
скачать инструкция по охране труда при работе на заточном станке
Описание
Инструкция по охране труда при работе на заточном станке
Инструкция по охране труда
при работе на заточном станке
1. Общие требования безопасности
1.1К самостоятельной работе на заточном станке допускаются лица в возрасте не моложе 17 лет, прошедшие соответствующую подготовку, инк инструктаж по охране труда, медицинский осмотр и не имеющие противопоказаний по состоянию здоровья. К работе на заточном станке учащиеся не допускаются.
1.2. При работе на заточном станке соблюдать правила внутреннего трудового распорядка, установленные режимы труда и отдыха.
1.3. При работе на заточном станке возможно воздействие на работающих следующих опасных производственных факторов:
— отсутствие защитного кожуха абразивного круга и защитного экрана;
— травмирование глаз (ранение, засорение, ожоги):
— ранения осколками абразивного круга или инструмента из-за большого зазора между подручником станка и абразивным кругом;
— захват одежды или волос вращающимися деталями станка:
— неисправности электрооборудования станка и заземления его корпуса.
1.4. При работе на заточном станке должна использоваться следующая спецодежда и индивидуальные средства зашиты: халат хлопчатобумажный, берет, защитные очки. На полу около станка должна быть деревянная решетка с диэлектрическим резиновым ковриком.
1.5. В мастерской должна быть медаптечка с набором необходимых медикаментов и перевязочных средств для оказания первой помощи при травмах.
1.6. Работающие обязаны соблюдать правила пожарной безопасности, знать места расположения первичных средств пожаротушения. Мастерская должна быть обеспечена первичными средствами пожаротушения: огнетушителем пенным, огнетушителем углекислотным или порошковым ящиком с песком.
1.7. При несчастном случае пострадавший или очевидец несчастного случая обязан немедленно сообщить администрации учреждения. При неисправности оборудования прекратить работу и сообщить об этом администрации учреждения.
1.8. В процессе работы соблюдать правила ношения спецодежды-пользования средствами индивидуальной защиты, соблюдать правила личной гигиены, содержать в чистоте рабочее место.
1.9. Лица, допустившие невыполнение или нарушение инструкции по охране труда, привлекаются к дисциплинарной ответственности в соответствии с правилами внутреннего трудового распорядка и, при необходимости, подвергаются внеочередной проверке знаний норм и правил охраны труда.
2. Требования безопасности перед началом работы
2.1. Надеть спецодежду, волосы тщательно заправить под берет.
2.2. Убедиться в наличии и надежности крепления защитного кожуха абразивного круга и концов шпинделя, а также защитного экрана.
2.3. Проверить наличие и надежность соединения защитного заземления с корпусом станка.
2.4. Убедиться в отсутствии трещин и сколов на абразивном круге.
2.5. Установить подручник для заточки инструмента на расстоянии 2-3 мм от абразивного круга и надежно закрепить его.
2.6. Проверить исправную работу станка на холостом ходу, отступив в сторону от опасной зоны напротив круга, убедиться в отсутствии биения абразивного круга, а также в исправной работе микровыключателя защитного экрана.
2.7. Проветрить помещение мастерской.
3. Требования безопасности во время работы
3.1. При заточке инструмента надежно удерживать его руками, плавно, без рывков и больших усилий подводить его к абразивному кругу несколько выше его горизонтальной оси.
3.2. Во избежание засорения глаз частицами абразивного круга не производить заточку инструмента без защитных очков.
3.3. Не наклоняться близко к вращающемуся абразивному кругу.
3.4. Не определять на ощупь остроту и ровность заточки инструмента. Качество заточки определять после того, как инструмент отведен от круга и выведен в безопасную зону.
3.5. Не производить заточку инструмента на неисправном абразивном круге и при большом его биении.
3.6. Не производить заточку инструмента на боковой поверхности абразивного круга, не стоять в направлении плоскости его вращения.
3.7. Не класть на корпус станка инструмент и другие предметы.
3.8. Не оставлять работающий станок без присмотра.
4. Требования безопасности в аварийных ситуациях
4.1. При возникновении неисправности в работе станка, появлении сильного биения абразивного круга, увеличении зазора между подручником абразивным кругом более 3 мм, а также при неисправности заземления корпуса станка прекратить работу, отвести инструмент от абразивного круга и выключить станок. Работу продолжать только после устранения неисправности.
4.2. При загорании электрооборудования станка немедленно выключить станок и приступить к тушению очага возгорания углекислотным, порошковым огнетушителем или песком.
4.3. При получении травмы оказать первую помощь пострадавшему, при необходимости отправить его в ближайшее лечебное учреждение и сообщить об этом администрации учреждения.
5. Требования безопасности по окончании работы
5.1. Выключить станок и после его остановки вращения убрать абразивную пыль щеткой. Не сдувать абразивную пыль ртом и не сметать ее рукой.
5.2. Снять спецодежду и тщательно вымыть руки с мылом.
5.3. Проветрить помещение мастерской.
* Внимание! При использовании инструкций будьте внимательны! Их следует доработать применительно к Вашим условиям. Нетиповые инструкции по охране труда могут также содержать некоторые неточности и ошибки.
зарегистрированное средство массовой информации, свидетельство Эл № ФС77-39732 от 06.05.2010 г.
ВНИМАНИЕ! При любом использовании (цитировании) материалов сайта ссылка на Ohranatruda.ru обязательна (для интернет-проектов индексируемая гиперссылка ‘hyperlink’).
Любое коммерческое использование материалов сайта и их публикация в печатных изданиях допускается только с письменного согласия администрации портала.
Использование Пользователем сервисов и контента сайта возможно только на условиях, предусмотренных Пользовательским Соглашением .
На сайте функционирует система коррекции ошибок. Обнаружив любого рода ошибку, а также информацию, не соответствующую нормам морали, нарушающую права третьих лиц или законодательство РФ, пожалуйста, выделите ее и нажмите Shift+Enter .
Чтобы любую страницу сайта отправить в «Мои закладки» нажмите Ctrl+Z. После этого ссылка на выбранную страницу будет у Вас всегда под рукой в разделе «Мои закладки». Сервис доступен только для авторизованных пользователей.
Видео



















Похожие файлы

инструкция по охране труда при работе на ленточной пиле

инструкция по охране труда при работе на лазерном оборудовании
инструкция по охране труда при работе за компьютером

инструкция по охране труда при работе с ккм

инструкция по охране труда при работе с электроножницами
скачать инструкция по охране труда электромонтажника

инструкция по охране труда при работе с пароконвектоматом

байтрил инструкция по применению для телят
Другие статьи
Инструкция по охране труда при работе на заточных станках
УТВЕРЖДАЮ:
Директор ООО «___________»
_____________Ф.И.О.
«___»_______ 20__ г.
Инструкция № __
по охране труда при работе на заточных станках.
1. Общие требования безопасности
1.1. К самостоятельной работе на заточных станках допускается обученный персонал, прошедший медицинский осмотр, инструктаж по охране труда на рабочем месте, ознакомленный с правилами пожарной безопасности и усвоивший безопасные приемы работы.
1.2. Заточнику разрешается работать только на станках, к которым он допущен, и выполнять работу, которая поручена ему руководителем цеха (участка).
1.3. Рабочий, обслуживающий заточные станки, должен иметь: специальную одежду и обувь согласно норм выдачи и средства индивидуальной защиты (маска или очки)
1.4. Если пол скользкий (облит маслом, эмульсией), рабочий обязан потребовать, чтобы его посыпали опилками, или сделать это сам.
1.5. Заточнику запрещается:
- использовать неиспытанные абразивные инструменты;
- работать при отсутствии на полу под ногами деревянной решетки по длине станка, исключающей попадание обуви между рейками и обеспечивающей свободное прохождение стружки;
- запрещается работать на станке с оборванным заземляющим проводом, при отсутствии или неисправности блокировочных устройств;
- стоять и проходить под поднятым грузом;
- проходить в местах, не предназначенных для прохода людей;
- заходить без разрешения за ограждения технологического оборудования;
- снимать ограждения опасных зон работающего оборудования;
- мыть руки в эмульсии, масле, керосине и вытирать их обтирочными концами, загрязненными стружкой.
1.6. О каждом несчастном случае заточник обязан немедленно поставить в известность мастера и обратиться в медицинский пункт.
2. Требования безопасности перед началом работы
2.1. Перед началом работы заточник обязан:
- принять станок от сменщика: проверить, хорошо ли убраны станок и рабочее место. Не следует приступать к работе до устранения выявленных недостатков;
- привести в порядок спецодежду, застегнуть рукава и куртку, надеть головной убор;
- проверить наличие и исправность защитного экрана и защитных очков, предохранительных устройств защиты от абразивной пыли и охлаждающих жидкостей;
- отрегулировать местное освещение так, чтобы рабочая зона была достаточно освещена и свет не слепил глаза;
- проверить наличие смазки станка. При смазке следует пользоваться только специальными приспособлениями;
- надежно закрепить подручник, установив его таким образом, чтобы зазор между краем подручника и рабочей поверхностью абразивного круга был не более 3 мм. Рабочая поверхность подручника должна быть ровной, а край рабочей поверхности — без выбоин и выработки;
- проверить на холостом ходу станка:
а) исправность органов управления;
б) исправность системы смазки и охлаждения;
в) исправность фиксации рычагов управления; - проверить состояние абразивных кругов наружным осмотром с целью определения трещин и выбоин;
- проверить паспорт об испытании на прочность кругов диаметром 150 мм и выше.
2.2. Установку абразивных кругов и их крепление на шпиндель заточного станка должны производить лица, прошедшие специальное обучение и получившие инструктаж по правилам установки абразивного инструмента на заточные станки:
а) наладчики устанавливают абразивные круги, собранные и отбалансированные с планшайбами;
б) заточники устанавливают только те абразивные круги, которые не проходят балансировки.
2.3. Заточнику запрещается:
работать в тапочках, сандалиях, босоножках и т.п.;
применять неисправные и неправильно заточенные режущие инструменты и приспособления;
прикасаться к токоведущим частям электрооборудования, открывать дверцы электрошкафов. В случае необходимости следует обращаться к электромонтеру.
3. Требования безопасности во время работы.
3.1. Во время работы заточник обязан:
- включить вытяжную вентиляцию и проверить ее работу;
- инструмент, выданный на заточку, разложить на верстаке, не загромождая рабочее место и проходы;
- проверить надежность крепления абразивного круга, наличие картонных прокладок между зажимными фланцами и кругом, надежность крепления гаек, зажимающих фланцы;
- проверить исправную работу станка на холостом ходу в течение 3—5 мин, находясь в стороне от опасной зоны возможного разрыва абразивного круга;
- перед установкой на станок обрабатываемой детали и приспособления очистить их от стружки и масла;
- при заточке или доводке инструмент надежно закреплять в приспособлении или пользоваться подручником. Запрещается при заточке удерживать инструмент на весу;
- заточку осевого инструмента, обрабатываемого в центрах, производить только с исправными центровыми отверстиями, не допускать, чтобы вершина центров упиралась в дно центровых отверстий; инструмент должен плотно входить в оба центра всей конусной поверхности центровых отверстий;
- при ручной подаче подавать круг или инструмент на круг плавно, без рывков и резкого нажима;
- не допускать работу боковыми поверхностями круга, если круг не предназначен специально для такого вида работ;
- заточку и доводку инструмента алмазными кругами производить только с охлаждением;
- при заточке инструмента с охлаждающей жидкостью следить за тем, чтобы жидкость омывала абразивный или алмазный круг по всей его рабочей поверхности и своевременно отводилась;
- при переходе с сухой на мокрую заточку во избежание разрыва дать кругу предварительно охладиться (остыть) и только после этого начинать заточку инструмента с охлаждающей жидкостью;
- правку абразивных кругов производить только алмазами, алмазно-металлическими карандашами или специальными алмазозаменителями в соответствии с установленной технологией правки;
- алмазную и металлическую пыль удалять со станка специальной щеткой-сметкой или скребком. Производить эту работу непосредственно руками запрещается;
- не допускать уборщицу к уборке у станка во время его работы;
- оберегать круг от ударов и толчков;
- остановить станок и выключить электрооборудование в следующих случаях:
а) уходя от станка даже на короткое время;
б) при временном прекращении работы;
в) при перерыве в подаче электроэнергии;
г) при уборке, смазке, чистке станка;
д) при обнаружении какой-либо неисправности, которая грозит опасностью;
е) при подтягивании болтов, гаек и других крепежных деталей.
3.2. Во время работы на станке запрещается:
- работать на станке в рукавицах или перчатках, а также с забинтованными пальцами без резиновых напальчников;
- брать и подавать через работающий станок какие-либо предметы, подтягивать гайки, болты и другие соединительные детали станка;
- затачивать режущий инструмент на неисправном оборудовании;
- тормозить вращение шпинделя нажимом руки на вращающиеся части станка;
- пользоваться местным освещением напряжением выше 42 В;
- опираться на станок во время его работы и позволять это делать другим;
- работать кругами, имеющими трещины или выбоины;
- применять рычаги для увеличения нажима на круг;
- во время работы станка открывать и снимать ограждения и предохранительные устройства;
- оставлять ключи, приспособления и другие инструменты на работающем станке.
4. Требования безопасности в аварийных ситуациях
4.1. В случае поломки станка, отказа в работе пульта управления заточник обязан отключить станок и сообщить об этом мастеру.
4.2. В случае загорания ветоши, оборудования или возникновения пожара необходимо немедленно отключить станок, сообщить о случившемся администрации и другим работникам цеха и приступить к ликвидации очага загорания.
4.3. В случае появления аварийной ситуации, опасности для своего здоровья или здоровья окружающих людей следует отключить станок, покинуть опасную зону и сообщить об опасности непосредственному руководителю.
5. Требования безопасности по окончании работы
5.1. По окончании работы заточник обязан:
- выключить станок и электродвигатель;
- привести в порядок рабочее место:
- убрать со станка алмазную и металлическую пыль;
- очистить станок от грязи;
- аккуратно сложить заготовки и инструмент на отведенное место;
- смазать трущиеся части станка;
5.2. Сдать станок сменщику или мастеру и сообщить обо всех неисправностях станка.
5.3. Снять спецодежду и повесить ее в шкаф, вымыть лицо и руки теплой водой с мылом или принять душ.
Инструкция по охране труда при работе на заточных станках
Настоящая инструкция разработана для организации безопасных работ на заточных станках
1. ОБЩИЕ ТРЕБОВАНИЯ ОХРАНЫ ТРУДА
1.1. Современные заточные станки представляют собой современную быстроходную и точную машину.
1.2. Мероприятия по обеспечению безопасности работ на заточных станках заключаются в правильном хранении и эксплуатации абразивного инструмента, правильной установке защитных устройств, прочного кожуха, ограждающего шлифовальный круг, и экранов, защищающих станочника от летящих частиц металла и абразивов.
1.3. К работе с абразивным инструментом допускаются лица старше 18 лет, не имеющие противопоказаний по состоянию здоровья, прошедшие вводный и первичный на рабочем месте инструктажи по охране труда, обучение безопасным приемам и проверку знаний требований охраны труда.
1.4. При выполнении работы нужно быть внимательным, не отвлекаться на посторонние дела и разговоры и не отвлекать других.
1.5. Работающие должны пользоваться спецодеждой, спецобувью и другими средствами индивидуальной защиты, выдаваемыми им в соответствии с Типовыми нормами.
1.6. Запрещается работать без защитных средств и в несоответствующей спецодежде.
1.7. При обработке материалов абразивным инструментом опасными и вредными факторами являются: разрыв шлифовального круга, повышенная запыленность воздуха рабочей зоны, образование в нем аэрозолей при обработке с использованием смазочно-охлаждающей жидкости.
1.8. Заточные станки должны быть оборудованы защитными экранами, местными отсосами, сблокированными с механизмом пуска станка.
1.9. Помещения и воздуховоды местных отсосов систематически очищаются от пыли по мере необходимости.
1.10. У каждого станка на видном месте должна быть вывешена таблица с указанием допустимой рабочей окружной скорости используемых инструментов и число оборотов шпинделя станка.
1.11. Абразивный инструмент при хранении необходимо предохранять от ударов, мороза, влаги.
1.12. В помещениях для хранения абразивов должна поддерживаться температура не ниже +5 градусов и относительная влажность не более 65%.
1.13. При хранении кругов в вертикальном положении на стеллажах должна быть исключена возможность скатывания кругов.
1.14. Плоские круги – диски типа «Д» на бакелитовой или вулканитовой связке, предназначенные для прорезания или обрезки заготовок, должны складываться стопками между металлическими дисками и во избежание коробления должны постоянно находиться под нагрузкой.
1.15. Плоские тонкие круги с острыми кромками должны храниться стопками с прокладками между ними из картона или бумаги.
1.16. Перевозка кругов должна производиться на рессорных тележках или на мягком резиновом ходу, при этом круги должны быть уложены на подушку из мягкого материала (песок, опилки).
1.17. Круги на бакелитовой или магнезиальной связке, находящиеся на складе более года, в эксплуатацию не допускаются.
1.18. Абразивные инструменты, а также вращающиеся выступающие концы шпинделя и крепежных деталей должны быть ограждены защитными кожухами. Кожух должен быть изготовлен из стали и прочно закреплен на станке.
1.19. Зазор между новым кругом и внутренней цилиндрической поверхностью защитного кожуха должен быть:
— для кругов диаметром до 100 мм – не более 9 мм;
— для кругов диаметром 101-300 мм – не более 10 мм;
— для кругов диаметром 301-600 мм – не более 15 мм;
— для кругов диаметром 750-1400 мм – не более 20 мм.
1.20. Зазор между боковой стенкой защитного кожуха и фланцами для крепления круга должен быть 5-10 мм.
1.21. Заточные станки, работающие с охлаждающей жидкостью, должны быть снабжены ограждениями, предохраняющими рабочего от брызг.
1.22. При обработке абразивными кругами изделий, удерживаемых в руках, должны применяться подручники. Они должны быть передвижными, обеспечивающими возможность устанавливать их в требуемое положение по мере срабатывания круга. При обработке деталей толщиной до 2 мм применение подручников не обязательно.
1.23. Подручники после каждой перестановки должны прочно закрепляться в рабочем положении. Подручники должны устанавливаться так, чтобы верхняя точка соприкосновения изделия со шлифовальным кругом находилась на горизонтальной плоскости, проходящей через центр круга или выше ее, но не более 10 мм.
1.24. Зазор между краем подручника и рабочей поверхностью шлифовального круга должен быть меньше половины толщины шлифуемого изделия, но не более 3 мм. Края подручников со стороны шлифовального круга не должны иметь забоин, сколов и выбоин.
2. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ПЕРЕД НАЧАЛОМ РАБОТ
2.1. Надеть спецодежду, застегнуть обшлага рукавов, надеть головной убор.
2.2. Принять от сменщика станок, убедиться в чистоте станка и рабочего места. Ознакомиться с имеющимися в предшествующей смене неполадками в работе станка и вентиляции.
2.3. Обеспечить достаточную смазку станка, при этом пользоваться масленками и другими приспособлениями.
2.4. Проверить наличие, исправность и прочность крепления:
— ограждений кругов, шкивов, ремня и других вращающихся и движущихся частей станка;
— заземляющего проводника;
— предохранительных экранов, щитков и вытяжных устройств, убедиться, что пылеприемники и воздухоотводы очищены от пыли и что в них нет посторонних предметов.
2.5. Проверить исправность инструмента и приспособлений, разложить их устойчиво в удобном для пользования порядке.
2.6. Гаечные ключи должны быть исправны и соответствовать размеру гаек.
2.7. Проверить, нет ли на поверхности шлифовального круга дефектов, правильна ли форма круга и нет ли биения при вращении круга.
2.8. Проверить исправность устройств крепления круга и надежность затяжки зажимных фланцев гайками, правильность направления резьбы шпинделя (при вращении круга гайка должна затягиваться, а не отворачиваться).
2.9. Убедиться, что поданный на заточку и заточенный инструмент устойчиво уложен, не загромождает проходы и проезды.
2.10. На своем рабочем месте проверить наружным осмотром исправность электроламп, их арматуры, выключатели и изоляцию проводов.
2.11. Перед началом работы инструмент должен быть подвергнут вращению вхолостую с рабочей скоростью в течение следующего времени, круги диаметром:
— до 150 мм – 1 мин.;
— свыше 150 до 300 мм – 2 мин.;
— свыше 300 мм – 3 мин.
2.12. При этом наличие защитного кожуха обязательно. Во время испытания не стоять против открытой части кожуха.
2.13. Проверить исправность местной вытяжной вентиляции от заточного станка, требовать от мастера пуска общей приточно-вытяжной вентиляции.
2.14. Устанавливать круги на заточные станки должны специально обученные рабочие или наладчик, постоянно работающие на этих станках.
2.15. Устанавливать на станок круги, которые подвергаются испытанию, без отметки об испытании запрещается.
2.16. Перед установкой на станок шлифовальный круг должен быть тщательно осмотрен на отсутствие трещин. Круг должен легко надеваться на шпиндель. Диаметр отверстия круга должен превышать диаметр шпинделя на 0,1-1,5 мм в зависимости от размера наружного диаметра круга.
2.17. Шлифовальный круг на шпинделе станка должен закрепляться зажимными фланцами одинакового диаметра с постановкой прокладки из эластичного материала (плотной бумаги, картона, резины) толщиной 0,5-1 мм. Эти прокладки должны перекрывать всю поверхность фланца и выступать наружу по всей окружности фланца не менее чем на 1,0 мм. Диаметры зажимных фланцев должны быть не менее 1/3 диаметра круга.
2.18. Правка кругов должна производиться спец. инструментом: металлическими или металлокерамическими дисками, звездочками, спец. абразивными кругами, алмазными карандашами, закрепленными в спецприспособлении. При правке круга стоять сбоку относительно торцовой плоскости, надевать защитные очки и включать отсос пыли.
2.19. При закреплении шлифовального круга на шпинделе фланцами диаметром Д1 и Д2 допускаемый предельный диаметр сработанного круга должен быть Д1+10 мм.
3. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ВО ВРЕМЯ РАБОТЫ
3.1. Заточник может работать только на том станке, к которому допущен.
3.2. Не допускается работа боковыми поверхностями круга, если он не предназначен специально для этого вида работ.
3.3. Пользоваться шлифовальными кругами необходимо в соответствии с паспортом станка.
3.4. Запрещается допускать на свое рабочее место лиц, не имеющих отношения к выполняемой работе.
3.5. Запрещается тормозить вращающийся круг нажимом на него каким-либо предметом.
3.6. Перед каждым включением станка предварительно убедиться в том, что пуск его никому не угрожает.
3.7. Не допускать сильного нагрева обрабатываемых деталей во избежание ожога рук.
3.8. Остановить станок и выключить электродвигатель при:
— уходе от станка даже на короткое время;
— временном прекращении работы;
— перерыве в подаче электроэнергии.
3.9. Не открывать и не снимать со станка до полной его остановки ограждений и предохранительных устройств перед ремонтом, наладкой или осмотром станка.
3.10. Следить за бесперебойной работой местного отсоса и общей вентиляционной системы в помещении с момента пуска станка до окончания работы. В случае неполадки, перебоев и неисправности вентиляционной системы прекратить работы и сообщить мастеру.
3.11. Заточку производить в защитных очках и при необходимости в респираторе.
3.12. При заточке или доводке инструмента надежно закреплять его в приспособлении в соответствии с технологией, или пользоваться подручником.
3.13. Удерживать руками инструмент на весу при заточке запрещается.
3.14. При установке и закреплении обрабатываемого инструмента в центрах:
— не применять центры с изношенными конусами;
— проверить крепление задней бабки и пиноли.
3.15. При обработке в центрах применять безопасные хомутики и поводковые патроны. Надежно закреплять хомутик на инструменте, чтобы инструмент не мог провернуться при заточке.
3.16. При заточке или доводке инструмента абразивным или алмазным кругом во избежание их разрыва следует:
— при ручной подаче подавать круг или инструмент на круг плавно, без рывков и резкого нажима;
— заточку осевого инструмента, затачиваемого в центровых бабках, производить только с исправными центровыми отверстиями;
— не допускать, чтобы вершина центров упиралась в дно центровых отверстий;
— инструмент должен плотно входить в оба центра всей корпусной поверхности центровых отверстий.
3.17. Заточку и доводку инструмента алмазными кругами производить только с охлаждением (жидкостями или пастой).
3.18. При заточке инструмента с охлаждающей жидкостью следить за тем, чтобы жидкость омывала абразивный или алмазный круг по всей рабочей поверхности и своевременно отводилась.
4. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА В АВАРИЙНЫХ СИТУАЦИЯХ
4.1. При поломке станка немедленно отключить его от электросети и сообщить об этом сменному мастеру.
4.2. При разрыве круга отключить станок, убедиться в исправности механизмов, поставить другой круг с клеймом испытания.
4.3. При возникновении пожара отключить станок от электросети, сообщить сменному мастеру и приступить к тушению подручными средствами пожаротушения (песок, огнетушитель углекислый). При необходимости вызвать пожарную бригаду по телефону 101.
4.4. При несчастном случае оказать пострадавшему первую доврачебную помощь, сообщить об этом сменному мастеру, по возможности сохранить обстановку, если это не приведет к аварии или травмированию других людей. При необходимости вызвать бригаду скорой помощи по телефону 103.
5. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ПО ОКОНЧАНИИ РАБОТ
5.1. Остановить станок, выключив электродвигатель.
5.2. Произвести тщательную очистку станка от металлической и абразивной пыли и грязи, смазать трущиеся части станка.
5.3. При сметании пыли со станка пользоваться только щеткой-сметкой и совком. Смахивать пыль руками и сжатым воздухом категорически запрещается.
5.4. Привести в порядок рабочее место: очистить, протереть, смазать и разложить по местам инструмент, приспособления.
5.5. Сдать станок и рабочее место сменщику и сообщить ему и мастеру о замеченных неполадках в работе станка и вентилятора.
5.6. Вымыть лицо и руки теплой водой с мылом, по возможности принять душ.

Инструкция по охране труда при работе на заточном станке
1. К самостоятельной работе на заточных станках допускается обученный персонал, прошедший медицинский осмотр, инструктаж по охране труда на рабочем месте, ознакомленный с правилами пожарной безопасности и усвоивший безопасные приемы работы.
2. Заточнику разрешается работать только на станках, к которым он допущен, и выполнять работу, которая поручена ему руководителем цеха (участка).
3. Персонал, обслуживающий заточные станки, должен иметь: костюм хлопчатобумажный или полукомбинезон, очки защитные, ботинки юфтевые.
4. Если пол скользкий (облит маслом, эмульсией), рабочий обязан потребовать, чтобы его посыпали опилками, или сделать это самому.
5. Заточнику запрещается:
использовать неиспытанные абразивные инструменты;
работать при отсутствии на полу под ногами деревянной решетки по длине станка, исключающей попадание обуви между рейками и обеспечивающей свободное прохождение стружки;
запрещается работать на станке с оборванным заземляющим проводом, при отсутствии или неисправности блокировочных устройств;
стоять и проходить под поднятым грузом;
проходить в местах, не предназначенных для прохода людей;
заходить без разрешения за ограждения технологического оборудования;
снимать ограждения опасных зон работающего оборудования;
мыть руки в эмульсии, масле, керосине и вытирать их обтирочными концами, загрязненными стружкой.
6. О всяком несчастном случае немедленно поставить в известность мастера и обратиться в медицинский пункт.
Глава 2. Требования по охране труда перед началом работы
7. Перед началом работы заточник обязан:
принять станок от сменщика: проверить, хорошо ли убраны станок и рабочее место. Не приступать к работе до устранения выявленных недостатков;
привести в порядок спецодежду, застегнуть рукава и куртку, надеть головной убор;
проверить наличие и исправность защитного экрана и защитных очков, предохранительных устройств защиты от абразивной пыли и охлаждающих жидкостей;
отрегулировать местное освещение так, чтобы рабочая зона была достаточно освещена и свет не слепил глаза;
проверить наличие смазки станка. При смазке пользоваться только специальными приспособлениями;
надежно закрепить подручник, установив его таким образом, чтобы зазор между краем подручника и рабочей поверхностью абразивного круга был не более 3 мм. Рабочая поверхность подручника должна быть ровной, а край рабочей поверхности без выбоин и выработки;
проверить на холостом ходу станка: исправность органов управления, исправность системы смазки и охлаждения, исправность фиксации рычагов управления;
проверить состояние абразивных кругов наружным осмотром с целью определения трещин и выбоин;
проверить паспорт об испытании на прочность кругов диаметром 150 мм и выше.
8. Установку абразивных кругов и их крепление на шпиндель заточного станка производить лицам, прошедшим специальное обучение и получившим инструктаж по правилам установки абразивного инструмента на заточные станки:
наладчики устанавливают абразивные круги, собранные и отбалансированные с планшайбами;
заточники устанавливают только те абразивные круги, которые не проходят балансировки.
9. Заточнику запрещается:
работать в тапочках, сандалиях, босоножках и т.п.;
применять неисправный и неправильно заточенный режущий инструмент и приспособления;
прикасаться к токоведущим частям электрооборудования, открывать дверцы электрошкафов. В случае необходимости следует обращаться к электромонтеру.
Глава 3. Требования безопасности во время работы
10. Во время работы заточник обязан:
включить вытяжную вентиляцию и проверить ее работу;
инструмент, выданный на заточку, разложить на верстаке, не загромождая рабочее место и проходы;
проверить надежность крепления абразивного круга, наличие картонных прокладок между зажимными фланцами и кругом, надежность крепления гаек, зажимающих фланцы;
проверить исправную работу станка на холостом ходу в течение 3 – 5 мин. находясь в стороне от опасной зоны возможного разрыва абразивного круга;
перед установкой на станок обрабатываемой детали и приспособления очистить их от стружки и масла;
при заточке или доводке инструмент надежно закреплять в приспособлении или пользоваться подручником. Запрещается при заточке удерживать инструмент на весу;
заточку осевого инструмента, обрабатываемого в центрах, производить только с исправными центровыми отверстиями, не допускать, чтобы вершина центров упиралась в дно центровых отверстий: инструмент должен плотно входить в оба центра всей конусной поверхности центровых отверстий;
при ручной подаче подавать круг или инструмент на круг плавно, без рывков и резкого нажима;
не допускается работа боковыми поверхностями круга, если круг не предназначен специально для такого вида работ;
заточку и доводку инструмента алмазными кругами производить только с охлаждением;
при заточке инструмента с охлаждающей жидкостью следить за тем, чтобы жидкость омывала абразивный или алмазный круг по всей его рабочей поверхности и своевременно отводилась;
при переходе с сухой на мокрую заточку во избежание разрыва дать кругу предварительно охладиться (остыть) и только после этого начинать заточку инструмента с охлаждающей жидкостью;
правку абразивных кругов производить только алмазами, алмазно-металлическими карандашами или специальными алмазозаменителями в соответствии с установленной технологией правки;
алмазную и металлическую пыль удалять со станка специальной щеткой – сметкой или скребком: производить эту работу непосредственно руками запрещается. Не допускать уборщицу к уборке станка во время его работы;
оберегать круг от ударов и толчков.
Необходимо остановить станок и выключить электрооборудование в следующих случаях:
уходя от станка даже на короткое время;
временного прекращения работы;
перерыва в подаче электроэнергии;
при уборке, смазке, чистке станка;
при обнаружении какой-либо неисправности, которая грозит опасностью;
при подтягивании болтов, гаек и других крепежных деталей.
11. Во время работы на станке запрещается:
работать на станке в рукавицах или перчатках, а также с забинтованными пальцами без резиновых напальчников;
брать и подавать через работающий станок какие-либо предметы, подтягивать гайки, болты и другие соединительные детали станка;
затачивать режущий инструмент на неисправном оборудовании;
тормозить вращение шпинделя нажимом руки на вращающиеся части станка;
пользоваться местным освещением напряжением выше 42 В;
опираться на станок во время его работы, и не позволять это делать другим;
работать кругами, имеющими трещины или выбоины;
применять рычаги для увеличения нажима на круг;
во время работы станка открывать и снимать ограждения и предохранительные устройства;
оставлять ключи, приспособления и другой инструмент на работающем станке.
Глава 4. Требования по охране труда по окончании работы
12. После окончания работ заточник обязан:
выключить станок и электродвигатель;
привести в порядок рабочее место: убрать со станка алмазную и металлическую пыль, очистить станок от грязи, аккуратно сложить заготовки и инструмент на отведенное место, смазать трущиеся части станка;
сдать станок сменщику или мастеру и сообщить о всех неисправностях станка;
снять спецодежду и повесить в шкаф. Вымыть лицо и руки теплой водой с мылом, принять душ.
Глава 5. Требования по охране труда в аварийных ситуациях
13. В случае поломки станка, отказа в работе пульта управления отключить станок и сообщить об этом мастеру.
14. В случае загорания ветоши, оборудования или возникновения пожара немедленно отключить станок, сообщить о случившемся администрации и другим работникам цеха и приступить к ликвидации очага загорания.
15. В случае появления аварийной ситуации, опасности для своего здоровья или здоровья окружающих людей отключить станок, покинуть опасную зону и сообщить об опасности непосредственному руководителю.
Поделиться «Инструкция по охране труда при работе на заточном станке»
Related Posts
Инструкция по охране труда для заточника — прогнозирование для профессионалов

31.08.2014 – Представляем вашему вниманию инструкцию по охране труда для заточника. Инструкция включает пять глав: 1) общие требования по охране труда; 2) требования по охране труда перед началом работы; 3) требования по охране труда при выполнении работы; 4) требования по охране труда по окончании работы; 5) требования по охране труда в аварийных ситуациях.
Глава 1. Общие требования по охране труда
1. К самостоятельному выполнению работ заточника допускаются лица, возраст которых соответствует установленному действующим законодательством, имеющие соответствующую квалификацию, прошедшие медицинский осмотр, стажировку, проверку, знаний и инструктаж по охране труда.
2. Заточник, не прошедший ежегодную проверку знаний и своевременно повторный инструктаж по охране труда, к работе не допускается.
3. Характеристика опасных факторов:
токоведущие части электросети и оборудования; повышенное значение напряжения в электрической цепи, замыкание которой может произойти через тело человека;
острые края, заусенцы, шероховатости оборудования;
подвижные части производственного оборудования;
повышенный уровень шума на рабочем месте;
движущиеся машины и механизмы.
4. Заточнику запрещается пользоваться инструментом, приспособлениями, оборудованием, обращению с которыми он не обучен.
5. Заточник должен выполнять только ту работу, которая поручена ему непосредственным руководителем работ. Во время работы он должен быть внимательным, не отвлекаться на посторонние дела и разговоры.
6. Заточник обязан выполнять Правила внутреннего трудового распорядка. Не допускается употребление им перед работой и в процессе работы спиртных напитков, наркотических и токсических веществ.
7. Заточник обязан соблюдать правила пожарной безопасности. Курить разрешается только в специально отведенных местах.
8. Заточник должен знать местонахождение и уметь пользоваться первичными средствами пожаротушения, доступ к противопожарному инвентарю, гидрантам и запасным выходам должен быть свободен.
9. Заточник обязан соблюдать правила личной гигиены: перед приемом пищи, в перерывах, по окончании работы мыть руки водой с мылом, пищу принимать в специально оборудованном помещении; спецодежду и личную одежду хранить раздельно в установленных местах.
10. В соответствии с отраслевыми нормами выдачи средств индивидуальной защиты заточнику выдаются:
Галоши на валяную обувь – 24 мес.
10. Во избежание поражения электрическим током заточнику запрещается прикасаться к неизолированным проводам.
11. Заточник должен немедленно сообщить непосредственному руководителю о любой ситуации, угрожающей жизни или здоровью работающих и окружающих, несчастном случае, произошедшем на производстве, ухудшении состояния своего здоровья, оказывать содействие по принятию мер для оказания необходимой помощи потерпевшим и доставки их в организацию здравоохранения.
Оказывать содействие и сотрудничать с нанимателем в деле обеспечения здоровых и безопасных условий труда, немедленно извещать своего непосредственного руководителя или иное должностное лицо нанимателя о неисправности оборудования, инструмента, приспособлений, транспортных средств, средств защиты, об ухудшения своего здоровья.
12. За нарушение требований данной инструкции заточник несет ответственность согласно Правилам внутреннего трудового распорядка и действующему законодательству.
Глава 2. Требования по охране труда перед началом работы
13. Перед началом работы заточник обязан:
надеть спецодежду, приготовить средства индивидуальной защиты;
получить задание от своего непосредственного руководителя работ;
осмотреть свое рабочее место, оборудование и инструмент, работать с неисправным и неправильно подобранным инструментом не допускается. К работе с электрифицированным инструментом допускаются только заточники, прошедшие специальное обучение и инструктаж по охране труда;
убедиться в наличии и исправности ограждающих устройств движущихся частей заточного станка;
убедиться в наличии и исправности заземления, отсутствия оголенных проводов;
проверить отсутствие дефектов на поверхности абразивного круга. Проверить исправность устройств крепления абразивного инструмента и надежность затяжки зажимных фланцев гайками;
проверить достаточность освещения рабочего места.
14. Проверить исправность работы станка на холостом ходу в течение 3-5 минут, находясь в стороне от опасной зоны возможного разрыва абразивного круга.
15. Не приступать к работе при обнаружении неисправностей до их устранения.
16. Проверить зазор между кругом и подручником и надежность крепления подручника. Зазор должен быть не более 3 мм.
17. Свое рабочее место заточник должен содержать в чистоте, не должно быть лишних предметов, проходы свободные.
Глава 3. Требования по охране труда при выполнении работы
18. При выполнении работ на заточных станках необходимо соблюдать следующие общие требования безопасности:
обрабатываемые на станках заготовки или детали должны надежно закрепляться;
установку и закрепление обрабатываемой детали, приспособлений и инструмента производить на полностью остановленном станке;
не брать и не подавать через работающий станок какие-либо предметы, не подтягивать болты, гайки и другие соединительные детали станка. Не облокачиваться на станок, не класть на него инструмент, заготовки, изделия и т. п. При установке и снятии со станка тяжелых изделий – пользоваться грузоподъемными машинами ;
следить за своевременным удалением стружки с рабочего места и станка. Не удалять стружку от станка непосредственно руками и инструментом, пользоваться для этого специальными крючками и щетками-сметками. Уборка стружки должна быть максимально механизирована;
обработку длинномерных деталей производить с применением дополнительных опор.
19. Заточнику запрещается:
работать на неисправных станках и оборудовании, а также на станках с неисправными или незакрепленными ограждениями;
открывать и снимать ограждения и предохранительные устройства во время работы станка;
выполнять ремонт оборудования и замену рабочих органов (абразивных кругов и т.п.) без отключения электропривода и коммутационных аппаратов с видимым разрывом электрической цепи (или принятием других мер по предотвращению подачи напряжения) и закрытия вентилей в трубопроводах подачи масла, пара, воздуха, воды, эмульсии и т.п.
20. Заточник должен остановить станок и отключить от питающей сети вводным выключателем ручного действия в случаях:
прекращения подачи электроэнергии;
перерыва в работе;
обнаружения неисправности в оборудовании;
закрепления или установки на станке обрабатываемой детали, измерения и снятия ее;
подтягивания болтов, гаек и других соединительных деталей станка ;
чистки и смазки, уборки опилок и стружки;
работы электродвигателя на две фазы (гудения), обрыва заземляющего провода.
21. Требования безопасности при работе на заточных станках:
полировать и шлифовать мелкие детали с применением специальных приспособлений и оправок, исключающих возможность повреждения рук. Работать с деталями средних и крупных размеров необходимо в защитных рукавицах;
при обработке абразивными кругами изделий, не закрепленных на станке, пользоваться подручниками. Зазор между краем подручника и рабочей поверхностью шлифовального круга должен быть меньше половины толщины полируемого изделия, но не более 3 мм. На краях подручников со стороны абразивного круга не допускаются выбоины, сколы и другие дефекты;
обрабатываемую деталь подводить к кругу плавно, без ударов, нажимать на круг без усилий;
не приближать лицо к вращающемуся шпинделю и детали при наблюдении за ходом обработки;
не прикасаться к движущейся обрабатываемой детали и абразивному кругу до полной их установки;
следить за тем, чтобы круг изнашивался равномерно по всей ширине рабочей поверхности;
при уменьшении диаметра круга вследствие срабатывания частота его вращения может быть увеличена, но без превышения рабочей скорости, допустимой для данного круга;
не выполнять на станке с абразивным инструментом операции, для которых он не предназначен (разрезание проволоки, зачистка мелких деталей вручную, обдирка дерева и др.).
22. При работе на заточных станках запрещается:
эксплуатация кругов с трещинами на поверхности, с отслаиванием эльборосодержащего слоя, а также не имеющих отметки об испытании на механическую прочность или с просроченным сроком хранения;
применять при закреплении круга насадки на гаечные ключи и ударный инструмент;
использовать на станках с ручной подачей изделий рычаги для увеличения усилия нажатия обрабатываемых деталей на абразивный круг;
тормозить вращающийся круг нажатием на него каким-либо предметом;
удерживать руками инструмент на весу при заточке;
работать боковыми (торцевыми) поверхностями круга, если он не предназначен для этого вида работ.
23. Заточку и доводку инструмента алмазными кругами производить только с охлаждением (жидкостями или пастой).
24. При заточке инструмента с охлаждающей жидкостью следить за тем, чтобы жидкость омывала алмазный или абразивный круг по всей ее рабочей поверхности и вовремя отводилась.
25. Если заточной станок, предназначенный для мокрой заточки, работал без охлаждения (всухую), то при переходе на мокрую заточку во избежание разрыва дать кругу предварительно охладиться (остыть) и только после того, как он остынет, начинать заточку инструмента при помощи охлаждающей жидкости.
26. Не устанавливать на станок неиспытанные круги.
27. У каждого заточного станка или группы станков, на которых работа проводится кругами различного диаметра, на видном месте должна быть вывешена табличка с указанием допустимой рабочей окружной скорости используемых кругов и частотой вращения в минуту шпинделя станка. На станках, работающих на скоростных режимах, защитный кожух должен иметь окраску, отличную от окраски станка.
28. Основные виды отклонений от нормального технологического процесса и методы их устранения должны быть указаны в технологической инструкции по эксплуатации станка.
Глава 4. Требования по охране труда по окончании работы
29. По окончании работ заточник должен:
убрать рабочее место;
отключить от сети заточной станок и другие механизмы;
инструмент и приспособления очистить от грязи, протереть и убрать в специально отведенное место;
средства индивидуальной защиты почистить и сложить в специально отведенное место.
30. Выполнить правила личной гигиены.
31. Доложить руководителю работ обо всех недостатках, замеченных в процессе работы и о завершении работы.
Глава 5. Требования по охране труда в аварийных ситуациях
32. При возникновении ситуации, которая может привести к аварии или несчастному случаю, заточник обязан оставить работу, выйти из опасной зоны и сообщить о возникшей ситуации непосредственному руководителю работ.
33. В случае возникновения пожара заточник должен немедленно сообщить непосредственному руководителю работ, в пожарную службу и приступить к тушению пожара имеющимися первичными средствами пожаротушения.
34. При возникновении аварии приведшей к несчастному случаю заточника руководитель работ обязан принять меры по оказанию пострадавшему доврачебной помощи, либо доставить его в медицинское учреждение и поставить в известность руководство организации.
Обращаем ваше внимание, что другие материалы по охране труда и аттестации рабочих мест по условиям труда в организациях вы можете скачать в разделе «Охрана труда ».
Как заточить сверло на станке
Качественно выполнить обработку металла (в том числе просверлить отверстие в металлической детали) невозможно без использования инструмента, механические характеристики и геометрические параметры которого соответствуют требуемым значениям. Именно поэтому вопрос о том, как заточить сверло по металлу правильно, актуален для домашних мастеров, которые часто работают с таким инструментом, изнашивающимся (что естественно) в процессе эксплуатации.
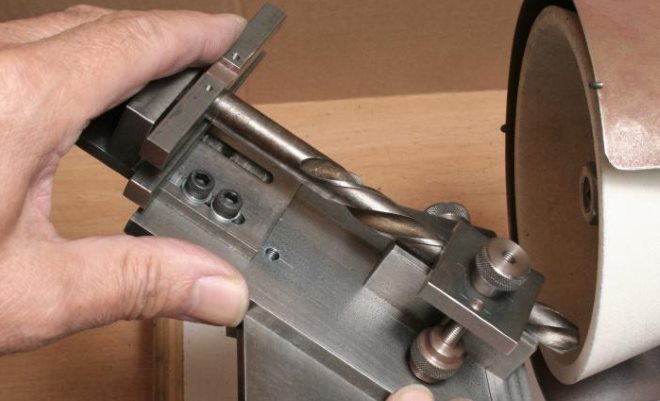
Заточка сверла по металлу с помощью специального приспособления заметно упрощает задачу
Затачивать сверла, предназначенные для работ по металлу, приходится значительно чаще, чем те, при помощи которых выполняется обработка древесины. При обработке такого мягкого материала, каким является древесина, сверла практически не затупляются и могут успешно эксплуатироваться очень длительное время, полностью сохраняя свои первоначальные характеристики. Совсем иначе обстоит дело со сверлами, при помощи которых выполняются отверстия в деталях из металла. Следить за состоянием таких сверл надо постоянно и сразу принимать меры, если их рабочая часть подверглась износу.
О том, что сверло по металлу необходимо наточить, свидетельствует целый ряд признаков:
- скрип и гул, издаваемые изношенным инструментом;
- интенсивный нагрев сверла в процессе его использования;
- низкое качество создаваемых отверстий.
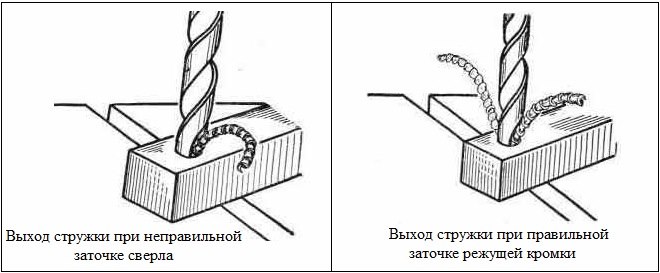
У сверла с разной длиной режущих кромок работает только одна сторона и стружка выходит по одной спиральной канавке
Работа изношенным сверлом является не только неэффективной, но и небезопасной. В любой момент такое сверло, на рабочую часть которого приходятся значительные нагрузки, может сломаться, а его отдельные фрагменты, разлетающиеся в разные стороны с большой скоростью, могут нанести серьезную травму.
Параметры заточки сверл
Как в производственных, так и в домашних условиях сверла по металлу можно заточить на наждачных станках, оснащенных точильным кругом соответствующей твердости. Лучше всего в таких случаях использовать серийное оборудование. Если же его нет в наличии, то точить сверла можно и на устройствах, изготовленных своими руками. Следует иметь в виду, что характеристики данного оборудования, а также приспособлений для заточки сверл, используемых с ним в комплекте, во многом определяют качество такой процедуры.
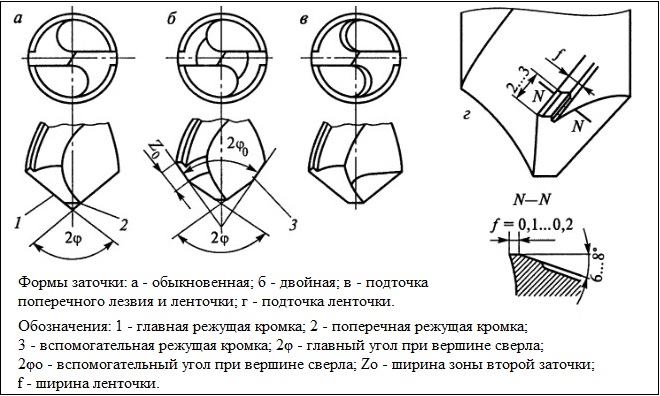
Основные формы заточки спиральных сверл
Наиболее важными параметрами, которые следует учитывать, чтобы правильно заточить сверло по металлу своими руками, являются:
- угол, под которым задняя часть инструмента располагается к плоскости сверления;
- угол заточки передней поверхности режущей части;
- длина поперечной перемычки на режущей части;
- угол при вершине режущего инструмента;
- длина режущих кромок.
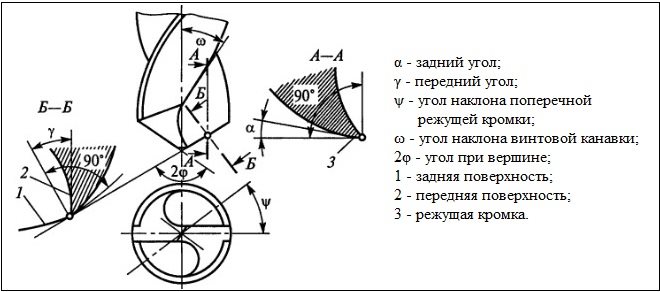
Основные параметры заточки сверла
Чтобы заточка сверла была качественной, необходимо обеспечить его подачу в зону обработки под требуемым углом. Для решения этой задачи используются различные приспособления, которыми оснащаются точильные станки.
Следует иметь в виду: если заточка сверла по металлу будет выполнена неправильно, это может привести не только к некачественному результату, но и к поломке инструмента.
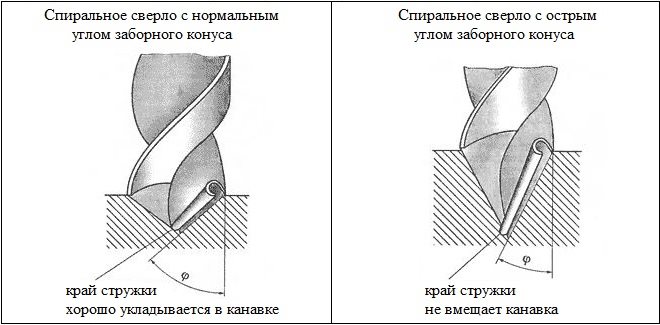
Влияние угла при вершине на правильное образование стружки
Что необходимо для процедуры
Чтобы заточить сверло по металлу самому, необходимо в первую очередь определить, для решения каких задач оно будет применяться. В производственных условиях для заточки сверл используются, как правило, специальные приспособления, обеспечивающие максимальную точность и производительность такого процесса. При выполнении заточки сверл в домашних условиях всегда приходится искать способы, позволяющие сделать результат этого процесса качественным.
В минимальный набор для заточки сверл по металлу должны входить:
- наждачный станок;
- точильные круги различной твердости, выбираемые в зависимости от материала изготовления сверла, которое необходимо заточить;
- емкость для охлаждающей жидкости и сама жидкость, в качестве которой может использоваться обычная вода (или машинное масло);
- приспособления, позволяющие выдержать правильные углы заточки.

Стойка для заточки сверл устанавливается рядом с абразивным диском и позволяет затачивать режущую кромку под точным углом
При заточке сверл своими руками нужно обращать внимание на следующие параметры:
- угол между плоскостью передней части сверла и основанием его режущей кромки (такой угол, измеряемый в главной режущей плоскости, называется передним);
- задний угол, который измеряется так же, как и передний, но по задней плоскости сверла;
- угол при вершине инструмента, измеряемый между двумя режущими кромками.
Для заточки сверл по металлу по всем правилам надо придерживаться следующих значений вышеуказанных параметров:
- передний угол режущей части – 20°;
- задний угол – 10°;
- угол при вершине – 118°.

Таблица 1. Углы при вершине сверла в зависимости от обрабатываемого материала
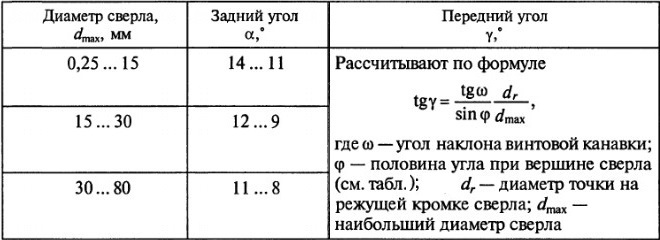
Таблица 2. Задние и передние углы сверла
Если вам необходимо заточить сверло по металлу в производственных или в домашних условиях, вы должны строго соблюдать технику безопасности. Этот процесс сопровождается образованием большого количества искр, от воздействия которых необходимо защищать органы зрения. Кроме того, поскольку такая процедура выполняется с остро заточенными инструментами из металла, осуществлять ее следует, используя перчатки для защиты рук.
Практические рекомендации
Наждачный станок, оснащенный точильным кругом, является универсальным устройством, позволяющим даже в домашних условиях качественно заточить сверло по металлу. Используя такое устройство, технологическую операцию следует начинать с обработки задней поверхности инструмента. Сверло, которое надо заточить, удерживают по отношению к точильному кругу таким образом, чтобы его режущая часть располагалась параллельно к поверхности круга. Заточка, выполняемая по данной методике, оптимально подходит для сверл по металлу, диаметр которых не превышает 10 мм.
Чтобы качественно точить сверла, диаметр которых больше 16 мм (в том числе и оснащенные твердосплавными пластинами), лучше всего использовать наждачный станок со специальным приспособлением. Применение последнего позволяет не только контролировать угол заточки сверл значительного диаметра, но и выполнять такой процесс с максимальной безопасностью.

Точность заточки в специальном приспособлении достигается точной подгонкой и надежной фиксацией сверла в оправке
Точильные станки, оснащенные дополнительными приспособлениями, рекомендуется использовать в тех случаях, когда необходимо заточить сверла следующих категорий:
- используемые для сверления глухих отверстий, для которого характерно снижение осевого усилия резания;
- универсальные, характеризующиеся повышенной прочностью;
- применяемые для сверления глубоких отверстий и отличающиеся незначительной величиной подточки.
Основная задача, которую решают приспособления, позволяющие качественно заточить сверло по металлу на точильном станке, – это правильное ориентирование режущей части инструмента по отношению к поверхности абразивного круга. Именно поэтому в конструкции такого приспособления имеется специальная опорная плита. На нее устанавливаются сам станок, двигатель, приводящий во вращение точильный круг, а также поворотная колонка, на которой фиксируется обрабатываемый инструмент. Использование такой колонки позволяет затачивать сверла практически в любом пространственном положении, располагая их режущую часть по отношению к поверхности точильного круга под требуемыми углами.
Преимущества использования специальных приспособлений
Большим преимуществом использования точильных станков, оснащенных специальными приспособлениями, является то, что движение обрабатываемого инструмента на них обеспечивается за счет привода, соединенного с электродвигателем. Конструктивная схема такого привода включает в себя подшипниковый узел и вал. На конце последнего и фиксируется сверло, которое надо заточить.
Перед началом процедуры инструмент закрепляется на устройстве под требуемыми углами заточки. После того как сверло по металлу оказывается зафиксированным на подвижной колонке приспособления, она сама подводится к вращающемуся точильному кругу. Таким образом, все углы, которые необходимо сформировать на задней поверхности режущей части, выдерживаются в процессе заточки автоматически. Среди основных недостатков такого станка для заточки сверл обычно отмечают его большие размеры.

Станок для заточки сверл
Если вы ищете ответ на вопрос о том, как правильно заточить сверло по металлу, не выполняя при этом сложных манипуляций с обрабатываемым инструментом, вам можно порекомендовать более компактные устройства. Одно из таких приспособлений – это насадочный станок. Он устанавливается на шпиндель обычной электрической дрели, от которого и приводится во вращение его основной рабочий элемент – точильный круг. Один конец такого приспособления оснащается специальной муфтой, соединяющей устройство с вращающимся шпинделем электрической дрели, а другой – крышкой с отверстиями разного диаметра, в которые вставляются рабочие части затачиваемых сверл по металлу.

Насадка на дрель для заточки сверл Sparta
Научить кого-либо пользоваться этим приспособлением, позволяющим быстро заточить сверло в домашних условиях, очень легко. При этом можно даже не показывать такой процесс по видео или вживую, все понятно и без демонстрации. Чтобы заточить сверло по металлу при помощи такого устройства, достаточно вставить инструмент в отверстие соответствующего диаметра до упора и включить электродрель, которая приведет во вращение точильный круг. Заточенный при помощи такого простейшего приспособления инструмент обладает всеми требуемыми геометрическими параметрами.
Казалось бы, заточить сверло можно при помощи любого устройства, способного привести во вращение точильный круг. Между тем без использования приспособлений для фиксации инструмента в процессе заточки нельзя выполнить такую процедуру качественно. Кроме того, можно получить серьезные травмы. Обращаться к такому простейшему способу заточки можно только в том случае, если вам требуется заточить сверла небольшого диаметра, которые несложно удержать в руках в ходе обработки.

При ручной заточке выдержать нужные параметры поможет закрепленный на опоре уголок
После того как вы заточили сверло по металлу, необходимо выполнить такую технологическую операцию, как доводка. Она нужна для того, чтобы довести качество режущей части восстановленного инструмента до требуемых значений. Доводка выполняется при помощи точильных кругов с небольшой зернистостью. При этом с режущей части сверла устраняются все неровности, ей придается гладкость. Сверла, на рабочей части которых отсутствуют шероховатости, создают в процессе сверления меньше трения, меньше нагреваются, а значит, способны прослужить дольше. Для выполнения доводочных операций как в производственных, так и в домашних условиях используются точильные круги, изготовленные из карбида кремния.
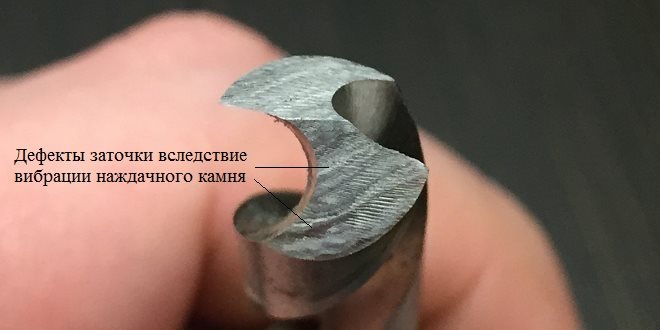
Немаловажным условием качественной заточки является отсутствие вибрации абразивного камня
Сверла, рабочая часть которых оснащена напайками из твердых сплавов, также можно наточить, но при этом следует учитывать ряд нюансов. Твердосплавные пластины очень критично относятся к перегреву, поэтому качественно заточить такие сверла по металлу можно только на невысоких скоростях вращения точильного круга. Кроме того, выполняя заточку, необходимо следить за тем, чтобы инструмент не перегревался. В противном случае твердосплавные пластины растрескаются или даже отломаются в месте пайки.
Чтобы заточить твердосплавные пластины, можно следовать технологии обработки обычных режущих инструментов. Надо также иметь в виду, что для заточки сверл с твердосплавными пластинами используют точильные круги с алмазным напылением, так как только они могут эффективно справиться с обработкой такого твердого материала.
Для того чтобы подробно познакомиться с правилами и методами заточки сверл по металлу, лучше не ограничиваться только теоретическим материалом, а изучить соответствующие видео. Показанный во всех подробностях технологический процесс позволит вам заточить свой инструмент качественно и быстро.
Даже самое прочное сверло со временем тупится. Выкидывать и приобретать новое нерационально, ведь при стачивании от ножа или топора не избавляются, а заостряют и продолжают эксплуатировать. Точно так же следует поступать и со свёрлами. Разумеется, их обработка гораздо сложнее, поэтому необходимо тщательно разобраться с тем, как заточить сверло по металлу.
Когда стоит точить сверло
Резкий скрип при работе служит признаком стачивания, так как данный звук возникает при сильном трении сверла о заготовку. Также пора точить инструмент, если при сверлении стружка имеет вид крошки, а не спиралевидных полосок. После эксплуатации необходимо потрогать сверло, если оно слишком горячее, то режущие кромки затупились, возникает избыточное трение.
При обнаружении какого-то признака следует сразу же прекратить работу и заострить сверло. Ведь при трении металл сильно разогревается. При этом он меняет свои физико-механические свойства, становится мягким. Более того, даже после остывания он не вернёт своих качеств, так как закалка «отпускается» при таком нагревании.
В результате инструмент становится непригодным. Поэтому лучше затачивать свёрла слишком часто, нежели чересчур редко. Не надо бояться, что с них снимается много металла. Уменьшение длины инструмента при заточке не повредит его работе, а вот нагрев при трении выведет из строя очень быстро.
Геометрия и части сверла
Перед выяснением, как заточить сверло по металлу, необходимо разобраться с устройством и геометрией данного инструмента. Составные элементы конструкции показаны на рисунке ниже.
На картинке нужно найти следующие части, которые пригодятся в дальнейшем:
- Режущие кромки, именно они снимают стружку с металла при работе.
- Перемычка.
- Задние поверхности (затылок).
- Канавки для эвакуации стружки.
- Спинки.
- Ленточки.
- Хвостовик.
При заострении обрабатываются задние поверхности и перемычка. Режущая кромка образуется плоскостью канавки и затылка. Именно задняя поверхность обрабатывается при заострении инструмента. Форма затылка, в частности более низкое положение относительно режущей кромки, необходима, чтобы кромка при сверлении находилась выше задней поверхности. Это требуется для снижения трения при работе и передаче всего давления на режущую кромку.
Кривизну и наклон режущей кромки необходимо определять специальным шаблоном, примеряя его к центру сверла. Главный параметр инструмента – угол при вершине, который образуется режущими кромками. Именно он определяет, какой металл можно сверлить бором.
Градусы для просверливаемых предметов такие:
- сталь – 140;
- нержавейка – 135-140;
- для толстых листов – 130;
- для чугуна делается 2 угла: основной – 118, дополнительный – 90;
- алюминий, бронза и другие металлы средней твёрдости – 118;
- медь и прочие мягкие металлы – 100.
Также следует контролировать работу с помощью угла, который образуется режущей кромкой и осью инструмента. Для его измерения нужно наложить шаблон на боковую поверхность сверла. Здесь обязана находиться половина от угла при вершине. Такой способ измерения даёт гарантию, что сверло станет симметричным.
Важно! Симметричность сверла гораздо важнее соответствия угла при вершине.
Так как именно кромка срезает полоски с металла, то для заточки потребуется придать этой части достаточную остроту, удалив все сколы и неровности. Для этого обрабатывается затылочная часть сверла, которая вместе с канавкой и задаёт угол.
Сверла по металлу бывают разных видов, все они используются в определённых случаях:
- Винтовой или спиральный тип.
Наиболее распространённый вид, часто с ним работают в быту. Подходит для создания отверстий в большинстве ситуаций, простой в эксплуатации и заточке.
- Плоский тип или перо.
Назван так из-за того, что рабочее лезвие имеет вид лопатки. Применяется для формирования глубоких отверстий широкого диаметра.
Используется в тех случаях, когда нужно сделать отверстие с очень точным диаметром. Расположение режущей кромки с одной стороны позволяет это сделать.
- Охлаждающийся тип.
Инструмент, внутри которого имеются каналы для охлаждающей жидкости. Используются при длительном сверлении твёрдых металлов, когда есть риск перегрева.
Сверло имеет вид полой шайбы или кольца. Режущая часть часто зазубренная, из-за чего наконечник именуется коронкой. Используется, когда нужно сделать широкое отверстие.
Благодаря форме сверло легко центрируется при работе. К тому же один инструмент может делать разные по величине отверстия.
Осталось затронуть тему шаблонов. Простейший шаблон можно сделать самостоятельно из мягкого металла. Для этого достаточно в листе вырезать треугольные впадины с ровным градусом. Обычно это 116-118 о (можно округлить до 120 о ) и 58-59 о (или 60 о ). Первый нужен для проверки угла при вершине, второй – для контроля угла, который задаётся задней поверхностью и канавкой.
Схема простейшего шаблона представлена ниже:
Заточка напильником или надфилем
Заострить сверло как надо напильником или надфилем невозможно, поэтому от такой затеи лучше сразу отказаться. Для этого есть 2 весомые причины:
- Даже самое простое и «мягкое» сверло напильником не взять, так как оно слишком твёрдое. Скорее вы сотрёте напильник, чем заточите инструмент. Не поможет надфиль и для заточки сверл, которые отпустило.
- Если использовать абразивный или алмазный брусок, то возникает другая проблема – нужно удерживать идеально ровный угол стирания металла. Этому трудно научиться даже при использовании точильного станка, а вручную – практически невозможно.
Инструкция для работы на заточном станке
Для начала желательно вспомнить правила безопасности:
- нельзя работать без перчаток или без подручника;
- глаза нужно защищать очками или маской;
- при работе до абразивного круга дотрагиваться запрещено;
- после выключения нельзя трогать круг, пока он полностью не остановится.
Теперь можно перейти непосредственно к тому, как заточить сверло по металлу. Важное правило при этой процедуре – задние поверхности нужно делать ровными и с идентичным углом. Чтобы при обработке стало легче контролировать требуемый градус, можно прямо на подручнике станка с абразивным кругом нанести фломастером линию, над которым потом следует подгонять угол при удержании сверла.
Внимание! Сверло кладут справа от проведённой линии, чтобы инструмент не перекрывал обзор, была видна черта.
Чтобы стало проще управлять сверлом при обработке, его нужно положить на указательный палец правой руки, прижатый к подручнику. Сверху инструмент фиксируется большим пальцем этой же ладони. Держать сверло следует другой рукой за хвостовик (заднюю его часть). Управлять углом нужно левой ладонью, смещая хвостовик вниз, но так, чтобы центральная ось была параллельна проведённой маркером линии.
Для правильной обработки сверла достаточно удерживать его горизонтально. Движения в вертикальной плоскости допускаются лишь с опусканием хвостовика ниже рабочей части. Иначе станут стачиваться режущие кромки и перемычка. Если посмотреть в горизонтальной проекции, то становится видно, что абразивный круг самостоятельно задаёт правильную форму.
Важно! Сверло ставят так, чтобы режущая кромка находилась строго горизонтально. Данное расположение должно соблюдаться при всех манипуляциях.
При работе нужно использовать мелкозернистый диск из карбида кремния. При заточке надо приставлять сверло к вращающемуся кругу и плавно опускать хвостовик. После этого следует повернуть инструмент на 180 о и обтачивать противоположную поверхность. При этом необходимо соблюдать не только положение сверла, но также силу нажима.
Обрабатывать сверло нужно недолгими, короткими движениями, так не будет излишнего перегрева и металл «не отпустит». Иначе режущая кромка снизит твёрдость и слишком скоро износится. Чтобы этого не произошло, следует после каждой короткой обработки охлаждать сверло в солёной воде.
Необходимо обрабатывать сверло до той степени, пока на нём не исчезнет последний дефект. Например, когда на задней поверхности или режущей кромке имеются выщерблины, следует снимать металл до тех пор, когда плоскость станет идеально ровной.
Заточка с помощью шлифовальной машинки
Это менее удобный способ, так как болгарка не имеет подручника и в целом не предназначена для заточки сверл. Однако если иметь твёрдую руку и некоторую сноровку, то можно выполнить операцию успешно.
Метод имеет множество минусов, которые следует нивелировать:
- Болгарку необходимо поставить на гладкую поверхность. Кроме того, инструмент запрещено двигать при работе. Желательно попросить кого-то подержать болгарку или зафиксировать её, дабы она не колебалась от случайного прикосновения.
- При заострении очень трудно удерживать нужный градус. Также нельзя сделать подручник, который помог бы контролировать нужный угол. Эту проблему можно минимизировать частой практикой, но только если есть запас сверл.
- На болгарке можно затачивать лишь инструменты малого диаметра. Обработка крупных сверл крайне неудобна. Однако эту проблему можно решить, если участвовать в заточке будут 2 человека. Один держит болгарку, второй подносит сверло.
- Шлифовальным кругом болгарки нельзя сделать заднюю поверхность ровной и гладкой. К сожалению, эту проблему решить не удастся, поэтому окончательную доводку нужно делать вручную.
Видео: Как самому заточить сверло
Для заточки нужно придерживать следующей инструкции:
- Для этих целей лучше выбирать маломощную болгарку. С ней можно эффективней контролировать процесс. К тому же сверло будет меньше нагреваться.
- Болгарку кладут на ровную поверхность диском вверх. Необходимо зафиксировать инструмент так, чтобы диск находился горизонтально.
- Прибор включают на минимальных оборотах.
- Сверло подносят к диску под углом в 60 о . Затем ровным и коротким, но не быстрым движением опускают хвостовую часть, чтобы при заострении задняя поверхность скруглялась.
Так выглядит заточка на болгарке:
Правила безопасности на болгарке такие же, как при обработке на заточном станке. Нельзя трогать шлифовальный диск в период работы, после выключения к нему тоже нельзя прикасаться до тех пор, пока он полностью не остановится. Затачивать инструмент нужно в маске и перчатках.
Заточка на специальном оборудовании
Как видно, при заточке очень легко совершить ошибку. Например, нарушить горизонтальное положение режущей кромки или параллельность центральной оси к проведённой маркером линии. Поэтому лучше пользоваться специальными приборами. Меры безопасности при обработке такие же, как на заточном станке, болгарке, все эти правила уже описаны выше.
Приспособления для заострения сверл бывают двух типов. Рассмотрим подробней оба прибора отдельно.
Шлифовальная насадка
Это цилиндрической формы прибор, который ставится на дрель (как насадка). Это требуется для вращения абразивного диска. С другой стороны прибор имеет отверстия различного диаметра. В них вставляются сверла.
Внешний вид установленной насадки:
При использовании насадки нужно особенно тщательно следить за тем, чтобы сверло располагалось как надо. Только тогда его поверхности будут обрабатываться под требуемым градусом. После установки нужно включить дрель и подождать 5-10 секунд. После этого необходимо повернуть хвостовик на 180 о .
Существенным минусом насадки является ограничение по диаметру. В прибор нельзя вставить инструмент большего или меньшего размера. На большинстве насадок имеются отверстия от 3 до 10 мм . Впрочем, значительная часть сверл подходит под эти параметры. Существенным плюсом прибора является низкая стоимость – от 600-1000 рублей , но есть и дорогие модели.
Стационарный прибор
Он имеет подвижную плиту, которой можно выставлять и фиксировать нужный угол при обработке. На этой платформе находится поворотный стержень. К нему прикрепляется сверло, им же необходимо поворачивать и подносить инструмент для заострения к абразивному диску.
Внешний вид стационарного прибора:
Данным приспособлением пользоваться значительно удобней. На нём гораздо проще выставить нужный угол и контролировать процесс обработки. Он также прост в эксплуатации, так как не содержит электрических компонентов. Для обработки сверла стационарный прибор нужно использовать в комплексе с заточным станком с абразивным кругом.
Недостатком инструмента является его полная не мобильность. Интересным преимуществом является простота конструкции, в ней большая часть компонентов представлена блоками и винтами. Поэтому многие умельцы способны сделать такой прибор самостоятельно. Для этого нужно лишь соблюдать размеры на чертеже.
Как сделать точильный станок
Описанный немного ранее стационарный прибор для заточки по силам сделать хорошему мастеру. Для изготовления некоторых элементов (подставки и других) можно даже использовать деревянные бруски. Главное при сборке конструкции – чётко соблюдать параметры на чертеже, один из вариантов которого представлен ниже.
Схема поворотного станка для заточки:

Кроме того, нужно тщательно контролировать все необходимые углы. Особое внимание уделите той части, в которой крепится сверло, помните, что оно не должно проворачиваться при заточке. Сначала можно сделать прибор полностью деревянным. А уже потом, убедившись, что чертёж правильный и вы его полностью соблюли, можно сделать полноценный станок.
Как заточить сверло по металлу своими руками: рекомендации : 1 комментарий
Отличный материалл. Вот только бы схему (чертеж) в конце статьи по крупней.
Со временем даже самое качественное сверло затупляется, все хуже входит в металл и не позволяет проделать ровное отверстие требуемой точности. В большинстве случаев ничего не остается, как заточить сверло по металлу, не отходя от рабочего места. Заточка сверл позволяет в полной мере восстановить их характеристики и работоспособность. Конечно, приобрести новое изделие намного проще, чем устранить проблему своими руками. Чтобы правильно заточить, вовсе не обязательно наличие специального оборудования: восстановить сверло можно с применением несложного инструмента.
Как определить необходимость заточки сверла
Потребность в заточке сверла определяется при появлении одного из следующих признаков:
- повышенного шума в процессе погружения в металл;
- появления мелкой стружки;
- сильного нагрева изделия.
Затупленное спиральное сверло при трении издает неприятный для слуха высокочастотный звук. Потому следует немедленно остановить работу и перейти к заточке инструмента, иначе он слишком перегреется и не будет подлежать восстановлению.

Ухудшение наточки сверла также можно заметить по прекращению образования спиралевидной непрерывной стружки, появлению мелких частиц металла.
Приспособления для заточки
Для сокращения времени работы и улучшения ее качества важно подобрать приспособление, позволяющее удерживать режущий инструмент неподвижно. Нормальная заточка сверл по металлу во многом зависит от точности выставления требуемого угла и возможности регулирования подачи в процессе точения.

Большинство приспособлений позволяет точить режущий инструмент размером 3–19 мм. Для восстановления спиралевидных изделий применяются как специализированные, так и обыкновенные станки с электроприводом и системой подачи, которые можно собрать самому и установить в гараже либо подсобном помещении.
Для работы в домашних условиях нет смысла покупать дорогостоящее профессиональное оборудование: можно ограничиться точильным кругом в паре с держателем либо вовсе выполнить выправку изделия вручную.
При помощи болгарки
Помимо самой машинки, для работы также нужны тиски, в которых фиксируется отлаживаемый режущий инструмент.

Чтобы заточить сверла по металлу болгаркой, необходимо соблюдать следующую последовательность работ:
- изделие вертикально зажать в тисках;
- сначала обработать тыльную кромку до удаления следов износа;
- рабочую грань обточить под 120°.
Для недопущения перегревания сверла контакт его со шлифовальным диском должен длиться не более 1–2 секунд. Эффект достигается за счет многократного снятия тонкого слоя металла с рабочей грани.
Для установления угла заточки можно воспользоваться пластиковым шаблоном, периодически прикладываемым к поверхности.
Заточка на точиле
Заточка на точильном круге считается более удобным и безопасным способом по сравнению с болгаркой.
Если опыт не позволяет определить уровень износа сверла по металлу и выполнить его оправку на точиле «на глаз», нужно воспользоваться специальным приспособлением – держателем, устанавливаемым вблизи рабочего диска. Во избежание смещения фиксатор надежно прикрепляется посредством болтового соединения.

На обточном станке затачивание сверл по металлу не представляет никакой сложности.
Инструмент закрепляется в фиксаторе, включается точило, и рабочие кромки слегка прижимаются к кругу под нужным углом. При наличии мелких зазубрин перед точением их следует удалить равномерно со всех сторон.
Работать на станке следует осторожно. Сверла больших диаметров способны нагреваться до значительных температур, что приводит к уменьшению прочностных характеристик металла.
При помощи насадки на дрель
Качественно и быстро точить сверла средних диаметров (4–10 мм) можно и без заточного круга, используя стандартные насадки для дрели.

Заточка производится в таком порядке:
- на дрель ставится насадка;
- в отверстие требуемого диаметра устанавливается сверло;
- включается дрель, изделие обтачивается с одной стороны;
- для отладки противоположной режущей грани инструмент поворачивается на 180°.
Применение насадки имеет некоторые особенности:
- Качественная и эффективная заточка возможна только для незначительно затупившихся сверл. При наличии глубоких повреждений, как правило образующихся при значительном перегреве металла, восстановить инструмент не получится.
- Фиксированный угол заточки. Насадка подходит только для сверл, используемых для работы с определенными материалами.
Несмотря на имеющиеся конструктивные недостатки, применение насадок позволяет значительно ускорить и упростить восстановление рабочих кромок сверла по металлу. Популярность также обусловлена невысокой стоимостью приспособлений.
Заточка напильником или надфилем
Сверло, применяемое для обработки металла, заточить напильником либо надфилем невозможно по двум причинам:
- Твердость материала. Даже самый лучший напильник сотрется, прежде чем исправит режущий инструмент.
- При использовании алмазных либо абразивных брусков невозможно вручную выдержать нужный угол.
Порядок заточки сверла
Для качественной оправки затупившегося сверла рекомендуется применение дополнительных приспособлений.
В качестве простейшего можно использоваться втулку, внутренний диаметр которой соответствует поперечному размеру режущего инструмента, жестко зафиксированную под требуемым углом. При подборе такой втулки особое внимание уделяется точности и плотности входа сверла внутрь шаблона, так как отклонение даже в несколько градусов существенно снизит качество восстановления кромок.

Приспособление можно оснастить набором алюминиевых либо медных трубок, соответствующих типовым диаметрам сверл. Нередко умельцы дополняют изделие деревянным бруском, в котором проделаны отверстия различных диаметров.
Основным элементом такого шаблона для заточки сверл по металлу является подручник, предназначенный для решения следующих важных задач:
- обеспечение точного положения инструмента и его перемещения относительно точила;
- выполнение функции упора, не позволяющего обрабатываемому изделию отходить назад.

Заточка сверл с использованием приспособления из дубового бруска позволяет точно выставить требуемый угол.
Также режущий инструмент можно легко восстановить на самодельном заточном станке.

Правильный угол
Для качественной и точной заточки сверла важно подобрать правильный угол.
Существует зависимость от материала заготовки угла заточки сверла по металлу, таблица которой приведена ниже.

Таким образом, чем мягче металл заготовки, в которой требуется проделать отверстие, тем угол тупее.
Доводка после заточки
Работа проводится на специальных кругах для доводки, сочетающих грубую обработку металла с финишной.
Диски изготавливаются из относительно мягкого материала, позволяющего убрать царапины, наплывы и прочие незначительные дефекты поверхности. Устранение их осуществляется без изменения геометрических параметров режущих граней. Обычно такие круги ставятся на перфоратор либо болгарку, фиксируются и надежно зажимаются, благодаря чему появляется возможность обработки сверла, зажатого в тисках либо ином приспособлении.
Кроме доводочных дисков, довести режущие поверхности до совершенства можно при помощи наждака, установленного на дрель или болгарку.
Проверка заточки
Для быстрой проверки правильности заточки инструмента используют специальный шаблон, при помощи которого можно контролировать:
- длины рабочих граней;
- положение вершин углов;
- угол наклона винтовой канавки;
- угол продольной грани.

Подточка сверла
Для сверл по металлу диаметром от 10 мм требуется дополнительная подточка передней кромки.
Смысл такой операции заключается в увеличении угла режущей грани и уменьшении наклона передней кромки. Цель – придание металлу стойкости к крошению и повышение рабочего ресурса режущего инструмента.
Кроме того, подточка позволяет сузить поперечную кромку, из-за чего материал заготовки по центру отверстия скоблится, что облегчает сверление. Дополнительная обработка сверл с небольшим задним углом позволяет снизить силу трения внутри отверстия.
Проверка правильности заточки сверла
Правильность восстановления сверла можно установить посредством шаблона, сделанного из листового металла толщиной 1 мм. С его помощью выполняется контроль:
- угла между перемычкой и режущей кромкой;
- угла вершины;
- длины рабочих граней.
Подобный угломер можно изготовить из обычного металлического транспортира. Лишнюю часть следует отрезать, потому как при точении сверл по металлу углы до 30° не применяются.

Контроль заднего угла осуществляется опосредованно через определение угла заострения.
Для самостоятельного изготовления шаблона достаточно перенести требуемые углы на лист металла. В качестве эталона можно применить новое, еще не использованное изделие.
Для проверки правильности заводской заточки заготовка из любого мягкого металла просверливается на глубину 1 см, после чего замеряется диаметр полученного отверстия. Он должен в точности соответствовать заявленному типовому размеру сверла.
Неправильное восстановление рабочих кромок, если клинья их несоразмерны друг с другом либо заточены они под различными углами по отношению к оси инструмента, вызовет биение сверла. В итоге диаметр отверстия будет большим.
Также правильность заточки можно легко выявить по типу стружки, выходящей при сверлении металла. При разбежке в углах инструмент будет заходить туго, придется прикладывать значительно большие усилия для погружения его в металл.
Важные правила
Точение сверл по металлу не вызывает у опытных домашних мастеров никаких трудностей. Но все же существует несколько важнейших правил:
- Главное требование, которого следует придерживаться при разработке конструкции станка для точения: изделие должно оставаться неподвижным, не вращаться вокруг своей оси. Если оно повернется хотя бы на градус, выправку придется повторять заново.
- Поверхность круга или заточного диска должна быть идеально ровной. Потому периодически ее необходимо править эльборовыми насадками.
- По окончании работы восстановленному инструменту для сверления металла следует дать остыть в естественных условиях и только затем выполнять проверку геометрических параметров посредством шаблона.
Длины режущих граней должны отличаться одна от другой не более чем на 0,1–0,3 мм. Данное правило особенно важно для инструмента небольшого диаметра.
Можно ли восстановить победитовое сверло
Инструмент для сверления металла с наконечником из победитовой стали также со временем может затупиться. Для восстановления его рабочих свойств подойдет лишь алмазный круг, вращающийся на малых оборотах. Но перед тем как пробовать заточить победитовые сверла, необходимо удостовериться в возможности такой работы: высота рабочей части должна быть не менее 1 см.

Инструмент с напаянным твердым металлом затачивается теми же способами, как и обычный, небольшого диаметра, – подточкой поверхности задней части. Убирать материал необходимо полностью, вплоть до самой напайки. Если пластина стерлась до поверхности стержня, желательно также подтачивать и переднюю часть до снижения толщины напайки по центру. Работу выполнять нужно с максимальной осторожностью, чтобы не срезать лишний ценный металл.
При обработке необходимо следить за нагревом режущего инструмента, так как чрезмерное повышение температуры может привести к растрескиванию или излому пластины по контуру спайки. Для охлаждения допускается использование любой жидкости, например чистой холодной воды. Но если металл уже раскалился и приобрел красноватый оттенок, принудительно охлаждать его нельзя: инструмент обязательно треснет.
Особенности заточки ступенчатых сверл
Ступенчатые сверла по металлу производятся в нескольких конструктивных исполнениях, каждая модель при этом предназначена для устройства отверстий диаметром 4–32 мм. Это дорогостоящий, но очень качественный инструмент, способный прослужить до 2 лет даже при интенсивном использовании.
По рекомендациям производителя возможна заточка ступенчатых сверл по металлу, но только некоторых моделей. Остальные восстановлению и последующему повторному применению не подлежат.
В отличие от обычных конусные сверла заточить непросто: при неправильном выполнении работы режущая кромка инструмента может прийти в негодность.
Для возвращения к жизни ступенчатого резца используется наждачная бумага, которой оборачивается специальный вращающийся диск. При этом обработку можно проводить как при помощи станка для концевых фрез, так и руками. Первый вариант применяется для изделий со спиралевидными канавками, второй – для инструмента с прямыми полостями.
А вы сталкивались когда-нибудь с необходимостью заточки сверла по металлу в домашних условиях? Все ли у вас получилось или возникли какие-то затруднения? Поделитесь, пожалуйста, собственным опытом в комментариях.
Типовая производственная инструкция: описание технологического процесса, пожарная безопасность, охрана труда на предприятии
Во многих современных фирмах, занимающихся выпуском товаров, в целях оптимизации взаимодействия сотрудников и руководства издаются производственные инструкции. Они рассматриваются как локальные нормативные источники, имеющие одинаковую юридическую силу, в частности, с трудовыми договорами. В чем заключается специфика соответствующих инструкций? Каким образом осуществляется их разработка?

Что представляет собой производственная инструкция?
Под производственной инструкцией принято понимать локальный правовой акт, который регламентирует трудовую функцию наемного сотрудника, определяет перечень его обязанностей, прав, а также условий наступления ответственности за те или иные действия. Можно отметить, что охрана труда на предприятии предполагает составление сотрудниками фирмы, отвечающими за управление кадрами, наряду с рассматриваемым документом также таких источников, как инструкция по пожарной безопасности, инструкция по охране труда.
Все типы отмеченных источников составляются в соответствии с законодательством РФ, а также в силу установленных на конкретном предприятии внутрикорпоративных норм. Охрана труда на предприятии — процесс, который требует самого большого внимания разработке рассматриваемых разновидностей документов.
В производственной инструкции фиксируются нормы, характеризующие конкретную должность в компании. Так, в ней отражаются правила, устанавливающие то, какие работы обязан выполнять сотрудник, требования к уровню квалификации работника.
Рассмотрим подробнее особенности использования рассматриваемых документов.
Предназначение производственных инструкций
Для чего нужна фирме производственная инструкция? Назначение данного документа, если следовать нормам официальных источников права и практике корпоративного управления, заключается в обеспечении нормативного регулирования управления кадрами в компании. Производственная инструкция регламентирует:
- ключевые вопросы управления кадрами;
- взаимодействие сотрудников различного профиля с коллегами и руководством;
- порядок выполнения конкретными специалистами трудовых функций.

Создание характеризующихся высоким качеством проработки производственных инструкций позволяет компании:
- выстраивать эффективную систему разделению труда в организации;
- стимулировать производительность труда;
- обеспечивать контроль над деятельностью отдельных работников или их групп;
- повышать уровень ответственности сотрудников фирмы за собственные действия в процессе решения задач, связанных с развитием бизнеса.
Наличие во внутрикорпоративной системе документооборота производственных инструкций позволяет фирме ускорять процесс адаптации новых сотрудников к специфике локальных производственных задач. Это способствует стабильности процесса выпуска товаров, оказания услуг, стимулирует рост бизнеса и освоение новых перспективных сегментов.
Взаимосвязь производственной инструкции с другими внутрикорпоративными источниками
Рассматриваемый документ довольно тесно связан с иными локальными нормативными актами, которые издаются на предприятии. Прежде всего, следует отметить, что производственная инструкция — источник, который может быть разделен на ряд категорий. Каких именно?
Есть такие источники, как производственная инструкция пожарной безопасности. В ней особое внимание уделено, таким образом, правилам реагирования сотрудников на возникновение пожарной угрозы. Она может дополнять основную производственную инструкцию или издаваться в качестве отдельного локального источника.
Есть инструкции производственной санитарии. В них фиксируются нормы, отражающие то, каким образом сотрудникам действовать в целях поддержания необходимого уровня санитарных условий осуществления трудовой деятельности. Данный документ, опять же, может дополнять основной или издаваться в качестве самостоятельного локального источника.
В некоторых случаях источник, о котором идет речь, может регламентировать трудовые функции не по должностям, а по направлениям деятельности специалистов. Например, могут составляться производственные инструкции по эксплуатации электроустановок. Существуют документы схожего назначения, связанные с иными сферами охраны труда — не имеющими прямого отношения к трудовым функциям работников предприятий. Так есть производственно-технические инструкции, которые по своей структуре могут быть приближены к руководствам по эксплуатации тех или иных объектов основных средств, используемых в производстве.
Документ, о котором идет речь, разрабатывается для каждой позиции специалистами кадровой службы компании. Для этого может быть использована типовая производственная инструкция для той или иной должности, а также различные источники права. Например — Квалификационный справочник, утвержденный Министерством труда РФ в Постановлении № 37, изданном 21.08.1998 года. Часто задействуются в этих целях и отраслевые источники права, рекомендации экспертов и аналитиков.
То, какой источник нужно использовать для разработки оптимальной должностной инструкции, зависит от масштабов предприятия, типов выпускаемой продукции, особенностей организации производственного процесса. Также могут иметь значение требования к соответствующим документам, которые выдвигаются со стороны вышестоящей организации, собственников фирмы, инвесторов.
Производственная инструкция как источник регламентации технологического процесса и трудовой договор
Производственная инструкция связана с трудовым договором сотрудника. В некоторых случаях их положения дублируются или взаимно дополняются. Во многих фирмах специалисты кадровых служб предпочитают включать как можно больший объем норм, характеризующих производственную инструкцию, именно — в трудовой договор. Это связано с их стремлением свести к минимуму трудовые затраты на документооборот: чем меньше источников локальных норм, тем проще организовывать их учет.
Но это не всегда эффективно. Дело в том, что в ряде случаев в производственные инструкции нужно включать описание технологического процесса, в то время как в составе трудового договора соответствующие формулировки иногда размещать проблематично. Технологический процесс — один из главных критериев выделения производственной инструкции из иных типов локальных источников норм. Для того чтобы сотрудник фирмы корректно обеспечивал соответствие своей работы отмеченному критерию, работодателю необходимо предоставить ему возможность ознакомиться с официальным источником требований к своей трудовой функции.
В случае, если рассматриваемые инструкции выступают отдельными источниками — в контрактах, заключаемых фирмой с работниками по ТК РФ, обычно указывается ссылка на них. Можно отметить, что как производственная инструкция, так и трудовой договор имеют с точки зрения закона одинаковую юридическую силу. Если сотрудник нарушит нормы, которые он обязался выполнять по инструкции — включая те, что характеризуют технологический процесс, то могут появиться те же правовые последствия, что возникают при несоблюдении положений контракта.
Производственные и должностные инструкции
Итак, производственная инструкция может использоваться в фирме наряду с иными источниками по охране труда. Некоторые из них схожи с ней, дополняют ее. В частности, производственная инструкция очень схожа с должностной.
В некоторых случаях их правомерно рассматривать как синонимы. Для составления должностной инструкции могут быть использованы те же источники права, что отмечены выше. Но, собственно, производственная инструкция характеризует, главным образом, рабочие должности, и потому составляется чаще всего кадровыми службами промышленных предприятий. В соответствующем документе значимое место занимает описание технологического процесса, которому должен следовать работник фирмы в рамках выполнения собственной трудовой функции.
То есть сфера применения рассматриваемого документа — более узкая. Производственная инструкция регламентирует трудовую деятельность в промышленных фирмах. В свою очередь, для сервисных предприятий более характерно издание документов второго типа. Но с точки зрения структуры те и другие будут практически одинаковыми.
Структура производственной инструкции
Изучим, таким образом, то, в какой структуре может быть представлена типовая производственная инструкция. Рассматриваемый документ чаще всего состоит из следующих ключевых разделов:
- «Общие положения».
- «Квалификационные требования».
- «Производственные функции».
- «Обязанности».
- «Права».
- «Ответственность».
В некоторых случаях производственная инструкция дополняется иными разделами — например, регламентирующими порядок награждения работника за выдающиеся достижения в труде.

Указанная структура документа, в целом, применима и к должностной инструкции. Главный разграничительный критерий между соответствующими типами документов, как мы отметили выше, — сфера применения.
Порядок разработки производственных инструкций обычно утверждается локальными нормативными актами фирмы-работодателя, поскольку на официальном уровне таких источников права в РФ не принято. Изучим процедуру разработки источника, о котором идет речь, подробнее.
Особенности разработки производственной инструкции
Прежде всего, можно изучить вопрос: в связи с чем на предприятии возникает необходимость в разработке производственной инструкции? Как правило, подобная потребность становится актуальной:
- когда компания формирует дополнительный штат работников (например, в связи с расширением производства, открытием новых филиалов);
- при значительном изменением трудовой функции, которая регламентирована локальными нормами, принятыми ранее;
- при изменении содержания трудовых договоров с работниками в силу тех или иных причин (например, при модернизации производства).
Производственная инструкция — документ, который может быть рекомендован к разработке в фирме по рекомендации вышестоящей структуры, экспертов, аудиторских компаний. Рассматриваемый источник может быть оформлен как самостоятельный источник или же утвержден в качестве приложения к контракту работника. В российских фирмах основные типы документов, используемых в системе охраны труда (производственная, должностная инструкции в частности), разрабатываются с применением обоих методов.
Но, в целом, обе процедуры характеризуются схожими этапами. Изучим их подробнее.
Первым делом специалисты кадровой службы прорабатывают текстовое содержание документа. Для этого может задействоваться, как мы отметили выше, типовая производственная инструкция, а также официальные источники права.
Раздел документа, отражающий его общие положения, как правило, не вызывает сложностей в оформлении. Данная часть инструкции — в числе тех, что характеризуются минимальными различиями при сравнении документов, разработанных для разных должностей или групп трудовых функций.
Определенные нюансы характеризуют оформление раздела «Квалификационные требования». Они чаще всего рассматриваются в контексте:
- должностных обязанностей;
- необходимых знаний работника;
- уровня образования специалиста и иных квалификационных критериев.
Если в процессе создания документа используется типовая производственная инструкция, то те формулировки, что присутствуют в ней, могут достаточно поверхностно регулировать специфику трудовых функций на конкретном предприятии. В связи с этим кадровой службе компании может потребоваться дополнить соответствующие нормы теми, что более эффективно отражают особенности производственного процесса в фирме. Для решения этой задачи может привлекаться как раз таки помощь экспертов и аналитиков.
Следующий ключевой раздел документа — «Производственные функции». Его составлению необходимо уделить особое внимание: как правило, именно для него характерны нормы, отражающие специфику регулирования конкретной трудовой функции.
Например, производственные инструкции по эксплуатации электроустановок могут регламентировать функции, весьма несхожие с теми, что характеризуют работу, к примеру, слесаря. Это может быть обусловлено спецификой оборудования, используемого специалистом того профиля, для которого составляется документ. Производственная инструкция слесаря будет включать нормы, уже более детально регламентирующие иную трудовую функцию.
Раздел «Обязанности» инструкции — также в числе тех, что включают формулировки, отражающие специфику конкретной должности на предприятии. Для специалиста по обслуживанию сантехнического оборудования обязанности будут одни, для рабочего — другие. Например, для сантехника свойственны функции по обеспечению исправной работы систем отопления, водоснабжения, проведение своевременного ремонта соответствующей инфраструктуры. В свою очередь, рабочий может отвечать за корректную установку данных систем, проверку их изначальной работоспособности.
Такие разделы как «Права» и «Ответственность», в свою очередь, могут включать в достаточной мере универсальные формулировки. Производственная инструкция рабочего, слесаря, специалиста по электроустановкам может иметь практически аналогичные нормы в части отмеченных разделов документа, о котором идет речь.
Следующий шаг в создании производственной инструкции — оформление. Изучим его особенности подробнее.
Особенности оформления производственных инструкций
При решении соответствующей задачи можно ориентироваться на официальные источники права — такие как, например, ГОСТ Р 6.30-2003. Данный ГОСТ регулирует порядок создания внутрикорпоративной распорядительной документации на предприятиях. Основные требования, которые содержит соответствующий источник:
- страницы инструкции должны быть пронумерованы;
- текст документа должен печататься на одной стороне каждого листа;
- необходимо обеспечить присутствие в структуре документа грифа утверждения (посредством проставления необходимых реквизитов в нем документ приобретает официальный характер).
Некоторые эксперты рекомендуют также включение в документ грифа согласования. Его заполнение посредством проставления необходимых реквизитов позволяет официально подтвердить тот факт, что производственная инструкция одобрена заинтересованными лицами. Например — менеджерами вышестоящей организации. Утверждение и согласование — обязательные аспекты заверения инструкции.
В случае если производственная инструкция является самостоятельным документом, она может иметь приложения. Например, включающие нормы, которые связаны с пожарной безопасностью, особенностями пользования теми или иными производственными ресурсами, которые находятся в составе основных фондов фирмы. В случае, если документ, о котором идет речь, дополняется приложениями — в нем данный факт должен быть обозначен. Например, отдельной фразой, что инструкция дополняется приложениями с такими-то номерами на таком-то количестве листов.
Рассматриваемый источник должен быть подписан специалистом кадровой службы или иным сотрудником, ответственным за разработку соответствующего документа. Во многих фирмах также распространена практике заверения производственных инструкций непосредственными руководителями работников, которые их составляют. Но для официального утверждения источника, как мы отметили выше, используется отдельный гриф, который может быть дополнен соответствующим элементом для подтверждения согласования производственной инструкции.
Можно отметить, что в тех случаях, когда документ, о котором идет речь, является приложением к другому локальному источнику — например, отдельному приказу руководства, на нем должна проставляться соответствующая отметка. То есть фиксируется, что инструкция представляет собой приложение с таким-то номером к такому-то нормативному источнику. Соответствующий документ, безусловно, должен быть также официально введен в оборот на предприятии.
Каким образом инструкция вручается работнику?
После того как инструкция готова, ее необходимо передать работнику. Данная процедура должна быть официально закреплена. Документ может быть передан человеку лично при условии проставления им подписи:
— на самой инструкции — в отдельной графе;
— в специальном документе, удостоверяющем факт ознакомления с производственными и иными инструкциями на предприятии.
Вручен документ может быть по факту проведения такой процедуры, как инструктаж на рабочем месте. Она, как правило, проводится сразу же после прихода человека на работу в фирму. Инструктаж на рабочем месте может быть осуществлен с использованием норм, которые включены в рассматриваемую инструкцию. В рамках подобного алгоритма работнику фирмы могут передаваться и иные документы, используемые в системе охраны труда. Такие как, например, инструкция по безопасности.
Инструктаж, о котором идет речь, может проводиться как индивидуально, так и коллективно. В первом случае оптимально предоставление производственных инструкций, оптимизированных для конкретной должности. Во втором сценарии производственный инструктаж может сопровождаться передачей работникам тех документов, что отражают специфику группы трудовых функций. Но, в принципе, возможна и обратная ситуация — в случае, если это оптимально с точки зрения регламентации производственных процессов на предприятии.
Резюме
Производственная инструкция — важнейший локальный источник на предприятии. Он имеет особенно большое значение, если речь идет о промышленной фирме. Он может быть альтернативой должностной инструкции или дополнять ее, наряду с инструкциями по пожарной безопасности и охране труда. Рассматриваемый источник имеет одинаковую юридическую силу с трудовым контрактом, который является основополагающим правовым документом во взаимоотношениях сотрудника и работодателя.

Разработка производственной инструкции осуществляется, как правило, кадровой службой. Документ может быть согласован с руководством и обязательно утверждается им. Для составления соответствующего источника может использоваться типовая производственная инструкция, а также основные источники права, регламентирующие решение подобных задач.
Производственная инструкция, с одной стороны, характеризуется универсальностью (многие из положений одного документа, разработанного для конкретной должности, могут быть применены для регламентации трудовой деятельности по совершенно другому профилю), с другой — предполагает включение специфических формулировок, характеризующих отдельную трудовую функцию. Универсальность рассматриваемых инструкций может выражаться и в схожести этапов, основных процедур формирования документов, принципов участия компетентных сотрудников в разработке инструкций.
Источник http://1000salatov.ru/fileid-4139.html
Источник https://gidpotolok.ru/info/kak-zatochit-sverlo-na-stanke/
Источник https://businessman.ru/new-tipovaya-proizvodstvennaya-instrukciya-opisanie-texnologicheskogo-processa-pozharnaya-bezopasnost-oxrana-truda-na-predpriyatii.html