 90° угол заточки кромки
Каждая кромка также имеет собственный угол заточки порядка 20–35°, определяющий её остроту. Этот угол, называемый задним, обеспечивает касание сверла к металлу только по линии кромок, при этом за ними остаётся свободное пространство. Такая форма необходима для более лёгкого снятия и выброса стружки. У некоторых свёрл кромка заточена под более тупым углом, вплоть до прямого. Такие режущие кромки хорошо справляются с обработкой хрупких металлов, например, чугуна, латуни и бронзы.

Спиральная часть включает несколько канавок для отвода стружки, на вершине которых расположены дополнительные кромки, плоскость которых параллельна оси сверла. Это так называемая ленточка, которая при погружении сверла подчищает стенки отверстия и способствует более качественной центровке.
Виды свёрл по металлу и техника их заточки
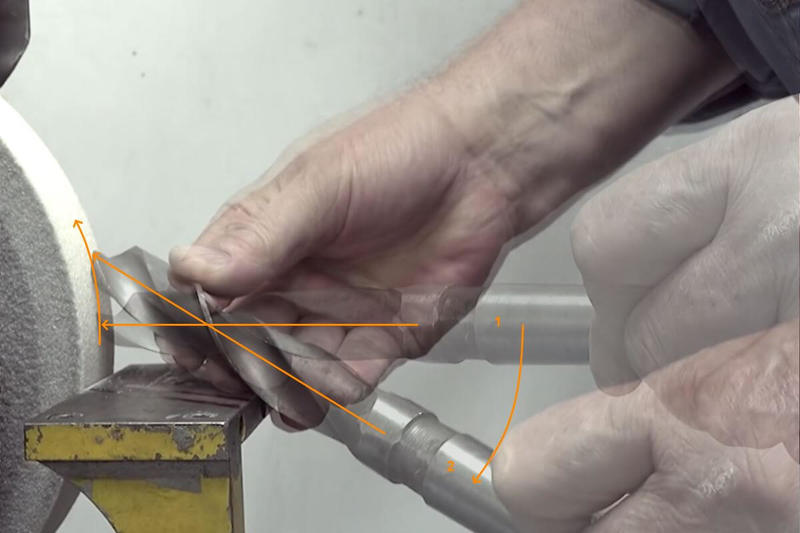
Выше мы рассмотрели базовую разновидность свёрл. Чтобы понять, как формируются углы при заточке, нужно лишь немного знаний и практики. Точить свёрла лучше всего на шлифовальном станке с подручником, в худшем случае можно воспользоваться универсальной заточной машинкой. На УШМ свёрла точить нельзя: во-первых, это противоречит технике безопасности при работе с этим электроинструментом, а во-вторых, из-за большой скорости вращения металл сильно перегревается и отпускается, становясь мягким.

При заточке сверло устанавливается на подручник так, чтобы его режущая часть была немного приподнята. Проворачивая сверло и сдвигая хвостовик влево, нужно добиться, чтобы режущая кромка расположилась строго горизонтально и параллельно торцу круга. Затачивать левую и правую кромку нужно поочерёдно, снимая тонкий слой металла и периодически охлаждая сверло в воде.

Если просто зафиксировать сверло в требуемом положении и подвести его к наждаку, правильно обточить заднюю поверхность не удастся. Из-за того что точильный камень круглый, затылочная часть кромки получается вогнутой. Это приводит к быстрому затуплению кромки и проблемам с отводом стружки. Чтобы избежать такого явления, переднюю часть сверла после касания о камень нужно немного приподымать, подавая вперёд и не снимая нажима. Так формируется выпуклая задняя поверхность, которая намного лучше воспринимает нагрузку при резании.
Обточка кромок должна выполняться до выведения острых граней без сколов и заусенцев. При этом съём с обеих сторон должен быть равномерным, о чём можно судить по форме и положению остающейся перемычки, а также по длине самих кромок. Если перемычка будет смещена, сверло будет вращаться эксцентрично, что приведёт к увеличению диаметра отверстия. Этот эффект можно использовать, если в наличии нет сверла нужного диаметра.

Когда основные кромки выведены, выполняется стачивание перемычки. Для этого сверло нужно поставить на подручник под углом около 45° и прижать задней частью к ребру круга, не задевая режущую кромку. На перемычке образуются две небольшие насечки длиной до 1/10 диаметра сверла, которые выполняют роль заходных и центрирующих кромок.

Более специфическая разновидность свёрл используется для сверления тонколистового металла. При изготовлении глубокого отверстия сверло сначала центрируется вершиной, а на выходе удерживается ленточками спиральной части. Однако в тонком металле вершина проходит насквозь до того, как ленточки упираются в края, из-за чего отверстие получается рваным, смещённым или овальным.

В таких ситуациях лучше использовать сверло перьевого типа, имеющее центрирующий носик. Изготовить такое можно из обычного сверла по металлу, переточив его определённым образом. Всё делается так же и с теми же углами, но при этом кромки не развёрнуты от вершины к краям, а сведены навстречу друг другу. Перьевое сверло нужно затачивать о край камня, оставляя перемычку нетронутой. Стачивание кромок выполняется до тех пор, пока перемычка не образует носик, выступающий над вершинами режущей части на 1–2 мм.

Третий вид свёрл по металлу — конусные ступенчатые. У них есть несколько режущих кромок различного диаметра, что позволяет проделывать разные по размеру отверстия всего одним инструментом. Однако, несмотря на кажущуюся универсальность, найти действительно хорошее ступенчатое сверло довольно сложно, а его стоимость составит не менее $25. Другой минус — заточку таких свёрл можно выполнить только на специализированном станке.
Для сверления твёрдых сплавов и закалённой стали лучше использовать победитовые свёрла по бетону. Их заточка изначально рассчитана на дробящее действие, однако если вывести кромки под углом при вершине около 135° и заточить их под углом 20°, даже в очень твёрдой детали можно без усилий проделать аккуратное отверстие.
Как правильно сверлить металл
Вне зависимости от того, выполняется сверление дрелью или на станке, главное — правильно выбрать скорость вращения. В большинстве случаев оптимальная скорость находится в диапазоне 1800–2500 об/мин, однако на практике могут выбираться совершенно разные значения в зависимости от точности заточки и свойств материала.
Для эффективного и быстрого сверления не обойтись без умения правильно соотносить скорость вращения и усилие подачи. Легко почувствовать, как сверло врезается в металл, непрерывно выделяя стружку, и само начинает заглубляться в дно отверстия без существенного усилия. Обороты при этом, как правило, довольно низкие — порядка 300–500 об/мин.

Лучший показатель, что процесс сверления проходит технологически верно, а сверло заточено правильно — равномерный выход стружки с обеих спиральных канавок. Качество стружки — тоже значимый показатель:
- при сверлении стали выделяется цельная стружка в виде длинных спиралей;
- чугун, закалённая сталь и прочие хрупкие материалы образуют россыпь иголок;
- алюминий сверлится с образованием коротких завитков;
- при сверлении нержавейки могут получаться пыль и мелкие хлопья.

Если сверло не врезается в металл, а трёт по нему с характерным писком, либо на выходе образуется нетипичный вид стружки, лучше остановиться и поправить заточку, иначе есть риск отпуска металла от перегрева или слома рабочей части.
Обязательно соблюдение техники безопасности! Сверлить следует без перчаток, защитив глаза слесарными очками.
Перед началом сверления необходимо разметить все отверстия, которые нужно проделать в детали. Центр каждого отверстия следует наметить кернером. Сначала сверлится небольшая лунка глубиной 2–3 мм, в неё вносится несколько капель машинного масла. Нужно научиться позволять сверлу самому выполнять свою работу: сначала сильно прижать инструмент, а когда произойдёт врезание кромок в металл — ослабить нажим и просто слегка придавливать, удерживая равномерную скорость вращения.

Вместо масла могут использоваться и другие охлаждающие жидкости. Так, при сверлении нержавейки сверло нужно смачивать олеиновой кислотой. Её испарения вредны, поэтому работать необходимо в респираторе. Для охлаждения также хорошо подходит керосин и мыльная вода — брусок хозяйственного на литр.
Особое внимание требуется в момент выхода сверла при сверлении сквозных отверстий. Достаточно часто в таких случаях тонкое дно прорывается с образованием крупных заусенцев, которые попадают в спиральные канавки и затягивают сверло вперёд. На выходе из детали требуется ослабить нажим и немного увеличить обороты.
Сверлить отверстия большого диаметра лучше в несколько этапов, постепенно увеличивая диаметр сверла. Это не только снизит нагрузку на инструмент, но также продлит срок жизни заточки и обеспечит чистоту обработки. Отверстия диаметром свыше 13 мм лучше сверлить с помощью коронок. Вместо масла рекомендуется использовать консистентную смазку, так будет меньше брызг. Коронке нужно периодически давать время остыть, а во время работы тщательно следить за тем, чтобы зубья погружались равномерно, иными словами — держать шпиндель строго перпендикулярно поверхности детали.
Завершающий этап сверления — снятие фасок с обеих сторон отверстия. Для этого можно использовать зенковку, а при её отсутствии — сверло вдвое большего диаметра, которое подаётся с минимальным усилием на больших оборотах. Для снятия заусенцев с больших отверстий разумно воспользоваться круглым напильником и наждачной бумагой. опубликовано econet.ru
Если у вас возникли вопросы по этой теме, задайте их специалистам и читателям нашего проекта здесь.
Понравилась статья? Напишите свое мнение в комментариях.
Подпишитесь на наш ФБ:
Источник https://math-nttt.ru/obrabotka-metalla/instrumenty-dlya-sverleniya.html
Источник https://titan-spec.ru/izdeliya/kak-sverlit-metall.html
Источник https://econet.ru/articles/sposoby-sverleniya-metalla-svyorla-i-prisposobleniya