Станки для деревообработки



























Станок предназначен для прямолинейного и криволинейного пиления ленточными пилами досок, щитов, листовых материалов на заготовки. Диаметр шкива 600 мм; высота реза 370 мм; наклоняемый стол; чугунные шкивы; мощность 2,2 кВт; масса станка 280 кг.

Станок предназначен для прямолинейного и криволинейного пиления ленточными пилами досок, щитов, листовых материалов на заготовки. Диаметр шкива 400 мм; высота реза 270 мм; наклоняемый стол; чугунные шкивы; мощность 0,75 кВт; масса станка 135 кг

Размер рабочего стола — 750 x 600 мм Вертикальный ход стола — 150 мм Макс. расстояние от стола до головки (без патрона) — 195 мм Мотор — 3 кВт Расстояние между шпинделем и колонной — 900 мм

Станок предназначен для прямолинейного и криволинейного пиления ленточными пилами досок, щитов, листовых материалов на заготовки. Диаметр шкива 700 мм; высота реза 370 мм; наклоняемый стол; чугунные шкивы; мощность 2,2 кВт; масса станка 330 кг

Станок предназначен для прямолинейного и криволинейного пиления ленточными пилами досок, щитов, листовых материалов на заготовки. Диаметр шкива 800 мм; высота реза 450 мм; наклоняемый стол; чугунные шкивы; мощность 4 кВт; масса станка 490 кг
Диаметр шпинделя: 32 мм Мощность: 4 кВт Масса: 410 кг
Шиpина рейсмусования 400 мм; скорость подачи 8/12 м/мин; мощность главного двигателя 5,5 кВт; масса станка 405 кг
Шиpина рейсмусования 630 мм; скорость подачи 8/12 м/мин; мощность главного двигателя 7,5 кВт; масса станка 494 кг

Предназначен для поперечной распиловки пиломатериалов различного сечения (доска, брус, столярно-строительный погонаж). Превосходные технические характеристики, высокое качество, надежность и простота конструкции делают станок торцовочный ЦТ-450 успешным конкурентом импортных аналогов. Этот удобный и надежный станок имеет верхнее расположение пилы и обеспечивает максимальную безопасность при работе с ним. Патрубок для подсоединения к эксгаустерной установке (стружкоотсосу). Максимальная безопасность при работе на станке. Удобный пульт управления. Легкий ход пильного маятника станка. Надежность и простота эксплуатации и обслуживания.
Макс. высота пропила: 350 мм Макс. ширина пропила: 580 мм Мощность: 3 кВт Масса: 300 кг

Jet JKM-300 — многофункциональный комбинированный станок, сочетающий компактность, важную для эксплуатации в небольших любительских мастерских, с точностью, надёжностью и мощностью профессионального деревообрабатывающего оборудования. Основа конструкции — массивные чугунные столы, остальные детали либо выполнены из того же материала, либо стальные, что дает высокую жёсткость и работу без вибраций.

Станки предназначены для фрезерования прямолинейных и криволинейных контуров, пазов и гнезд. Обработка осуществляется концевыми фрезами, которые крепятся в цанге ER25. Скорость вращения шпинделя 15 000 об/мин. Массивный литой стакан шпинделя исключает малейшие вибрации. Подшипники SKF обеспечивают длительную бесперебойную работу. В комплекте направляющая линейка для прямолинейного фрезерования. Наклон стола +/- 45 град. Переключатель для включения и отключения шпинделя, маховик для подъема/опускания стола.
Предназначен для выполнения столярных работ. 3 отдельных электродвигателя. Рабочие столы имеют литую, чугунную конструкцию. Наклон пильного узла с градуировкой в 1° позволяет производить точный раскрой под углом до 45°. Наличие шариковой форматно-раскроенной каретки обеспечивает высокую точность пиления. Кожух фрезерного узла имеет механизм точной подстройки фрезерных щек и прижим для фрезерования тонких и узких заготовок.
Размер рабочего стола: 1130 x 670 мм Мощность: 4 кВт Масса: 340 кг
Шиpина рейсмусования 630 мм; скорость подачи 8/12 м/мин; мощность главного двигателя 7,5 кВт; масса станка 494 кг
Наши преимущества
На сайте Станкофф.RU вы можете купить деревообрабатывающее оборудование ведущих производителей: Beaver, Griggio, High Point, Mebor, Logosol, WoodTec, Тайга и другие. В наличии и под заказ более 1843 моделей оборудования для деревообработки по лучшим ценам. Только выгодные предложения с подробными описаниями и фото. Уточняйте цены у менеджеров.
Часто задаваемые вопросы о деревообрабатывающих станках
Где купить деревообрабатывающие станки?
Как выбрать станок для деревообработки?
Что можно делать на деревообрабатывающих станках?
Какие есть виды станков для обработки дерева?
Зачем нужны станки для работы с деревом?
Сколько стоит станок для обработки дерева?
Есть ли у вас доставка по России?
Можно ли взять в лизинг деревообрабатывающий станок?
Осуществляете ли вы пуско-наладку?
Осуществляете ли вы ремонт станков для деревообработки?
Общие характеристики, классификация
Представленное в нашем каталоге деревообрабатывающее оборудование используется в плотницких и столярных работах, заготовке пиломатериалов, производстве мебели и прочих процессах. Рынок станков для обработки древесины представлен широким ассортиментом, рассмотрим их характеристики.
Станки имеют разную конструкцию и принцип работы. Оборудование может иметь разные габариты и функциональность. Например, для бытовых задач часто используют мини-станки по дереву, тогда как в промышленных целях применяют габаритные установки. Выделим основные признаки, по которым классифицируется оборудование:
По назначению:
- общие;
- специальные;
- специализированные.
Деревообрабатывающие станки общего типа, представленные на нашем сайте, используются для выполнения широкого спектра задач: фрезерование, фугование, выполнение отверстий, раскрой древесины, выборка пазов, торцевание и пр. Оборудование общего типа обладает меньшим диапазоном подач и вращения.
Специальное оборудование используется в производстве окон, дверей и прочих столярных изделий, включая клееные конструкции. Специальные станки по дереву для домашней мастерской предназначены для выполнения одной технологической операции, поэтому на них обрабатываются только однотипные детали (например, копировально-фрезерная установка используется для обработки ножек для столярных стульев). Станки по дереву специального типа способны выполнять разное количество операций и применяются в производстве определенных изделий: элементов мебели и т.д. Специализированные станки имеют возможность переналадки, поэтому подходят для обработки заготовок, размеры которых меняются настройками, (облицовка кромок и пр.).
По области применения:
- общие деревообрабатывающие операции;
- мебельное и фанерное производство;
- распилка леса и прочие операции.
Также деревообрабатывающее оборудование различается по степени точности обработки: низкая, средняя, точная, особо точная. Уровень точности определяет цены на деревообрабатывающие станки – чем выше точность, тем дороже стоит оборудование.
По способу перемещения заготовки и режущего инструмента:
- цикловые;
- проходные.
Отличия в том, что в цикловых станках перемещение инструмента и заготовки осуществляется периодически, в проходных – непрерывно. Проходное оборудование отличается высокой производительностью и используется при работе с большим объемом материала.
По уровню механизации:
- механизированные, полумеханизированные;
- автоматические, полуавтоматические.
По числу рабочих шпинделей:
- одно-, двух-, трех-, четырех;
- многошпиндельные.
По числу операций:
- одно- и многофункциональный деревообрабатывающий станок;
По числу сторон, доступных для обработки:
- одно-, двух- и четырехсторонние.
По технологическим признакам:
- образующие стружку;
- не образующие стружку.
Стружку образуют пильные домашние станки по дереву лобзикового, ленточнопильного и круглопильного типов; фрезерующие: шипорезного, фуговального, фрезерного типов; шлифовальные, сверлильные, токарные, долбежные установки. Станки, не образующие стружку, чаще всего используют на мебельном производстве.
По назначению и исполнению режущего инструмента:
- и ленточнопильные;
- фрезерные и продольно-фрезерные;
- сверлильно-фрезерные и сверлильные;
- шипорезные и долбежные; и шлифовальные.
По виду рабочих органов:
- основные;
- вспомогательные.
При работе взаимодействие происходит между заготовкой и рабочим органом.
Основные органы, предназначенные для обработки материала:
- режущие инструменты;
- механизмы подачи;
Вспомогательные органы предназначены для:
- настройки и загрузки-разгрузки материалов;
- базирования заготовки и контроля над операциями.
В состав станка кроме основных и вспомогательных рабочих органов могут входить дополнительные опорные элементы и механизмы (передаточные, двигательные и пр.). Деревообрабатывающие станки для дома, которые вы сможете увидеть на нашем сайте, имеют меньшее количество дополнительных элементов, чем установки, предназначенные для использования в производственных масштабах.
Функция двигательных механизмов – это приведение в действие инструментов подачи и резки. В эту группу входят приводы гидравлического, электрического и пневматического типов. Назначение передаточных механизмов заключается в передаче движения от двигательных механизмов, это редукторы и пр.
Опорными элементами станков выступают: столы, станины и пр.
По степени автоматизации различают автоматическое, полуавтоматическое и поточное оборудование.
Поточное оборудование представляет собой систему, в которую входит несколько рабочих установок, выполняющих отдельные технологические операции. Например, можно приобрести деревообрабатывающий станок поточного типа для производства шпона, все этапы на установке выполняются в конвейерном порядке: раскрой, строгание, сушка и сортировка.
По типу исполнения различают ручные и настольные станки по дереву. Самое простое устройство имеют ручные станки по дереву. Автоматические системы выполняют всю работу в автоматическом режиме: от перемещения до загрузки материала. Полуавтоматические деревообрабатывающие бытовые станки требуют частичного индивидуального обслуживания.
Индексация станков
Производители деревообрабатывающих станков наносят на оборудование специальные обозначения, по которым можно определить его тип и назначение. Индексация состоит из нескольких букв, первая обозначает тип оборудования, последующие буквы – основное технологическое назначение станка:
Л – ленточный, С – строгальный, У – универсальный, СФ – строгально-фуговальный, Лу – лущильные, ШлД – шлифовально-дисковый, ШД — станок шипорезный двустороннего типа, ТчН – точильный для ножей, НФ – ножницы для резки шпона и т.д. На рынке представлены сотни станков разного типа и назначения, и каждое оборудование для деревообработки имеет свою специальную индексацию. Индексация станков, оснащенных элементами автоматизации, включает в себя букву А. По уровню автоматизации различают деревообрабатывающее оборудование поточного, автоматического и полуавтоматического типов.
Основные параметры деревообрабатывающего оборудования обозначаются цифрами после первой буквы (либо расположенные между буквами). Например, С2Ф0 – фуговальная установка с двумя режущими элементами (горизонтального и вертикального типов). Серийный номер станка обозначается цифрой, которая идет сразу после дефиса: СФ4-4 – четвертая модель, СР-5 – пятая модель и т.д.
Конструктивные составляющие станков
Станки делятся на две части:
- основную;
- вспомогательную.
Основные части – это станина и суппорт, рабочий инструмент и двигатель, стол, и двигательный механизм.
Вспомогательные части – это устройства прижимного и направляющего типов, устройства запуска работы оборудования, механизм для подачи заготовок и пр. Все элементы, которыми оснащается станок по дереву для дома, разделяются в зависимости от выполняемых функций.
Станина является основанием станочного оборудования, к ней крепится инструмент для деревообработки, а также корпусные детали и составляющие установки: узлы, траверсы, основные и дополнительные механизмы, приборы управления и т.д. Станина не совершает движений, она должна обладать высокой прочностью и устойчивостью, так как принимает все физические нагрузки на себя.
Для изготовления станин используются разные материалы: чугун, листовой или профильный металлопрокат и пр. Например, многие 3д станки по дереву имеют станину из прочного листового проката.
Столы – данный элемент необходим для расположения, поддержки и перемещения заготовок. Различают несколько видов рабочих столов в зависимости от конструкции и исполнения: передвижные и наклонные, подвижные и неподвижные, карусельные и т.д.
Шпиндели и валы – функция этих элементов заключается в крепеже и обеспечении движения режущего инструмента: сверла, ножа, фрезы и пр. Элементы имеют разное положение по отношению к режущему инструменту (вращательное, возвратно-поступательное и пр.), а их конструкция определяется типом станка и деревообрабатывающего инструмента.
Элементы станков с ЧПУ для деревообработки классифицируются на:
- основные;
- вспомогательные.
Элементы основного типа предназначены для выполнения операций по обработке древесины и подаче заготовок к рабочему инструменту: конвейеру, валам и пр. Вспомогательные элементы необходимы для решения таких задач, как настройка станка, удаление отходов, заточка режущего инструмента и пр.
Станки по дереву могут быть оснащены следующими устройствами:
- питательные – используются для подачи материала в станок;
- съемные – для снятия заготовок и их укладки;
- заточные – предназначены для заточки инструмента непосредственно на станке;
- настраивающие – с помощью этих устройств меняется положение опорных и направляющих элементов по отношению к режущему инструменту.
Для удаления образующихся в процессе обработки древесины отходов используются специальные приемники, которые крепятся к трубопроводу. Через приемники осуществляется удаление стружки, древесной пыли и других отходов, и их последующий вывод из цеха.
Чтобы продлить срок эксплуатации инструмента по дереву и обеспечить нормальное выполнение всех технологических операций, трущиеся поверхности установок необходимо регулярно смазывать. Эту функцию выполняют смазывающие устройства: шприцы, масленки и т.д.
Процесс резания пиломатериала
Различают два способа резки материала:
- приближение режущего инструмента к материалу (такой способ используется на торцовых и цепнодолбежных моделях);
- подача материала к режущему инструменту (станки продольно-фрезерного типа).
Чтобы обеспечить правильную подачу материала, станки для деревообработки оборудуются направляющими линейками, башмаками, прижимами и другими элементами. Для сокращения вибрации рабочий материал прижимается к основанию линейки прижимами, которые надежно фиксируют его. Прижимы выполняются в виде лент или ремней клинового типа. Для повышения безопасности при выполнении операций на деревообрабатывающем станке оборудование оснащается специальными предохранительными элементами: крышками, защитными кожухами, колпаками и т.д. Эти устройства защищают оператора от случайных касаний вращающихся механизмов.
В органы управления оборудованием входят рычаги, кнопки, переключатели и пр. Современные установки оснащаются пультами управления, с помощью которых очень удобно задавать основные команды. Новый станок с ЧПУ по дереву позволяет задавать команды через компьютер. Если вы хотите приобрести инструмент по дереву, делайте выбор в специализированных компаниях, которые предложат широкий ассортимент современного оборудования. Добавим, что при выборе нужно ориентироваться на цену станков по дереву, назначение, функциональность, габариты и пр.
Основные способы обработки лесоматериалов
Существует внушительное количество способов обработки натурального дерева:
- распил. Выполняется специальными пилами, присутствующими в конструкции деревообрабатывающего оборудования. Пилы осуществляют прямолинейные, вращательные или возвратно-поступательные движения для последующего раскроя деревянных бревен;
- строгание. Осуществляется с использованием специальных строгальных установок, режущие ножи которых чаще всего являются неподвижными, и в движение приходит именно обрабатываемая заготовка. Возможно также возвратно-поступательное движение ножей, которое позволяет срезать тонкий верхний слой дерева;
- фрезеровка. Проводится с помощью фасонных фрез, вращающихся резцов или прямолинейных ножей;
- лущение. Является процессом срезания стружки одинаковой толщины с поверхности дерева. Получение поперечной непрерывной стружки в виде тонкого шпона осуществляется только после предварительного пропаривания обрабатываемого материала;
- сверление. Выполняется с использованием специальных сверл на сверлильно-пазовальном и сверлильном оборудовании;
- долбление. Осуществляется с помощью долбежных станков или специальных долбежных инструментов. Главной задачей данного процесса обработки дерева является получение отверстий в его структуре, которые необходимы для установки последующих соединений;
- шлифовка. Представляет собой процедуру зачистки и полировки поверхности древесины с использованием зернистых абразивных материалов. Ими могут быть специальные шкурки на бумажной или тканевой основе, диски или круги.
Метод обработки лесоматериалов определяется в первую очередь сферой деятельности предприятия, а также целью дальнейшего применения полученных материалов. Именно на основе этого определяются оптимальные способы обработки дерева с использованием того или иного вида деревообрабатывающего станка.
Станки по дереву от компании Станкофф.RU
В ассортименте компании Станкофф.RU вы сможете найти широчайший выбор оборудования, предназначенного не только для производства различных изделий и продукции из натурального дерева, но и для изготовления пиломатериалов и древесных полуфабрикатов. Цены на деревообрабатывающие станки, представленные в нашем каталоге, являются одними из наиболее демократичных, благодаря чему сотрудничество с нами будет выгодным как для крупных производственных предприятий, так и для небольших компаний, занимающихся индивидуальным изготовлением мебели.
Помимо профессионального оборудования, используемого в процессе производства и обработки лесоматериалов в крупных масштабах, вы также можете найти на нашем сайте компактные и функциональные устройства, которые можно использовать в бытовых целях. Небольшие габариты таких установок позволяют ощутимо сэкономить занимаемое ими пространство, в то время как доступные функции расширяют возможности выполнения тех или иных задач в быту. Здесь вы сможете найти режущие, сборочные, гнутарные, отделочные и клеевые станки, отличающиеся высоким уровнем функциональности и конкурентными ценами.
Фрезерный станок по дереву своими руками: варианты, чертежи, изготовление
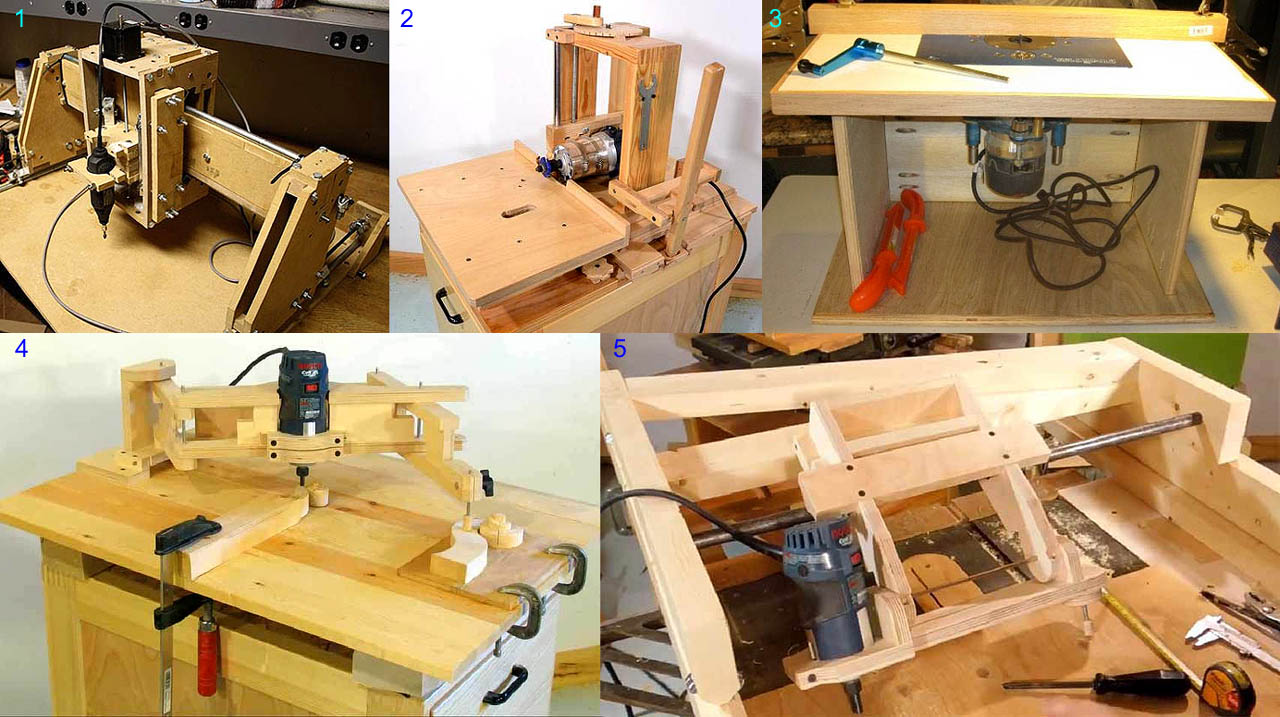
Для обработки материалов используются десятки различных фрезеровочных операций и не менее десятка разновидностей станков для них. В домашних условиях далеко не все их конструкции повторимы начинающими и средней руки мастерами. 2-х и 3-х координатные станки с ЧПУ (2D и 3D фрезеры по дереву) в этой статье не рассматриваются. Сделать 2D или 3D фрезер самостоятельно возможно (поз. 1 на рис. ниже), но уже имея достаточно большой опыт работы на простом станке, значительный объем заказов и настоятельную потребность в резком увеличении производительности труда. Заодно придется освоить программирование микроконтроллеров, т.к. готовые образцы рассчитаны на станок вполне определенной конструкции; немалыми будут также затраты на шаговые двигатели и прецизионные детали привода.
Разновидности самодельных фрезерных станков по дереву
Для начала, у себя дома, можно изготовить самодельный фрезерный станок какой-либо из след. разновидностей:
- Горизонтальный (поз. 2 на рис.).
- Вертикальный (поз. 3).
- Плоскокопировальный с пантографом (2D дупликарвер, поз. 4).
- Станок для объемного копирования (3D дупликарвер, поз. 5).
Инструмент…
Выбор станка того или иного типа определяется, конечно, наиболее употребимыми мастером рабочими операциями. Чтобы конкретизировать их номенклатуру, нужно сначала определиться, какие рабочие органы (фрезы) вам наиболее понадобятся. Большинство из них применимы и в горизонтальном, и в вертикальном станке.

Виды фрез по дереву
Насадными фрезами (поз. 1 на рис.) обрабатывают преим. прямые кромки досок: вырезают пазы и гребни (в т.ч. фасонные) во всю длину, наводят калёвку (фасонную фаску). Шпиндельный узел станка под насадные фрезы (см. далее) конструктивно наиболее прост; его детали способен выточить токарь 3-го разряда. Потребная мощность привода на глубину обработки до 60 мм от 1,5 кВт. Качество материала практически любое, начиная от сырого прямо из-под пилорамы с лесопилки. Наиболее пригоден под насадные фрезы вертикальный фрезер по дереву, см. напр. ниже видео в 4-х частях:
Видео: самодельный фрезерный станок по дереву с насадными фрезами
Фрез с цилиндрическим хвостовиком (посадочных, посадных) гораздо больше разновидностей, т.к. их функциональные возможности шире. Но для такой фрезы нужно будет выточить шпиндельную насадку с конусом Морзе под зажимной патрон; возможно также применение готовых шпиндельных узлов от сверлильного станка.
Торцевые фрезы, напр. фреза Форстнера (поз. 2 на рис. выше) – специализированный инструмент; ими выбирают круглые лунки с плоским дном в тонких досках с декоративным покрытием, которое нельзя портить. Вам приходилось навешивать дверцы на мебель? Лунки под их петли выбраны именно фрезой Форстнера. Качество материала – не хуже прямослойной древесины 1-го сорта камерной сушки. Потребная мощность привода от 150 Вт. Работают торцевыми фрезами только на вертикальном станке или, при определенном навыке, вручную.
Примечание: выбрать фрезой Форстнера в шуруповерте на 170 Вт лунки D32 под дверные петли в мебельной ЛДСП толщиной 16 мм вполне реально, сам делал.
Концевую (пальцевую) фрезу, поз. 3, можно заправлять и в горизонтальный, и в вертикальный шпиндель. Концевыми фрезами выбирают глухие пазы (не во всю длину доски) и вырезают шипы для столярных соединений шип-паз. Работать концевой фрезой удобнее на горизонтальном станке. На вертикальном ею можно на пластях досок и брусьев выбирать длинные пазы (канавки) прямоугольного профиля. Конические концевые фрезы (поз. 4) также специализированный инструмент для подготовки деталей к соединению в ласточкин хвост. Работают коническими концевыми фрезами только на вертикальном станке. Для тех и других потребная мощность привода на глубину обработки до 80-100 мм от 1 кВт. Качество материала – от деловой древесины 2-го сорта воздушной сушки (с лесобиржи).
Концевые фасонные (фигурные) фрезы, поз. 5, также специализированный, но весьма востребованный инструмент. Ими наводят калёвку (в т.ч. на криволинейные кромки) и выбирают в пластях досок фасонные канавки (декоративные пазы) любой конфигурации. Мощность привода от 1,2-1,5 кВт; требования к качеству материала такие же, как для торцевых фрез. Для обработки кромок фасонную фрезу можно заправлять как в горизонтальный, так и в вертикальный шпиндель; для работы по пластям только в вертикальный.
Шарошечными фрезами (борфрезами, поз. 6) также можно выбирать фасонные канавки и наводить калёвку как на горизонтальном, так и на вертикальном станке, но вообще-то они специальный инструмент для копировальных фрезерных станков. Требования к качеству материала высокие, как для торцевых фрез, но мощность привода в копире может быть от 250-300 Вт.
И, наконец, циркульной фрезой (поз. 7) в вертикальном фрезерном или сверлильном станке вырезают круглые отверстия большого диаметра практически в любом не чрезмерно толстом материале (в т.ч. в листовом металле). Потребная мощность привода на отверстие D200 в дубовой доске толщиной 60 мм ок. 2-2,5 кВт.
…и его подача
Фрезерование может производиться двумя способами: встречным и попутным, см. рис. ниже. Что касается дерева, то обычную прямослойную древесину (особенно – не весьма высокого качества воздушной сушки) фрезеруют только попутно, иначе фреза очень даже может расщепить и/или разлохматить заготовку. Но в таком при чрезмерной скорости подачи случае немала вероятность увода заготовки фрезой и порчи профиля обработки. Удаление пыли, опилок и стружки из рабочей зоны (а это серьезная проблема) на вертикально-фрезерном станке при попутном фрезеровании затруднено, т.к. пылеулавливатель (см. далее) приходится ставить в поле зрения перед фрезой и он заслоняет рабочую зону.

Встречный и попутный способы фрезерования
Примечание: на горизонтальном фрезерном станке проблем с удалением отходов обработки при попутном фрезеровании нет, т.к. пыль (опилки) тогда летят вниз, а раструб пылеулавливателя можно расположить прямо на плите станка (см. поз. 2 на рис. в начале и далее).
Встречное фрезерование дает лучшую точность и чистоту обработки, но только на достаточно качественных и однородных материалах. Из древесных – на твердой мелкослойной древесине камерной сушки. Удаление отходов обработки на вертикальном фрезерном станке при этом облегчается, но на горизонтальном затруднено – пыль и опилки летят вверх. Увод заготовки практически невероятен, но зато появляется опасность ее закусывания фрезой. Поведенный профиль довольно часто можно доработать; закушенная и надломленная заготовка безусловный брак.
Мотор
Исходя из вышеизложенного, фрезерный станок своими руками оптимально делать с приводом мощностью 1,5-2 кВт. Причина – моторы до такой мощности выпускаются в т.ч. асинхронные с конденсаторным пуском на напряжение 220 В 50 Гц. Их можно включать в обычную бытовую розетку, а переключение направления вращения детская задача для электрика-любителя; скорость вращения – 700-2850 об/мин, что подходит для фрезеровки. Возможно также применение электродвигателя того же типа от стиральной машины; в таком случае появляется возможность переключения скорости вращения (в асинхронных моторах стиралок для этого есть разные обмотки). Мотор на 2 кВт обеспечит глубину обработки до 80-100 мм; если же требуется большая, придется ставить в станок трехфазный мотор на 380 В 50 Гц от 3 кВт, см. напр. ролик:
Видео: самодельный вертикально-фрезерный станок по дереву
Примечание: коллекторные электродвигатели на 1,5-2 кВт 220 В 50/60 Гц (напр. от другой стиралки или пылесоса) для привода фрезерного станка мало пригодны – вследствие их чрезмерно мягкой внешней характеристики фреза при неидеальной ручной подаче заготовки может застревать в дереве, рвать и лохматить его (если сыроватое).
Технология изготовления и рекомендации
Самодельная фреза имеет ограничения по материалам, которые могут быть обработаны с ее помощью. Изготовление фрез для собственных нужд, как правило, связано с работой со сталью мягких сортов. Именно поэтому такой самодельный инструмент способен достаточно эффективно резать дерево, но при обработке более твердых материалов быстро затупляется.
Для того чтобы изготовить свой фрезерный инструмент, мастера используют обрезки стальных прутков или арматуры. Если в качестве заготовки применяться арматура, то ее ребристую поверхность выравнивают при помощи токарного станка.
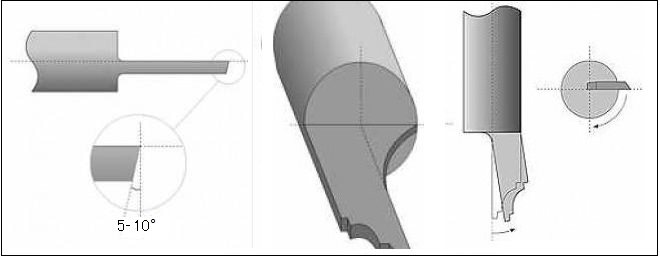
Схема самодельной фрезы
Технология изготовления самодельной фрезы по дереву из такой заготовки заключается в следующем:
- На той части цилиндрической заготовки, где будет формироваться режущая часть самодельного инструмента, срезается половина диаметра.
- Между частями заготовки с разными диаметрами формируется плавный переход.
- С обработанного участка заготовки снимается еще четверть диаметра, с необработанной частью прутка такой участок заготовки также соединяют плавным переходом.
- Обработанной части заготовки придается прямоугольная форма, для чего срезается ее нижняя часть. Толщина той части заготовки, на которой будет сформирована рабочая часть инструмента для обработки дерева, должна составлять 2–5 мм.
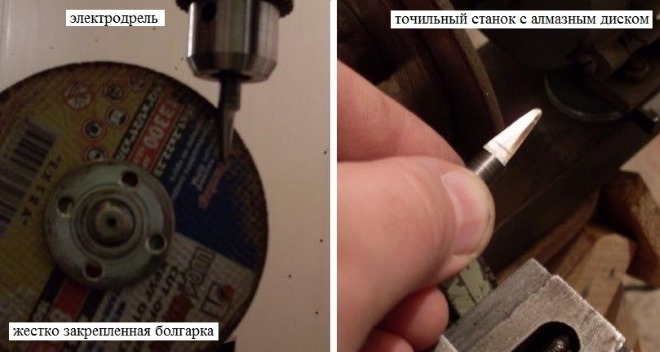
Для подрезки стержня можно приспособить болгарку и дрель, а формирование рабочей части выполнить на заточном станке
Самодельная фреза может быть использована для обработки дерева, при этом ее внутренний угол должен совпадать с центром вращения.
Чтобы фреза по дереву, изготовленная своими руками, могла быть использована для выполнения эффективной обработки, при ее изготовлении надо придерживаться следующих рекомендаций.
- Режущую кромку нужно затачивать под углом 7–10°. Если сделать ее более острой, то она будет слабо держать заточку и обладать низкими режущими свойствами.
- Для придания режущей части инструмента требуемой конфигурации используются надфили с алмазным напылением или угловые шлифовальные машинки с дисками, специально предназначенными для выполнения работ по металлу.
- Если самодельная фреза по дереву должна отличаться сложной конфигурацией, то допускается выполнять ее загиб или расплющивание.

Доводка режущей кромки производится алмазным диском, затем поверхность доводится шлифбумагой
При небольшой толщине режущей части фрезерный инструмент, сделанный своими руками, имеет достаточно невысокий рабочий ресурс. Чтобы несколько увеличить срок эксплуатации такой фрезы по дереву, угол на нижней части инструмента, расположенный напротив его режущей кромки, можно немного закруглить.
Самодельная фреза не может сразу справиться с большим объемом древесины, снимаемой с поверхности обрабатываемого изделия, поэтому обработку выполняют за несколько заходов.
Фрезы конусной конфигурации
Фрезы по дереву, рабочая часть которых имеет конусную конфигурацию, используются для обработки поверхностей сложного рельефа. В частности, при помощи таких фрез выполняется финишная обработка пазов в элементах мебельных конструкций. Для изготовления подобных фрез по дереву в производственных условиях применяются заготовки сложной формы, которые проблематично обрабатывать в домашних условиях. Такая фреза своими руками может быть изготовлена из сверла, рабочей части которого придается требуемая конфигурация.
За счет того, что самодельная фреза по дереву используется для обработки достаточно мягкого материала за несколько заходов, дополнительно упрочнять структуру материала, из которого изготовлен такой инструмент, нет необходимости.

Варианты изготовления конусных фрез
Инструменты и материалы
Итак, для создания фрезы по дереву собственноручно потребуется иметь пару болтов типа М8, а также шайбу с наружным диаметром около 4 сантиметров. Естественно, что размеры болтов будут зависеть от задач, которые требуется решить. Если речь идёт об инструменте для фрезы Форстнера из сверла, то тут следует принять во внимание, что он должен иметь дырки для небольшого подшипника шарикового типа. Его следует прикрепить заподлицо с плоскостью основания. Кроме того, потребуется сделать и прижим, что позволит запрессовывать элемент в дереве.
Из инструментов потребуется иметь под рукой:
- дрель;
- сверлильный вертикальный станок;
- аппарат для электрической сварки;
- углошлифовальную машину с абразивными дисками шлифовочного и отрезного типа.



Если говорить о ручном инструменте, то понадобится:
- штангенциркуль;
- маркер;
- напильник;
- рабочий стол;
- тиски.



Полезные советы
Для получения хорошего результата при работе с деревом следует придерживаться правил техники безопасности. Необходимо удостовериться:
- Фреза закреплена в цанге.
- Дополнительное приспособление соответствует мощности электроинструмента.
- При использовании кромочного фрезера необходимо удостовериться, что подшипник или направляющее кольцо установлено.
- Выставлена правильная глубина врезки (при использовании погружного устройства, это можно посмотреть на специальном ограничителе).
- Обрабатываемая деталь должна иметь опору.
- Для сокращения количества пыли при работе используйте пылесос.

Применение насадкок, специально разработанных под обрабатываемый материал, позволяет значительно улучшить результат. А в зависимости от угла их использования получается разный рез. Опытные мастера часто самостоятельно изготавливают такие насадки. Для этого режущую кромку затачивают под необходимым углом. Но если нет желания тратить время на самодельные фрезы, то их вполне можно купить, ассортимент в магазинах довольно широк.
Приспособления для фрезера по дереву своими руками изготовить довольно легко, а польза от них большая. Такой вариант подойдёт для тех, кто не желает много тратить при покупке инструмента или когда нет нужного оборудования в продаже. А применение фрезера с мебельными шаблонами значительно сокращает время на сборку, а также повышает качество работы и не даёт ошибиться.
Как из обычной дрели сделать функциональный фрезер по дереву
В этом видео можно посмотреть процесс работы на фрезерном станке по дереву:
При внимательном рассмотрении материала видно, как мастер использует разные инструменты для правильного и быстрого выполнения отдельных операций.

Такие изделия можно создать своими руками, если есть желание сэкономить или понадобилась фреза с особыми характеристиками
В качестве заготовок используют арматуру, свёрла, подходящие по форме шестерни, трубки. Чтобы получить хорошие режущие свойства, но сохранить прочность, рабочую кромку затачивают под углом в диапазоне от 6 до 11°. Для обработки металлических заготовок пользуются шлифовальными машинками с дисками, рассчитанными на соответствующие нагрузки.
Какой лучше фрезер по дереву
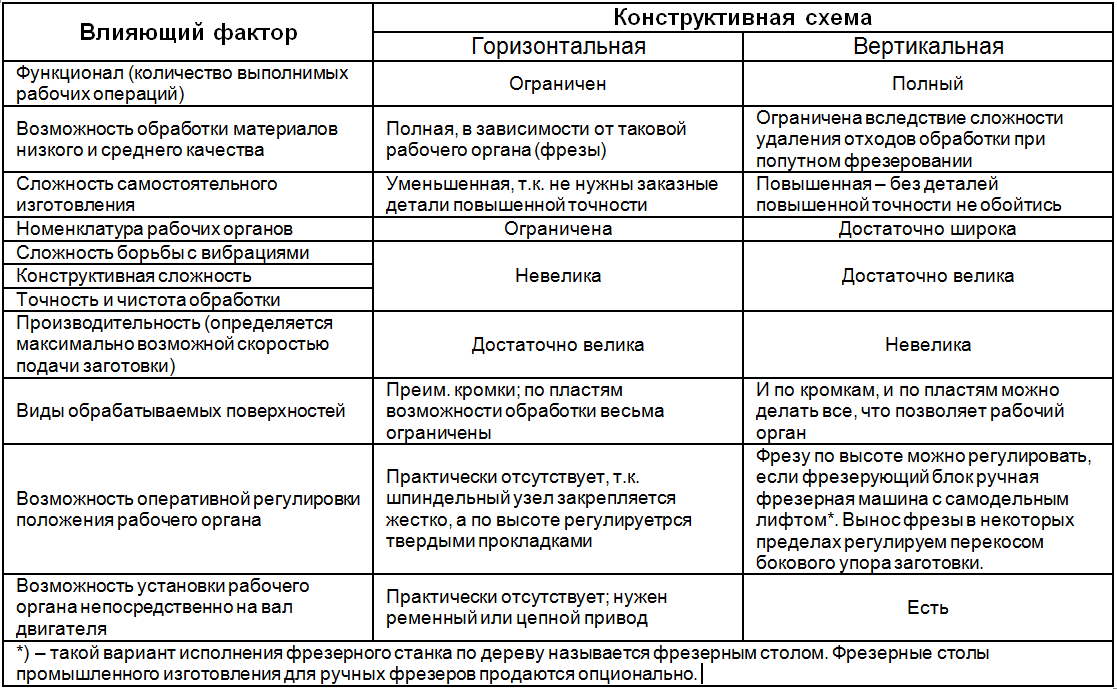
Теперь мы знаем достаточно, чтобы выбрать горизонтальное или вертикальное расположение оси вращения шпинделя станка. Сравнительные эксплуатационные характеристики горизонтального и вертикального фрезерных станков по дереву сведены в табл:
Горизонтальный или вертикальный?
Из данных табл. следует, что горизонтальный фрезер по дереву имеет смысл делать самостоятельно, если вы столкнулись с необходимостью массовой несложной обработки пиломатериалов из сырья невысокого качества. Не обязательно на продажу; возможно, для обшивки деревянным сайдингом или вагонкой своего дома. Экономия выйдет такой, что впору покупать фирменный фрезер, да у нормального застройщика лишних денег не бывает. Или, допустим, все-таки на продажу, если вы ИП с пилорамой и циркуляркой. Сравните рыночные цены на необрезную и шпунтованную доску, подсчитайте рентабельность – стоит ли игра свеч?
Детали для самого сложного модуля горизонтального фрезера по дереву – шпиндельного узла – сделает любой токарь-умелец аналогично тому же узлу циркулярной пилы; конструктивно они одинаковы (чертежи см. на рис; красным выделены подшипники скольжения).
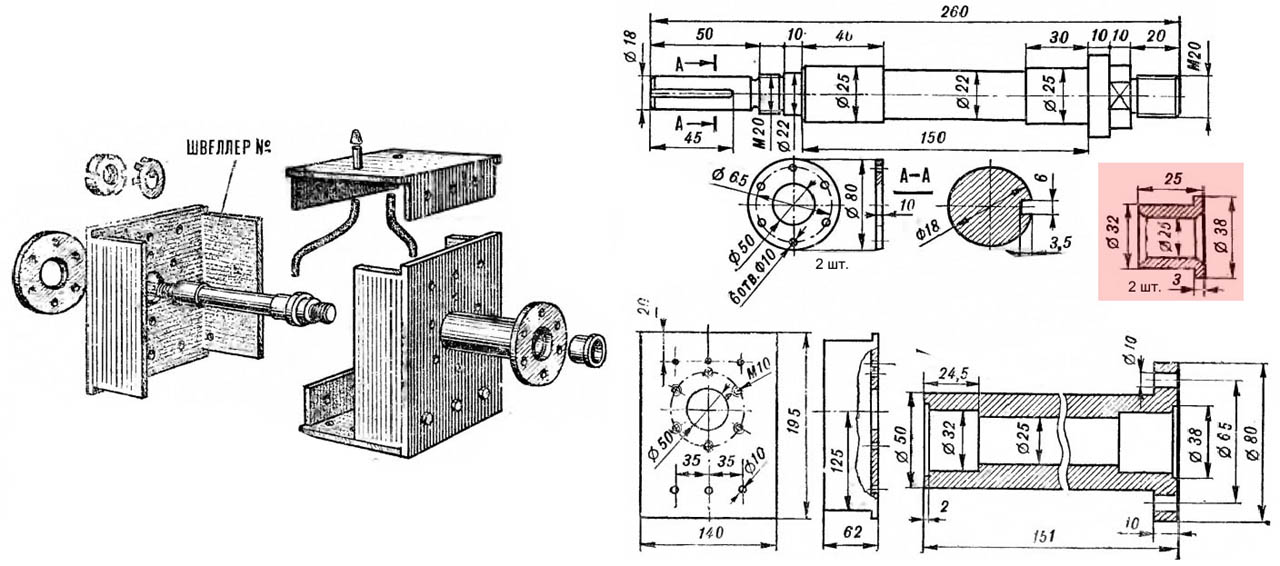
Чертежи шпиндельного узла циркулярной пилы, пригодного для горизонтального фрезерного станка по дереву
Тумба, пылеулавливатель и опорная плита такие же, как для вертикального станка (см. далее). Плита даже проще – не нужен вырез для подвеса мотора с виброгашением. Собственные вибрации горизонтального фрезера на порядок меньше, чем вертикального. Передача с мотора на шпиндель еще их уменьшает, а шкивы или звездочки для нее отыщутся в собственном хламе или на железном базаре. Во вполне приличный горизонтальный фрезерный станок по дереву можно переделать и наличную циркулярную пилу, см. напр. видео:
Видео: фрезерный станок из циркулярки
Самодельная фреза по дереву (сверло Форстнера)
Для начала вымеряем штангенциркулем остаточное расстояние на шляпке болта относительно монтируемого подшипника. Размер шляпки в окружности у болта М8 составляет 12,73-13мм. Диаметр черенка -11,60 мм, что позволяет зажать его в большинстве современных патронов для дрелей.
Шляпку необходимо будет сработать под диаметр подшипника. Именно эта часть болта и будет рабочим элементом нашей фрезы. Для разметки лучше всего использовать тонкий контрастный маркер, риски которого будут легко различимы на металле.
Делаем разметку заусовки фрезы. Это позволит ей без труда избавляться от стружек. Зажимаем болт в тисках, и с помощью отрезного круга делаем эти прорези на шляпке болгаркой.
Замеряем диаметр подшипника.
Чтобы сработать граненую шляпку болта до окружности, необходимо превратить нашу дрель в токарный станок. Зажимаем ее в тиски, а болт прочно крепим в патроне строго по центру.
Фиксируем кнопку дрели на постоянном режиме работы, и приступаем к обработке шляпки болта. Этот процесс стоит постоянно контролировать, чтобы центр болта не сместился, и не нарушил равномерность срабатываемых зубьев. Выставляем на болгарку шлифовальный абразивный диск и шлифуем грани до окружности.
Торцевую часть фрезы также слегка убираем, оставляя лишь небольшое остриё в центре. Эта деталь крайне важна, поскольку данный тип фрез при работе сначала находит центр, и лишь потом начинает срабатывание материала режущими кромками и ободками. Её можно аккуратно доработать напильником, чтобы ненароком не срезать в процессе стачивания.
Фреза практически готова. Остается лишь придать форму режущим кромкам, и заточить их.
Вот что получилось в итоге.
Теперь можно опробовать получившийся инструмент на ненужном куске древесины. Работает, и довольно неплохо!
Типы самодельных фрез для обработки древесины
Конусные фрезы, обработка при помощи которых осуществляется на средних и высоких оборотах, используются для того, чтобы снимать лишний слой дерева с торцевых элементов заготовки. Оптимальным вариантом самостоятельного изготовления инструмента данного типа является фреза из сверла.Такая фреза из сверла изготавливается в домашних условиях следующим образом: инструмент обрезается ближе к его хвостовику (от половины до четверти его длины), затем каждая режущая кромка обрезанного сверла стачивается на величину 1/2 – 1/3 его диаметра. Если режущие кромки сточить на большую величину, то не только оголится его тело, но он также утратит свои режущие свойства. Восстановить своими руками режущие кромки самодельных фрез по дереву, которые имеют спиралевидную форму, сложно.

Из сверла можно делать фрезы с различными рабочими головками
Фреза по дереву торцевого типа может быть изготовлена и из тонкостенной трубки. Как сделать фрезу из такой заготовки? Следует придерживаться следующих рекомендаций.
- В качестве заготовки берется отрезок трубы, длина которого составляет 15–20 см.
- Со стороны будущей режущей кромки (на расстоянии 2–3 см от нее) с двух сторон трубы выполняются проточки овальной формы.
- Будущей режущей части фрезы по дереву придается конусная форма, ее стачивают под углом 2–3°.
- Зажав заготовку в тисках, на ее торцевой части выполняют крестообразный надрез, для чего используется угловая шлифовальная машина.
- Со стороны режущей части на заготовке прорезаются пазы – вплоть до овальных отверстий.

Самодельные трубчатые фрезы
Используя самодельную торцевую фрезу, изготовленную из тонкостенной трубки, можно создавать в изделиях из дерева глухие или сквозные отверстия. При этом внутреннюю поверхность глухих отверстий необходимо дорабатывать с помощью стамески.
Многих домашних мастеров интересует вопрос о том, как сделать конусную фрезу большого диаметра своими руками. Следует иметь в виду, что изготовить такой инструмент для обработки дерева непросто, для этого надо использовать специальные заготовки и сложное металлорежущее оборудование.
Особенности применения
Конечно же, только смонтировать фрезер из электродрели недостаточно — требуется грамотно за ним ухаживать, чтобы он функционировал продолжительное время. Эксперты дают несколько следующих рекомендаций.
- Все поверхности из древесины требуется не только хорошенько обработать наждачной шкуркой, но и обработать защитным покрытием, чтобы увеличить способность сопротивляться различным неблагоприятным воздействиям со стороны.
- Следует тщательно проработать систему управления приспособлением, чтобы она была предельно комфортной.
- Можно сделать определённые дополнения, такие как система очищения рабочей области от стружки. Например, установить небольшой патрубок, который сможете присоединять к шлангу от простого пылесоса.


Фреза твердосплавная – компонент станочной продукции
Твердосплавные фрезы: область использования, конструктивные особенности
Всем нам время от времени требуется произвести какие-либо работы, связанные с обработкой металла. Особенно это касается собственников загородных домов и дач. Для изготовления отверстий в металлических деталях и обработки металлических поверхностей используются сверла и фрезы из твердых сплавов.
Твердосплавные фрезы применяют в большинстве случаев для обработки различных пазовых отверстий, а также при работе с металлическими изделиями. При этом такие изделия концевой разновидности являются неотъемлемой частью самих станков. Поражает широкий ассортимент всевозможных фрез, которые отличаются своей конструкцией, размерами и областью их применения.
Нужно отметить, что при выборе изделия следует знать, для чего компонент будет использоваться в будущем. Так, например, концевые твердосплавные пластины подвергают обработке поверхности перпендикулярного типа; угловые – обрабатывают изделия наклонного типа и т.д.

Широкое разнообразие твердосплавных фрез
Все твердосплавные фрезы имеют высокую степень надежности и устойчивости к механическим факторам. Преимущественно для их изготовления используют материалы с преобладанием вольфрама, благодаря которым можно обрабатывать твердые и жаростойкие поверхности.
Основные параметры, по которым различаются фрезы:
- форма;
- диаметр;
- размеры;
- конструкция.
Делаем вертикальный
Вертикальный фрезерный станок по дереву имеет много большие функциональные возможности и обеспечивает лучшее качество обработки материала, чем горизонтальный. Именно вертикальные фрезеры и строят более всего любители-самодельщики. Однако проблема борьбы с вибрациями в вертикальном фрезерном станке стоит много острее. Если в горизонтальном фрезере вибрации через подошву шпиндельного узла отдаются преим. вниз и эффективно гасятся, переотражаясь в толще материала, то в вертикальном станке волны упругости в плите станка распространяются в основном в стороны. При этом возможна их инерференция и возникновение стоячих волн с пучностями (фокусами) такой величины, что заготовку отбрасывает от фрезы. Поэтому одна из основных задач конструирования самодельного вертикального фрезера – подавление вибраций станка.
Конструктивная схема
Наименее подвержены вибрации вертикальные фрезерные станки с нижним приводом свободной (закрепленной только снизу) фрезы. Рабочий орган насаживается непосредственно на вал мотора. Весь привод выполняется по возможности виброустойчивым. Под воздействием биений фрезы на неоднородностях заготовки привод шатается, покачиваясь. При этом в волнах упругости появляется заметная поперечная (вертикальная) составляющая, эффективно поглощаемая станиной, а тяжелый мотор с массивным быстро вращающимся ротором играют роль инерционного поглотителя механических колебаний.
Устройство промышленного и самодельного домашнего вертикальных фрезерных станков по дереву показано на рис.:

Устройство промышленного и самодельного вертикальных фрезерных станков по дереву с нижним приводом
Основное их отличие в откидном (подъемном) упоре 7. Поскольку в любительских конструкциях приводы на 5 кВт и более с высокопроизводительными фрезами не применяются, откидной упор заменяется подъемным, предотвращающим выдавливание заготовки вверх от фрезы. Также для любительского станка вытачивается на заказ насадка-переходник с конусом Морзе на вал мотора такая же, как для самодельного сверлильного станка. На конус устанавливается стандартный зажимной патрон под цилиндрический хвостовик. В таком исполнении возможно использование также и насадных фрез: переходники к ним с цилиндрическим хвостовиком есть в продаже или входят в комплект фрез. Самые ответственные конструктивные узлы такого станка это:
- Опорная плита – основной гаситель продольных (горизонтальных) волн упругости в станке;
- Ввиброгасящая плата привода;
- Гребенчатые упоры (упор) – гасят вертикальные вибрации заготовки;
- Статический боковой упор – обеспечивает правильную подачу заготовки, а в самодельном станке еще и некоторую регулировку выхода фрезы (глубины обработки по горизонтали);
- Пылеулавливатель – отводит отходы обработки в пылесборник.
Последнее при фрезеровании совершенно необходимо, т.к. древесной пыли, опилок и стружки фреза дает в несколько раз больше, чем образуется их при распиловке. Опорная плита чаще всего выполняется заодно с виброгасящим подвесом привода. Тумба (станина) может быть любой, лишь бы плита с остальными частями вниз не грохнулись.
Плита и подвес привода

Установка привода самодельного фрезерного станка по дереву в опорную плиту
Окно (проем) для подвеса привода с плите станка чаще всего вырезают квадратный (см. рис. справа), так дома проще. Но станок в работе будет дрожать много меньше, если окно для привода выполнить круглым. В любом случае мотор не должен непосредственно касаться плиты (снова см. рис. справа), иначе вместо гашения вибраций получится их усиление.
Лучшие материалы для плиты и платы привода – волокнисто-слоистые пластики: текстолит, стеклотекстолит толщиной от 12-15 мм; чем толще, тем лучше. Оргалит и др. массивные пластики подходят меньше: они хорошо гасят вибрации, но со временем от нагрева мотором коробятся и станок теряет точность. Гетинакс и пр. термореактивные слоистые пластики непригодны: они от вибраций очень скоро расслаиваются.
Однако делать всю плиту цельной и нельзя, и нецелесообразно: сложно, дорого, вибрации самого привода будут беспрепятственно передаваться плите. Из пластика нужно сделать только плату мотора, а плиту – из пропитанной вибропоглощающим составом и переклеенной фанеры, причем сгодится низкосортная строительная и упаковочная. Переклеивать плиту нужно не менее чем из 5-ти листов так, чтобы волокна наружных слоев соседних были ориентированы взаимно перпендикулярно.
Схема раскроя стандартного листа фанеры 1550х1550х4 мм на листы для опорной плиты фрезерного станка по дереву дана слева на рис. Листы для плиты горизонтального фрезера выкраиваются без окон под мотор, но с раструбом пылеулавливателя (см. выше и далее). Размер плиты до 750х500 мм. Облой по 50 мм по контуру листа нужен, чтобы отсечь некачественный материал по краям.
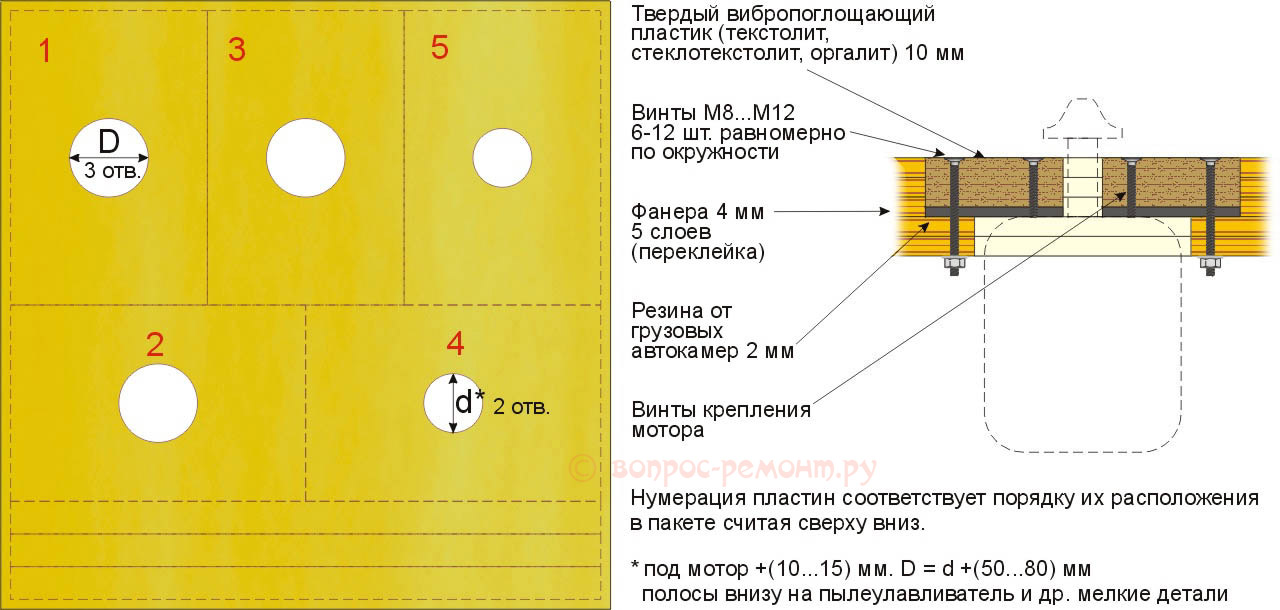
Схема раскроя листа фанеры и устройство подвеса привода самодельного фрезерного станка по дереву
Лист вначале 2-3 раза с каждой стороны обильно пропитывают строительным экогрунтом (водно-полимерной эмульсией), он отлично гасит вибрации. Интервал между пропитками не менее 3,5 час. Затем лист раскраивают, на полу расстилают пластиковую пленку (не ПВХ, приклеится!). Лист №1 кладут на пленку и кистью (лучше – «лохматым» малярным валиком) наносят на него тонкий ровный слой монтажного (усиленного) ПВА; такой же слой – на смежную сторону листа №2. Кисть (валик и его лоток) немедленно по нанесении клея бросают в ведро с водой, а по окончании всей поклейки промывают в воде.
Листы перед складыванием выдерживают 15-20 мин (или по инструкции на упаковке клея), складывают и поправляют, не разнимая, чтобы точно сошлись края окна привода. Затем таким же образом приклеивают листы №№3, 4 и 5. Весь пакет накрывают пленкой и нагружают по всей площади рассредоточенным грузом от 30-40 кг (лучше всего – навалить побольше книг или подшивок журналов). Сушат не менее 3-х суток при комнатной температуре: монтажный ПВА прочен, его клеевой слой вязок и отлично поглощает вибрации, но сохнет до полной прочности долго.
Конструкция подвеса мотора показана в разрезе справа на рис. Между платой мотора и плитой станка нужно оставить зазор в 0,5-1 мм. Вычищать из него опилки не надо: они будут дополнительной боковой виброгасящей подушкой. Мотор желательно подыскать с крепежными лапами, выступающими за габарит корпуса: тогда можно будет устанавливать (не оперативно) вынос фрезы вверх. Для установки фрезы по высоте крепежные винты мотора берут длинные, а самый вынос выставляют, надевая на них, между резиновой подушкой подвеса и корпусом мотора, стальные шайбы поочередно с прокладками из той же камерной грузовой авторезины.
Проверяется плита с подвесом на качество изготовления карандашом. Если его поставить торчмя в 5 см от края платы подвеса, то при включенном двигателе на холостом ходу карандаш не должен падать.
Упор и пылеулавливатель
Чертеж простейшего, но хорошего статического бокового упора с раструбом пылеулавливателя см. на след. рис. Материал – переклеенная фанера из того же листа. Отверстия под гребенчатый и подъемный упоры насверливаются по 3-5 шт: первые в 50 мм от краев выреза под фрезу (прямоугольного); остальные через 25-30 мм. Положение упоров подбирается в зависимости от размеров заготовки и качества ее материала. Боковой вынос фрезы в небольших пределах регулируется поворотом упора и закреплением струбциной.
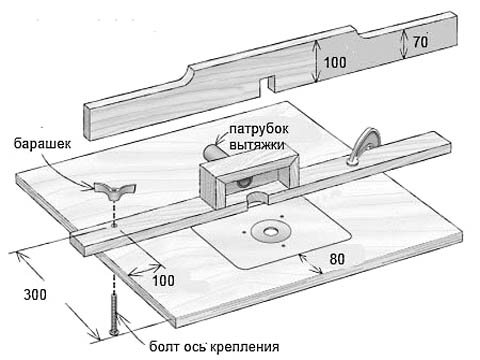
Чертеж бокового упора с пылеулавливателем самодельного фрезерного станка по дереву
Гребенка
Чертеж гребенчатого упора фрезерного станка по дереву дан на след. рис. Материал – твердая упругая мелкослойная древесина (дуб, бук, орех) без дефектов – свилей, гнили, косослоя, сучков – толщиной 20 мм. Гребенок нужна пара, правая и левая, чтобы заготовку можно было подавать с любой стороны.

Чертеж гребенчатого упора самодельного фрезерного станка по дереву
Первый по ходу заготовки зуб гребня (обратите внимание!) укорочен на 3 мм. Он непосредственно не контактирует с заготовкой, но служит отбойной пружиной для всего гребня. Без нее гребенка может защемиться не заготовке и поломаться.
Крепление гребенок к боковому упору – болтом с гайкой-барашком сквозь продольный паз (щелевое отверстие на рис.); фиксация нерабочей винтом-саморезом к тому же упору сквозь отверстие D7. В рабочее положение гребенку ставят так, чтобы она касалась заготовки всеми зубьями, кроме первого, и фиксируют барашком.
Делаем копировальный фрезер
Копирование по дереву фрезерованием заготовки дело очень тонкое. Принцип 2- и 3-координатного (2D и 3D) копирования одинаков: щупом копира обводят контур плоского образца (шаблона) или водят по поверхности объемного. Фреза фрезерующей головки точно повторяет движения щупа, снимая лишнее дерево с заготовки. Водить щупом нужно осторожно и не спеша, чутко чувствуя сопротивление материала: заготовка-то не из воздуха. Начинать осваивать копирование по дереву лучше с 2D. Таким способом уже возможно неплохо зарабатывать: плоские декоративные детали с наведенной на вертикальном фрезере калёвкой пользуются хорошим спросом, а делаются довольно быстро. Но и для 2D, и для 3D копирования понадобится специальная фрезерующая головка.
Головка
Копировальные фрезерующие головки отдельно есть в продаже, но стоят дорого. Заменить фирменную головку можно дрелью без ударного механизма: «долбежные» дрели непригодны для копирования в силу конструктивных особенностей из шпиндельного узла. Для начала подойдет любая дрель или шуруповерт, но лучше приобрести инструмент повышенной точности. Такая дрель дороже обычной, но намного дешевле фрезеровочной головки, а по качеству работы ей не уступает. Распознать точную дрель просто по виду: на шейке ее корпуса – металлический воротник для установки в станину сверлильного станка под дрель.
Для 2D копирования по дереву применяются станки с пантографом, настольным и навесным. Настольный станок-пантограф сделать своими руками проще, но точности копирования лучше 1 мм добиться будет трудно. На станке с навесным пантографом можно буквально рисовать и оставлять автографы на заготовке.
Устройство 2D копировально-фрезерных станков по дереву показано на рис: слева настольного; справа с навесным пантографом. Последний в сущности гравировальный станок. Щуп там и там игольчатый с радиусом закругления конца ок. 0,5 мм (в гравировальном до 0,1 мм и менее). Фреза шарошечная коническая; установкой ее на разный вынос в патроне головки регулируются ширина и глубина выбираемой канавки.
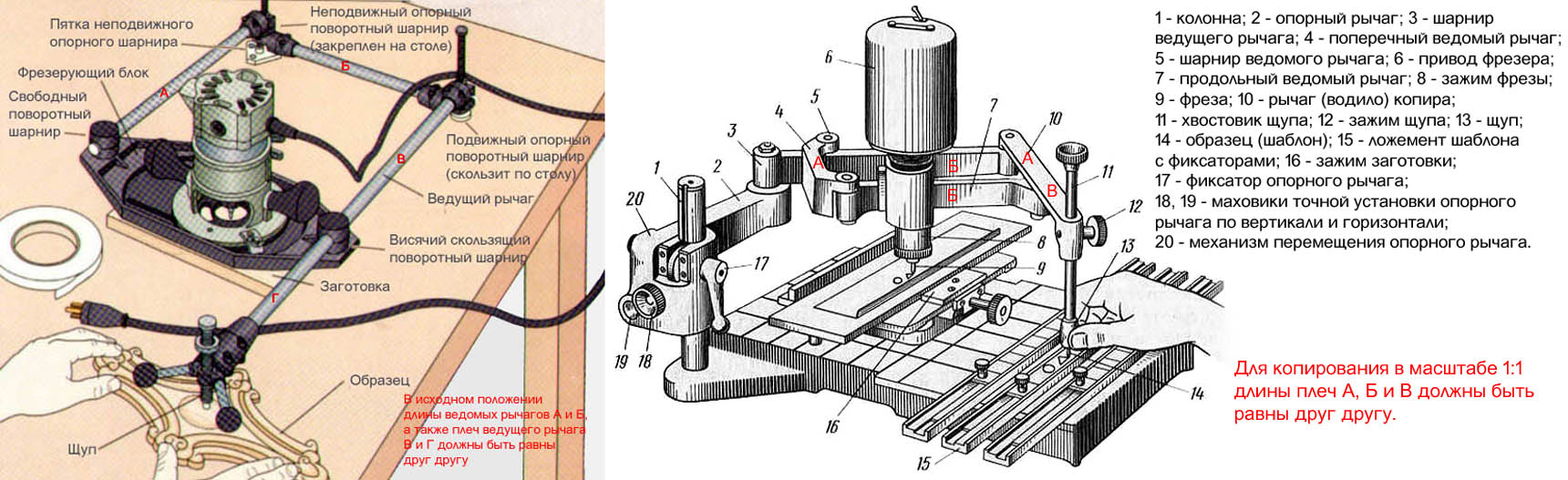
устройство 2D фрезерных копировальных станков по дереву
Нужен ли масштаб?
Рисовальные и чертежные пантографы делают масштабирующими (см. рис.). Копирование по дереву производят как правило в масштабе 1:1. Дело в том, что вследствие сопротивления материала погрешность копирования по дереву сильно увеличивается из-за люфтов в шарнирах; профессиональный гравировальный станок сложный прецизионный дорогостоящий агрегат. Но если копировальный пантограф настроен на масштаб 1:1, наблюдается интересное явление: биения в шарнирах как бы компенсируют друг друга, и общая погрешность из-за люфтов возрастает незначительно.
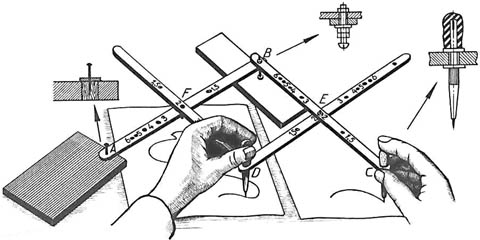
Рисовально-чертежный пантограф с масштабированием
3-координатные фрезерно-копировальные станки (дупликарверы) довольно активно расходятся на рынке инструментов несмотря на высокие цены. На дупликарвере можно делать по объемному образцу (не обязательно деревянному; напр., по лепному) его копии, на взгляд среднего потребителя не уступающие оригиналу по художественным достоинствам.
Устройство фабричного дупликарвера показано слева на рис. Его копир (фрезер + щуп) имеют 4 степени свободы: качаются вверх-вниз, вперед-назад, поворачиваются в вертикальной плоскости перемещаются вправо-влево. Без «лишней» степени свободы по сравнению с числом геометрических измерений копируемой фигуры можно было бы обойтись, если бы перемещения копира по всем трем осям были прямолинейны (как в станках с ЧПУ), но это технически сложно и дорого. Те же степени свободы могут быть реализованы в иной кинематической схеме, применяемой в большинстве самодельных дупликарверов (в центре на рис.).
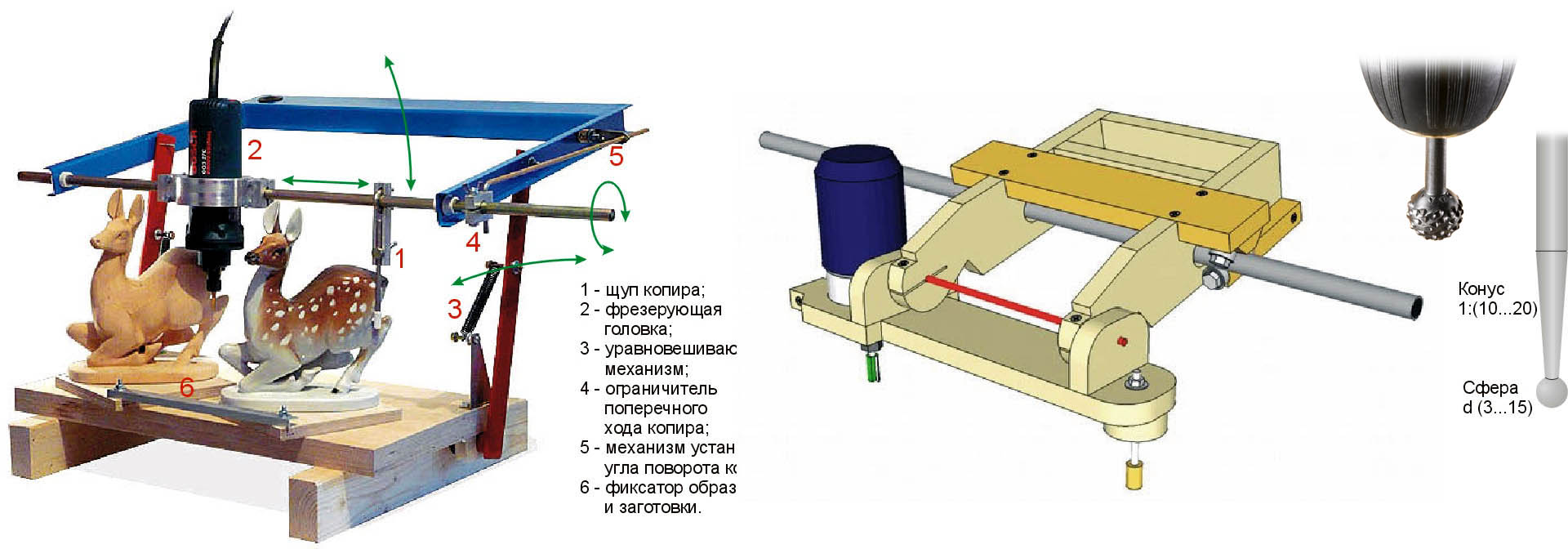
3D фрезерно-копировальные станки под дереву (дупликарверы) промышленного производства и самодельный
Опытные копировщики работают цилиндрическими щупом и шарошкой. Шаблон при этом обводят самым краешком щупа (кольцевой гранью его нижнего торца); рабочей оказывается и соотв. грань фрезы. Образец и заготовку закрепляют в точно одинаковом положении на совершенно одинаковых подставках. Их в процессе работы приходится класть на бок и переворачивать вверх ногами, каждый раз фиксируя подставки в точно определенном положении относительно друг друга. Таким образом действительно возможно точно скопировать фигуру сложности как слева на рис.
Начинающим копировщикам лучше учиться делу на менее сложных образцах, применяя сферические щуп и шарошку, справа на рис. Щуп нужно точить на заказ. «Микронной» точности не требуется; вместо сферы на конце щупа может висеть капля. Но наконечник щупа нужно дома зашкурить мелкой наждачкой и отполировать войлоком или кожей со спиртом и пастой ГОИ. Диаметр фрезы берется равным поперечнику наконечника щупа, иначе контуры слева и справа (сверху и снизу) не сойдутся. Рукоять щупа также лучше точеная из дерева грушевидная; щупом из отвертки с ребристой пластиковой рукояткой «отдача» материала заготовки чувствуется гораздо хуже.
Изготовление изделия
Этап 1. Подготовка к заточке.

Для этого процесса нам понадобиться вот такой каменный диск, как на фото. Кому жаль пускать на это дело новые – можно достать уже, так сказать б/у. Ведь, в процессе придется слегка изменить радиус колеса, чтобы при работе на стойке в итоге изделие получилось нужной формы. Для этого стоит использовать «шарожки», которые помогут быстро привести каменное колесо в нужную форму
Этап 2. Изготовление ножей.

С помощью все той же стойки вырезаем по шаблону необходимую нам форму. После того, как колесо стало нужной формы (предыдущий этап), делать это стало гораздо легче. Итого: изделие стало необходимой нам формы. Что же дальше? Далее мы точим его до такой степени, чтобы метал стал немного загибаться внутрь – именно это должно служить сигналом, что необходимо прекратить процесс.
Этап 3. Формирование готового изделия.

Итак, завершающий этап – формирование. Ножи, которые получились у нас в ходе предыдущих этапах, требуется вставить в пустые выемки на фрезе. На данном этапе становится понятно, к чему было соблюдать пропорции сторон на предыдущих стадиях. Аккуратно вставляем ножи до упора во фрезу и вуа-ля! – изделие полностью готово к эксплуатации, а затраченные средства минимальны.
Период же эксплуатации этих самодельных ножей может разниться, но по статистике значительно превышает приложенные к изделию аксессуарные ножи, которым требуется постоянная заточка и внимание в процессе работы.
Соблюдайте границы изделия по шаблону, четко следуйте вышеизложенным инструкциям и вот – не более чем через полчаса вы получаете в свое распоряжение качественно изготовленное изделия за минимальную сумму.
Главная
![]()
Уже на протяжении многих лет мы предоставляем своим клиентам полный комплекс логистических решений, связанных с подготовкой и реализацией внешнеэкономических сделок. Мы гарантируем индивидуальный подход и гибкую ценовую политику.
Деревообрабатывающие станки
Если ваша компания
• занимается обработкой дерева,
• нуждается в обновлении или модернизации производства,
• вы ищете надежных поставщиков или вас интересует расширение рынка сбыта в Норильске, Минусинске, Канске, Ачинске, Зеленогорске, Железногорске, Лесосибирске,
тогда компания «ЛесТехМаш» предлагает вам свои услуги.
Мы являемся официальным дилером китайского производственного предприятия YUANCHUANGCO., LTD в России, а также представляем интересы компании DELIELECTRICALCO., LTD. Это ведущие производители специализированного оборудования и авторы революционных разработок.
В интернет каталоге представлены деревообрабатывающие станки (Красноярск) , разнообразное промышленное оборудование и инструмент в широком ассортименте. При этом цена на товар от китайских производителей отличается доступностью, если сравнивать ее с европейскими аналогами.
Для всех, кто хочет купить станок по дереву – наше предложение
Каждый, кто занимается обработкой дерева, знает, насколько важно иметь качественное оборудование. Станки деревообрабатывающие, бревнопильные, торцовочные станки и другие, должны отличаться высокой производительностью, надежностью и долговечностью, не доставляя хлопот во время эксплуатации.
Продажа именно такого оборудование— основной вид деятельности нашей компании.
Сертифицированная продукция
Деревообрабатывающая техника китайских производителей, с которыми мы сотрудничаем, прошла все необходимые испытания и проверки. Соответствие высоким стандартам качества подтверждено официальными документами. Поэтому если вы решили купить станок по дереву от компании YUANCHUANG, вы можете быть уверены в качестве выбранного продукта.
Лояльность ценовой политики
У нас деревообрабатывающие станки купить можно по очень выгодной стоимости. Предлагать доступные цены позволяет:
• Непосредственное сотрудничество с производителями.
• Наличие широкой сети представительств в Китае.
• Налаженные партнерские отношения в России.
Гарантируем выгодные условия сотрудничества!
Если вам необходимы качественные станки деревообрабатывающие, купить вы их можете без каких-либо хлопот. Имея многолетний опыт работы с Китаем, мы берем на себя оформление необходимой документации на купленный товар, таможенное оформление и сопровождение груза до места назначения. Вы ставите перед нами задачу, мы занимаемся ее решением, гарантируя максимально быстрый и качественный результат.
Купить деревообрабатывающий станок
В нашей компании, представлено всевозможное оборудование и запчасти к нему, а также сопутствующие товары, такие как мелки для нанесения отметок на дерево. Но, кроме того, что у нас можно купить деревообрабатывающий станок универсальный или комбинированный для производственных нужд, также вы найдете многофункциональный станок, дисковую пилу, различный инструмент и комплектующие к ним.
Доставка продукции возможна в любой край России. Мы сотрудничаем с ведущими транспортными компаниями, что позволяет предложить максимально выгодные условия сотрудничества нашим клиентам.
Источник https://www.stankoff.ru/category/2/derevoobrabatyivayuschie-stanki
Источник https://mas-te.ru/sdelayu-sam/frezernyj-stanok-po-derevu-svoimi-rukami-varianty-chertezhi-izgotovlenie/
Источник http://lestehmash.com/