3А64 станок универсально-заточной
описание, характеристики, схемы

Сведения о производителе универсального заточного станка 3А64
Производитель универсального заточного станка 3А64 — Витебский завод заточных станков, Визас, основанный в 1897 году.
Станки, выпускаемые Витебским заводом заточных станков, Визас
3А64 станок универсально-заточный. Назначение и область применения
3А64 один из первых универсально-заточных станков (1947 год) в СССР. Был заменен модернизированным станком модели 3А64М, а затем на 3А64Д.
Универсальные заточные станки 3А64 предназначены для заточки основных видов режущего инструмента: резцов, фрез, зенкеров и т. д. из инструментальной стали, твердого сплава абразивными кругами диаметром до 250 мм и длиной до 650 мм..
Универсально-заточными станками моделей 3А64 можно пользоваться для заточки инструментов обычными шлифовальными кругами. Для заточки твердосплавного инструмента применяют шлифовальные круги из карбида кремния.
Универсально-заточный станок 3А64 предназначен для затачивания как основных видов металлорежущих инструментов из инструментальной стали или из твердого сплава, так и дереворежущего инструмента — сборных и цельных, насадных и концевых фрез, сверл, фрезерных цепочек, шипорезных ножевых головок и др. Для заточки на станке дереворежущего инструмента необходимо применять специальные приспособления.
Область использования универсально-заточных станков расширяется прилагаемыми к ним приспособлениями:
- для круглого наружного, внутреннего и плоского шлифования
- для заточки отрезных и прорезных фрез
- фрезерных головок
- червячных фрез
- метчиков
- спиральных сверл
- зенкеров и других инструментов
Особенности конструкции и принцип работы станка
Станок приспособлен для круглого (наружного и внутреннего) и плоского шлифования. Все движения при затачивании инструмента и настройке станка производятся вручную. Станок выполнен с вертикальным перемещением шлифовальной головки, продольным и поперечным перемещением стола.
На станине коробчатой формы на направляющих при помощи ходового винта перемещается крестовый суппорт, а вместе с ним и стол в поперечном направлении. Возвратно-поступательное продольное перемещение стол совершает по роликам, уложенным между направляющими стола и суппорта. Ролики собраны в цепи, щечки которых предохраняют ролики от поперечного смещения. Перемещение стола в продольном и поперечном направлениях осуществляется вручную. Для медленного перемещения стола предусмотрен планетарный механизм. Величина продольного хода регулируется упорами, легко устанавливаемыми в требуемом положении. Поворот верхней части стола служит для шлифования конусов и заточки режущих кромок, расположенных под углом к оси инструмента.
На станине между поперечными направляющими салазок суппорта жестко укреплена горловина, в которой помещена гильза, перемещаемая вертикально вручную маховиком. В гильзе помещена колонна, на верхней части которой установлена шлифовальная головка. В корпусе шлифовальной головки на двух парах шарикоподшипников помещен шпиндель. На обоих концах шпинделя имеются конические шейки, на которых устанавливают фланцы шлифовальных кругов. Привод шпинделя осуществляется пропущенным внутри колонны плоским ремнем электродвигателя, укрепленного на колонне и поворачивающегося вместе с ней вокруг вертикальной оси. Разнообразные заточные и шлифовальные работы выполняют на станке при помощи различных съемных приспособлений.
Станки универсально заточные 3А64 обладают литой чугунной станиной, это повышает точность обработки и уменьшает колебание, вызванные при обработке детали. Дополнительно на станки можно поставить синусную плиту для закрепления заготовок, приспособление для заточки по радиусу резцов и концевого многолезвийного инструмента, приспособление для наружного круглого шлифования, для внутреннего шлифования, для заточки право- и леворежущих зенкеров и т.д.
Станки имеют следующие основные узлы: станину, колонну, суппорт, шлифовальную головку, механизм подъема шлифовальной головки, планетарный редуктор, систему охлаждения.
Станок состоит из станины, суппорта, включающего нижние и верхние салазки с поворотным столом, и шлифовальной головки, установленной на колонке механизма вертикальной подачи. Шпиндель шлифовальной головки выполнен двусторонним с двумя конусными гнездами для установки сменных оправок с шлифовальными кругами. Оправки крепятся в гнезде шпинделя и выталкиваются из него накидной гайкой.
Рабочее место в зависимости от характера работы может находиться либо спереди станка, либо слева или справа, в соответствии с чем размещены органы управления.
Привод шпинделя шлифовальной головки осуществляется через клиноременный редуктор и плоскоременную передачу от двухскоростного электродвигателя, укрепленного на кронштейне. Кронштейн может перемещаться на колонке, что позволяет регулировать натяжение плоского ремня. Насаженный на вал электродвигателя двухступенчатый шкив обеспечивает вращение шпинделя со скоростью 4500 и 6300 об/мин или 2240 и 3150 об/мин в зависимости от числа оборотов вала электродвигателя (2850 и 1420 об/мин). Вращение шпинделя шлифовальной головки должно быть по часовой стрелке с торца укороченной стороны шпинделя.
Заточку сборных фрез (ножевых головок) и другого насадного инструмента чаще всего выполняют на оправке, укрепленной в центрах станка. При заточке сборных фрез с ножами, имеющими прямолинейную режущую кромку, в качестве делительного устройства применяют упор, расположенный на столе станка. При затачивании ножей шипорезных ножевых головок упор укрепляют на колонке так, чтобы передняя грань ножа у лезвия скользила по опорной поверхности упора (рис. 67). Такой способ заточки обеспечивает постоянство заднего угла и расположение режущих кромок ножей на окружности резания одного диаметра. При этом шлифовальную головку на колонке необходимо развернуть на 1° с тем, чтобы шлифовальный круг соприкасался с задней гранью ножа только в одном месте.
Станки 3А64 и 3А64М после модернизации также могут быть использованы для алмазной заточки дереворежущего инструмента, оснащенного пластинками из твердого сплава.
Модернизация (по проекту ЭНИМС и СКБ-13 г. Витебска) заключается в замене шлифовальной головки новой более точной и жесткой, в изготовлении механизма тонкой поперечной подачи и устройства подвода смазывающе-охлаждающей жидкости в зону резания.
На станке 3А64Д можно затачивать твердосплавный дереворежущий инструмент как шлифовальными кругами из карбида кремния, так и алмазными кругами.
Комплектация заточного станка
К станку прилагаются:
- Универсальная головка;
- Передняя и задняя центровые бабки;
- Приспособление для установки центров;
- Приспособление для правки круга.
Приспособления не входящие в комплект станка:
- Приспособление для круглого шлифования цилиндрических и конических поверхностей вцентрах от Ø 5 до 42 мм;
- Приспособление для плоского шлифования;
- Приспособление для затачивания фрезерных головок от Ø 130 до 400 мм;
- Приспособление для затачивания сверл Ø 20..50 мм;
- Приспособление для внутреннего шлифования Ø 15..30 мм;
- Приспособление для затачивания фасонных фрез;
- Приспособление для затачивания долбяков;
- Приспособление для затачивания длинных разверток. Максимальная длина 750 мм;
- Приспособление для затачивания зенкеров;
- Приспособление для затачивания метчиков Ø 52..270 мм;
- Приспособление подручник.
Приспособления, устанавливаемые на верхней плоскости поворотного стола, закрепляются с помощью болтов с Т-образными головками.
Как видно из перечня приспособлений, на станках можно производить, помимо заточных операций, также наружное, внутреннее и плоское шлифование.
Климатическое исполнение и категория размещения станков, отдельно расположенного оборудования и принадлежностей соответствует ГОСТ 15150-69 для поставки в районы:
с умеренным климатом — УХЛ4.
3А64 Габаритные размеры рабочего пространства универсально-заточного станка

Габаритные размеры рабочего пространства станка 3А64
3А64 посадочные места универсально-заточного станка

Фланцы универсально-заточного станка 3А64
3А64 Общий вид заточного станка
Фото заточного станка 3А64
3А64 Расположение органов управления заточным станком

Расположение органов управления заточным станком 3А64
3А64 Кинематическая схема заточного станка

Кинематическая схема заточного станка 3А64
Описание кинематической схемы заточного станка
Кинематические цепи выполняют следующие рабочие и установочные движения:
- Вращение шпинделя шлифовальной головки
- Продольное перемещение стола
- Поперечное перемещение суппорта стола
- Вертикальное перемещение колонки
- Вращение шпинделя приводной бабки изделия
Привод шпинделя шлифовального круга осуществляется от односкоростного электродвигателя переменного тока N = 0,75/кВт, n=2860 об/мин, который в сочетании с двухступенчатыми шкивами обеспечивает две скорости вращения шпинделя. Натяжение ремня осуществляется перемещением кронштейна с установленным на нем электродвигателем с помощью передачи рейка — шестерня z= 14.
Поперечное перемещение стола осуществляется с помощью ходового винта с шагом резьбы t = 2 мм. Продольное перемещение стола осуществляется вручную с помощью выдвижных рукояток, которые шестернями 2=14 сцепляются с рейкой стола. Медленное перемещение стола производится планетарным механизмом, передаточное отношение которого равно 1 :7.
Вертикальное перемещение шлифовальной головки производится одним из маховиков через червячную передачу 2=1; 2 = 45 и реечную шестерню 2=15.
Общая компоновка
Станок выполнен с вертикальным перемещением шлифовальной головки, с продольным и поперечным перемещением стола и нижним расположением привода шпинделя.
Все механизмы станка смонтированы внутри и на верхней плоскости станины.
Станок снабжен лампой местного освещения.
Рабочее место в зависимости от характера работы может быть либо спереди станка, либо слева или справа, в соответствии с чем размещены органы управления.
Станина
Станина представляет собой коробчатую чугунную отливку, несущую на верхней плоскости направляющие и поперечного перемещения суппорта. Расположенный внутри станины электродвигатель привода шлифовального круга обслуживается через окно в боковой стенке, закрытое крышкой. Пусковая и защитная электроаппаратура помещена в нише, закрытой крышкой. Передняя стенка несколько занижена для удобства очистки шлама с верхней стенки станины; еще более занижена верхняя стенка в станках, предназначенных для работы с охлаждающей жидкостью.

Универсально-заточный станок 3а64

Суппортное устройство станка 3а64
Станок (фиг. II, 73) имеет следующие основные узлы: станину 1, суппортное устройство 2 и шлифовальную головку 3.
Станина 1 представляет собой чугунную отливку коробчатой формы, на верхней горизонтальной плоскости которой обработаны направляющие для нижних салазок.
Суппортное устройство (фиг. II, 74) имеет нижние салазки 17, продольный стол 15 и поворотный стол 18. Нижние салазки 17 перемещаются по направляющим станины с помощью винта 14 и гайки 13 при вращении одного из маховичков 10. Дублирование этого маховичка имеет целью обеспечить удобство обслуживания станка. Продольный стол 15 перемещается по направляющим 12 нижних салазок, выполненным в виде направляющих качения. Быстрое перемещение производится рукояткой 16 через реечное колесо 24 и рейку 25, медленное перемещение — рукояткой 19, скрепленной с корпусом планетарного механизма, передаточное отношение которого равно 1/10 . Для предотвращения боковой игры продольного стола по концам нижних салазок посажены на осях по два шарикоподшипника 32 и 35, которые охватывают с обеих сторон гребень 26 продольных салазок. Для возможности регулирования зазора между гребнем 26 и роликами-шарикоподшипниками 32 и 35 оси подшипников 35 закреплены в качающихся рычагах 34 и пружинами 33 прижимаются к боковой стенке гребня 26.
На передней стенке стола имеется Т-образный паз для крепления переставных упоров 20, которые служат для ограничения продольного хода стола при соприкосновении с упором 23, неподвижно закрепленным на нижних салазках.
Поворотный стол 18 центрируется на продольном столе цапфой 11. Угловая установка поворотного стола производится при помощи рукоятки 31, винта 30 и гайки 28, закрепленной на продольном столе, планки 27 и пальца 29, установленного в поворотном столе. Угловое смещение отсчитывается по шкале на планке 27 с ценой деления, соответствующей конусности 0,01. Кроме того, имеется градусная шкала 22, закрепленная на продольном столе 15.
Поворотный стол закрепляется в установленном положении гайкой 21.
Узел шлифовальной головки 3 (фиг. II, 73) состоит из наружной гильзы 5 и колонки 4, к верхней плоскости которой крепится корпус шлифовального шпинделя. На верхней обработанной площадке корпуса шпинделя крепятся приспособления для установки центров, для внутреннего шлифования и др. Маховичком через червячную передачу 7, реечное колесо и рейку 6, закрепленную на гильзе 5, вертикально перемещают шлифовальную головку. Для установки ее под требуемым углом отпускают гайку 9, рукояткой 8 поворачивают колонку 4 в гильзе 5 и снова затягивают гайку 9.
Угол поворота головки отсчитывается по шкале, нанесенной на гильзе 5.
Вращение шпинделю сообщается через ременную передачу от электродвигателя мощностью 0,65 кет, который укреплен на гильзе при помощи угольника. Шпиндель может вращаться со скоростью 3730 или 5600 об/мин.
Область использования универсально-заточного станка расширяется прилагаемыми к нему приспособлениями для круглого наружного, внутреннего, плоского шлифования; для заточки затылованных дисковых фрез, фрезерных головок, червячных фрез, радиальных резьбовых плашек, метчиков, длинных разверток, спиральных сверл, зенкеров и других инструментов; универсальной головкой, передней и задней центровыми бабками, хомутиком, приспособлением для установки центров. Приспособления, устанавливаемые на верхней шлифованной плоскости поворотного стола, закрепляются на нем с помощью болтов с Т-образными головками.
Как видно из этого перечня приспособлений, на станке мод. ЗА64 можно производить, помимо заточных операций, также наружное, внутреннее и плоское шлифование.
Механизм подъема
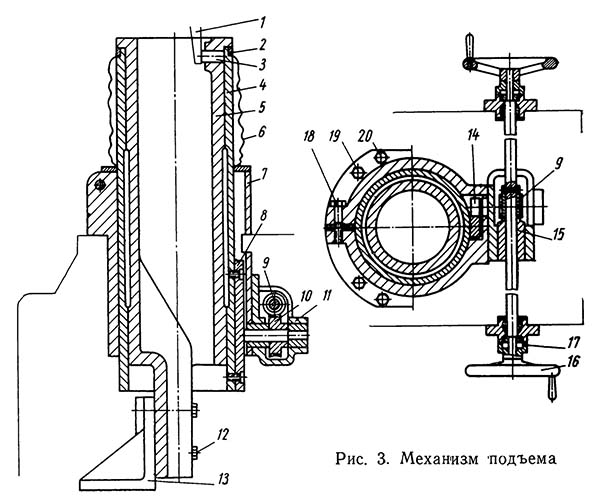
Механизм подъема колонны заточного станка 3А64
Механизм подъема (рис. 3) шлифовальной головки установлен на верхней стенке станины между направляющими. Горловина 7 прикрепляется к станине болтами 20 после выверки и установки регулировочными винтами 19 положения ее оси перпендикулярно плоскости стола. В отверстии горловины перемещается гильза 4 с рейкой 8, сцепляющейся с зубчатым колесом 14. Дополнительное назначение рейки 8 — препятствовать повороту гильзы. Для жесткого крепления гильзы верхняя часть горловины разрезана и при затягивании гайки 18 охватывает гильзу по типу клеммового зажима. В нижней части горловины 7, расположенной внутри станины, закреплен кронштейн 11 с червячным редуктором 9, 10, приводимым во вращение маховиками 16. От осевого перемещения вал червяка удерживается втулкой 15 Осью червячного колеса 10 является хвостовик реечной шестерни 14. Отсчет величины вертикального перемещения с точностью 0,02 мм производят по шкалам установочных колец 17 Выступающую часть гильзы от пыли предохраняет матерчатый чехол 6. На верхний торец гильзы опирается фланцем колонна 5, несущая шлифовальную головку и кронштейн 13 с электродвигателем и позволяющая поворачивать в горизонтальной плоскости шпиндель. Угол поворота указывает шкала 2. Зажим колонны осуществляется тормозным пальцем 3, на который давит коромысло шлифовальной головки 1.
Для натяжения приводного ремня шпинделя шлифовального круга отпускают винты 12 и опускают кронштейн 13.
Суппорт

Суппорт заточного станка 3а64
Суппорт стола (рис. 4) состоит из взаимно перпендикулярных нижних и верхних салазок с соответствующими механизмами перемещения. Нижние салазки 1 перемещаются по направляющим в поперечном направлении с помощью ходового винта 9 Шарнирная гайка 10 цилиндрическим концом установлена в гнезде верхней стенки станины. Нониусы 8 и 15 позволяют определять величину подачи с точностью 0,02 мм. Верхние салазки 2 перемещаются по роликовым направляющим 23, которые представляют собой цепи 25, собранные из роликов-втулок 24, диаметры которых отличаются друг от друга не более чем на 0,002 мм.
В роликовых направляющих (рис. 4) ролики-втулки 24 заменены свободными роликами, уложенными в специальные сепараторы, что дало возможность без особых затруднений заменять износившиеся ролики.
Для предотвращения бокового сдвига в нижних салазках установлены на жестких осях два шарикоподшипника 14, к которым пружинами 13 посредством установленных на рычаги шарикоподшипников 12 прижимается направляющий продольный выступ 22 салазок 2. Таким образом, шарикоподшипники 14 воспринимают действие силы резания и облегчают продольное перемещение инструмента со столом. Продольное перемещение салазок 2 обеспечивается рукоятками 11 или планетарным механизмом 17, зубчатые колеса которых могут сцепляться с установленной на продольном выступе салазок рейкой 7. Опрокидыванию салазок в крайних положениях стола препятствуют упоры 18.
На передней стенке салазок 2 в Т-образном пазу перемещаются упоры 19, ограничивающие продольный ход стола. Упоры двусторонние с одним жестким и одним подпружиненным пальцем; их можно легко менять местами в зависимости от условий работы — «с мягким» или «с жестким» упорами. Преимущественно работают «с мягким» упором, так как в конце хода стола пружина сжимается и, мягко останавливая стол, сообщает ему толчок в обратную сторону. Передвижение упоров ограничено находящимися в пазу винтами 3 и 6 для предотвращения случайного сдвига салазок 2 выше допустимой величины хода стола. Стол 23 с Т-образным пазом для крепления и ориентирования приспособлений может поворачиваться относительно продольной оси салазок 2. Отсчет угла поворота до 5° осуществляют по шкале 5, свыше 5° — по шкале 4. Точная
установка стола осуществляется с помощью винта 21, перемещающего шкалу 5, которая может быть соединена со столом с помощью фиксатора 20.
Планетарный механизм 17 (рис. 4) предназначен для медленного ручного перемещения стола при различных шлифовальных работах, особенно при плоском и круглом наружном и внутреннем шлифовании.
Включение и выключение механизма осуществляются вводом реечной шестерни в зацепление с рейкой или выводом ее из зацепления посредством осевого перемещения валика кнопкой 16.
Шлифовальная головка

Шлифовальная головка заточного станка 3а64
Шлифовальная головка (рис. 5) установлена на колонне механизма подъема и состоит из корпуса 8, в котором на двух парах радиальных шарикоподшипников высокой точности установлен шпиндель 1 с конусными шейками для установки фланцев с шлифовальными кругами. Каждая пара подшипников установлена в стаканы 7 Предварительный натяг подшипников регулируется гайками 4 и контргайками 6. Отверстие 2 в шпинделе служит для удержания шпинделя от проворачивания (при помощи стального прутка, вставленного через отверстие в крышке 9, закрытое щитком 10) во время затягивания гайки 5 при смене шлифовального круга. Шкивы приводного плоского ремня выполнены непосредственно на шпинделе, и для перестановки ремня с одного шкива на другой необходимо снимать крышку 9. При смене ремня шпиндель вместе со стаканами вынимают из корпуса, для чего отвинчивают зажимные винты 11 и винтами 12 разжимают разрезанный по всей длине корпус. Винты 3 предназначены для установки кожухов шлифовальных кругов.
Как указывалось выше, колонна после установки оси шпинделя на требуемый угол зажимается коромыслом 13, которое отпускается или подтягивается гайкой 14, находящейся на рукоятке 15.
3Е642. Универсально-заточной станок. Паспорт, Характеристики, Схема, Руководство

Станок 3Е642 универсально-заточной предназначен для заточки и доводки основных видов режущего инструмента из инструментальной стали, твердого сплава и минералокерамики абразивными, алмазнвми и эльборными кругами.
3Е642. Универсально-заточной станок. Технические характеристики
Технические характеристики станков это основной показатель пригодности станка к выполнению определенных работ на станках. Для заточных станков основными характеристиками является:
- наибольший диаметр D обрабатываемой заготовки (детали)
- наибольшая длина L обрабатываемой заготовки (детали)
- Скорость круга м/сек
Ниже приводится таблица с техническими характеристиками универсально-заточного станка 3Е642. Более подробно технические характеристики станка можно посмотреть в паспорте станка 3Е642
Внимание! Технические характеристики, приведенные в вышестоящей таблице, являются справочными. Станки произведенные разными заводами изготовителями и в разные годы могут иметь характеристики отличающиеся от приведенных в таблице.
Паспорт станка 3Е642. Универсально-заточной.
Данное руководство по эксплуатации «Станок универсально-заточной 3Е642» содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации универсально-заточного станка 3Е642.
СОДЕРЖАНИЕ
Общие сведения о станке
Основные технические данные и характеристики
- Техническая характеристика станка
- Основные данные
Комплект поставки
Техника безопастности
- Требования безопастности при транспортировании и установке станка
- Требования безопастности при работе на станке
Состав станка
Устройство, работа станка и его составных частей
- Принцип работы станка
- Общая компоновка станка
- Схема кинематическая принципиальная
- Описание конструкции отдельных составных частей станка
Система смазки
Порядок установки
- Распаковка и транспортирование станка
- Расконсервация станка
- Монтаж
- Подготовка к первоначальному пуску
- Первоначальный пуск
Порядок работы
- Настройка частоты вращения шлифовального круга
- Установка шлифовального круга
- Установка кожуха шлифовального круга
- Регулировка осевого зазора в подшипниковых узлах шлифовальной головки
- Поворот шлифовальной бабки в горизонтальной плоскости
- Поворот шлифовальной бабки в вертикальной плоскости
- Поворот кронштейна с электродвигателем и переустановка шлифовальной головки
- Вертикальное перемещение шлифовальной бабки
- Поперечное перемещение шлифовальной бабки
- Продольное перемещение стола
- Многопроходная заточка
- Заточка многолезвийного инструмента по задней поверхности
- Заточка цилиндрических фрез
- Заточка хвостовых или насадных торцевых фрез
- Заточка разверток
- Заточка фасонных затылованных фрез с винтовыми стружечными канавками
Возможные неисправности и методы их устранения
Особенности разборки и сборки при ремонте
Свидетельство о приемке
- Результаты испытаний
Сведения о консервации и упаковке
- Свидетельство о консервации
- Свидетельство об упаковке
Указания по техническому обслуживанию, эксплуатации и ремонту
- Регулирование ременной предачи привода шлифовальной головки
- Рекомендации по выбору режимов резания
Скачать паспорт универсально-заточного станка 3Е642 в хорошем качестве можно по ссылке расположенной ниже.
Станок 3Е642. Универсально-заточной. Руководство по эксплуатации. Электрооборудование
Данное руководство по эксплуатации «Станок универсально-заточной 3Е642» содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Руководство (инструкция) по эксплуатации электрооборудования универсальго-заточного станка 3Е642.
СОДЕРЖАНИЕ
Характеристика электрооборудования
Система питания
Первоначальный пуск
Описание работы
- Работа схемы электроавтоматики станка
- Работа платы реверса салазок
Блокировки
Система сизнализации
Защита
Указания мер безопастности
Возможные неисправности и методы их устранения
Скачать руководство по эксплуатации электрооборудования универсально-заточного станка 3Е642 в хорошем качестве можно по ссылке расположенной ниже.
Станок 3Е642. Универсально-заточной. Руководство по эксплуатации. Гидрооборудование
Данное руководство по эксплуатации «Станок универсально-заточной 3Е642» содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Руководство (инструкция) по эксплуатации гидрооборудования универсальго-заточного станка 3Е642.
СОДЕРЖАНИЕ
Схема гидравлическа принципиальная
Назначение гидрооборудования
Конструкция
- Гидрокомунникация
- Гидропанель
Описание работы гидросистемы
Указания по монтажу и эксплуатации
- Указания мер безопастности
- Подготовка гидросистемы к пуску
Возможные неисправности и методы их устранения
Скачать руководство по эксплуатации гидрооборудования универсально-заточного станка 3Е642 в хорошем качестве можно по ссылке расположенной ниже.
Альбом чертежей запасных и быстроизнашивающихся частей станка 3Е642. Универсально-заточного.
Данное руководство «Станок универсально-заточной 3Е642. Альбом чертежей запасных и быстроизнашивающихся частей. » содержит сведения необходимые обслуживающему персоналу этого станка. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта.
Скачать альбом запастных частей универсально-заточного станка 3Е642 в хорошем качестве можно по ссылке расположенной ниже.
Схема станка 3Е642. Универсально-заточного. Электрическая принципиальная
Скачать бесплатно электрическую схему станка 3Е642 универсально-заточного в хорошем качестве можно по ссылке расположенной выше. Она содержится в «Руководстве по электрооборудованию»
Схема станка 3Е642. Универсально-заточного. Кинематическая
Скачать бесплатно кинематическую схему станка 3Е642 универсально-заточного в хорошем качестве можно по ссылке расположенной выше. Она содержится в «Руководстве по эксплуатации»
Посмотреть еще дополнительную информацию по «Станок 3Е642» можно по ссылке расположенной ниже:
Устройство заточного станка для ленточных пил, разводка зубьев и инструкция по восстановлению полотна
Применение заточного станка для ленточных пил позволяет быстро и качественно восстановить рабочую поверхность инструмента и обеспечить заявленный производителем объем порезки древесины до разрыва полотна.
Механизмы и станки для заточки ленточной пилы
Использование ленточных пил для распиливания древесины и других материалов обеспечивает получение минимальных потерь в процессе обработки и увеличивает производительность труда. Циркулярные пилы имеют меньшую производительность и более низкий коэффициент полезного использования материала.
Средняя, заявленная различными изготовителями ленточных пил производительность режущего инструмента, до разрыва должна соответствовать объему распилки более 60 м³ леса кругляка.
При затуплении или неправильной заточке рабочей части зуба пилы производительность процесса резко падает. После пропила на поверхности обрабатываемой древесины появляется большая волна, пила рвется. Что на нет сводит все преимущества таких пил.
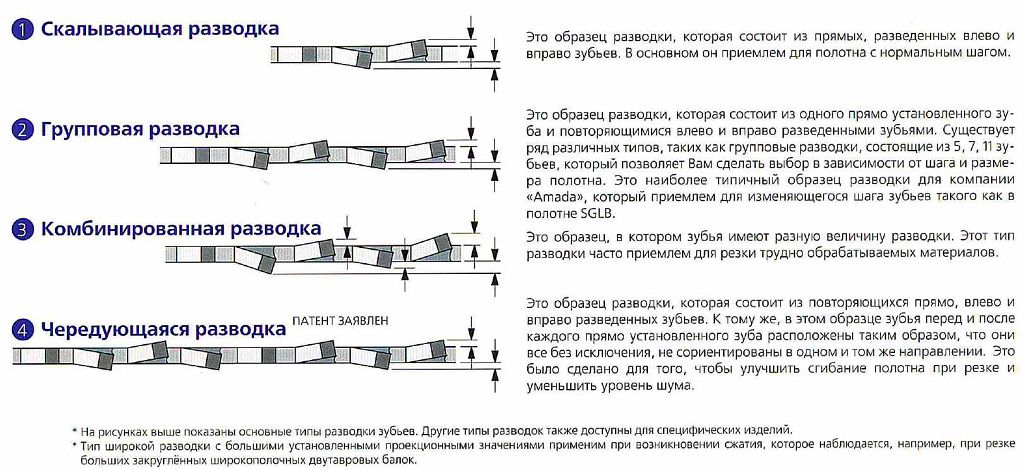
Чтобы правильно заточить ленточную пилу, необходимо в первую очередь восстановить разводку зубьев рабочего полотна. Для этой операции используют разводной станок, который позволяет точно разводить каждый зуб на необходимый угол. Он позволяет отгибать треть или 2/3 высоты зуба, восстанавливая изначальный профиль инструмента.
Для обеспечения высоких прочностных и износоустойчивых свойств полотно пилы состоит из 2 частей, сваренных между собой. Основное полотно изготавливается из пружинистой стали, способной выдерживать сильные динамические нагрузки. Режущая поверхность инструмента делается из инструментальной стали, повышенной прочности и износоустойчивости, с большим содержанием вольфрама и кобальта.
Так как твердость материала режущей кромки пилы выше 45 HRS, для ее заточки применяют корундовые, алмазные и эльборовые круги. При заточке боразоновый (эльборовый) круг предпочтительнее алмазного, хотя его твердость ниже на 10-20%, чем у алмазного, но зато химическая и термическая стойкость выше в 2 раза.
Боразон — это зарегистрированная американской фирмой «Дженерал Электрик» торговая марка технического кубического нитрида бора, а эльбор — синтезированный в СССР материал, имеющий такую же химическую формулу, но изготовленный по другой технологии. Эксперты считают, что заточные круги, изготовленные из российского эльбора, более качественные и износостойкие.
Конструктивные отличия станков для заточки ленточных пил:
- устройства с ручным приводом, которые посредством воздействия вращающегося абразивного круга на зуб, восстанавливают остроту его кромки;
- установки с механической системой автоматизации процесса заточки, позволяющей настраивать необходимые параметры процесса;
- автоматизированные центры, управляемые компьютерными системами.
Революцию в технологии заточки ленточных пил произвела фирма Wood-Mizer, предложившая способ, при котором профильный боразоновый круг за 1 проход восстанавливает как профиль зуба, так и его остроту. Недостаток этого метода — необходимо иметь свой круг для каждого профиля зуба пилы.
На рынке представлены заточные устройства для ленточных пил в 3 ценовых сегментах:
- 15 000-30 000 руб. — достаточно дешевые станки. Сюда входят заточные механизмы с плоскими кругами, которые затачивают режущую кромку зуба. Упрощенный вариант устройства с диском для профильной заточки зуба.
- 85 000-130 000 руб. — дорогие копии Wood-Mizer устройств и станки оригинальной фирмы.
- 60 000-65 000 руб. — российский станок, разработанный в фирме «Вестрон».
Первая категория оборудования не обеспечивает полнопрофильную проточку межзубового паза при заточке плоским кругом, тем самым снижая ресурс пилы до распилки 15-20 м³ леса кругляка. Упрощенные варианты станков для заточки пил по дереву с полнопрофильным кругом страдают наличием больших люфтов, которые приводят к биению круга и, как следствие этого, получению неправильной заточки и быстрому выходу эльборового круга из строя.

Во второй категории лучше покупать оригинальные вудмайзеровские станки.
В третью группу входят российские станки, изготовленные в компании «Вестрон» с оптимальной стоимостью и характеристиками, превышающими иностранные аналоги:
- разнопрофильные эльборовые диски имеет износостойкость, на 30-40% превышающую иностранные аналоги;
- эргономичная, продуманная настройка устройства заточки пил, позволяющая правильно заточить профиль зуба инструмента.
Популярные модели
На российском рынке в рейтинге популярных моделей станков для заточки пил на престижных позициях находятся бюджетные станки от воронежской компании «ХИТ», выпускающей линейку оборудования под маркой АЗУ-02. Также фирма производит станки для разводки зубьев РУ-04/08М, -05, -07. В более дорогом ценовом сегменте лидирует модель ПЗСЛ30 60 ПРОФИ, разработанная в подмосковной компании «Вестрон».

Устройство заточного станка
Полуавтоматический станок, позволяющий затачивать кромки зубьев пилы, представляет собой конструкцию, состоящую из основания, на котором закреплен абразивный инструмент с приводом, копир, отслеживающий профиль зуба, толкатель, система регулирующих штанг, система жидкостного охлаждения и пульт с органами управления установкой.
Абразивный инструмент производит поступательное движение вверх — вниз, посредством регулировочного устройства оператор может изменить угол наклона заточного инструмента. Копир обеспечивает управление движением абразивного круга в соответствии с профилем режущей кромки зуба, и задает продольное смещение полотна пилы в зависимости от расстояния между зубьями.
Для заточки режущей кромки пил по металлу необходимо настроить оборудование, изменив органами управления угол заточки зуба.


Как правильно заточить пилу на станке?
В домашних условиях для того, чтобы правильно заточить зубья пилы своими руками, необходимо:
- восстановить разводку зубьев, отгибая 2/3 длины зуба в сторону от образующей полотна, восстанавливая начальный угол разводки;
- абразивным инструментом заострить кромки зубьев, убирая с поверхности материала микротрещины.
Основные правила, которые необходимо соблюдать при восстановлении режущей кромки пилы на станке:
- произвести на специальном оборудовании разводку зубьев, восстановив начальный угол разводки;
- настроить станок на съем достаточного количества материала режущей кромки, чтобы убрать все повреждения и микротрещины;
- производить заточку с включенной системой охлаждения, не допуская посинения материала зуба;
- начинать процесс заточки с места сварки полотна в кольцо.
Варианты заточки
Существует 2 способа заточки зубьев пилы:
- Полнопрофильный, производится на автоматическом станке для заточки ленточных пил. Боразоновый круг, соответствующий профилю зуба, за 1 проход восстанавливает профиль межзубовой впадины и затачивает режущие кромки инструмента.
- Заточка режущих кромок зубьев. Может производиться вручную или на станке с плоским заточным диском. При этом заостряются грани, и убираются микротрещины на рабочей поверхности инструмента, образовавшиеся в процессе работы.
Видео инструкция по заточке ленточных пил покажет последовательность правильных действий при выполнении этого процесса.
Источник http://stanki-katalog.ru/sprav_3a64.htm
Источник https://www.stanoks.net/index.php?option=com_content&view=article&id=1048:3642-&catid=47:catalogsimplemashines&Itemid=190
Источник https://opilah.com/zatochnoj-stanok-dlya-lentochnyh-pil/