Вес и другие характеристики оцинкованного листа: виды, характеристики, расчет веса
Вес листовой металлопродукции можно подсчитать, умножив ее удельную массу (в кг/м2), то есть 1 м2, на общую площадь всего количества изделия (м2). Вес 1 м2 вычисляют как произведение удельной плотности материала и его объема, который определяют умножением толщины на ширину и длину.
Оцинковку изготовляют из листового холоднокатаного проката. Она состоит из основания – металлического листа – и защитного цинкового покрытия. Плотность стали и цинка отличны: 7850 кг/м3 и 7133 кг/м3 соответственно. Значит, масса оцинкованного листа не только складывается из веса стального основания и покрытия, но и зависит от их толщин, которые могут быть разными.

Оцинкованный лист изготовляют по ГОСТу 14918, в котором указано, что лист выпускают толщиной 0,5–2,5 мм, но все размеры и допуски отклонения от них должны соответствовать ГОСТу 19904 – по нему производят холоднокатаный прокат для основания.
Согласно этого ГОСТа листы должны выпускаться с толщиной из определенного ряда размеров, в котором шаг изменения этой характеристики между соседними позициями составляет: для проката до 0,8 мм – 0,5 мм, 0,8–1,8 мм – 0,1 мм, 1,8–2,2 мм – 0,2 мм и для последнего наименования – 0,3 мм. То есть: 0,5, 0,55 и так далее, потом 0,8, 0,9 и дальше по списку.
Однако в ГОСТ 19904 есть дополнение: по требованию заказчика допускается изготовлять листы с размерами, отличающимися от указанных выше.
Производство оцинкованных листов
Но при реализации, как правило, все указывают типовые размеры. А на деле толщина, а значит, и вес листов могут быть меньше.
Кроме того, толщина слоя цинка на листе тоже бывает разной. Она зависит от класса этого защитного покрытия. В конце статьи приведена таблица классификаций с указанием соответствующих толщин.
Замеряем толщину листа штангенциркулем или микрометром. В сопроводительном документе качества, прилагаемом производителем оцинковки к своей продукции, выясняем класс покрытия. Затем вычисляем толщину стального основания изделий (T1) – от общей (T) отнимаем толщину покрытия (T2):
Вычисляем удельную массу листов (кг):
где m1 и m2 – вес основания и цинкового покрытия соответственно.
Измерение толщины листа штангенциркулем
Подставив размеры для 1 м2 изделия и плотность материалов, из которых он состоит, получим формулу:
m = T1*1*1*7,850 + T2*1*1*7,133.
Плотность переведена из кг/м3 в т/м3, чтобы не преобразовывать толщину из мм в м.
Рассчитываем общую массу листа: M = m*L*H, где L и H длина и ширина соответственно в метрах, а m в кг/м2.
Вычислим сколько весит лист 0,55 мм с размерами 1×2 м и классом покрытия 2. Толщина слоя цинка 0,0216 мм, а стального основания:
T1 = 0,55 – 0,0216 = 0,5284 мм.
Расчет веса листовой оцинковки
Опустим промежуточное вычисление удельного веса, сразу подставив все величины в формулу для расчета m:
M = 0,5284*1*2*7,850 + 0,0216*1*2*7,133 = 8,604 кг.
Отсюда можем обратно получить удельный вес:
m = M/2 = 8,604/2 = 4,302 кг.
Типы цинкового покрытия.
| Класс покрытия | Толщина покрытия, мм |
| 1 | 0,0381 |
| 2 | 0,0216 |
| Z100 | 0,0208 |
| Z140 | 0,0212 |
| Z180 | 0,026 |
| Z200 | 0,0297 |
| Z275 | 0,0405 |
| Z350 | 0,0529 |
Вес и другие характеристики оцинкованного листа

Оцинкованные листы востребованы во многих сферах, что связано с наличием у них таких качеств, как превосходные эксплуатационные характеристики и доступная цена. В большинстве своем этот материал является востребованным в строительной сфере, где на его основе сооружают кровли, строят заборы, хозпостройки и т.д. Также есть интерес к подобным листам со стороны предприятий машиностроения.
Как производится
Чаще всего для создания оцинкованного листа применяется металл марки СТ08ПС. Аббревиатура «ПС» применяется для обозначения полуспокойной стали. Уровень качества ее исполнения таков, что с ней не могут конкурировать кипящие и полукипящие виды этого металла. В ряде случаев для создания подобных листов могут применяться и другие виды сталей:
- Ст1 (2 или 3);
- 08кп;
- 08пс;
- 08Ю и т. д.
Согласно технологии изготовления оцинкованного листа, в обязательном порядке должны быть проведены следующие этапы:
- Сначала проводится обработка горячекатаной металлической полосы, с поверхности которой удаляется окалина. Для этой операции применяется метод кислотного травления. Нередки случаи, когда при изготовлении оцинкованного листа применяют углеродистую рулонную сталь холодной раскатки.
- Заготовка подвергается специальной обработке, которая сводится к прокалыванию на специальном станке. Подобная операция позволяет обеспечить полосе требуемую толщину.
- На этом этапе выполняется отжиг металла.
- Завершается изготовление листов операцией гальванической оцинковки, для чего применяется специальный аппарат.
Основным нормативным документом, на основании которого формируется сортамент процедуры, выступает ГОСТ 19904-74. Цинк является не единственным материалом, который может применяться для этой операции. Также могут использоваться и другие металлы, например, алюминий и свинец.
Подобные металлические листы часто изготавливаются с применением цинка марок Ц0 и Ц1. Слой цинка на подобных профилях чаще всего имеет толщину, равную 0,01-0,06.
В некоторых случаях лист может обрабатываться специальным маслом, которое может быть заменено такой операцией, как пассивирование. Все подобные работы представляют такой процесс, как консервация оцинковки.
Это делается для того, чтобы обеспечить более высокий уровень защиты металла от коррозии.
Основные разновидности
Можно выделить несколько видов оцинкованных листов:
- профили под покраску;
- профили общего назначения;
- профили, рассчитанные на холодное профилирование;
- изделия, предназначенные для холодной штамповки.
В рамках последней группы можно выделить еще несколько подвидов в зависимости от возможностей к вытяжке:
- Н – нормальное;
- Г – глубокое;
- ВГ – весьма глубокое.
Исходя из равномерности толщины оцинковки, подобные профили могут быть разделены на:
- НР – нормальной разнотолщинности;
- УР — умеренной разнотолщинности.
В современных условиях на рынке можно встретить профили, имеющие глубокую, обычную и очень глубокую вытяжку.
Сфера использования
Подобные листы станут отличным выбором для создания самых разнообразных конструкций, что обусловлено эксплуатационными характеристиками цинка. На основе этих листов могут создаваться:
- водостоки зданий;
- ведра и цистерны;
- стальные профили, которые могут применяться для изготовления каркасов под отделочные материалы;
- кузова машин;
- рифленые и ровные кровельные листы;
- трубы и запорная арматура.

Довольно часто этот материал применяется в тех областях, где предъявляются повышенные требования к устойчивости материала к разнообразным внешним факторам.
Скажем, оцинкованный профиль толщиной 1 мм получил распространение в сфере машиностроения, где на его основе изготавливаются разные виды приборов.
Также для устройства кровель могут стать хорошим вариантом листы толщиной 0,5 мм.
Предлагаемые в специализированных розничных сетях оцинкованные листы имеет толщину порядка 0,5- 1,9 мм, длину 2000-2500 мм, ширину 700-1800 мм.
Как рассчитывается вес листа оцинкованного
Учитывая, что оцинкованные листы получили широкое применение в строительной и иных областях промышленности, часто приходится выполнять расчет необходимого количества профилей. Для определения веса оцинкованной стали не приходится прибегать к сложным методикам. В этом может помочь хорошо известная всем из курса средней школы формула:
М = М1 + М2,
М — соответствует массе профиля,
М1 — указывает на вес стали,
М2 — обозначает вес цинка.
На практике же для определения веса оцинкованных профилей прибегает к несколько иному способу. Помощь в этом вопросе оказывают таблицы или же специально разработанные программы.
Требования госстандарта к качеству профилей
Любой материал с цинковым покрытием должен в обязательном порядке создаваться с с соблюдением всех требований ГОСТа. В отношении оцинкованных профилей можно выделить следующие требования:
- толщина слоя цинка на поверхности должна быть одинаковой на каждом участке;
- поверхность не должна предусматривать рваных краев;
- должно быть исключено наличие наплывов на поверхности профилей;
- после механической обработки оцинкованных поверхностей на них не должно присутствовать повреждений.
Профнастил
Этот материал представляет разновидность оцинкованного листа, являющуюся востребованной в сфере строительства. Нормативным документом, определяющим требования по его производству, выступает ГОСТ 24045-94.
С помощью профнастила можно обеспечить высокую защиту крыш домов, а также создавать на его основе разнообразные ограждающие конструкции. Высокий спрос на этот материал обусловлен в первую очередь высокой поперечной жесткостью. Профнастил способен успешно справляться со значительными нагрузками.
Вдобавок к этому он хорошо держит воду и не создает проблем при окрашивании.
Заключение
В современных условиях не удивительно то, что оцинкованные листы пользуются большой популярностью во многих сферах. Обладая высокой прочностью и доступной ценой, они становятся прекрасным выбором для решения различных задач.
Однако при выборе подобных профилей необходимо обращать внимание на маркировку изделия. В ней должно быть указано на соответствие ГОСТу. Именно такие оцинкованные листы способны в полной мере демонстрировать все свои лучшие качества.
Поэтому выбор в пользу такой продукции будет наиболее правильным.
Расчет партии оцинкованного листа

Стальной оцинкованный лист – металлопродукция, применяемая в качестве полуфабриката для изготовления изделий способами холодного профилирования, штамповки с последующим окрашиванием.
В качестве исходного материала используются тонкие (обычно толщиной до 2 мм) горячее- и холоднокатаные листы из углеродистой стали обыкновенного качества и качественной, различных степеней раскисления.
Особенности производства оцинкованного листа
Изготовление этой металлопродукции регламентируется ГОСТом 14918-80. Существует несколько способов цинкования:
- Горячее. Осуществляется в специальных ваннах с расплавленным цинком. После обработки изделие обдувают сжатым воздухом для удаления лишнего цинка и просушивания. Для такого покрытия характерны: значительная толщина, прочность, недостаточные декоративные характеристики.
- Гальваническое (электрохимическое). Этот способ позволяет получать равномерный декоративный цинковый слой, обладающий высокой адгезией к основе.
- Холодное. Производится с использованием цинкосодержащих составов. Такое покрытие обладает невысокой устойчивостью к внешним воздействиям.
В результате цинкования получают листы с различной толщиной покрытия:
- повышенной – 40-60 мкм;
- 1 класса – 18-40 мкм;
- 2 класса – 10-18 мкм.
Расчет массы оцинкованного листа
Для определения массы оцинкованного листа, зависящей от его площади и толщины, можно воспользоваться одним из трех способов.
Онлайн-калькулятор
Это наиболее простой вариант, позволяющий определить по размерам листа его массу, площадь, количество листов в тонне.
Определение веса стального оцинкованного листа по формуле
Формула M = A*B*h*ρ, в которой:
M – масса, кг;
A – длина, м;
B – ширина, м;
h – толщина, мм;
ρ – средняя плотность стали, равная 7,85 кг/дм3.
Определение массы оцинкованного проката по таблице
Таблица весов оцинкованных листов в кг, имеющих наиболее распространенные размеры
Толщина, ммМасса 1 м2, кгМасса листа, кг1,0х2,0 м1,25х2,5 м
| 0,5 | 3,9 | 7,8 | 12,2 |
| 0,55 | 4,3 | 8,58 | 13,4 |
| 0,6 | 4,7 | 9,36 | 14,6 |
| 0,7 | 5,45 | 10,9 | 17,1 |
| 0,8 | 6,25 | 12,5 | 19,5 |
| 0,9 | 7,0 | 14,0 | 21,9 |
| 1,0 | 7,8 | 15,6 | 24,4 |
| 1,1 | 8,6 | 17,2 | 27,0 |
| 1,2 | 9,35 | 18,7 | 29,4 |
| 1,3 | 10,15 | 20,3 | 31,7 |
| 1,4 | 10,9 | 21,8 | 34,1 |
| 1,5 | 11,7 | 23,4 | 36,6 |
| 1,6 | 12,5 | 25,0 | 39,0 |
| 1,7 | 13,25 | 26,5 | 41,4 |
| 1,8 | 14,05 | 28,1 | 43,9 |
| 2,0 | 15,6 | 31,2 | 48,8 |
Все перечисленные выше варианты позволяют определить теоретическую массу оцинкованного листа, которая может несколько отличаться от фактической.
Расчет массы профнастила
Масса 1 м2 профилированного оцинкованного листа зависит от толщины проката и геометрии профиля. В таблице представлены веса профнастила наиболее популярных марок.
Марка профнастила Толщина, мм Масса 1 м2, кг Марка профнастила Толщина, мм Масса 1 м2, кг Для кровель и несущий Универсальный Стеновой
| Н 57 | 0,55 | 7,4 | НС 35 | 0,55 | 6,3 |
| 0,7 | 8,6 | 0,7 | 7,4 | ||
| 0,8 | 9,8 | 0,8 | 8,4 | ||
| Н 60 | 0,7 | 8,8 | НС 44 | 0,7 | 8,3 |
| 0,8 | 9,9 | 0,8 | 9,4 | ||
| 0,9 | 11,1 | ||||
| Н 75 | 0,7 | 9,8 | С 15 | 0,55 | 5,4 |
| 0,8 | 11,2 | 0,7 | 6,8 | ||
| 0,9 | 12,5 | С 18 | 0,55 | 6,3 | |
| Н 114 | 0,8 | 13,0 | 0,7 | 7,4 | |
| 0,9 | 15,6 | С 21 | 0,55 | 6,3 | |
| 1,0 | 17,2 | 0,7 | 7,4 |
Для определения массы листа вес 1 м2 умножают на его длину и ширину.
Характеристики оцинкованного листа: размеры, вес

Термодинамическая нестабильность сплавов на основе железа приводит к образованию коррозии – всем известной ржавчины.
Цинкование листов и других видов продукции из стали является надежным способом защиты их поверхности от развития коррозионных процессов.
Существует несколько видов оцинкованных листов, различающихся по способу изготовления. Наиболее распространено нанесение защитного слоя горячим и гальваническим методами.
Характеристики листа, оцинкованного горячим способом

Процесс горячего цинкования заключается в погружении изделия с химически чистой поверхностью в ванну, в которой происходит реакция расплавленного цинка с железом. В результате образуется защитная пленка.
Для этого требуется предварительная подготовка листа: обезжиривание, пескоструйная обработка, кислотное травление, покрытие флюсом.
Избыточное количество цинка стекает в ванну, а изделие охлаждается в воде или на воздухе.
Согласно ГОСТу 14 918, оцинкованный лист по горячей технологии изготавливают шириной 710-1810 мм, толщиной 0,5-2,5 мм. Толщина цинкового слоя по ГОСТу 9.307-89 устанавливается в пределах 40-200 мкм, вне зависимости от размеров и характера заготовки.
Толщина покрытия оцинкованного листа по требованиям EN ISO 1460
| Толщина листа, мм | Минимальная локальная толщина покрытия, мкм | Минимальная средняя толщина покрытия, мкм |
| до 1,5 | 35 | 45 |
| 1,5-3,0 | 45 | 55 |
| 3,0-6,0 | 55 | 70 |
Гальваническое цинкование стального листа
Электролитическое покрытие стального проката цинком осуществляется в специальной ванне. Поэтому и в данном случае размеры оцинкованного листа ограничиваются габаритами технологической емкости.
В ванне находятся цинковые аноды, электролит и катод, функцию которого выполняет защищаемое изделие. При подключении к установке электрического тока положительно заряженные ионы цинка направляются к стальному листу, покрывая его плотным слоем.
Это высокопроизводительный процесс, обеспечивающий низкую себестоимость получаемой продукции.
Гальванический процесс имеет два серьезных недостатка: толщина цинкового слоя обычно не превышает 40 мкм, а производственные отходы высоко токсичны и требуют многоступенчатой очистки перед утилизацией.
Профилированный стальной лист – достаточно новый, но быстро набирающий популярность материал, на который разработана нормативная документация – ГОСТ 24045-2010.
На рынке предлагаются изделия толщиной 0,3-1,0 мм, ширина зависит от производителя, но обычно находится в пределах 1080-1150 мм, длина – до 12 м.
Вес профилированного оцинкованного листа определяется длиной, шириной, толщиной и характеристиками волны изделия.
Качественный профнастил для крыши имеет толщину защитного слоя не менее 90 мкм. Изделия с более тонким цинковым покрытием используются, как правило, для временных ограждений или устройства опалубки.
Оцинкованный лист: вес и толщина

Популярность оцинкованного листа определяется его отличными эксплуатационными характеристиками и невысокой стоимостью. Используется этот материал в основном в строительстве: для покрытия кровель, возведения заборов, хозпостроек и т. д. Часто применяют его и в машиностроении.
Как производится
Изготавливается оцинкованный лист обычно из металла марки Ст08пс. Буквами «пс» маркируется так называемая «полуспокойная сталь». По качеству она несколько превосходит кипящие и полукипящие разновидности этого металла. Иногда листы изготавливают также из стали:
- Ст1 (2 или 3),
- 08кп,
- 08пс,
- 08Ю и т. д.
Процесс производства оцинкованного листа включает в себя такие этапы:
- С горячекатаной стальной полосы снимается окалина. При этом используется технология кислотного травления. Часто для производства оцинкованного листа используется и углеродистая рулонная сталь холодной раскатки.
- Заготовка прокатывается между валами на специальном станке. На этом этапе полосе придается необходимая толщина.
- Производится отжиг металла.
- В специальном агрегате выполняется гальваническая оцинковка листов. Сортамент процедуры определяется ГОСТ 19904-74. Помимо цинка во время выполнения этой операции используются также такие металлы, как алюминий и свинец.
При производстве стальных листов этого типа обычно используется цинк марок Ц0 и Ц1. Несколько реже применяют материал Ц2. Толщина слоя цинка на листах обычно составляет 0.01-0.06 мм. Иногда поверх листа наносится еще и специальное масло либо выполняется пассивирование. Данные операции называются консервацией оцинковки. Производятся они с целью дополнительной защиты металла от коррозии.
Основные разновидности
Существует четыре типа такого материала, как оцинкованный лист:
- предназначенный под покраску (ПК);
- общего назначения;
- используемый под холодное профилирование (ХП);
- выпускаемый для холодной штамповки (ХШ).
Сырье последней группы классифицируется по возможностям к вытяжке на:
- «Н» — нормальное;
- «Г» — глубокое;
- «ВГ» — весьма глубокое.
По равномерности толщины оцинковки листы классифицируются на:
- НР – нормальной разнотолщинности;
- УР – умеренной разнотолщинности.
Современной промышленностью выпускаются листы с глубокой, обычной и очень глубокой вытяжкой.
Сфера использования
Эксплуатационные характеристики этого материала позволяют применять его при возведении самых разных конструкций. Оцинкованный лист используется для изготовления:
- водостоков зданий;
- ведер и цистерн;
- металлопрофиля для создания каркасов под отделочные материалы;
- кузовов автомобилей;
- рифленых и ровных кровельных листов;
- труб и запорной арматуры.
Широкое применение этот материал нашел там, где требуется повышенная устойчивость к разного рода атмосферным воздействиям. Лист оцинкованный 1 мм (толщина), к примеру, часто используется в машиностроении при изготовлении разного рода приборов. Для покрытия кровель неплохо подходит лист 0.5 мм и т. д.
Основные технические характеристики
Толщина оцинкованного листа, реализуемого в специализированных розничных сетях, составляет обычно 0.5-1.9 мм, длина – 2000-2500 мм, ширина 700-1800 мм. Материал таких размеров считается стандартным. В таблице ниже эти параметры приведены еще раз — для наглядности.
| Характеристика | Параметры (мм) |
| Ширина | 700-1800 |
| Толщина | 0.3-0.45 |
| Длина | 2000-2500 |
Профнастил
Эта разновидность оцинкованного листа пользуется на современном строительном рынке особым спросом.
Изготавливается профнастил по ГОСТ 24045-94 и отлично подходит для защиты крыш домов, а также возведения разного рода ограждающих конструкций. Популярность его определяется прежде всего повышенной поперечной жесткостью.
Нагрузки профнастил может выдерживать очень большие. Помимо этого, он совершенно не пропускает воду и легко красится.
Как рассчитывается вес листа
В связи с тем, что этот материал в строительстве и других сферах промышленности используется очень широко, часто возникает необходимость в расчете необходимого его количества. Узнать вес листа оцинкованного очень легко. Можно воспользоваться, к примеру, хорошо известной всем из курса средней школы формулой расчета:
М = М1 + М2, где: М — вес листа, М1 — масса железа, М2 — масса цинка.
- M1 = t1 х l1 х h1 х p1, где: l – длина листа, t — толщина, h — ширина, p — плотность железа (7.85 т/м3);
- М2 = t1 х l2 х h2 х p2, где t2 — толщина цинкового слоя, l2 – длина покрытия, h2 – ширина, p2 – коэффициент плотности для цинка (7.13 т/м3).
На практике часто применяется и другой метод расчета. Вес листа оцинкованного определяют по таблицам или пользуясь специально разработанными программами.
Толщина цинкового покрытия
В зависимости от этого показателя стальной лист рассматриваемой разновидности делится на три основных класса:
- «П» (40-60 мкм);
- 2 (10-18 мкм);
- 1 (18-40 мкм).
Также оцинкованный слой может иметь рисунок кристаллизации (КР) или нет (МТ).
Пример расчета веса
По формуле этот показатель вычисляется достаточно просто. Если взять в качестве примера лист оцинкованный 0.5 мм (толщина) длиной 2000 мм и шириной 1000 мм с первым классом защитного покрытия (0.0381 мм), тогда расчет производится так:
- М1 = 0.45 х 1 х 2 х 7.85 = 7.065 кг (0.45 — так как толщина железа первого класса покрытия меньше общей на 0.05 мм).
- М2 = 0,0381 х 1 х 2 х 7,13 = 0,543306 кг.
- М = М1 + М2 = 7.065 + 0.543306 = 7.608306 кг.
Таким образом, лист оцинкованный 0.5 мм типовой длины и ширины будет весить чуть больше 7.5 килограмм.
Требования госстандарта к качеству листов
При производстве оцинкованного материала соблюдаются нормативы ГОСТ. Требования к листам следующие:
- Слой цинка по поверхности распределяется максимально равномерно.
- Недопустимы рваные края (ГОСТ допускает повреждения лишь очень небольшой длины).
- На поверхности листов не должно быть никаких наплывов.
- При механическом воздействии на оцинкованной поверхности не должно возникать никаких повреждений.
Особенности монтажа
При проведении таких работ, как покрытие кровли, возведение изгородей и других ограждающих конструкций из оцинкованной стали, следует соблюдать осторожность. Защитный слой на листах достаточно тонкий, и его легко повредить. Если на поверхности в процессе монтажа все же появятся какие-либо царапины или сколы, их следует заделать специально предназначенным для этого средством.
Сварка оцинкованных листов используется только при проведении строительства или других работ в промышленных масштабах. При сборке каких-либо конструкций в условиях частного дома обычно применяются другие методы соединения листов. Дело в том, что сварные швы очень быстро подвергаются коррозии из-за нарушений цинкового слоя.
При раскрое такого материала, как оцинкованный лист, обычно пользуются специальными кровельными ножницами. Однако допускается резать их и при помощи болгарки со специальным кругом либо лобзика по металлу.
Таким образом, несмотря на необходимость соблюдения некоторых правил, монтируется стальной материал этого типа достаточно легко. К тому же при невысокой стоимости эксплуатационными характеристиками он отличается просто превосходными. Все это в комплексе и делает его таким популярным и востребованным.
Вес стали оцинкованной листовой: вычисления

Лист оцинкованной стали можно по-разному использовать в сельском хозяйстве, промышленности, строительстве и во многих других сферах человеческой деятельности.
И для того, чтобы не столкнуться с мошенниками, которые попытаются продать вам некачественное металлическое изделие, необходимо знать все параметры, определяющие настоящую оцинкованную листовую сталь.
Например, транспортная маркировка грузовых мест обязана наноситься по ГОСТу №14192-77 красящими веществами темных оттенков на торце поверхности пачки и с боку поверхности рулона. В маркировке должны содержаться основные, второстепенные надписи, несущие информацию.
Лист по ГОСТу №14918-80
Стандартные условия распространяются на сталь в виде листов и рулонов, которые оцинкованы с применением горячего способа в агрегатах постоянной оцинковки.
Коэффициенты технической степени, которые установлены стандартными нормами, должны быть в соответствии с требованиями первых двух категорий качества.
Сталь оцинкованная листовая делится:
1. По назначению:
- на типы для холодной штампования — Х Ш,
- для холодного профилирования — Х П,
- под окрашивание — П К,
- общего применения — O H;
2. По способности к вытяжке (сталь категории Х Ш):
- обычной вытяжки — H,
- глубокой вытяжки — Г,
- очень глубокой вытяжки — В Г;
3. По равномерности толщи спецпокрытия из цинка:
- с обычной разнотолщностью — H P,
- с сокращенной разнотолщностью — У P;
4. По обоюдному сговору заказчика и производителя сталь может быть изготовлена:
- с разводами цинка на поверхности — K P,
- без развода цинка на поверхности — M T;
5. В зависимости от толщи спецпокрытия оцинкованная сталь подразделяется на три класса:
- повышенный,
- первый,
- второй.
Оцинкованную сталь производят шириной от 710мм до 1800мм, толщиной от 0,5мм до 2,5мм из рулонной стали холодного профилирования.
Как вычислить вес листовой оцинкованной стали?
M=M1+M2, где M – итоговый вес листа(кг), M1- вес железа(кг), M2- вес цинка(кг).
При этом M1=Т1 х l1 х Н1 х Р1,
где, Т1- толщина железного листа(мм). При вычислении важно учитывать, что толщина железа ниже готовой продукции для 1-ого класса цинкового спецпокрытия на 0,05 мм и на 0,03 мм меньше для 2 класса; l1- длина листового железа(м); Н1- ширина листа из железа(м); Р1- показатель плотности железа(7,85 т/м3).
M2=Т2 х l2 х Н2 х Р2,
где, Т2- толщина цинкованного слоя (зависит от категории, где толщина 1-ой категории — 0,0381 мм, а второй — 0,0216 мм); l2- длина спецпокрытия(м); Н2- ширина спецпокрытия(м); Р2- показатель плотности цинка(7,13 т/м3).
Благодаря формуле есть возможность перед закупкой совершать расчеты. Это позволит быть не обманутым и в точности вычислить необходимо количество материала.
Также существуют таблицы, где уже имеется расчет и готовые результаты. Поэтому в некоторых случаях избегая вычисления, можно обратиться к следующим таблицам:
Таблица вычисления массы стали оцинкованной листовой
| Толщина оцинкованной стали | Количество м2 оцинкованной стали в 1 т | Масса 1м2 оцинкованной стали |
| 0,4мм | 299,40м2 | 3,34кг |
| 0,45мм | 267,92м2 | 3,73кг |
| 0,5мм | 242,42м2 | 4,13кг |
| 0,55мм | 221,36м2 | 4,52кг |
| 0,6мм | 203,67м2 | 4,91кг |
| 0,65мм | 188,60м2 | 5,31кг |
| 0,7мм | 175,59м2 | 5,70кг |
| 0,75мм | 164,2м2 | 6,09кг |
| 0,8мм | 154,32м2 | 6,48кг |
| 0,9мм | 137,65м2 | 7,27кг |
| 1мм | 124,22м2 | 8,05кг |
| 1,1мм | 114,09м2 | 8,83кг |
| 1,2мм | 103,95м2 | 9,62кг |
| 1,5мм | 83,51м2 | 11,97кг |
| 2мм | 62,89м2 | 15,9кг |
| 2,5мм | 50,45м2 | 19,82кг |
Таблица вычисления массы оцинкованной стали с полимерным покрытием
| Толщина оцинкованной сталисо спецпокрытием | Количество м2 оцинкованной стали со спецпокрытием в 1 т | Масса 1м2 оцинкованнойстали со спецпокрытием |
| 0,4мм | 318,47м2 | 3,14кг |
| 0,45мм | 283,29м2 | 3,53кг |
| 0,5мм | 253,81м2 | 3,94кг |
| 0,55мм | 232,02м2 | 4,31кг |
| 0,6мм | 213,22м2 | 4,69кг |
| 0,65мм | 196,67м2 | 5,08кг |
| 0,7мм | 182,15м2 | 5,49кг |
| 0,75мм | 170,07м2 | 5,88кг |
| 0,8мм | 158,98м2 | 6,29кг |
| 0,9мм | 141,04м2 | 7,09кг |
| 1мм | 125,94м2 | 7,94кг |
Вес листовой стали — методы расчета в зависимости от толщины и марки (95 фото)

Сталь — это сплав железа с углеродом, сырьем для производства стали является передельный чугун. Кроме того, используются отходы производства в виде стального и чугунного лома Применяют главным конвертерный, мартеновский и электросталеплавильный процессы выплавки стали.
Сталь классифицируется по назначению, по химическому составу, по структуре:
- по назначению — конструкционные, рессорно-пружинные, инструментальные, теплостойкие котельные, нержавеющие, жаропрочные, кислотостойкие;
- по химическому составу — углеродистые и легированные;
- по структуре сталь — аустенитные, ферритные, мартенситные, бейнитные и перлитные.
Обработка металла давлением
Технологический процесс, в результате которого происходит пластическая деформация материала и меняются форма, размеры и свойства металла. Подразделяется на ковку, прокатку, штамповку, прессование и волочение.
Прокатка
Обжатие слитка металла между валками прокатного стана. 90% всех сталей подвергается прокатке.
Листовая сталь
Делится на группы в зависимости толщины сечения. Листы от 4 мм и выше — толстолистовая, до 3,9 мм — тонколистовая сталь. Листовой прокат изготавливается на прокатных станах методом горячей и холодной прокатки.
Горячекатаные листы

Лист горячекатаный это стальная плита с ровной поверхностью, произведенная в процессе термообработки и прокатки стали различных марок, включая легированные и высокоуглеродистые.
Полученные изделия имеют высокую прочность, надежность, стойкость к воздействию агрессивных сред. Вес горячекатаных листов можно определить тремя способами указанными ниже.
- с обрезной кромкой, в рулонах от +2 до +7 мм в зависимости от ширины проката;
- с обрезной кромкой в листах от +6 до +10 в зависимости от ширины проката;
- с необрезной кромкой +20 мм.
- прокатанного полистно от +10 до +15 мм в зависимости от длины листа;
- прокатанных на непрерывных станах и порезанных на листы от +15 до +25 в зависимости от длины листа, +10 по требованию потребителя;
Холоднокатаные листы
Холодная прокатка применяется, для получения высокоточных тонких листов и полос стали. Прокат в холодном состоянии обеспечивает высокие параметры физико-химических характеристик и качества поверхности изделия. Вес холоднокатаных листов также определяется способами указанными ниже.
- с обрезной кромкой прокатанного полистно от +6 до +15 мм в зависимости от ширины проката;
- прокатанного полистно от +10 до +15 мм в зависимости от длины листа;
Вес листовой стали
При изготовлении проката за счет погрешностей оборудования изменяется толщина листа, и соответственно, изменяется фактический вес квадратного метра стали.
Теоретический вес проката можно рассчитать 3 способами.
Первый, из справочника, по таблице веса листовой стали.
Второй, с помощью он-лайн калькулятора металлопроката:
- Открыть страницу калькулятора нужного металлопроката;
- Выбрать тип металлопроката;
- Заполнить данные — длину, ширину, толщину;
- Нажать кнопку расчета.
Третий, выполнить расчет теоретического веса по формуле:
Рт = Н * В * L * 7850; где, Рт — теоретический вес, кг; H – толщина листа, м; В — ширина листа, м; L – длина листа, м; 7850 — удельный вес листовой стали, кг/м3.
Вес оцинкованной стали
Определяется по соответствующим таблица, или по формуле:
P = P1 + P2, где P – вес оцинкованного листа(кг), P1- вес железа, кг; P2- вес цинка, кг.
P1 = H1 * B1 * L1 * 7,85, где, H1- толщина стали, мм (толщина стали меньше готового листа для первого класса оцинкования на 0,05 мм и на 0,03 мм меньше для второго класса); B1- ширина стального листа, м; L1- длина стального листа, м; 7,85 – удельный вес стали, т/м3.
P2 = H2 * B2 * H2 * 7,13, где, H2- толщина оцинкования (зависит от класса, где 1-й класс имеет толщину 0,0381 мм, а 2-й класс — 0,0216 мм); B2- ширина оцинкования, м; L2- длина оцинкования, м; 7,13 — плотность цинка, т/м3.
Коэффициент пересчета
Отношение теоретического Рт к фактическому Рф весу выражается величиной, именуемой «Коэффициент пересчета» Кп.
Кп необходим для вычисления фактического веса проката.
Лист толщиной 20 мм с двухсторонним допуском; размеры 1500х6000 мм; Кп=1,02;
Рт = 0,02 * 1,5 * 6 * 7850 = 1413 кг;
Рф = 1413 / 1,02 = 1385,3 кг
Вес листа оцинкованного — правила расчета, характеристика и размеры

Стальной оцинкованный лист имеет широкую сферу применения, причем это касается как промышленных, так и бытовых строительных работ. Оцинковка может выдерживать приличную нагрузку и деформацию. Их очень легко штамповать, вальцевать, вытягивать и сгибать.
Оцинкованные стальные листы применяются при строительстве зданий самого разного предназначения, кроме того, их используют для облицовки стен, сооружения вентилируемых фасадов, производства доборных конструкционных элементов.
Они идеально подходят для сооружения кровли, образования декоративных элементов. Зачастую ими пользуются даже при изготовлении бытовой техники.
Благодаря своему незначительному весу материал не оказывает серьезную дополнительную нагрузку на фундамент и стены.
Кроме того, данный тип материала можно использовать в работах, где предъявляются наиболее серьезные требования к качеству продукции.
Характеристики материала
Оцинкованный лист производится путем прокатки стали с добавлением цинка, причем последний покрывает изделие со всех сторон. За счет этого не допускается развитие коррозионных процессов, образующихся в процессе взаимодействия железа с кислородом, содержащимся в воздухе.
В продаже можно найти материал, который покрыт цинком только с одной стороны. Это требуется для того, чтобы в дальнейшем пустить листы на дальнейшую обработку, которая может заключаться в следующем:
- Вытяжка;
- Гибка;
- Резка;
- Профилирование и так далее.
В продаже можно встретить несколько разновидностей стальных оцинкованных листов – гофрированные, гладкие, выполненные в виде профнастила.
В процессе обработки изделия все его полезные технические характеристики сохраняются:
- Механическая прочность;
- Гибкость;
- Устойчивость к воздействию коррозионных процессов;
- Способность к последующей обработке.
Для получения такого материала используют листовую сталь высокого качества, полученную в процессе холодного проката. Цинк наносят по гальванической технологии или за счет горячего оцинкования.
При гальваническом способе нанесения тратится значительно большее количество энергии по сравнению с горячим цинкованием.
В результате значительно эффективнее пропускать лист стали через расплавленный цинк. Покрытие может быть однородным или узорчатым.
Стоит отметить, что цинковое покрытие может иметь различные расцветки и фактуру. Срок службы материала составляет несколько десятков лет.
Размеры
Согласно действующему государственному стандарту 14918-80 ширина листов может составлять от 75 до 180 см. Другой государственный стандарт 19904-90 говорит, что оцинкованный стальной прокат может иметь размеры от 850 до 3500 мм в длину и от 750 до 5000 мм в ширину.
Однако слишком большие или самые маленькие листы использовать, как правило, не слишком удобно. Наиболее ходовыми являются 1000х2000 мм или 1250х2500 мм и толщиной до 1 мм.
Такие изделия не слишком много весят, к тому же занимают не очень много места, что делает их транспортировку весьма удобной, даже на крыше легкового автомобиля, который вполне может увезти вплоть до 30 оцинкованных листов средней толщины.
Ассортимент материала по их основным показателям довольно велик, поэтому перед выбором следует определиться, лист каких размеров будет наиболее подходящим для проведения тех или иных работ.
Особенно внимательным следует быть при создании кровельного покрытия, так как здесь необходимо учитывать большое количество факторов:
- Размеры крыши;
- Возможность доставки листов определенных размеров;
- Технологические способы поднятия на крышу;
- Методы разгрузки и многие другие нюансы.
Как правило, при строительстве частных домов либо дачных коттеджей используют стандартные листы, размеры которых составляют 1 на 2 метра при толщине 0,55 мм. Вместо них иногда берут материал 1250 мм на 2500 мм.
Ни в одном государственном стандарте строго не прописан вес одного листа оцинковки. Однако этот показатель зачастую бывает очень важен, особенно, когда требуется узнать – выдержит ли груз транспортное средство. Чтобы подсчитать массу одного листа можно воспользоваться таким показателем, как удельная масса материала, составляющая примерно 7,8 г на кубический сантиметр.
Примерные показатели массы в килограммах приведены в следующей таблице:
| Размер, мм | Толщина, мм | |||||||||
| 0,5 | 0,55 | 0,6 | 0,7 | 0,8 | 0,9 | 1 | 1,1 | 1,2 | 1,3 | |
| 1000х2000 | 7,8 | 8,58 | 9,36 | 10,9 | 12,5 | 14 | 15,6 | 17,2 | 18,7 | 20,3 |
| 1250х2500 | 12,2 | 13,4 | 14,6 | 17,1 | 19,5 | 21,9 | 24,4 | 26,8 | 29,3 | 31,7 |
| Размер, мм | Толщина, мм | |||||||||
| 1,4 | 1,5 | 1,6 | 1,7 | 1,8 | 2 | |||||
| 1000х2000 | 20,3 | 21,8 | 23,4 | 25 | 26,5 | 28,1 | ||||
| 1250х2500 | 31,7 | 34,1 | 36,6 | 39,0 | 41,4 | 43,9 |
Стоит отметить, что стоимость одного листа оцинковки будет напрямую зависеть от его толщины, размеров и, соответственно, массы. Чем тяжелее будет лист, тем больше денег придется за него заплатить.
Правила расчета веса
Вычислить массу одного листа можно при помощи обыкновенного калькулятора, если знать определенные правила. В частности, расчет веса производится по площади. Такой способ подходит к металлу любой толщины.
Для того, чтобы определить данный показатель необходимо перемножить длину, толщину и ширину материала, причем все показатели необходимо перевести в метры. Полученное число в дальнейшем умножают на 7,65 кг/дм3 – это число обозначает плотность стального листа.
В результате, будет получено определенное число, которое будет обозначать массу в килограммах. Его умножают на количество листов, находящихся в пачке, после чего сравнивают полученные сведения с грузоподъемностью автомобиля.
Необходимо отметить, что масса оцинкованной стали практически не будет отличаться от черного металла, потому что толщина цинкового покрытия минимальна и находится в пределах нескольких микрометров.
Многие виртуальные ресурсы имеют в своем распоряжении такое приложение, как калькулятор металла, с помощью которого можно вычислить массу различных марок стали, в том числе и оцинкованной.
Блиц-советы
- Оцинковка выпускается для общих нужд, для производства профнастила, для последующей холодной штамповки или для нанесения лакокрасочных материалов;
- Такой материал разрешается применять в наиболее суровых условиях климата – в том числе и на севере. Здесь главное, чтобы он был качественным, в этом случае он сумеет выдержать даже самые серьезные нагрузки;
- В последнее время поверх оцинковки на сталь наносят полимерные покрытия, что позволяет значительно увеличить срок службы таких материалов, причем толщина изделия от этого серьезно не возрастает, как и масса;
- Стоит отметить, что далеко не каждое лакокрасочное изделие подойдет для нанесения на лист оцинкованной стали, на которой имеется маркировка, где сказано – что за краску разрешено наносить на поверхность. Как правило, это бывают отделочные эмали (в эту группу входит поливинилденфторидная, полиуретановая, полиэфирная и другие разновидности эмали), грунтовки; защитная эпоксидная эмаль или поливинилхлоридных пластизоль.
Вес стали оцинкованной листовой

Листовая оцинкованная сталь имеет разнообразное применение в строительстве, сельском хозяйстве, промышленности, рекламной индустрии и т.д.
Во избежание сотрудничества с недобросовестными компаниями и фирмами, торгующими листовым металлом, необходимо четко знать вес стали оцинкованной листовой. Его можно рассчитать путем несложных математических вычислений.
Формула вычисления веса оцинкованной стали
М=М1+М2, где М – конечный вес оцинкованного листа(кг), М1- масса железа(кг), М2- масса цинка(кг).
При этом М1= t1*l1*h1*p1,
- где, t1- толщина листа железа,(мм). При расчете необходимо учитывать, что толщина железа меньше готового изделия для первого класса цинкового покрытия на 0,05 миллиметров и на 0,03 миллиметров меньше для второго класса;
- l1- длина железного листа,(м);
- h1- ширина железного листа,(м);
- p1- коэффициент плотности, для железа равный 7,85 т/м3.
- где, t2- толщина слоя цинка (зависит от класса, где 1-й класс имеет толщину 0,0381мм, а 2-й класс — 0,0216мм);
- l2- длина покрытия,(м);
- h2- ширина покрытия,(м);
- p2- коэффициент плотности цинка равный 7,13 т/м3.
В качестве примера рассчитаем вес листа оцинкованного с стандартными размерами 1000Х2000мм, толщиной 0,5мм с 1 классом цинкового покрытия.
М= 0,45*1*2*7,85+0,0381*1*2*7,13=7,608 кг
Благодаря таким вычислениям можно довольно точно рассчитать как вес одного листа, так и общего количества листов закупаемой партии.
Такие расчеты позволят проверить компании занимающиеся продажей оцинкованных листов и избавить себя от фирм, зарабатывающих на воздухе.
Похожими формулами стоит пользоваться не только при расчете веса стали, но и таких значений как плотность кирпича, объема пенопласта.
Таблица расчета веса стали оцинкованной листовой в 1т
Толщина оцинкованнойстали, ммКол-во м2 в 1 тоцинкованной сталиВес 1 м2оцинкованной стали, кг
| 0,40 | 299,40 | 3,34 |
| 0,45 | 267,92 | 3,73 |
| 0,50 | 242,42 | 4,13 |
| 0,55 | 221,36 | 4,52 |
| 0,60 | 203,67 | 4,91 |
| 0,65 | 188,60 | 5,31 |
| 0,70 | 175,59 | 5,70 |
| 0,75 | 164,2 | 6,09 |
| 0,80 | 154,32 | 6,48 |
| 0,90 | 137,65 | 7,27 |
| 1,00 | 124,22 | 8,05 |
| 1,10 | 114,09 | 8,83 |
| 1,20 | 103,95 | 9,62 |
| 1,50 | 83,51 | 11,97 |
| 2,00 | 62,89 | 15,90 |
| 2,50 | 50,45 | 19,82 |
Таблица расчета оцинкованной стали с полимерным покрытием
Толщина оцинкованной сталис покрытием, ммКол-во м2 в 1 тоцинкованной стали с покрытиемВес 1 м2 оцинкованнойстали с покрытием, кг
ГОСТ Р 52246-2004
Настоящий стандарт распространяется на листовой прокат из низкоуглеродистой стали, оцинкованный в агрегатах непрерывного горячего цинкования (далее — оцинкованный прокат), предназначенный для изготовления изделий методами изгиба и соединением в замок, а также профилированных, штампованных и сварных металлических изделий.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 9.008—82 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Термины и определения
ГОСТ 166—89 Штангенциркули. Технические условия
ГОСТ 1381—73 Уротропин технический. Технические условия
ГОСТ 1497—84 Металлы. Методы испытаний на растяжение
ГОСТ 1770—74 Посуда мерная лабораторная стеклянная. Цилиндры, мензурки, колбы, пробирки. Общие технические условия
ГОСТ 3118—77 Кислота соляная. Технические условия
ГОСТ 3560—73 Лента стальная упаковочная. Технические условия
ГОСТ 4765—73 Материалы лакокрасочные. Метод определения прочности при ударе
ГОСТ 6009—74 Лента стальная горячекатаная. Технические условия
ГОСТ 6709—72 Вода дистиллированная. Технические условия
ГОСТ 7564—97 Прокат. Общие правила отбора проб, заготовок и образцов для механических и технологических испытаний
ГОСТ 7566—94 Металлопродукция. Приемка, маркировка, упаковка, транспортирование и хранение
ГОСТ 9045—93 Прокат тонколистовой холоднокатаный из низкоуглеродистой качественной стали для холодной штамповки. Технические условия
ГОСТ 10510—80 Металлы. Метод испытания на выдавливание листов и лент по Эриксену
ГОСТ 11701—84 Металлы. Методы испытания на растяжение тонких листов и лент
ГОСТ 14019—2003 Металлы. Методы испытания на изгиб
ГОСТ 14192—96 Маркировка грузов
ГОСТ 15150—69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 16523—97 Прокат тонколистовой из углеродистой стали качественной и обыкновенного качества общего назначения. Технические условия
ГОСТ 17299—78 Спирт этиловый технический. Технические условия
ГОСТ 19851—74 Лента резаная из холоднокатаного проката. Технические условия
ГОСТ 19903—74 Прокат листовой горячекатаный. Сортамент
ГОСТ 19904—90 Прокат листовой холоднокатаный. Сортамент
ГОСТ 22235—76 Вагоны грузовые магистральных железных дорог колеи 1520 мм. Общие требования по обеспечению сохранности при производстве погрузочно-разгрузочных и маневровых работ
ГОСТ 24104—2001 Весы лабораторные. Общие технические требования
ГОСТ 25336—82 Посуда и оборудование лабораторные стеклянные. Типы, основные параметры и размеры
ГОСТ 26877—91 Металлопродукция. Методы измерения отклонений формы
ГОСТ 28498—90 Термометры жидкостные стеклянные. Общие технические требования. Методы испытаний
ГОСТ 30415—96 Сталь. Неразрушающий контроль механических свойств и микроструктуры металлопродукции магнитным методом
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов по указателю «Национальные стандарты», составленному по состоянию на 1 января текущего года, и по соответствующим информационным указателям, опубликованным в текущем году. Если ссылочный документ заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться замененным (измененным) стандартом. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 9.008, а также следующие термины с соответствующими определениями:
3.1 цинковое покрытие: Покрытие, полученное на поверхности проката при погружении его в расплав цинка.
3.2 цинковое покрытие с нормальным узором кристаллизации: Цинковое покрытие, полученное в результате свободной кристаллизации цинка на поверхности проката, характеризующееся блеском и наличием узора кристаллизации (кристаллы различных размеров и яркости).
3.3 цинковое покрытие с минимальным узором кристаллизации: Цинковое покрытие, полученное в результате регулируемой кристаллизации цинка на поверхности проката путем специальной обработки покрытия или применения специального состава расплава, характеризующееся минимальным узором кристаллизации или его отсутствием.
3.4 дрессированное цинковое покрытие: Покрытие, полученное в результате холодной прокатки проката с цинковым покрытием (с нормальным или минимальным узором кристаллизации) в дрессировочной клети, характеризующееся уменьшенной шероховатостью покрытия и пригодностью для декоративного окрашивания.
3.5 железоцинковое покрытие: Покрытие, полученное в результате специальной термической обработки проката с цинковым покрытием, при которой происходит диффузия железа из стальной основы в цинковое покрытие, характеризующееся серым цветом, отсутствием узоров кристаллизации и блеска.
3.6 дрессированное железоцинковое покрытие: Покрытие, полученное в результате холодной прокатки оцинкованного проката с железоцинковым покрытием в дрессировочной клети, характеризующееся пригодностью для декоративного окрашивания.
3.7 дифференцированное цинковое (железоцинковое) покрытие: Цинковое (железоцинковое) покрытие, имеющее разную массу на противоположных сторонах проката.
4 Классификация
4.1 Оцинкованный прокат подразделяют по типу покрытия на:
- прокат с цинковым покрытием (ГЦ);
- прокат с железоцинковым покрытием (ГЖЦ).
4.2 Оцинкованный прокат подразделяют по назначению на марки:
- 01 —для изготовления плоских изделий и плоских изделий методом изгиба;
- 02 — для изготовления посудохозяйственных изделий, изделий методом изгиба и соединением в замок;
- 03 — для изготовления штампованных изделий весьма глубокой вытяжки и сложных профилей;
- 04 — для изготовления штампованных изделий сложной вытяжки;
- 05 — для изготовления штампованных изделий особо сложной вытяжки;
- 06 — для изготовления штампованных изделий весьма особо сложной вытяжки;
- 220, 250, 280, 320, 350 — для изготовления профилированных изделий.
Соответствие марок оцинкованного проката, установленных настоящим стандартом, маркам Европейских и международных стандартов приведено в приложении А.
4.3 Оцинкованный прокат по точности изготовления подразделяют на категории:
- нормальной точности — Б;
- повышенной точности — А;
- высокой точности — В.
4.4 Оцинкованный прокат по характеру кромки подразделяют на:
- прокат с необрезной кромкой — НО;
- прокат с обрезной кромкой — О*.
*Изготовляют продольной резкой кромок оцинкованного проката.
4.5 Цинковое покрытие, нанесенное с двух сторон проката, подразделяют в зависимости от массы покрытия на классы: 60, 80, 100, 140, 180, 200, 225, 275, 350, 450, 600.
4.6 Железоцинковое покрытие, нанесенное с двух сторон проката, подразделяют в зависимости от массы покрытия на классы: 60, 80, 100, 140, 180.
4.7 Покрытие оцинкованного проката по узору кристаллизации и отделке поверхности подразделяют на виды:
- с нормальным узором кристаллизации цинка — Н;
- с нормальным узором кристаллизации цинка дрессированное — НД;
- с минимальным узором кристаллизации цинка — М;
- с минимальным узором кристаллизации цинка дрессированное — МД;
- железоцинковое — ЖЦ;
- железоцинковое дрессированное — ЖЦД.
4.8 Оцинкованный прокат по способу консервации поверхности подразделяют на:
- пассивированный — ПС;
- промасленный — ПР;
- пассивированный и промасленный — ПП.
5 Основные параметры и размеры
5.1 Оцинкованный прокат изготовляют в листах шириной от 700 до 1800 мм, рулонах шириной от 500 до 1800 мм. Толщина проката, включая толщину цинкового покрытия, — от 0,3 до 4,5 мм.
Размеры оцинкованного проката должны соответствовать установленным ГОСТ 19903 или ГОСТ 19904.
5.2 Оцинкованную ленту изготовляют шириной от 100 до 500 мм, толщиной от 0,3 до 4,5 мм продольной резкой (роспуском) рулонов оцинкованного проката.
Размеры оцинкованной ленты должны соответствовать установленным ГОСТ 19851.
5.3 Внутренний диаметр рулонов должен быть: оцинкованного проката — 500, 600, 610 мм; ленты — от 300 до 610 мм.
Допуск внутреннего диаметра рулонов — ± 20 мм. Наружный диаметр рулонов и ленты не должен превышать 1850 мм.
Требуемые диаметры рулонов потребитель указывает в заказе. При отсутствии в заказе указаний величину диаметров рулонов определяет изготовитель.
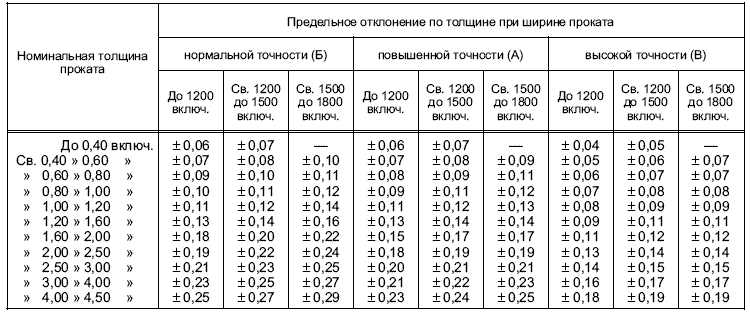
5.4 Предельные отклонения по толщине оцинкованного проката в зависимости от марок и категорий точности изготовления проката должны соответствовать указанным в таблицах 1 и 2.
5.5 Предельные отклонения по ширине оцинкованного проката в зависимости от категорий точности изготовления должны соответствовать указанным в таблице 3.
Т а б л и ц а 1 — Предельные отклонения по толщине оцинкованного проката марок 01, 02, 03, 04, 05 и 06 . В миллиметрах
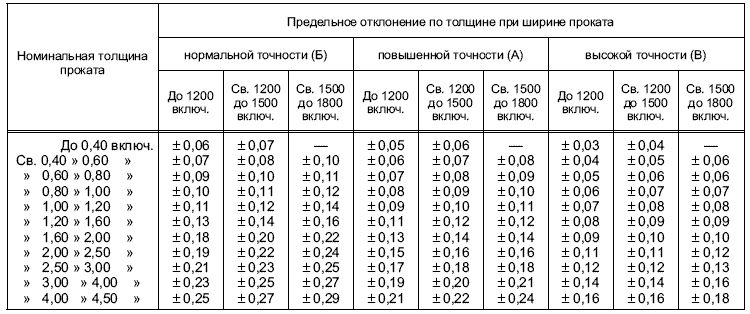
Т а б л и ц а 2 — Предельные отклонения по толщине оцинкованного проката марок 220, 250, 280, 320 и 350. В миллиметрах.
Т а б л и ц а 3. В миллиметрах
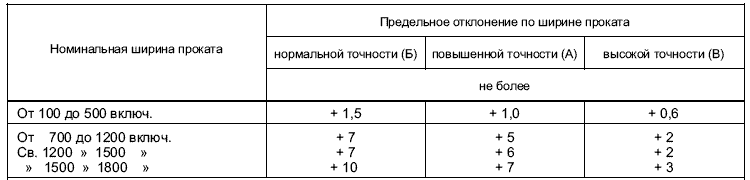
Примечание — По согласованию сторон предельное отклонение по ширине ленты может быть установлено симметричным при соответствии полю допуска, указанному в таблице.
5.6 Предельные отклонения по длине листов в зависимости от категории точности изготовления оцинкованного проката должны соответствовать установленным в таблице 4.
Т а б л и ц а 4. В миллиметрах

5.7 Косина реза не должна выводить листы за номинальные размеры.
5.8 Отклонения от плоскостности листов на 1 м длины в зависимости от категории точности изготовления должны соответствовать установленным в таблице 5.
Т а б л и ц а 5. В миллиметрах
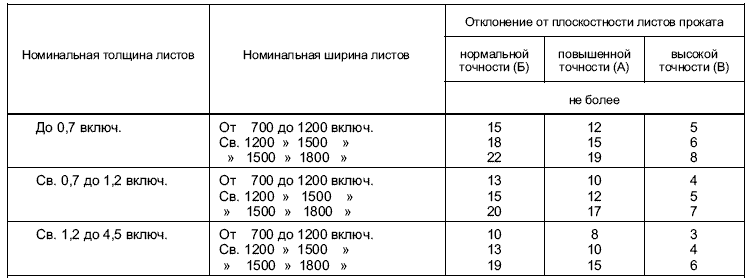
Примечание — Для листов с покрытием классов 450 и 600 предельные отклонения от плоскостности устанавливают по категории точности изготовления Б.
Предельные отклонения от плоскостности оцинкованного проката в рулонах устанавливают по согласованию сторон.
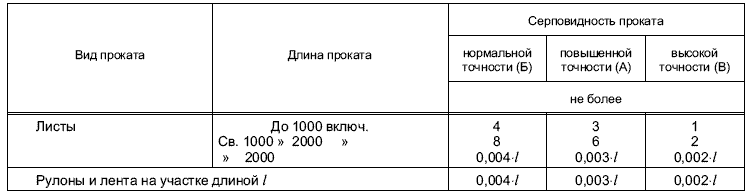
5.9 Серповидность оцинкованного проката в зависимости от категории точности изготовления должна соответствовать установленной в таблице 6.
Т а б л и ц а 6. В миллиметрах
5.10 Телескопичность рулонов в зависимости от ширины и толщины проката не должна превышать норм, установленных в таблице 7.
Т а б л и ц а 7. В миллиметрах

Примечание — По требованию потребителя телескопичность рулонов не должна превышать 50 мм для проката толщиной до 2,5 мм и шириной 1000—1800 мм.
5.11 Примеры условных обозначений оцинкованного проката приведены в приложении Б.
6 Общие технические требования
6.1 Оцинкованный прокат изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
6.2 Рекомендуемый химический состав исходного проката поплавочному анализу ковшевой пробы стали приведен в таблице 8.
Т а б л и ц а 8
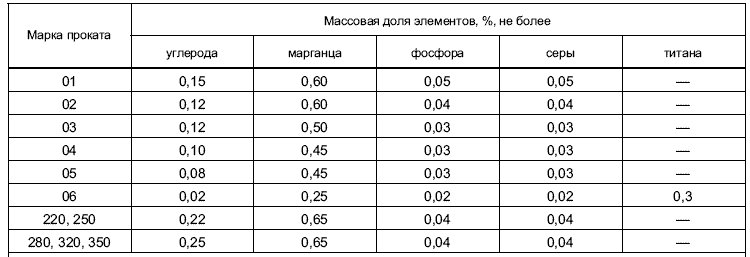
- Допускается использовать исходный прокат из стали с другой массовой долей элементов при условии соблюдения норм по механическим свойствам.
- Для проката марки 01 допускается увеличение массовой доли углерода до 0,22 %.
- Для проката марок 04, 05 и 06 массовая доля алюминия рекомендуется в пределах 0,02 % — 0,07 %, а для остальных марок— не более 0,07 %.
- Для проката марки 06 титан может быть заменен ниобием. Допускается микролегирование ниобием и титаном одновременно.
Марку стали выбирает изготовитель. Марку и химический состав стали сообщают потребителю по его требованию.
6.3 Качество поверхности исходного проката должно соответствовать требованиям к I и II группам отделки холоднокатаного проката по ГОСТ 9045 или ГОСТ 16523 и III группе отделки горячекатаного проката по ГОСТ 16523.
6.4 Цинковое покрытие наносят на холоднокатаный или горячекатаный травленый прокат в рулонах путем погружения его в цинковый расплав, состав которого выбирается изготовителем, при условии содержания в нем цинка не менее 99 %.
Химический состав расплава сообщают потребителю по его требованию.
6.5 Нормируемые показатели качества оцинкованного проката в зависимости от его марки приведены в таблице 9.
Т а б л и ц а 9
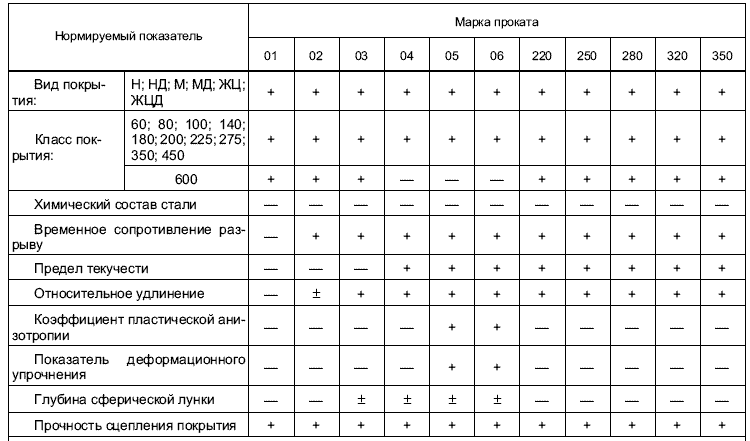
- Знак «+» означает, что прокат с данным видом и классом покрытия изготовляют или отмеченные этим знаком показатели нормируют.
- Знак «—» означает, что прокат с данным видом и классом покрытия не изготовляют или отмеченные этим знаком показатели не нормируют.
- Знак «±» означает, что отмеченные этим знаком показатели применяют по согласованию сторон.
6.6 Поверхность оцинкованного проката должна иметь сплошной слой цинкового или железоцин-кового покрытия. Не допускаются нарушения сплошности покрытия в виде растрескивания на мелких наплывах, расположенных на дефектах стальной основы, классификация и размеры которых предусмотрены ГОСТ 9045 и ГОСТ 16523. Допускаемые дефекты покрытия установлены в таблице 10.
Т а б л и ц а 10
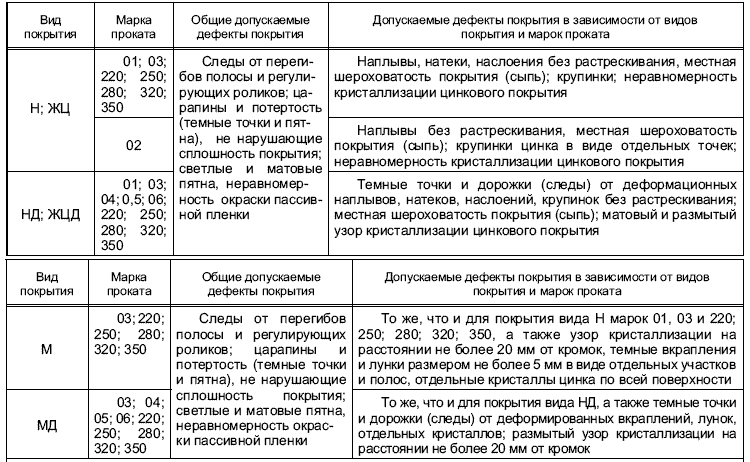
- Натеки образуются, как правило, в виде строчки на дефектах стальной основы, классификация которых установлена ГОСТ 16523, и имеют протяженность, соответствующую длине дефектов.
- Размытый узор кристаллизации характеризуется нечеткостью (размытостью) границ кристаллов цинка.
6.7 На оцинкованном прокате с необрезной кромкой не допускаются рванины кромок глубиной, выводящей прокат за номинальный размер по ширине. На оцинкованном прокате с обрезной кромкой рванины кромок не допускаются.
6.8 Масса цинкового или железоцинкового покрытия, нанесенного с двух сторон на 1 м 2 проката, в зависимости от класса покрытия должна соответствовать указанной в таблице 11.
Т а б л и ц а 11
- Масса покрытия на одной стороне проката при испытании каждого из трех образцов должна составлять не менее 40 % массы покрытия, установленной для одного образца.
- Справочное значение толщины цинкового покрытия установлено, исходя из плотности цинка, равной 7,13 г/см 3 .
- При ширине проката менее 450 мм массу покрытия у потребителя определяют по одному образцу.
Оцинкованный прокат с дифференцированным покрытием изготовляют по согласованию сторон. Масса покрытия на разных сторонах проката не должна отличаться более чем на три смежных класса. Номинальное значение массы покрытия с каждой стороны проката с дифференцированным покрытием должно соответствовать 50 %, а минимальное значение — 40 % массы, установленной для соответствующих классов покрытия.
6.9 Прочность сцепления покрытия со стальной основой должна обеспечивать отсутствие отслоения покрытия с наружной стороны образца при изгибе на 180° на оправке в соответствии с таблицей 12.
Т а б л и ц а 12

- 1а, 2а, За и 4а — толщина оправки, равная соответственно 1,2,3 и 4 номинальным толщинам оцинкованного проката; 0 — испытание без оправки.
- Для проката толщиной свыше 1,5 мм и проката с покрытием классов 450 и 600 нормы по прочности сцепления и толщине оправки факультативны до 1 января 2008 г.
Допускается сетка мелких трещин по всей длине изгиба и отслоение покрытия на расстоянии не более 6 мм от краев образца.
6.10 Механические свойства оцинкованного проката должны соответствовать нормам, указанным в таблице 13.
Т а б л и ц а 13
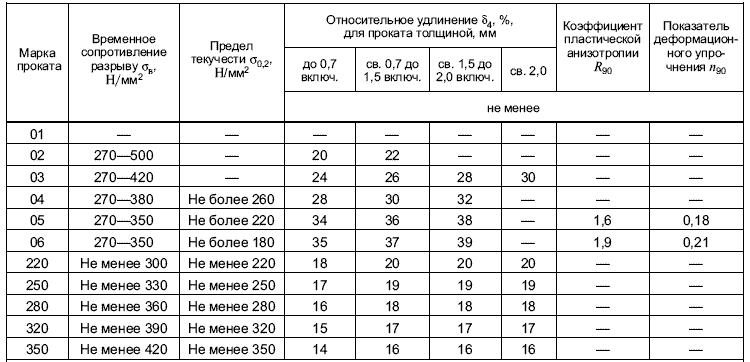
- При расчете временного сопротивления и предела текучести толщину покрытия не учитывают.
- Нормы по относительному удлинению для проката марок 220; 250; 280; 320; 350 толщиной свыше 1,5 мм являются факультативными до 1 января 2008 г.
- Величина относительного удлинения для проката марки 03 с покрытием видов НД, МД и ЖЦД гарантируется изготовителем в течение 10 сут с момента отгрузки.
- Нормы коэффициента пластической анизотропии и показателя деформационного упрочнения факультативны до 1 января 2008 г.
6.11 Оцинкованный прокат марок 03, 04, 05 и 06 должен выдерживать испытание на выдавливание. Испытание проводят по требованию потребителя. Глубина сферической лунки при испытании на выдавливание должна соответствовать нормам, установленным в таблице 14.
6.12 Цинковое покрытие проката марки 02 толщиной до 0,7 мм включительно, предназначенного для изготовления посудохозяйственных изделий, должно выдерживать испытание на прочность сцепления с основным металлом при испытании на двойной кровельный замок в соответствии с приложением В. Испытание проводят по требованию потребителя. В этом случае допускается определение механических свойств проката не проводить.
6.13 Для защиты поверхности оцинкованного проката от коррозии на период транспортирования проводят консервацию:
- пассивирование (ПС);
- промасливание (ПР);
- пассивирование и промасливание (ПП).
Марки масла и состав пассивирующего раствора сообщают потребителю по его требованию. Если по требованию потребителя прокат не консервируют, то в этом случае на поверхности проката допускается наличие продуктов коррозии покрытия («белой ржавчины»).
При отгрузке оцинкованного проката в районы Крайнего Севера и приравненные к ним местности его консервация обязательна.
6.14 Упаковка и маркировка
6.14.1 Упаковка и маркировка оцинкованного проката — по ГОСТ 7566.
6.14.2 Листы формируют в пачки. У листов с дифференцированным покрытием сторона с более тонким покрытием должна быть обращена к низу пачки.
Пачки упаковывают в жесткую тару — пакеты по нормативным документам. Пакеты формируют из верхнего и нижнего упаковочных стальных листов и швеллеров (стальных листов, изогнутых в виде швеллеров) или уголков. Швеллеры должны закрывать боковые и торцевые кромки листов в пачках. Ширина полок швеллеров — не менее 100 мм. Короба изготовляют из отожженного стального листа толщиной не менее 0,4 мм.
К пачке или коробу снизу должны быть прикреплены деревянные бруски сечением не менее 80 х 80 мм или металлические бруски, или поддоны по нормативным документам. При толщине проката до 0,8 мм включительно количество деревянных брусков при ширине пачки до 1200 мм должно быть 2 шт.
Т а б л и ц а 14. В миллиметрах
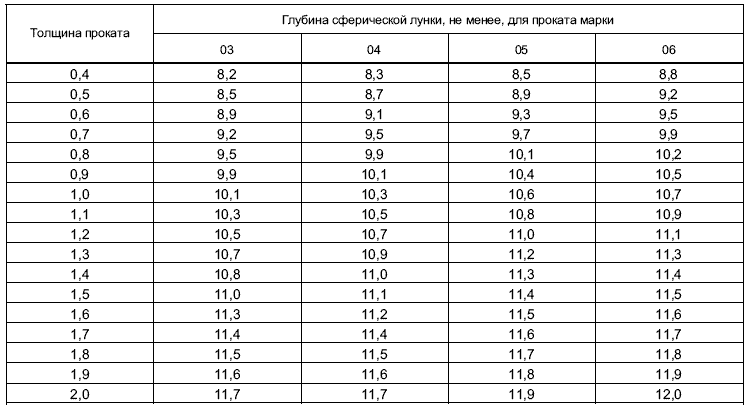
Примечание — Нормы глубины сферической лунки для проката марок 05 и 06 являются факультативными до 1 января 2008 г.
6.14.3 Оцинкованный прокат с дифференцированным покрытием в рулоны свертывают так, чтобы сторона с более тонким покрытием была обращена внутрь рулона.
6.14.4 Пачки и рулоны оцинкованного проката должны быть прочно обвязаны. Количество обвязок должно соответствовать требованиям ГОСТ 7566.
При отгрузке проката в районы Крайнего Севера и приравненные к ним местности минимальное количество обвязок должно быть на единицу больше норм, установленных ГОСТ 7566.
Для обвязки применяют металлическую ленту толщиной 1,0—2,0 мм, шириной от 30 до 40 мм по ГОСТ 3560, ГОСТ 6009 или другим нормативным документам.
Наружный диаметр рулонов не должен превышать 2 м, высота пачек— 1 м.
6.14.5 Масса одного грузового места должна быть не менее 3 т и не должна превышать 10 т. По требованию потребителя допускается увеличение массы одного грузового места до 15 т. В поставляемой партии допускается одно грузовое место массой менее 3 т, но не менее 1,5 т.
6.14.6 Допускается соединение нескольких рулонов в одну стопу.
6.14.7 Маркировка, наносимая на ярлык (маркировочную карту), верхний лист пачки, наружный конец рулона, должна содержать:
- наименование или (и) товарный знак предприятия-изготовителя;
- марку проката;
- тип покрытия;
- номер партии;
- размер проката;
- массу нетто (фактическую) пачки, рулона проката и стопы рулонов.
Транспортная маркировка — по ГОСТ 14192 с нанесением на пачки манипуляционного знака «Место строповки».
7 Правила приемки
7.1 Общие правила приемки — по ГОСТ 7566. Оцинкованный прокат принимают партиями. Партия должна состоять из листов или рулонов одной марки, одной толщины, одной категории точности изготовления, одного характера кромки проката, одного типа, класса и вида покрытия, одного способа консервации поверхности. Партию сопровождают документом о качестве по ГОСТ 7566, содержащим:
- наименование или товарный знак предприятия-изготовителя;
- наименование потребителя;
- номер заказа;
- дату оформления документа о качестве;
- марку проката;
- точность изготовления и характер кромки проката;
- тип, класс и вид покрытия;
- способ консервации поверхности;
- результаты испытаний, в том числе факультативные показатели и показатели, контролируемые по требованию потребителя;
- номер партии;
- размеры проката;
- массу каждого грузового места;
- количество грузовых мест;
- обозначение настоящего стандарта;
- штамп службы технического контроля.
Марку стали, химический состав стали и цинкового расплава сообщают потребителю по его требованию.
7.2 От принимаемой партии оцинкованного проката отбирают:
- для контроля размеров и качества поверхности — один рулон или 2 % листов;
- для контроля механических свойств, глубины сферической лунки, массы покрытия, прочности сцепления покрытия с основным металлом — один рулон или один лист.
7.3 При проверке качества поверхности рулонного проката партию считают соответствующей требованиям стандарта, если масса участков, не соответствующих требованиям настоящего стандарта, не превышает 2 % массы партии.
Допускается по согласованию изготовителя с потребителем более 2 % массы участков, не соответствующих требованиям настоящего стандарта к качеству поверхности рулонного проката, но не более 5 % массы партии.
При обнаружении дефектных участков поверхности рулонного проката у потребителя и их предъявлении изготовителю вопрос о возмещении количества забракованного проката изготовителем решается в договорном порядке.
Массу вырезанных участков определяют взвешиванием или по приложению А ГОСТ 7566.
7.4 При получении неудовлетворительных результатов проверки хотя бы по одному из показателей настоящего стандарта по этому показателю проводят повторную проверку по ГОСТ 7566.
Результаты повторной проверки распространяют на всю партию.
8 Методы контроля
8.1 Внешний вид, качество поверхности оцинкованного проката в листах, рулонах и лентах проверяют визуально без применения увеличительных приборов.
8.2 Контроль формы и размеров оцинкованного проката проводят по ГОСТ 26877. Отклонение от плоскостности оцинкованного проката в рулонах контролируют по методике, согласованной с потребителем.
8.3 Для проведения контроля от каждого отобранного листа или рулона отбирают пробу по ГОСТ 7564. От пробы вырезают заготовки и образцы в соответствии со схемой, приведенной на рисунке 1, и таблицей 15.
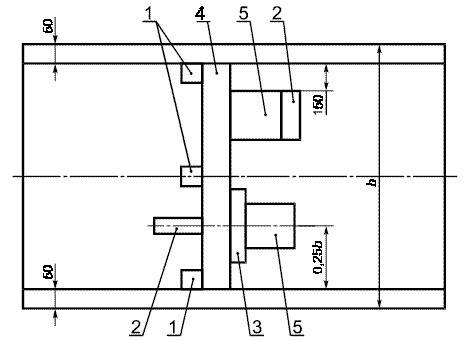
b — ширина проката, мм; 1,2,4,5 — образцы; 3 — заготовка
Рисунок 1 — Схема вырезки заготовок и образцов
Т а б л и ц а 15 — Количество и размеры заготовок и образцов для испытаний
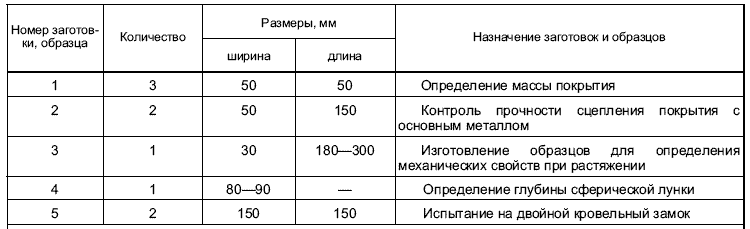
- Образцы 1, 2, 5 и заготовки 3 вырезают с предельными отклонениями размеров + 3 мм.
- Контроль ленты у изготовителя осуществляют на образцах, вырезанных из рулона до его роспуска, у потребителя — на образцах, вырезанных из ленты в любом месте одного рулона от партии.
- Допускается применять для определения массы покрытия круглые образцы площадью не менее 2500 мм 2 .
8.4 Определение массы покрытия — в соответствии с приложением Г.
Допускается для определения массы покрытия применять другие методы с погрешностью измерения не более + 10 %.
При разногласиях в оценке применяют метод, установленный в приложении Г с использованием раствора А.
8.5 Определение прочности сцепления покрытия со стальной основой проводят испытанием на изгиб на 180° по ГОСТ 14019.
Испытание на изгиб для проката марок 220; 250; 280; 320; 350 может быть заменено испытанием на приборе типа У-1А по ГОСТ 4765 по согласованной методике.
8.6 Изготовление образцов и определение механических свойств оцинкованного проката испытанием на растяжение — по ГОСТ 11701 и ГОСТ 1497.
8.7 Определение глубины сферической лунки при испытании на выдавливание — по ГОСТ 10510.
8.8 Испытание на двойной кровельный замок — в соответствии с приложением В.
8.9 Для контроля качества оцинкованного проката допускается применять неразрушающие методы контроля по ГОСТ 30415 и другим нормативным документам.
9 Транспортирование и хранение
9.1 Транспортирование оцинкованного проката (транспортное наименование — «сталь тонколистовая оцинкованная») — по ГОСТ 7566.
9.2 Транспортирование оцинкованного проката железнодорожным транспортом осуществляют открытым подвижным составом в соответствии с правилами перевозки грузов, действующими на транспорте данного вида, техническими условиями размещения и крепления грузов в вагонах и контейнерах, действующими на железнодорожном транспорте, и ГОСТ 22235.
Транспортирование проводят повагонными отправками с максимальным использованием грузоподъемности вагонов.
9.3 Хранение оцинкованного проката на складах грузоотправителя должно соответствовать условиям 3 (ЖЗ) по ГОСТ 15150. Не допускается совместное хранение проката и химически активных веществ.
Приложение А (справочное)
Соответствие марок оцинкованного проката по ГОСТ Р 52246—2004 маркам оцинкованного проката, установленным в Европейских стандартах EN 10142:2000, EN 10147:1991+А1:1995 и международных стандартах ИСО 3575:1996, ИСО 4998:1996
| ГОСТ Р 52246-2004 | EN 10142:2000 | EN 10147:1991+А1:1995 | ИСО 3575:1996 | ИСО 4998:1996 |
| 01 | — | — | 01 | — |
| 02 | DX51D | — | 02 | — |
| 03 | DX52D | — | 03 | — |
| 04 | DX53D | — | 04 | — |
| 05 | DX54D | — | 05 | — |
| 06 | DX56D | — | 06 | — |
| 220 | — | S220GD | — | 220 |
| 250 | — | S250GD | — | 250 |
| 280 | — | S280GD | — | 280 |
| 320 | — | S320GD | — | 320 |
| 350 | — | S350GD | — | 350 |
| — | — | S550GD | 550 |
Приложение Б (справочное)
Примеры условных обозначений оцинкованного проката
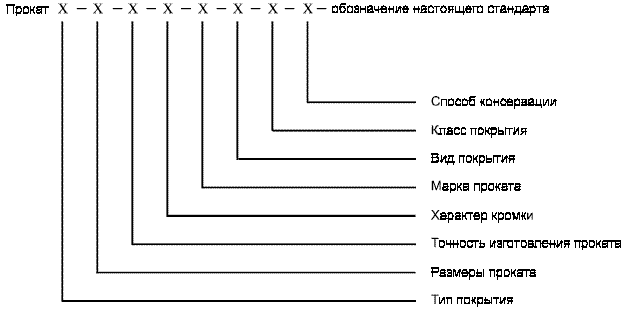
Прокат с цинковым покрытием ГЦ в листах толщиной 1,0 мм, шириной 1000 мм, длиной 2000 мм, категории точности изготовления Б, с необрезной кромкой НО, марки 01, с покрытием с нормальным узором кристаллизации цинка Н, класса 275, промасленный ПР:
Прокат ГЦ-1,0 х 1000 х 2000-Б-НО-01-Н-275-ПР-ГОСТР 52246—2004
То же, в рулонах толщиной 0,6 мм, шириной 1200 мм, категории точности изготовления А, с обрезной кромкой О, марки 280, с покрытием с минимальным узором кристаллизации цинка дрессированным МД, с дифференцированным покрытием класса 275/200, пассивированный ПС:
Прокат ГЦ-0,6х 1200-А-О-280-МД-275/200-ПС-ГОСТР 52246—2004
То же, в листах толщиной 0,4 мм, шириной 700 мм, длиной 1000 мм, категории точности изготовления Б, с обрезной кромкой О, марки 02, с покрытием с нормальным узором кристаллизации цинка Н, класса 350, без консервации поверхности:
Прокат ГЦ-0,4 х 700 х 1000-Б-О-02-Н-350-ГОСТ Р 52246—2004
Прокат с железоцинковым покрытием ГЖЦ в рулонах толщиной 0,8 мм, шириной 1500 мм, категории точности изготовления В, с необрезной кромкой НО, марки 05, с железоцинковым покрытием дрессированным ЖЦД, класса 80, пассивированный и промасленный ПП:
Прокат ГЖЦ-0,8х 1500-В-НО-05-ЖЦД-80-ПП-ГОСТР 52246—2004
Приложение В (обязательное)
Метод испытания на двойной кровельный замок
В.1 Сущность метода
Настоящий метод предназначен для оценки прочности сцепления покрытия с основным металлом оцинкованного проката марки 02 при соединении в двойной кровельный замок. Испытание состоит в соединении в двойной кровельный замок и последующем изгибе и разгибе в исходное положение образцов и визуальной оценке состояния поверхности покрытия в замке и на линии изгиба.
Испытания проводят на двух образцах в соответствии с В.3 и таблицей 15.
Испытательная машина со специальными приспособлениями. Киянка деревянная.
В.3 Проведение испытаний
Образцы соединяют вплотную двойным кровельным замком, затем один раз изгибают по линии, перпендикулярной к замку, на 45° + 2° и разгибают в исходное положение, как показано на рисунке В.1.
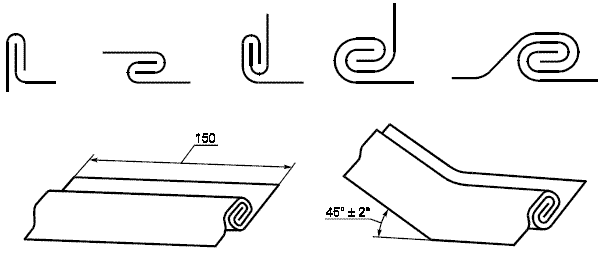
Рисунок В.1 — Схема соединения в двойной кровельный замок и проведения испытаний
В.4 Оценка результатов
Внешний осмотр образцов после испытания проводят без применения увеличительных приборов. Прокат выдержал сли после сгибания и разгибания на поверхности замка и линии изгиба отсутствует отслоение покрытия.
Допускается сетка мелких трещин покрытия по всей длине замка и линии изгиба и отслоение покрытия на расстоянии не более 6 мм от краев образцов.
Приложение Г (обязательное)
Метод определения массы покрытия
Г.1 Сущность метода
Метод основан на определении массы покрытия взвешиванием образцов до и после растворения цинкового или железоцинкового покрытия.
Определение массы покрытия проводят на трех образцах в соответствии с 8.3 и таблицей 15.
Г.2 Аппаратура, реактивы, растворы
- Весы лабораторные по ГОСТ 24104 с допускаемой погрешностью не более 0,01 г.
- Штангенциркуль по ГОСТ 166 с ценой деления не более 0,1 мм.
- Посуда мерная стеклянная по ГОСТ 1770.
- Посуда стеклянная лабораторная по ГОСТ 25336.
- Термометр технический стеклянный ртутный по ГОСТ 28498 с ценой деления не более 1°C.
- Кислота соляная по ГОСТ 3118 и разбавленная 1:1.
- Гексаметилентетрамин (уротропин) по ГОСТ 1381.
- Треххлористая сурьма по [1] или оксид сурьмы по [2].
- Вода дистиллированная по ГОСТ 6709.
- Спирт этиловый технический по ГОСТ 17299.
Приготовление раствора А: 3,5 г гексаметилентетрамина (уротропина) добавляют в 1 дм 3 соляной кислоты, разбавленной 1:1.
Приготовление раствора Б: 20 г окиси сурьмы (Sb2O3) или 32 г треххлористой сурьмы (SbCI3) растворяют в 1 дм 3 концентрированной соляной кислоты.
Г.З Растворение покрытия
Образцы обезжиривают этиловым спиртом, взвешивают, погружают в раствор соляной кислоты с гекса-метилентетрамином (раствор А) или с треххлористой сурьмой или оксидом сурьмы (раствор Б) при температуре 20°C — 25°C и выдерживают до растворения покрытия (прекращения бурного газовыделения). Затем образцы вынимают из раствора, тщательно промывают холодной, а затем горячей водой, высушивают фильтровальной бумагой и повторно взвешивают.
Рекомендуемый объем раствора — 10 см 3 на 1 см 2 покрытия.
Г.4 Определение массы покрытия
Г.4.1 Массу покрытия, нанесенного на единицу площади поверхности образца с двух сторон, m I , г/м 2 , вычисляют по формуле
 (Г.1)
(Г.1)
где m1 — масса образца до растворения покрытия, г;
m2 — масса образца после растворения покрытия, г;
S— площадь поверхности образца, м 2 .
Г.4.2 За массу покрытия по одному образцу принимают меньшее из значений, определенных на трех образцах.
Г.4.З Массу покрытия М, г/м 2 , по трем образцам вычисляют по формуле
 (Г.2)
(Г.2)
где m I , m II , m III — массы покрытия 1, 2, 3 образцов, г/м 2 .
Г.4.4 Результаты вычислений массы покрытия округляют до 1 г/м 2 .
Г.4.5 Массу дифференцированного покрытия определяют для каждой из сторон. Для этого после обезжиривания и взвешивания образца его нижнюю сторону покрывают плотным слоем резинового клея или парафина и удаляют покрытие с противоположной стороны, как указано в Г.З. После удаления клея механическим путем без повреждения покрытия, а парафина — в горячей воде, обезжиривания и последующего взвешивания образца удаляют покрытие с другой стороны образца.
Библиография
[1] ТУ 6-09-636—76 Треххлористая сурьма
[2] ТУ 6-09-3267—76 Оксид сурьмы
Цинкование металла в домашних условиях
Большинство металлов страдает от коррозии. Способов их защиты от действия ржавчины – довольно много: механические, электрохимические и химические. Наиболее актуальной технологией является цинкование. Сам цинк – это стабильный и прочный металл, максимально стойкий к коррозии, благодаря пленке, которую он образует на поверхности при взаимодействии с кислородом.
Технология нанесения защитного цинкового покрытия довольно проста, поэтому цинкование металла своими руками вполне реальное решение при желании сэкономить и умении что-то делать самостоятельно.

Способы цинкования металла
Главными плюсами цинкования являются приемлемая цена и эффективность результата. Процедуру можно выполнять несколькими способами. Сегодня известны следующие виды цинкования металла:
- Термодиффузионная методика. Этот способ нанесения покрытия выполняется на специальном оборудовании с использованием насыщенной смеси. Защитный слой образуется на поверхности металла посредством диффузии железа и цинка при высокой температуре. Метод позволяет формировать покрытия до 50 мкм и больше. Цинковый слой надежен, не слоиться не растрескивается, стоек к механическим ударам.
- Холодный способ нанесения. Эта технология максимально проста и доступна, потому что мало чем отличается от обычной покраски. На поверхности кистью, валиком или тампоном наносится грунт, 90% которого – это цинк.
- Гальванический способ. Этот способ является лучшим относительно эстетичности покрытия. Толщина слоя может быть до 40 мкм. Методика классифицируется, как электрохимическая. Процесс осуществляется переходом частиц цинка с зарядами на поверхность изделия.
- Оцинковка по горячей методике. Этот способ максимально востребован, поскольку покрытие получается стойким. Но горячая оцинковка – затратный и вредный метод. Процедура заключается в погружении изделия в резервуар с горячим цинком, температура которого может достигать 4,5 тысячи градусов С. Подготовка деталей осуществляется с помощью химических процессов.
- Газотермическое нанесение цинка. Оцинковка изделия осуществляется напылением. Преимущественно используется для крупных партий изделий или плоскостей со значительной площадью. В процессе распыляется проволока или цинк-порошок в расплавленном виде. В результате формируется пористое покрытие, которое дополнительно обрабатывают ЛКМ.
Выбор варианта оцинковки металла в домашних условиях напрямую зависит от того, какие параметры защиты необходимы. Первый из них – толщина, от этого зависит продолжительность процедуры и температурный режим. Цинкование можно выполнять одним из методов, или комплексно.
Неоспоримые достоинства метода
Использование процесса горячего цинкования в международной практике позволило добиться хороших результатов.
Стальные и металлические поверхности всегда нуждаются в защите от воздействия внешних условий, потому что процессы коррозирования ведут к неминуемым ухудшениям состояния, а затем и приводят в негодность любые металлические изделия, если они не покрыты защитным слоем.
Нанесение слоя цинка в этом отношении имеет свои неоспоримые преимущества:
- достаточно простая, и при этом эффективная технология;
- устойчивость к коррозированию, близкая по показателям к нержавеющим сплавам;
- высокая производительность установок, не требующих сложностей в обслуживании;
- тепловодность и проводимость электричества с достаточно высоким коэффициентом;
- способность цинкового покрытия к самовосстановлению, при которой микроповреждения зарастают при оптимальной температуре со скоростью около 2 мм в год;
- отсутствующая надобность, для изделий с цинковым покрытием, в нанесении дополнительных защитных слоев (например, лакокрасочных, нуждающихся в перманентном возобновлении).
Как и в каждый метод обработки металлов, применяемый широкомасштабно, технология цинкования имеет определенные сложности в производстве некоторых специфических процессов. Это нельзя даже отнести к недостаткам метода, скорее, к нюансам его использования.
Не все детали поддаются оцинкованию, потому что не для всех габаритов найдутся производственные ванны. Покрытие не выходит настолько равномерным, чтобы его можно было применять в высокоточном производстве там, где значение размера учитывается в миллиметрах и менее. Эстетическая составляющая уступает деталям, покрытым красками и лаками в декоративности.
Поверхность цинкуемого изделия приобретает матово-серый цвет или некоторые его разновидности.
Горячее цинкование метизов предполагает в гайках защиту резьбы транспортировочной сказкой, и еще некоторых специфических тонкостей, а сварочные процессы осуществляются на оцинкованных поверхностях с определенными сложностями.
Технология производственного процесса при всей её относительной несложности требует определенного оборудования, энергетических затрат и специальных знаний. Однако все эти мелкие недочеты не уменьшают значимость того факта, что покрытие цинком, нанесенное на металлическое изделие, обладает высокотехничными свойствами и обеспечивает предохранение металла от коррозии на длительный срок.
Практические тонкости и основная технология
Для осуществления процесса необходимо специальное оборудование для горячего цинкования. На промышленном производстве все процессы выполняются с использованием поточных линий, однако возможно и обустроить цех горячего цинкования собственными руками.
Согласно существующему ГОСТу все процессы оцинкования проводятся с соблюдение определенных технологий и температурных режимов, и состоят из следующих этапов:
- Удаление с поверхности металла посторонних загрязнений. Это обезжиривание, при котором снимаются пятна жира и синтетических соединений, приводящих к расслоению нанесенного слоя цинка по окончании процесса.
- Протравливание поверхности металла. Осуществляется с помощью специальных соединений, чаще – соляной кислоты для удаления с поверхности ржавчины и окалины.
- Флюсование. На поверхности обрабатываемого изделия создается однородная защитная пленка, на которую оптимально накладывается слой цинка.
- Погружение деталей в расплав. Процесс проходит в специальной ванне (обычно, керамической), в барабане, вращение которого обеспечивает равномерность и однородность наносимого покрытия.
После обезжиривания и протравливания в обязательном порядке проводится промывка, позволяющая удалять с поверхности следы составов, очищавших поверхность перед последующим этапом обработки.
В промышленных условиях все это делает высокотехнологичная поточная линия, которая снабжена установкой, удаляющей из воздуха вредные испарения (промышленной вентиляцией), и системой приспособлений для просушки обработанных поверхностей на каждом последующем этапе.
В зависимости от размеров ванны горячего цинкования, поточная линия может обрабатывать большие и средние по величине металлические изделия. В домашних условиях наносить покрытие на метизы, крепежные детали и мелкие хозяйственные изделия можно путем их погружения в небольшие емкости.
Толщина покрытия и его однородность, в значительной мере обеспечиваются мощностью и функциональностью барабана, который вращается при осуществлении процесса поточной линией.
При этом профессиональная подготовка требуется только от наладчика, следящего за исправностью поточной линии, а от подготовленности и сообразительности работника на поточной линии мало что зависит.
С помощью скорости барабана, в котором находятся детали, обеспечивается надежность того, что покрытие деталей будет необходимой толщины и однородности.
Необходимое оборудование
Обеспечить необходимые свойства и качественное нанесение покрытия,может лишь технология, соблюденная согласно существующему нормативному ГОСТу, проведение которой выполнено на качественном оборудовании, соответствующем необходимым тонкостям процесса.
Для оцинковки металла необходимы:
- сушильная;
- цинковальная печь;
- одна или несколько оцинковочных ванн (размеры которых зависят от масштабов существующего производства);
- промышленная вентиляционная установка с достаточной мощностью (защитно-вытяжной короб), ванна для охлаждения и теплообменник, приборная панель, если установка автоматическая;
- обязательно наличие грейфера для удаления гартцинка.
Преимущества, которые дает использование метода горячего цинкования, как в повседневной бытовой практике, так и в промышленном производстве, привели к тому, что его значение и востребованность ничуть не изменились, несмотря на многолетнюю практику использования.
Метод горячего цинкования не стал менее востребованным даже с появлением других промышленных технологий предохранения металла от коррозии.
Суть метода
Каким бы способом ни наносилась защита, суть его в том, что на металлическую поверхность, нестойкую к воздействию агрессивных факторов, наносится слой, способный предотвратить пагубные воздействия. Оцинковка своими руками или на производственной площадке – это формирование на изделии цинкового сплошного покрытия, которое, взаимодействуя с кислородом, образует прочную пленку. Именно она и защищает материалы от коррозии.
Способы и методы цинкования
Для укрепления металлических поверхностей широко распространены такие виды цинкования:
- горячее;
- холодное;
- гальванизация;
- термодиффузионное цинковое покрытие;
- напыление под воздействием термических газов.
При выборе технологии цинкования металла нужно отталкиваться от предназначения изделия и способов его эксплуатации. Заранее необходимо определить класс толщины цинкового слоя, так как от этого зависит весь технологический процесс, включая настройку производных температур.
Изделия из металла, на которых уже присутствует цинк, не стоит подвергать механическим воздействиям, так как можно нарушить целостность защитного покрытия.
Горячее цинкование
Горячее цинкование стали имеет широкую известность, но применяется несколько реже, чем другие способы распределения цинка по поверхности металлоконструкций. Несмотря на эффективность горячей технологии, она является крайне опасной для окружающей среды и живых организмов. Горячий способ подразумевает использование агрессивных химикатов для подготовительных процедур и горячего жидкого цинка для дальнейшего покрытия.
Сталь цинкуется горячим методом в 2 этапа:
- Подготовительные меры.
- Процесс цинкования.
Подготовка изделий также делится на следующие друг за другом производственные стадии:
- Зачистка и обезжиривание поверхности.
- Травление с помощью кислот.
- Промывание деталей.
- Флюсование (вычленение из металла солей и оксидов).
- Просушка.
После завершения этапа 1 деталь погружают в специальный резервуар с расплавленным цинком, после чего начинает формироваться тонкий защитный слой из железа и цинка. Далее изделие подвергается продуванию, которое призвано обеспечить полное высыхание изделия, а также удаление лишних образований.
Недостаток данного метода оцинковывания металла заключается в ограничении габаритов обрабатываемых изделий размерами резервуара.
Холодное цинкование
Метод холодного цинкования заслуженно считается самым применяемым. Причинами тому являются высокая результативность и простота применения. Способ не требует наличия профессионального оборудования, что позволяет осуществлять цинкование у себя дома.
Для холодного цинкования потребуется специальный цинковый состав (например «Цинокол») и малярный инструмент (кисть, валик). Смесь включает от 86% цинка, благодаря чему защитное покрытие образуется сразу после нанесения состава на металлическую поверхность.
Если конфигурация поверхности не позволяет нанести цинковую смесь малярным инструментом равномерно, применяют краскопульт – устройство для распыления различных материалов.
Холодный метод цинкования не имеет аналогов, если речь идет о нанесении или восстановлении защитного слоя металлоконструкций, в отношении которых невозможно применить иные способы цинкования (например, уже смонтированное оборудование, леса или трубы). Также такой метод является лучшим решением для проведения ремонтных работ.
Холодный способ цинкования можно производить в широком температурном диапазоне, при этом защитный покров сохраняет гибкость и устойчивость к различным повреждениям.
Гальванический метод
Во время гальванического цинкования на верхний слой металла оказывается воздействие электрического и химического характера одновременно. Результатом является не только максимально точная толщина барьерного слоя, но и идеально гладкая структура.
Гальванизация сопровождается высокой адгезией элементов металла и цинка, соединенных на молекулярном уровне. Можно достичь не только максимально равномерного цинкового покрытия по всей площади детали, но и придать ему декоративный вид.
Процесс электрохимической гальванизации происходит так:
- пластины или другие объекты из металла погружаются в специальную электролитическую жидкость;
- объект обработки подключается к источникам тока с разными зарядами;
- разность потенциала заставляет материал разрешаться, после чего молекулы цинка начинают подниматься к поверхности изделия, образуя тем самым защитный слой.
Цинкование металлоконструкций гальваническим методом позволяет воссоздать неповторимый декоративный узор, контролируя при этом толщину барьерного слоя.
Главный недостаток процедуры – высокая стоимость, которая складывается из цен на электроэнергию, состав электролита, оборудование и другие производственные элементы.
Читать также: Новый бюджетный кроссовер от фольксваген
Термодиффузионное покрытие цинком
Суть термодиффузионной технологии (ТТ) в том, что объект цинкования и сухой цинксодержащий порошок кладутся в специальный контейнер, который герметизируется и подвергается воздействию очень высокой температуры (до 2 500 градусов по Цельсию). Атомы цинка, содержащиеся в сухой смеси, преобразуются в газ, что упрощает их диффузионное проникновение в верхний слой деталей из металла.
Как правило, данную технологию применяют в случае необходимости создания защитного слоя свыше 15 мкм.
Подготовка самих деталей происходит по стандарту. Термодиффузионный метод, как и другие технологии, обладает рядом положительных и отрицательных черт.
- безопасность и экологичность;
- возможность контролировать толщину цинковой наслойки;
- высокое качество защитного покрытия без образования пор;
- после процедуры не остается специфических отходов, нуждающихся в особом виде утилизации;
- можно осуществить цинкование изделий даже со сложной геометрической конструкцией.
- наличие налета на оцинкованных деталях, отсутствие зеркального блеска;
- образование цинковой пыли в окружающей среде;
- средний уровень производительности;
- цинкование может получиться неравномерным.
Газотермическое напыление цинка
Напыление подходит для металлических крупногабаритных пластин или металлоконструкций, в отношении которых очень тяжело применять другие технологии. Процесс цинкования напылением: в условиях газовой среды цинк в виде сухого порошка распыляют по всей поверхности металлоконструкции. На фоне высоких температур молекулы цинка и металла при столкновении образуют чешуйки, поры и неровности, поэтому обрабатываемая деталь нуждается в дальнейшей покраске.
Область применения
Термодиффузионный, горячий, гальванический и газотермические методы нанесения цинка на поверхность металлических изделий преимущественно используются в промышленной сфере. Оцинковку деталей в домашних условиях проще всего выполнять холодным способом. Доступен и гальванический Термодиффузионный метод применим для мелких изделий и крепежных деталей. Горячая и газо-термическая технология оправдывает себя при формировании защитного покрытия на изделиях в больших промышленных масштабах.
Для чего нужна оцинковка?
Формирование защитного покрытия обеспечивает металлопрокату стойкость к коррозии и агрессивным внешним воздействиям, расширяя тем самым область его применения. Методика также востребована в автомобилестроении, газо- и нефтедобывающей отрасли. Заключительным же ответом на вопрос: «Зачем нужна оцинковка?» – будет тот факт, что обработанные таким образом изделия сохраняют все функциональные характеристики в течение 50 лет.
Как делают оцинкованную сталь?
Оцинкованная сталь – это сталь, которая прошла химический процесс, который помогает сохранить ее от коррозии. Сталь получает специальное покрытие оксида цинка материала, который так легко не ржавеет. Покрытие также делает сталь более долговечной, усложняет возможность поцарапать материал. Многие люди находят оцинкованную сталь более привлекательной визуально.
Как делают оцинкованную сталь?
Одним из самых распространенных способов производства стали, которая способна противостоять коррозии является объединение ее с металлом, который может сопротивляться коррозии. И этот металл – цинк. Когда сталь погружают в расплавленный цинк, химическая реакция связывает их навсегда. Таким образом, цинк не просто наносится на сталь, как краска, а становится с ней одним целым. Внешний слой – это полностью цинк, в то время как в последующие слои – это цинк и железо, причем количество цинка уменьшается при приближении к внутренней части. Самый центральный слой – это чистая сталь.
Этот процесс является одним из наиболее распространенных способов получения оцинкованной стали, но он не единственный. Можно также провести стальной лист через расплавленный цинк. Это также своеобразный способ погружения, но он оставляет лишь тонкий слой защитного металла на поверхности цинка. Сталь также можно покрасить или опрыскать цинком, хотя ни один из этих методов не образует прочную связь. Есть вариант использовать электричество для создания связи между металлами, но и это дает лишь относительно тонкий слой цинка.
Степень цинкования обычно описывают как вес цинка на единицу площади поверхности, а не на его толщину, так как это дает лучшее представление о том, сколько металла было применено. Сталь часто цинкуют после формирования определенных деталей, например гвоздей, балок, винтов и так далее. Часто листы стали цинкуют до создания из них продуктов, но это может вызвать шелушение в процессе последующей штамповки.
Преимущества и недостатки
Теоретически покрытие цинком в домашних условиях металлических деталей возможно любым способом, но вопрос в другом — насколько целесообразен тот или иной метод при самостоятельном выполнении работ. Но цинковые покрытия максимально популярны, поскольку имеют следующие преимущества:
- они формируют надежную защиту металла от пагубного воздействия коррозии;
- внешний вид изделий эстетичен, поэтому многие дизайнерские элементы конструкций покрывают цинком: мебельная фурнитура, интерьерные детали автомобилей и другое;
- цинковое покрытие экологичное, безвредно для здоровья человека и показывает лучшие защитные параметры в сравнении с другими материалами.
Суть и назначение процесса цинкования металла
Цинк является основным компонентом специальной химической смеси, которой принято покрывать изделия из металла во избежание развития коррозионных процессов. Повышенная влажность, воздействия механического характера, химические реакции – все это может спровоцировать окисление поверхности металла, однако оцинкованные изделия гораздо меньше подвержены коррозии.
Цинк и металл в симбиозе образуют гальваническую пару, где цинк принимает на себя все барьерные функции и, следовательно, вступает в различные формы взаимодействия с факторами окружающей среды.
Поверхность изделия будет сохранять свой первоначальный вид до тех пор, пока не разрушится полностью верхний цинковый слой. В местах, где цинк подвергается наиболее сильному воздействию, под влиянием молекул воды и кислорода образуется защитный слой гидроксида, который также сохраняет целостность металла.
Читать также: Ортопедическая подушка для поясницы в автомобиль
Цинкование алюминия и других видов металлов происходит с использованием разных методов, однако наибольшее влияние на эффективность результата данной процедуры оказывает класс толщины цинкового слоя, который определен по ГОСТ 14918-80.
| Класс толщины | Масса м2 площади покрытия (с двух сторон), г | Толщина цинкового слоя, мкм |
| Повышенный (П) | От 570 до 855 | От 40 до 60 |
| 1 | От 258 до 570 | От 18 до 40 |
| 2 | От 142,5 до 258 | От 10 до 18 |
Классы цинкового покрытия П и 1 чаще всего используются в условиях сложной климатической обстановки повышенной влажности и перепадов температур.
Способы, подходящие для самостоятельного цинкования
Если перед вами стоит вопрос, как самому оцинковать металл, решений может быть только два: либо по гальванической технологии, либо холодным способом:
- Гальваническое нанесение выполняется с помощью зарядного устройства или обычного автомобильного аккумулятора. Главное, чтобы их параметры соответствовали таким значениям: от 6 до 12 В, от 2 до 6 А. Электролитом может послужить раствор соли цинка, аккумуляторный электролит или детская соска. Емкость может быть стеклянной или из винипласта. Деталь очищается и обезжиривается, а затем погружается в раствор. Электрод должен быть сопоставим с площадью покрытия. Процедура длится в среднем 40 минут.
- Холодное нанесение осуществляется кистью, тампоном или валиком. Материалы для покраски продаются в магазинах. Они представляют собой цинковый порошок и связующее вещество. Их размешивают в указанных в инструкции пропорциях, и наносят на поверхность.
Главное, что должен понимать мастер, решивший выполнить оцинковку самостоятельно, что в домашних условиях невозможно создать надежное и долговременное покрытие, поэтому следует контролировать отреставрированный участок. И при необходимости выполнять процедуру снова.
Простой способ цинкования в домашних условиях
Самым легким способом самостоятельного цинкования металла является холодный метод. Однако многих интересует именно гальванический способ из-за формирования декоративных узоров на верхних слоях детали.
Подготовка электролита
Электролитом может стать любой раствор, в котором содержится цинк:
- хлорид цинка (ZnCl);
- соляная кислота (HCL);
- ZnSO4 (результат травления серной кислоты H2SO4).
При травлении необходимо быть максимально осторожным, так как во время химической реакции выделяется взрывоопасный газ Н2.
Получение цинкового состава
Чтобы осуществить гальваническое цинкование металла дома, необходимо иметь цинк. Если говорить о подручных средствах, то цинк можно найти:
- в солевых батарейках (индекс L);
- в металлических оцинкованных деталях;
- в советских предохранителях.
А можно купить чистый цинк в радиомагазинах или на авторынках.
Подготовка к нанесению покрытия
Чтобы качественно оцинковать стальные детали, необходимо грамотно подготовить материалы:
- Нужно взять пластиковую или стеклянную тару, которая выступит в качестве ванны с электролитом, и установить держатели для анода и катода.
- Если в электролите заметны кристаллы соли, то использовать его нельзя. Растворить их можно, добавив дистиллированной воды.
- Анодом может выступить пластинка из цинка с подключенным к ней «+» зарядом. Чем больше площадь пластины, тем равномернее будет ложиться цинк на катоде. Чем больше анодов, тем больший участок покроется цинком за раз.
- Катод – это деталь, которая требует обработки (отрицательный заряд). На нее будут укладываться молекулы цинка. Необходимо подготовить металл к процедуре цинкования: очистить от коррозии, обезжирить и активировать, поместив в раствор кислоты. Необходимо расположить катод равно удаленно от всех источников положительного заряда.
- Источником электрического питания может выступать любой аккумулятор или блок питания. Чем выше будет напряжение, тем более ускоренно пройдет процесс гальванизации. Если используется автомобильный аккумулятор, в схему необходимо добавить другие потребители тока (например, лампочку накаливания).
Нанесение цинковой пленки
После всех подготовительных процедур останется только включить источник электрического питания и поместить катод в электролит. Не стоит допускать бурного кипения электролита: необходимо снизить силу тока, добавив в схему потребители электроэнергии. Чем дольше происходит процесс гальванизации, тем толще будет защитный слой цинка на поверхности обрабатываемой детали (катода).
Если у вас имеется опыт цинкования металла в домашних или промышленных условиях, вы можете поделиться им в комментариях.
Метод цинкования – один из самых распространенных для создания надежной защиты для металла от коррозии. Он отличается простотой и дешевизной. Поэтому такой способ обработки можно выполнять в домашних условиях, для чего необходимо лишь соблюдать определенные условия.
Источник https://sibnovostroy.ru/stanki/ves-i-drugie-harakteristiki-otsinkovannogo-lista-vidy-harakteristiki-raschet-vesa.html
Источник http://list-ocinkovannyy.ru/stal-otsinkovannaya-gost-52246
Источник https://math-nttt.ru/obrabotka-metalla/galvanicheskoe-cinkovanie-gost.html