Технологический процесс в доменном производстве
По степени унификации различают следующие виды технологических процессов:
Вид технологического процесса определяется количеством изделий, охватываемых процессом (одно изделие, группы однотипных изделий).
Наименование процессов устанавливают по стандартам СРПП (Система разработки и постановки продукции на производство).
Единичный технологический процесс — технологический процесс, относящийся к изделиям одного наименования, типоразмера и исполнения, независимо от типа производства (применяется для изготовления изделий одного наименования, типоразмера и исполнения независимо от типа производства).
Типовой технологический процесс — технологический процесс, характеризуемый единством содержания и последовательности большинства технологических операций и переходов для группы изделий с общими конструктивными признаками.
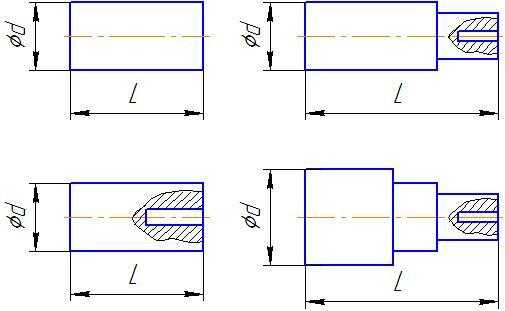
Рис. Общий конструктивный признак – тела вращения
Типовой процесс применяется:
а) как информационная основа при разработке рабочего технологического процесса;
б) как рабочий технологический процесс при наличии всей необходимой информации для изготовления детали, или как база для разработки стандартов на типовые технологические процессы.
Типовой технологический процесс может являться совокупностью типовых технологических операций, которые характеризуются единством содержания и последовательности технологических переходов для группы изделий с общими конструктивными признаками.
Групповой технологический процесс — технологический процесс, характеризуемый единством методов обработки с использованием однородных и быстро переналаживаемых приспособлений для групп изделий даже с разными конструктивными признаками (но общими технологическими).
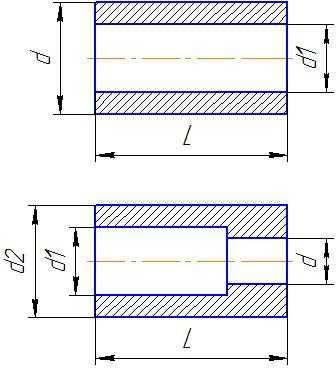
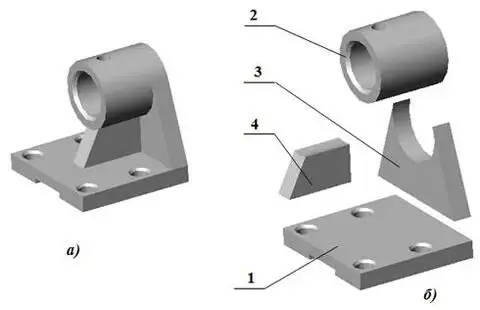
Рис. Разные конструктивные признаки
Групповой технологический процесс может состоять из групповых технологических операций, которые являются общими для групп различных деталей с определенной групповой оснасткой на данном оборудовании.
Таким образом, групповой технологический процесс — это совокупность групповых технологических операций, обеспечивающих изготовление различных деталей группы (или нескольких групп) по общему технологическому маршруту.
Каждый вид технологических процессов характеризуется следующими признаками:
а) основным назначением процесса:
б) степенью детализации содержания процесса:
Рабочий технологический процесс — технологический процесс, выполняемый по рабочей и (или) конструкторской документации (применяется: для изготовления в соответствии с требованиями рабочей технической документации).
Перспективный технологический процесс — технологический процесс, соответствующий современным достижениям науки и техники, методы и средства осуществления которого полностью или частично предстоит освоить на предприятии (используются как информационная основа для разработки рабочих технологических процессов при техническом и организационном перевооружении производства; рассчитан на применение более совершенных методов обработки, более производительных и экономически эффективных средств технологического оснащения и изменения принципов организации производства).
Маршрутный технологический процесс — технологический процесс, выполняемый по документации, в которой содержание операций приводится без указания переходов и режимов обработки (технологический маршрут — последовательность прохождения заготовки, детали или сборочной единицы по подразделениям предприятия при выполнении технологического процесса изготовления или ремонта).
Операционный технологический процесс — технологический процесс, выполняемый по документации, в которой содержание операций излагается с указанием переходов и режимов обработки.
Маршрутно-операционный технологический процесс — технологический процесс, выполняемый по документации, в которой содержание отдельных операций излагается без указания переходов и режимов обработки.
индустриального, АПК, управленческой деятельности, сферы обслуживания и др. — Мегаобучалка
Технологический процесс – это часть производственного процесса, связанная с изменением формы, размеров или свойств заготовки (сборочной единицы).
Последовательность действий (техпроцесс) можно продемонстрировать на нескольких примерах машиностроительного производства.
· Сверление отверстий на сверлильном станке:
1.Изучите выданную учителем технологическую документацию на сверление отверстия.
2. Наденьте спецодежду и подготовьте станок к работе:
• проверьте исправность защитных кожухов и заземляющего
провода;
• установите все рукоятки управления станком в нейтральное
• установите и закрепите сверло нужного диаметра в патроне.
3. Разметьте центр отверстия и закрепите заготовку или деталь.
4. Включите электродвигатель, проверьте работу станка на
холостом ходу. Просверлите отверстие в детали в соответствии с
технологической документацией с помощью плавной подачи
сверла движением рукоятки станка и выключите станок.
5. Сдайте деталь и документацию преподавателю.
6. Уберите рабочее место.
· Обработка деталей на токарном станке:
1.Изучите техническую документацию, выданную преподавателем на изготовление детали несложной формы.
2. Наденьте спецодежду (рабочий халат, головной убор), подберите измерительные инструменты и подготовьте станок к работе:
• высота станка должна соответствовать росту токаря: подбери
те подставку в виде решетки так, чтобы ладонь правой руки,
согнутой под углом 90°, находилась не ниже оси центров
• проверьте исправность защитных кожухов и заземляющего
провода;
• установите все рукоятки управления станком в нейтральное (нерабочее) положение, а заднюю бабку сдвиньте в конец станины так, чтобы она выступала за направляющие. Установите фартук суппорта посередине станины.
3. Закрепите заготовку и нужный вам резец.
4. Включите электродвигатель станка, проверьте работу станка на холостом ходу.
5. Изготовьте деталь в соответствии с технологической документацией. В процессе изготовления детали проводите пооперационный контроль ее параметров с помощью измерительных инструментов.
6. Проконтролируйте параметры детали.
7. Уберите рабочее место.
Технологические процессы
Индустриальное производство Тяжелая (средства производства), легкая индустрия (предметы потребления)
Разработка техн. процесса для конкретного производства, н-р, станка, швейной машины;
Изготовление отдельных деталей;
Агропромышленный комплекс: Земледелие
Производство с/х продукции; Подготовка семян;
Хранение; Подготовка почвы;
Транспортировка и реализация. Уход за растениями;
Животноводство:
Разведение; Управление:
Откорм и уход; Сбор и анализ информации;
Убой; Определение цели управления;
Переработка продукции. Организация управления;
Учет и контроль.
Искусство:
Худ. Образ, замысел;
Представление для слушателей.
Источники семейного бюджета. Доходная и расходная часть. Планирование семейного бюджета. Прожиточный минимум.
Бюджет семьи— это структура всех доходов и расходов за определенный период времени (месяц или год).
Доходы семейного бюджета складываются из зарплат, стипендий и пенсий членов семьи, пособий. Это постоянные формы дохода семейного бюджета. Кроме того, семейный бюджет может пополняться за счет сезонных или единовременных доходов. Это могут быть дивиденды по вкладам, выращенная на личном огороде продукция, премии, выигрыши в лотерею и т.п.
Расходы, производимые семьей, бывают обязательными (плата за жилье и коммунальные услуги, электричество, телефон, расходы на питание и лекарства, обувь и одежду, транспортные расходы, налоги) и необязательными (покупка игр, билетов в театр и кино, литературы, посещение парикмахерской и т.п.).
Планирование семейного бюджета необходимо для рационального расходования денежных средств и других форм доходов. При планировании семейного бюджета, сначала подсчитывают общую сумму доходов. Затем из этой суммы вычитают деньги на обязательные расходы. Оставшуюся сумму либо накапливают, либо экономно тратят на культурный досуг семьи, крупную покупку (техника, одежда), ремонт квартиры и др.
С учетом современной рыночной ситуации при накоплении или расходовании денежных средств учитывают темпы инфляции. Для этого при накоплении денежных средств для крупной покупки деньги переводят в твердую валюту или хранят в надежном банке. При покупке товаров и продуктов используют сезонные скидки, распродажи.
Если расходы равны доходам, то бюджет сбалансированный. Когда расходы превышают доходы, бюджет дефицитный. Если доходы больше расходов, бюджет избыточный.
Планирование семейного бюджета необходимо для рационального расходования денежных средств и других форм доходов. Бюджет семьи — это структура всех доходов и расходов за определенный период времени (месяц или год). Доходы семейного бюджета складываются из зарплат, стипендий и пенсий членов семьи, пособий. Это постоянные формы дохода семейного бюджета. Кроме того, семейный бюджет может пополняться за счет сезонных или единовременных доходов. Это могут быть дивиденды по вкладам, выращенная на личном огороде продукция, премии, выигрыши в лотерею и т.п. Расходы, производимые семьей, бывают обязательными (плата за жилье и коммунальные услуги, электричество, телефон, расходы на питание и лекарства, обувь и одежду, транспортные расходы, налоги) и необязательными (покупка игр, билетов в театр и кино, литературы, посещение парикмахерской и т.п.).
При планировании семейного бюджета, сначала подсчитывают общую сумму доходов. Затем из этой суммы вычитают деньги на обязательные расходы. Оставшуюся сумму либо накапливают,
либо экономно тратят на культурный досуг семьи, крупную покупку (техника, одежда), ремонт квартиры и др.
С учетом современной рыночной ситуации при накоплении или расходовании денежных средств учитывают темпы инфляции. Для этого при накоплении денежных средств для крупной покупки деньги переводят в твердую валюту или хранят в надежном банке. При покупке товаров и продуктов используют сезонные скидки, распродажи.
Если расходы равны доходам, то бюджет сбалансированный. Когда расходы превышают доходы, бюджет дефицитный. Если доходы больше расходов, бюджет избыточный.
Прожиточный минимум— это сумма денег, необходимая человеку для приобретения объема продуктов питания не ниже физиологических норм и удовлетворения его потребностей в одежде, обуви, жилье, предметах гигиены и санитарии на минимально необходимом уровне.
В России при определении величины прожиточного минимума сначала специалисты по питанию рассчитывают жизненно необходимый человеку объем пищи (а также ее калорийность, наличие витаминов и других питательных веществ). При этом, учитываются следующие продукты питания: хлеб, картофель, мясо, овощи, фрукты, сахар и кондитерские изделия, рыба, молочные продукты, яйца. Нормы определяются в расчете на год. Затем эти нормы потребления умножаются на действующие цены для определения денежной величины прожиточного минимума.
ВИДЫ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Основы ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ
Технологические процессы по уровню обобщения делятся на два вида: единичный и типовой.
Единичный технологический процесс применим только для изготовления одного конкретного изделия, а типовой технологический процесс – для изготовления группы схожих изделий.
Единичный технологический процесс – это процесс изготовления или ремонта изделия одного наименования, типоразмера и исполнения, независимо от типа производства.
К преимуществам единичного технологического процесса относятся, с одной стороны, возможность учета всех особенностей данного изделия, а с другой стороны, наиболее эффективного изготовления изделия за счет учета конкретных производственных условий (имеющегося технологического оборудования, приспособлений, инструментальной оснастки, квалификации рабочих и т. п.).
Наряду с преимуществами единичный технологический процесс имеет и недостатки. Для его разработки требуются большие затраты времени и труда.
Затраты времени на разработку технологического процесса могут во много раз превышать затраты времени на его осуществление. Если изготавливается большое число изделий, то доля затрат времени на разработку технологического процесса, приходящаяся на одно изделие, будет незначительной, но при небольшом выпуске изделий эта доля резко возрастет. В этом случае разрабатывают укрупненный технологический процесс, например, создают лишь маршрутное описание технологического процесса, в которое включают последовательность операций и оборудование, но без указаний переходов и режимов процесса. Все остальное предоставляется решать непосредственно рабочему, который должен иметь соответствующую квалификацию. По мере роста объема выпускаемой продукции разработку технологического процесса проводят более подробно.
В единичном производстве высокая продолжительность разработки технологического процесса нередко входит в противоречие с продолжительностью самого процесса. Чем тщательней и подробней разрабатывается единичный технологический процесс, тем больше времени требуется для его разработки и тем выше должна быть квалификация технолога. Однако в определенных условиях затраты времени на разработку процесса становятся значительно больше затрат времени на его осуществление Иллюстрацией такого положения может служить технологический процесс изготовления деталей на станке с ЧПУ, где его разработка отличается большой тщательностью и подробностью. Так, к примеру, документация технологического процесса изготовления детали на станке с ЧПУ содержит карту наладки, операционно-техническую карту, схему движения инструментов, операционную расчетно-техническую карту, карту программирования, чертежи специального инструмента и оснастки. Все это приводит к росту трудоемкости разработки операции; например, только разработка управляющей программы и ее отладка для деталей высокой сложности требует нескольких рабочих дней технолога-программиста, в то время как обработка небольшой партии таких деталей может уложиться в одну рабочую смену.
Проектирование единичного технологического процесса отличается большим числом возможных решений по каждому изделию, подлежащему изготовлению. Поэтому в условиях единичного производства при сравнительно малом времени, отводимом на разработку процесса, возможность подкрепления принимаемых решений объективными технико- экономическими расчетами очень ограничена.
В массовом производстве высокая трудоемкость тщательной разработки единичного технологического процесса оказывается оправданной, так как ее величина несопоставимо мала по сравнению с трудоемкостью изготовления всего объема изделий данного наименования. Оправдывает себя в массовом производстве и применение специального оборудования, оснастки, отличающиеся высокопроизводи ч-льными рабочими процессами.
Недостатки еДИНИЧНОЙ ТеХНОЛОГИИ В массовом ПрОИЗВОДС і І. Н’ проявляются в большой длительности технологической подго: производства, обусловленной необходимостью создания специальных технологических средств.
Широкое применение единичной технологии в масштабе всего машиностроительного производства страны приводит к большим потерям. Дело в том, что в среднем изготавливаемые изделия состоят примерно на 70 % из общемашиностроительных узлов и деталей, близких по своему конструктивному строению. Но на тысячах машиностроительных предприятий их изготавливают по единичным технологическим процессам, мало отличающимся по эффективности друг от друга, но зачастую использующим оригинальную оснастку, а в крупносерийном и массовом производстве – и оригинальное технологическое оборудование. При этом прогрессивные высокоэффективные решения, разработанные на каком – либо одном предприятии и потребовавшие больших затрат труда, теряются в огромном разнообразии разработок и практически не находят применения на других предприятиях.
Все перечисленные негативные стороны единичной технологии послужили причиной поиска нового вида технологии, свободной от этих недостатков. Первым шагом в этом направлении явилась разработка типовой технологии, когда в 30-е годы XX века проф. А. П. Соколовский 1111 высказал идею типизации технологических процессов.
Типовой технологический процесс характеризуется единством содержания и последовательности большинства технологических операций для группы изделий с общими конструктивными признаками.
В основе типовой технологии лежит классификация изделий на классы – подклассы – группы – подгруппы – типы. Тип представляет со – |><>й группу схожих изделий, среди которых выбирается типовой представитель, обладающий наибольшей совокупностью свойств изде – Iіий, вошедших в эту группу. На типовой представитель разрабатывается пшовой технологический процесс, по которому осуществляется изготов – неиие всех изделий этого типа. В случае отсутствия в конкретном изде – ііии гой или иной характеристики (например, какой-то поверхности) при (ииработке рабочего процесса соответствующая операция из типового процесса исключается.
Тем самым типовой процесс в определенной степени разрешает противоречие между большими затратами времени на разработку процесса и малыми сроками на изготовление изделия, так как затраты времени на разработку рабочего технологического процесса для изготовления конкретного изделия резко сокращаются. Разрабатывая на группу деталей, близких по своему конструктивному оформлению, один типовой процесс, можно разработать более совершенный процесс, так как на его проектирование можно затратить больше времени и средств. Пользуясь типовым процессом, рабочий технологический процесс на деталь из группы будет разработан достаточно быстро и качественно.
Типовые процессы позволяют избегать повторных и новых разработок при проектировании рабочих технологических процессов, вследствие чего облегчается труд технолога и сокращаются затраты времени на разработку.
Важное обстоятельство: типовой технологический процесс, приобретая универсальность, одновременно теряет черты индивидуальности. Действительно, типовой технологический процесс изготовления деталей разрабатывается под группу конструктивно схожих деталей, вошедших в один тип. По этому типовому процессу изготавливаются все детали группы, несмотря на то, что они чем-то отличаются друг от друга. В этом и заключается универсальность типового технологического процесса.
Потеря индивидуальности типового процесса заключается в том, что он не учитывает отмеченные выше различия, специфику изделий, вошедших в один тип. Как известно, в каждом типе из группы деталей выбирают типовую деталь, которая отличается наиболее часто встречающимися конструктивными формами, размерами, требованиями к точности и другими показателями качества. Типовая деталь, как правило, наиболее сложная из всех деталей, вошедших в данный тип. Поэтому если бы для каждой детали из этой группы разработать единичный технологический процесс, то он был бы более эффективным, чем типовой процесс, так как он учитывает все особенности детали (иными словами, потеря индивидуальности не позволяет типовому процессу стать оптимальным для каждой детали данной группы).
Чем больше изделия в группе отличаются по своему конструктивному оформлению и требованиям к качеству, тем сильнее отличается типовой процесс от оптимального. Это является одним из ограничений расширения группы изделий под один типовой технологический процесс. В результате изготавливаемые изделия приходится делить на большее число типов, что приводит к росту числа типовых процессов и снижает эффективность типизации.
В целом типовая технология способствует:
1) сокращению разнообразия технологических процессов и внесению однообразия в изготовление сходных изделий:
2) внедрению и распространению передового опыта и достижений науки и техники;
3) упрощению разработки рабочих технологических процессов и сокращению затрат времени на их разработку;
4) сокращению разнообразия средств технологического оснащения технологических процессов;
5) разработке новых высокоэффективных технологических процессов.
Эффективность единичной и типовой технологий будет разной в зависимости от типа производства. В массовом производстве эффективнее применять единичный технологический процесс, так как он позволяет создать оптимальный технологический процесс, дающий в итоге высокий суммарный экономический эффект.
По мере роста разнообразия выпускаемых изделий, снижения серийности их выпуска, величин партий увеличиваются потери времени, связанные с частыми переналадками технологического оборудования и оснастки. В итоге снижается эффективность производства, повышается себестоимость изготовления изделий. И чем шире выпускаемая номенклатура изделий и меньше их серийность, тем ниже эффективность производства.
В этих условиях возникла задача группирования изделий, отличающихся однородностью технологии изготовления, что позволяет снизить число переналадок оборудования и увеличить размеры партий, поступающих на обработку.
В результате решения этой задачи появился новый вид технологии – групповая технология, основоположником которой является проф. С. П. Митрофанов [9].
Если типовая технология направлена на сокращение трудоемкости технологической подготовки производства, повышение эффективности технологических процессов и распространение прогрессивных решений, го групповая технология предназначена для повышения эффективности производственного процесса.
Групповой технологический процесс – это процесс изготовления группы изделий с разными конструктивными, но общими технологическими признаками.
Групповой процесс нашел применение в мелкосерийном и серийном производстве. Принципиальная сущность групповой технологии заключается, прежде всего, в группировании изделий в технологические группы по технологическому подобию.
Групповой технологический процесс разрабатывают на комплексное изделие. В отличие от типового изделия комплексное изделие является “собирательным”, часто не существующим в действительности, объединяющим в себе черты большинства изделий, вошедших в группу. Для комплексного изделия разрабатывается технологический процесс и все изделия этой группы, будучи, как правило, проще комплексного изделия, изготовляют по данному технологическому процессу, пропуская отдельные технологические переходы. Все изделия, закрепленные за этим технологическим процессом, изготовляют партиями.
В качестве комплексного изделия технологической группы служит какое-то изделие из группы или искусственно созданное изделие. Например, комплексная деталь формируется следующим образом: берется наиболее сложная деталь, которая включает все поверхности других деталей и, если она не содержит всех поверхностей, содержащихся в других деталях группы, то к ней искусственно добавляют недостающие поверхности.
Различают групповую операцию и групповой технологический процесс. Групповая технологическая операция разрабатывается для выполнения технологически однородных работ при изготовлении группы изделий на специализированном рабочем месте при условии возможности частичной подналадки технологической системы. Групповой технологический процесс представляет собой комплекс групповых технологических операций, выполняемых на специализированных рабочих местах в последовательности технологического маршрута группы изделий, элементов.
Применение групповой технологии особенно эффективно тогда, когда на ее основе в серийном и мелкосерийном производствах удается создать групповые поточные или даже автоматические линии изготовления изделий или деталей отдельных групп. Создание подобных линий обычно основано на сочетании принципов типизации технологических процессов и групповой обработки, т. е. когда применяется типовой маршрут (например, при обработке заготовок по отдельным групповым операциям, выполняемым на станках с групповыми настройками, и при широком использовании групповых переналаживаемых приспособлений).
Применение групповой технологии тем эффективней, чем больше технологическая группа.
При внедрении групповой технологии возникают трудности, связанные с организацией больших технологических групп не только в связи со сложностью в построении групповых наладок и приспособлений, но и из-за необходимости учета календарного планирования по выпуску изделий.
Изделия, изготавливаемые по групповой технологии, хотя и похожи, но имеют и различия, поэтому за редким исключением избавиться полностью от переналадки оборудования не удается.
По мере расширения номенклатуры деталей в группе при разработке групповой наладки возрастают ее сложность, количество позиций и время простоя инструментальных позиций. Это ограничивает номенклатуру деталей в группе приводит к росту числа групп и, следовательно, увеличению числа групповых технологических процессов (операций).
Групповая технология оправдывает себя при условии многократного повторения выпуска данной технологической группы изделий. Если повторяемость отсутствует или незначительна, то дополнительные затраты на технологическую подготовку, которые значительно выше по сравнению с единичной технологией, себя не окупают (примером эффективного применения групповой технологии может служит авиационная промышленность, где имеет место высокая повторяемость групп).
Практика внедрения типовых и групповых технологических процессов показывает, что, несмотря на очевидные преимущества, доля их внедрения невысока и до сих пор доминирует единичная технология. Одной из главных причин этого является недосток классификации изделий на типы, группы, которыми пользуются при разработке типовых и групповых процессов. Анализ этих классификаций показывает, что в обоих случаях в явном или неявном виде в качестве отличительных признаков выступают не конструктивные, а технологические характеристики. Это приводит к тому, что на предприятиях, различающихся составом технологических средств и квалификацией работников, одна и та же номенклатура изделий будет разбита на разные группы. С другой стороны, стоит изменить на предприятии применяемую технологию и оборудование, как придется изменять типы и группы. Чтобы свести к минимуму эти недос – іатки, надо классифицировать изделия на группы не по технологическим, а конструктивным признакам, что позволит сократить разнообразие типовых и групповых процессов и расширить область их применения. Подводя итог анализу различных видов технологического процесса, можно отметить следующее: применение единичного процесса позволяет разрабатывать оптимальные процессы, но это приводит к большим затратам времени на их разработку;
Применение типового технологического процесса снижает объем и сроки технологической подготовки производства, но не обеспечивает оптимального процесса для каждой детали одного типа;
Применение группового технологического процесса хотя и увеличивает размер партии, но требует повторяемости выпуска изделий, что существенно снижает область его эффективного применения.
Все три вида технологии не обладают гибкостью, так как не позволяют изменять в случае надобности маршрут.
Одной из главных причин недостатков всех видов технологических процессов является описание изделия на геометрическом уровне, когда деталь представляется совокупностью элементарных геометрических поверхностей, а сборочная единица – совокупностью деталей как геометрических тел.
Это приводит к тому, что технолог, разрабатывая технологический процесс, стремится изготавливать на операциях такие совокупности поверхностей, которые позволяют достичь наибольшей производительности. Однако при этом часто нарушаются связи между поверхностями, обусловленные совместным выполнением функций детали. В результате, во-первых, появляется многовариантность технологического процесса из – за большого числа комбинаций поверхностей, изготавливаемых на операциях, а во-вторых, из-за изготовления функционально связанных поверхностей на разных операциях возникают сложные технологические размерные связи, приводящие к необходимости введения дополнительных операций.
Все это приводит к необоснованному разнообразию технологических процессов, повышению трудоемкости их разработки, вызывают трудности в типизации технологических процессов и в группировании деталей при разработке групповых процессов.
Если же деталь описывать функциональными блоками в виде модулей поверхностей, объединенных совместным выполнением служебных функций, то геометрический признак становится вторичным, а элементарные поверхности входят в состав модулей поверхностей и не являются самостоятельными объектами при разработке технологических процессов.
Учитывая ограниченную номенклатуру МП и их высокую повторяемость, можно существенно снизить разнообразие технологических операций по составу изготавливаемых МП. В итоге упростится разработка технологических процессов, их типизация и группирование деталей при использовании групповых процессов.
Все изложенное справедливо и для сборочных технологических процессов, если сборочную единицу рассматривать как совокупность модулей соединения.
С целью реализации изложенных преимуществ описания изделия как совокупности МП и МС, следует рассматривать построение технологического процесса как компоновку из модулей изготовления МП (МС),
Пример описания технологического процесса производства. Большая энциклопедия нефти и газа. На что влияет техпроцесс
Технологический процесс – это часть производственного процесса, содержащая целенаправленные действия по изменению и (или) определению состояния предмета труда. К предметам труда относят заготовки и изделия.
Виды техпроцессов
В зависимости от применения в производственном процессе для решения одной и той же задачи различных приёмов и оборудования различают следующие виды техпроцессов :
Эти критерии позволяют идентифицировать метрики, которые должны быть установлены в начале программы развития, которая впоследствии может служить эталоном для оценки прогресса. Эти критерии также могут быть использованы для организации базы данных «извлеченных уроков», которые в будущем могут быть использованы для повышения их шансов на успех.
Определение припусков и операционных размеров
Этот фактор рассматривает, исходя из основных соображений, способность процесса обеспечить требуемый уровень качества при минимальных затратах на единицу продукции. Это будет включать, например, минимизацию таких факторов, как использование энергии, производство отходов и затраты на рабочую силу. Таким образом, один точно контролируемый процесс, который объединяет в основном одну операцию, которая ранее требовала нескольких операций, могла быть высоко оценена по этому критерию. Предоставляет ли он уникальный способ экономически эффективно использовать физические свойства передового материала? Слишком часто в лаборатории томились передовые материалы с выдающимися свойствами, потому что мало что, если таковые имеются, было уделено методам, необходимым для их производства в пригодных для использования формах и количествах. Этот критерий был бы высоко оценен процессами, которые принципиально просты, требуя низких капиталовложений. Может ли это сократить время, чтобы преобразовать технологию продукта со стадии исследования в коммерциализацию? Этот фактор включает возможность быстрого реагирования на потребности клиентов. Модульные процессы, которые относительно легко масштабируются от лаборатории до завода из-за их неотъемлемой гибкости, а также усилия по разработке технологической технологии одновременно с технологией продукта, будут высоко оценены. Предоставляет ли он метод обработки, который является в целом экологически безопасным? Поскольку часто бывает сложно приложить твердые затраты на экологические трансгрессии априори, процессы, которые избегают трудностей в первую очередь или которые будут создавать экологические эффекты, которые могут быть легко смягчены, будут высоко оценены. Является ли он применимым к разнообразным материалам? Этот критерий будет оценивать более высокие процессы, адаптируемые к целому ряду материалов, а те, которые более специализированы, будут снижаться. Однако следует отметить, что почти каждый технологический процесс требует некоторой корректировки для размещения различных типов материалов. Предоставляет ли он возможность быть экономически эффективным? . Процессы в каждом семействе таксономии производственного процесса могут быть применены к любому материалу-металлу, керамике, полимеру или ко многим композиционным композициям этих материалов с полимерами, металлами или керамикой в качестве материала матрицы.
Единичный технологический процесс (ЕТП). Разрабатывается индивидуально для конкретной детали.
Типичный технологический процесс (ТТП). Создается для группы изделий, обладающих общностью конструктивных признаков. Разработку типовых технологических процессов осуществляют на общегосударственном и отраслевом уровнях, а также на уровнях предприятия в соответствии с общими правилами разработки технологических процессов.
Например, процессы в семействе консолидации используются в производстве металлов, керамики и полимерных композитов. Кроме того, каждая комбинация процесса и материала требует рассмотрения пяти компонентов процесса для успешного производства. Единичные компоненты процесса и соответствующие технологии.
Процессные потоки и интегрированные процессы
Концентрическая структура, как показано, подчеркивает, что знания вытекают из шести технологий, обеспечивающих технологию, к компонентам процесса, которые, в свою очередь, образуют единичный процесс. В большинстве случаев производство изделий включает в себя ряд последовательных единичных процессов, называемых технологическим потоком. Каждый отдельный процесс потока потока имеет выход предыдущего процесса в качестве его входного материала и зависит от характеристик этого материала. Каждый продукт затем может считаться носителем истории предшествующих ему единичных процессов.
Групповой технологический процесс (ГТП).
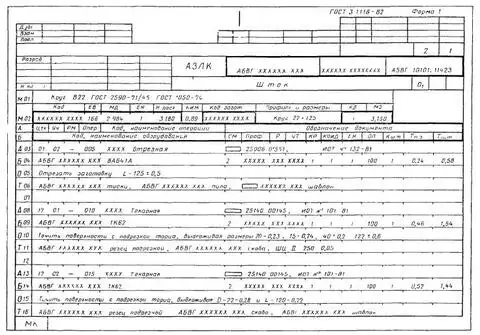
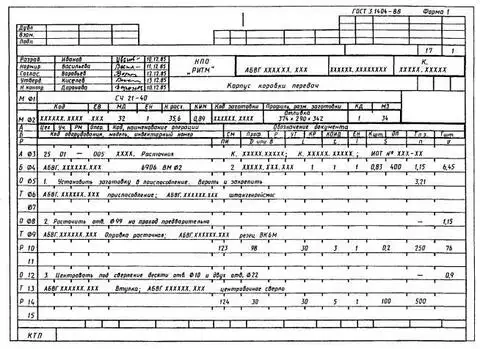
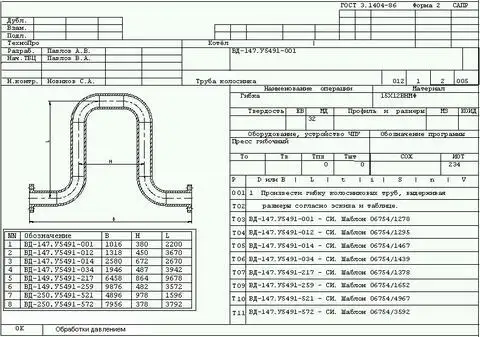
В промышленности и сельском хозяйстве описание технологического процесса выполняется в документах, именуемых операционная карта технологического процесса (при подробном описании) или маршрутная карта (при кратком описании).
Маршрутная карта – описание маршрутов движения по цеху изготовляемой детали.
Конечные свойства продукта, включая микроструктуру, представляют собой совокупность индивидуальных процессов процесса, как положительных, так и отрицательных, и определяют качество и производительность конечной детали в приложении. Полная польза от улучшения для конкретного процесса единицы, который является частью потока процессов, может быть невозможна из-за ограничений в процессах, которые предшествуют или следуют за ним. Удаление таких ограничений предоставляет дополнительные возможности для улучшения процесса обработки.
Различные единичные процессы могут быть непосредственно связаны между собой, что они эффективно образуют интегрированную систему. Такие системы обсуждаются в главе 8. Нью-Йорк: Американское общество инженеров-механиков. Технологические аспекты международного конкурса.
Операционная карта – перечень переходов, установок и применяемых инструментов.
Технологическая карта – документ, в котором описан: процесс обработки деталей, материалов, конструкторская документация, технологическая оснастка.
Технологические процессы делят на типовые и перспективные .
Типичный техпроцесс имеет единство содержания и последовательности большинства технологических операций и переходов для группы изделий с общими конструкторскими принципами.
«Пойдем, придумаем завтра, вместо того, чтобы беспокоиться о том, что произошло вчера». – Стивен Джобс. Производитель может быть новаторским по-разному, чем использование технологии. Инновации могут включать использование новых бизнес-моделей, разработку новых процессов и услуг, а также расширение существующих продуктов.
Что значит числовая величина техпроцесса
Технология поддерживает и стимулирует инновации. Технологические достижения могут позволить производителям быстрее создавать товары более высокого качества, с меньшими затратами и помогать им более эффективно выполнять более эффективные операции. Инноваторы и инженеры постоянно совершенствуют существующие технологии, чтобы удовлетворить неудовлетворенные потребности, предоставлять товары для неиспользованных рынков и, самое главное, с нетерпением ждать впереди конкурентов!
Перспективный техпроцесс пред
Технологические процессы
Каждое производство состоит из последовательных целенаправленных действий, которые носят название «технологические процессы». Любой этап производственного процесса можно назвать технологическим элементом или операцией.
Что такое технологический процесс?
Технологический процесс – это часть процесса производства чего-либо на определенном этапе изменения и усовершенствования данного изделия либо заготовки. Этапы изготовления продукта могут, в свою очередь, также подразделяться на отдельные ступени деятельности. Как правило, единичные технологические процессы характеризуются их выполнением одним работником на отдельном рабочем месте. Из таких звеньев или операций поэтапного изготовления изделия и собирается полный производственный изготовительный цикл. Между операциями деталь проходит промежуточные переходы, являющиеся вместе с технологическим этапом законченной частью производственного процесса. Ступень производства считается отдельно выделенной еще по признаку применяемых орудий труда и средств оснащения данного технологического цикла. Они должны быть неизменными. Это могут быть изменение размеров либо формы заготовки, соединение нескольких деталей, изменение структуры исходного вещества, свойств материалов, перемещения заготовки.
Технологические процессы, исходя из ГОСТ 3.1109—82, можно разделить на несколько категорий:
- Типовые.
- Перспективные.
- Маршрутные.
- Операционные.
- Маршрутно-операционные.
- Временные.
- Стандартные.
- Проектные.
- Рабочие.
- Единичные.
Разработка технологического процесса
Процессы разрабатываются на начальном этапе производства. Для этого изготавливаются чертежи будущего изделия и отдельных деталей. Это – проектный процесс.
Затем определяется последовательность поэтапного выполнения технологических операций (маршрутно-операционный процесс). Например, если нам нужно произвести механическую обработку заготовки, то, чтобы добиться наиболее полной рациональности, разрабатывается план обработки. В нем указывается последовательность обработки поверхностей, точность, взаимное расположение частей и способы. Затем начинается рабочий процесс. Его можно разбить на отдельные технологические операции.
Например, на первом этапе изготавливаются с помощью литья, ковки, штамповки или прокатки отдельные элементы. Затем они обрабатываются на станках по резке металла. В итоге на выходе получаются детали с определенной формой и размерами согласно чертежам. На следующем этапе производства идет сборка элементов, механизмов и узлов. Наконец, производится операция по сборке всего изделия. Следующими действиями будут технологические процессы по его испытанию и подгонке, далее – по отделке и покраске продукта. Все поэтапно выполняемые операции после своего завершения проходят контроль над качеством и соблюдением технических норм.
Разработка технологического процесса предусматривает три его вида.
- Единичный процесс, подразумевающий изготовление одноименных типовых изделий.
- Типовой процесс, применяющийся при производстве группы деталей с одинаковыми технологическими и конструктивными особенностями.
- Групповой процесс, использующийся при изготовлении продукта с разными конструктивными особенностями, но с общими технологическими возможностями.
Проектирование производственных технологических процессов делается для того, чтобы обеспечить более качественное изготовление будущего изделия. Технологические операции должны быть направлены на повышение производительности труда и качества продукта, а также снижение себестоимости, расширение механизации и автоматизации производственных этапов и улучшение условий труда. Изготовление или ремонт изделия должны быть безопасными для рабочих.
Технологический процесс
1. Этапы и стадии технологического процесса
Производственный процесс, т.е. процесс производства какой-либо продукции, представляет собой совокупность взаимосвязанных частичных процессов, которые могут быть вспомогательными, обслуживающими, или основными. К вспомогательным процессам относят изготовление инструмента, ремонт оборудования, производство энергоресурсов, сжатого воздуха и т.д. К обслуживающим процессам относят технический контроль качества продукции, транспортное обслуживание, складирование предметов труда и производства. Основную часть производственного процесса составляют технологические процессы (ТП). На основе технологического процесса осуществляется изменение форм, размеров, физико-химических свойств предметов труда. Для целей организации и нормирования труда технологические процессы расчленяют на операции.
Операция – это часть технологического процесса, выполняемая над определенным предметом труда на одном рабочем месте одним или группой рабочих. По технологическим признакам операции расчленяются на установки, переходы и проходы. Установкой называется часть операции, выполняемая при неизменном положении предмета труда. Переходом называется часть операции, выполняемая для изменения одного или одновременно нескольких свойств предмета труда, одним или одновременно несколькими инструментами при неизменном режиме работы оборудования. Проход – это часть перехода, при котором изменяется свойство предмета труда без смены инструмента и изменения режима обработки.
Разнообразие технологических процессов обусловлено следующими основными факторами:
· видом используемого сырья;
· формой и количеством необходимых энергоресурсов;
· количеством стадий (операций) преобразования сырья;
· временными характеристиками операций процесса;
· видом готовой продукции.
По характеру протекания технологические процессы делятся на непрерывные, периодические и дискретные.
Непрерывным называется такой процесс, в котором конечный продукт вырабатывается до тех пор, пока подводится сырье, энергия, катализаторы, управляющие воздействия. К таким процессам можно отнести, например, процессы переработки нефти.
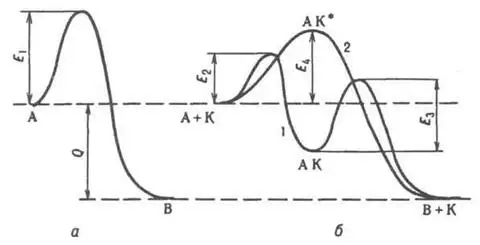
Периодическим является технологический процесс, в котором за сравнительно небольшой промежуток времени (часы или дни) вырабатывается определенное, ограниченное количество конечного продукта. При этом в течение отведенного промежутка времени периодический процесс является непрерывным. Примером периодического процесса может быть технологический процесс плавки металла в доменной печи.
Дискретным называется технологический процесс, в котором конечный продукт вырабатывается за определенные промежутки времени, и этот процесс можно остановить, а также продолжить с любой технологической операции без снижения заданного уровня качества. Можно назвать такие примеры, как: процесс сборки изделий на конвейере, испытание готовых изделий и т.п.
Большинство технологических процессов требуют четкого управления ими. В общем случае, необходимость управления технологическими процессами диктуется следующими факторами:
· необходимость поддержания состава и количества входных компонентов на заданном уровне для обеспечения необходимого качества готового продукта;
· непрерывное изменение (подстройка) параметров технологического процесса, что связано с постоянным износом орудий труда и переменным составом сырья;
· пуск и остановка некоторых технологических процессов требует выполнения специфических точно синхронизированных операций и др.
Методологической основой создания автоматизированных систем управления технологическими процессами является системный подход, обеспечивающий комплексное решение задач наилучшего управления технологическими процессами. Необходимость системного подхода определяется тем, что современные технологические процессы являются сложными объектами управления с большим числом входных и выходных переменных. Сложные нелинейные связи между переменными, недостаточность априорной информации о закономерностях протекания процессов создают значительные трудности при создании адекватных моделей технологических процессов. Осуществление технологических процессов должно удовлетворять нескольким зачастую противоречивым требованиям к качеству готовой продукции и производительности установки.
Качество продукции определяется, в первую очередь, качеством сырья, заготовок, возмущениями, действующими на процесс, качеством инструментов, режимами обработки и т.д. Производительность установки определяется простоями оборудования, потерями времени при переходе от одного вида продукции к другому, потерями, связанными с проведением плановых и аварийных ремонтных работ, а также режимом работы самого оборудования. Поскольку качество и производительность взаимосвязаны, то системы управления ими могут работать только совместно. Система управления качеством организуется на каждой технологической операции, должна быть оперативной, работать в реальном времени. Система управления производительностью состоит из систем управления режимами технологических операций, управления транспортными операциям межоперационными запасами.
Деятельность предприятия по развитию его материально-технической базы, организации производства, труда и управления представляет собой техническую подготовку производства. Она включает:
· проведение прикладных исследований, связанных с совершенствованием изготовляемой продукции, техники, технологии, составом применяемых материалов, организации производства;
· проектирование новой продукции и модернизацию ранее выпускавшейся;
· разработку технологического процесса изготовления продукции;
· приобретение специального оборудования, инструментов и полуфабрикатов со стороны;
· материально-техническое обеспечение производства;
· подготовку, переподготовку и повышение квалификации кадров;
· разработку норм и нормативов, технологической, технической и организационной структуры аппарата управления и информационного обеспечения.
Техническая подготовка осуществляется в целях эффективного освоения нового или модернизированного изделия, внедрения новых сложных машин и оборудования, новых технологических приемов и изменений организации производства. В задачу технической подготовки производства входит создание технических, организационных и экономических условий, полностью гарантирующих перевод производственного процесса на более высокий технический и социально-технический уровень на основе достижений науки и техники. Техническая подготовка производства включает конструкторскую и технологическую подготовку. На предприятиях разного типа, масштаба и профиля могут быть с разной полнотой представлены различные стадии подготовки производства; однако в любом случае существенная часть работы по организации производства находится в компетенции предприятия.
Конструкторская подготовка производства включает проектирование новой продукции и модернизацию ранее производившейся, а также разработку проекта реконструкции и переоборудования предприятия или его отдельных подразделений. В процессе проектирования определяется характер продукции, ее конструкция, физико-химические свойства, внешний вид, технико-экономические и другие показатели. Результаты конструкторской подготовки оформляются в виде технической документации – чертежей, рецептур химической продукции, спецификаций материалов, деталей и узлов, образцов готовой продукции и т.п.
Проектирование новой продукции осуществляется проектно-технологическими и научно-исследовательскими институтами, научно-технологическими центрами, а также конструкторскими отделами и лабораториями предприятий.
Основными целями конструкторской подготовки производства являются:
· непрерывное совершенствование качества продукции;
· повышение уровня технологичности конструкции, под которой понимается облегчение приемов изготовления продукции и возможность применения прогрессивных методов изготовления при заданном объеме производства. Это обеспечивает лучшее использование производственных ресурсов при изготовлении продукции;
· снижение себестоимости новой продукции за счет изготовления и совершенствования конструкции изделия, уменьшения расхода материалов на единицу продукции, снижения эксплуатационных затрат, связанных с использованием продукции;
· использование при проектировании продукции существующих стандартов и унифицированных полуфабрикатов;
· обеспечение охраны труда и техники безопасности, а также удобств при эксплуатации и ремонте новых изделий.
Исходным для проектирования новой продукции является проектное (техническое) задание, которое составляется заказчиком (предприятием) или по его поручению проектной организацией. В проектном задании указывается наименование продукции, ее назначение, область применения, технические и экономические показатели в процессе производства и эксплуатации. На уровне проектного задания должны быть определены принципиальные отличия новой конструкции или изделия от ранее выпускаемых, приведены перечень и обоснование необходимости оригинальных изделий, даны подробные расчеты эффективности нового изделия с учетом эффекта, рассчитанного как для потребителя, так и для производителя.
На основании анализа проектного задания заказчика и сопоставления различных вариантов возможных решений изделий, сравнительной оценки решений с учетом конструктивных и эксплуатационных особенностей разрабатываемого и существующих изделий, а также патентных материалов составляется техническое предложение – совокупность конструкторских документов, содержащих технические и технико-экономические обоснования целесообразности дальнейшей разработки проекта. Техническое предложение после согласования и утверждения в установленном порядке является основанием для разработки эскизного (технического) проекта.
Примеры Технологические процессы – Энциклопедия по машиностроению XXL
ПРИМЕРЫ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ СВОБОДНОЙ КОВКИ [c.337]
Методы комбинирования различных кузнечных операций в технологическом процессе освещены в статье Примеры технологических процессов свободной ковки”. [c.337]
ПРИМЕРЫ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ШТАМПОВКИ [c.400]
Примеры технологических процессов штамповки, типичных для фрикционных прессов. [c.408]
Пример технологического процесса изготовления заготовки для клапана с последующей штамповкой головки на прессе (фиг. 389 и 390). [c.432]
Разберем в качестве примера технологический процесс обработки корпуса глобоидного редуктора нажимного устройства [c.216]
Приведите основные схемы-главных деформаций, иллюстрируя их примерами технологических процессов обработки металлов давлением. [c.81]
Примеры технологических процессов изготовления длинномерных деталей высокой точности разных категорий жесткости приведены в табл. 13—15. [c.517]
ПРИМЕРЫ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ХОЛОДНОЙ И ПОЛУГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ [c.181]
Пример технологического процесса [c.14]
Примеры технологических процессов сборки и наладки УСП, осуществленных на заводе. . …………………..20 [c.56]
Одним из наиболее характерных примеров технологических процессов нанесения эрозионностойких покрытий является окраска лопаток компрессоров гидротурбинных двигателей эрозионностойкой эпоксидно-полиамидной эмалью [33]. [c.124]
Примеры технологических процессов [c.207]
Пример технологического процесса среднего ремонта участка пути на гравии с применением электробалластера и других машин и механизмов для механизированной колонны. В состав механизированной колонны входят девять бригад общей численностью 77 монтеров пути. Командный и обслуживающий персонал— 15 чел. 1 производитель работ, 3 дорожных мастера 9 неосвобожденных бригадиров пути 4 машиниста 4 сигналиста [c.421]
Пример технологического процесса подъемочного ремонта пути на щебеночном балласте и деревянных шпалах с подбивкой шпал электрошпалоподбойками. Работы выполняет колонна в составе 92 чел. в течение трех дней (рис. 351) на фронте 450 пог. м. [c.425]
Примером технологического процесса ковки-штамповки детали из алюминиевого сплава с максимальным приближением формы и размеров поковки к готовой детали может служить изготовление крыльчатки из сплава АК-4 (рис. 199) [c.282]
Приведем пример технологического процесса ковки скобы (рис. 191) под молотом свободной ковки с весом падающих [c.308]
ПРИМЕРЫ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ОСТАЛИВАНИЯ НА ЗАВОДЕ АВТОРЕМЛЕС [c.68]
В предыдущих главах было приведено много примеров раздель–лой и комбинированной штамповки. Здесь в дополнение даются примеры технологических процессов многооперационной штамповки некоторых характерных автомобильных деталей [53]. [c.314]
Пример технологического процесса капитального ремонта пути на щебеночном балласте и деревянных шпалах с применением щебнеочистительной машины ЩОМД, путеукладчиков УК-2519, выправочно-подбивочно-отделочной машины ВПО-3000 и других машин и механизмов. На лечение земляного полотна и работу на малых мостах предусматриваются затраты труда в размере до 10% общих затрат на капитальный ремонт пути. [c.416]
Пример технологического процесса устройства врезной противопучинной подушки толщиной до 1 м с применением путеукладочного крана УК-25, бульдозеров и других машин и механизмов. [c.430]
Технологический процесс (Technological process) — это
основа производства, которая включает в себя наиболее экономически обоснованные методы взаимосвязанных действий по переработке природных материалов в средства производства и предметы потребления, а также определения состояния предметов трудовой деятельности
Определение технологического процесса, типы технологического процесса, правила процесса
Структура публикации
Технологический процесс — это, определение
Технологический процесс — это упорядоченная последовательность взаимосвязанных действий, выполняющихся с момента возникновения исходных данных до получения требуемого результата.
Определение технологического процесса
Технологический процесс — это часть производственного процесса, содержащая целенаправленные действия по изменению и (или) определению состояния предмета труда. К предметам труда относят заготовки и изделия.
Технологический процесс подразумевает под собой производственный процесс, который содержит действия по определению состояния предметов труда
Технологический процесс — это основа организации всего производства. На основании разработанного технологического процесса определяется количество необходимого оборудования, инструмента и приспособлений, число рабочих и обслуживающего персонала для выполнения заданной программы по выпуску деталей.

Основа основ — это технологический процесс
Технологический процесс — это последовательность технологических операций, необходимых для выполнения определенного вида работ. Технологический процесс состоят из рабочих операций, которые в свою очередь складываются из рабочих движений (приемов).

Технологический процесс необходим для выполнения определённых видов работ и производственного труда
Технологический процесс — это производственный процесс, содержащий конкретные действия по последующему определению состояния предмета производства и представляет собой совокупность механических, физических, химических процессов — операций, изменяющих форму и размеры деталей, их свойства, внешний вид.

Совокупность различных технологический, физических, химических операций объединяет под собой технологический процесс производства
Технологический процесс — это описание всех выполняемых работ при изготовлении сварного изделия с указанием всех приемов, режима, последовательности выполнения операций и переходов.

Технологический процесс также можно понимать под какими либо сварочными работами производственной деятельности человека
Технологический процесс — это своеобразный процесс, который может включать также соединение (сборку) деталей в сборочные единицы и готовое изделие, проверку соответствия готового изделия чертежу и техническим условиям.

Сборка различных деталей в единое целое, также можно понимать под технологическим процессом
Технологический процесс — это процесс, который позволяет в условиях единичного и серийного производства повысить производительность труда путём применения новейших, прогрессивных методов обработки и организации труда, присущих поточно-массовому производству.

НТП — новейший технологический процесс, который подразумевает под собой различное применение методов обработки труда
Технологический процесс, что это — это совокупность физико-химических или физико-механических превращений веществ, изменение значений параметров тел и материальных сред, целенаправленно проводимых на технологическом оборудовании или в аппарате (системе взаимосвязанных аппаратов, агрегате, машине и т. д.), которые разделяют на взрывоопасные, пожароопасные, повышенной пожарной опасности.
Технологический процесс это изменение параметра тела, которое проводится на специальном технологическом оборудовании
Технологический процесс, что это — это процесс получения, обработки и отделки какой-либо металлургической продукции.

Технологический процесс — это процесс обработки
Технологический процесс, что это такое — это последовательность технологических операций, необходимых для выполнения определенного вида работ.

С помощью технологического процесса выполняются определенные виды работ
Технологический процесс, что это такое — это процесс для определенных типов изделий который бывает нескольких типов: типовой или групповой, что упрощает работу по подготовке производства, улучшает систему организации производства.

Определенные типы изделий изготовляются с помощью новейшего технологического процесса
Технологический процесс, что это такое — это процесс получения целевого продукта начиная с этапа подготовки сырья и заканчивая выделением этого целевого продукта.

Это важнейший процесс получения продукта с его непосредственного этапа подготовки и окончания производства
Технологический процесс, где — это совокупность последовательно выполняемых операций, образующих вместе единый процесс преобразования исходных материалов в нужный товар.

В нужные операции преобразуются изделия, когда используется технологический процесс
Технологический процесс, где — это процесс, который осуществляется на основании технологических и маршрутных карт, входящих в состав технологической документации.
С помощью технологической документации ведётся учёт всех производимых технологических процессов на производстве
Технологический процесс, где это — это совокупность всех действий людей и орудий производства, необходимых на данном предприятии для изготовления или ремонта выпускаемых предметов торговли.
Технологический процесс это совокупность человеческой деятельности, которая ведётся на производстве различных типов продукции
Технологический процесс, где это — это процесс в химической, к примеру, промышленности, с помощью которого намного упрощается скорость и качество производимых товаров.

С помощью данного технологического процесса, скорость выпускаемых товаров увеличивается вдвое, что дает возможность улучшить качество выпуска
Технологический процесс, где это — это обеспечение качества изделия и производительности, наличие всех данных для нормирования трудовых затрат и обеспечение безопасности выполняемых работ.
Наличие всех данных о технологическом процессе
История химико-технологического процесса
История химической технологии неотделима от истории развития химической промышленности. Вначале химическая технология, возникшая с появлением первых химических промыслов, была чисто описательным разделом приклад ной химии.

История технологического процесса представлена вашему вниманию

В Европе начала возникать мануфактура, благодаря которой многие химические препараты получили возможность производиться
Химико-технологический процесс в 16 — 18 веках
В России собственно химическими производствами, получившими развитие в конце XVI — начале XVII в., было изготовление красок, селитры, порохов, а также получение соды и серной кислоты. Во второй половине XVIII в началось выделение технологии в специальную отрасль знаний, закладывались основы химической технологии как науки и учебной дисциплины.

Селитра и различные краски стали ещё одними продуктами, которые выпускались с помощью технологического прогресса
Впервые в этом понимании термин «технология» был употреблен в 1772 г. профессором Гёттингенского университета И. Бекманом, который издал и первые комплексные труды, освещающие технику многих химических производств и явившиеся одновременно первым учебником по химической технологии.
Бекман Иоганн издал первые научные труды, которые были призваны освещать технику множества химических производств
В 1795 г. в Германии появился двухтомный курс И. Ф. Гмелнна «Руководство по технической химии» изданный в 1803 г. в русском переводе В. М. Севергина под названием «Химические основания ремесел и заводов».

В 18 веке вышел однотомный труд научного деятеля той поры — И. Ф. Гмелина, который получил название «Руководство по технической химии»
Химико-технологический процесс в 19 веке
Химическая технология в конце XVIII в. стала обязательной учебной дисциплиной в университетах, в высших технических учебных заведениях стран Европы, в училищах коммерческого и технического профиля в Российской Федерации. В 1803 г. в Российской Академии наук была учреждена кафедра химической технологии.
С 1804 г. в Санкт-Петербурге стал издаваться «Технологический журнал, или собрание сочинений, относящихся до технологии». В эти же годы начинается и преподавание химической технологии в высших учебных заведениях России.
В 19 веке, в Санкт-Петербурге стал издаваться специальный отраслевой журнал, который именовался как собрание сочинений, относящихся к технологии
Профессор Московского университета И. А Двигубский, издавший в 1807-1808 гг. первый русский учебник по химической технологии «Начальные основания технологии, или краткое показание работ на заводах и фабриках производимых», пишет в предисловии к этой книге: «В наше время во всех почти хорошо учрежденных училищах преподают технологию, или науку о ремеслах, заводах и фабриках, чтобы посвятившие себя наукам, обозрев вместе и весь круг технологии, могли теоретическими своими знаниями способствовать распространению и усовершенствованию ремесел, заводов и фабрик, необходимых к умножению общественного достояния».

И. А Двигубский, уверен, что многие преподаватели могли теоретическими знаниями способствовать распространению ремесел, заводов и фабрик
В 1828 г. профессором Ф. А. Денисовым был издан учебник «Пространное руководство к общей технологии, или к познанию всех работ, средств, орудий и машин, употребляемых в разных технических искусствах». Этот учебник явился прообразом современных курсов общей химической технологии, а также процессов и аппаратов химической технологии.

В 19 веке одним профессором был издан учебник, который получил название «Пространное руководство к общей технологии, или к познанию всех работ. »
В нём сделана попытка не просто описать существующие химические производства, но и выделить типовые процессы технологии. Крупный вклад в развитие химической технологии как самостоятельной научной дисциплины внёс профессор П. А. Ильенков, издавший в 1851 г. «Курс химической технологии» — своего рода энциклопедию всех существовавших к тому времени крупных химических производств.
В том научном пособие была сделана попытка описать уже существующие и известные науке химические производства и выделить типовые процессы технологии
Появление в XIX в. в странах Западной Европы и в Российской Федерации большого числа учебников, руководств и научных исследований по химической технологии способствовало быстрому росту химического производства и вместе с тем развитию научных основ химической технологии.

XIX век поспособствовал в таких странах, как Западная Европа и Россия к увеличению большого числа научных исследований по химической технологии
Во второй половине XIX в. широко развиваются исследования в области катализа, позволившие осуществить в промышленном масштабе многие химические процессы. Так, в 70-х годах XIX в. был разработан контактный метод получения серной кислоты, а в 1886 г. организовано её пром. производство по этому методу.
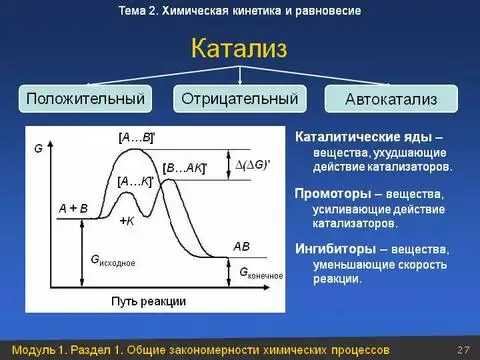
Начинается широко развиватся катализ, который, в сущности, позволил осуществить многие химические процессы в огромном промышленном масштабе
Внедрение гетерогенного катализа в органический синтез знаменовало начало нового периода в истории органической химии.
Катализ ознаменовал новый период в развитии химической отрасли и химической промышленности в целом
Химико-технологический процесс в 20 веке
В первые десятилетия XX в. широкое развитие получили синтезы на основе углеводородов и оксида углерода. Работы в области гетерогенного катализа дали возможность осуществить С. В. Лебедеву промышленный синтез каучука.

В XX веке работы, связанные с катализом, дали научный толчок С. В. Лебедеву к созданию промышленного синтеза каучука
Большое значение для решения актуальных задач химической технологии имели теоретические и экспериментальные исследования в области химической термодинамики. Большинство из них имело четкую технологическую направленность. Среди этих работ необходимо отметить труды Ле Шателье, Нернста и Габера, посвященные синтезу аммиака из азота и водорода.
Создание в 1912 г . промышленной установки синтеза аммиака под давлением знаменовало собой революцию в развитии химической промышленности, положило начало промышленным химическим процессам с применением высокого давления.
В середине XIX столетия после широкого развития работ Ю. Либиха в области агрохимии появилась новая отрасль химической промышленности — производство минеральных удобрений, без разумного применения которых в наше время невозможно было бы решать задачи обеспечения населения Земли продовольствием.
В процессе огромного развития работ некого учёного Ю. Либиха в области агрохимии появилось производство минеральных удобрений для обеспечения Земли продовольствием
Технологическим приложением теоретических работ в области цепных реакций в 30-50-е годы XX в. (Н. Н. Семенов и др.) явилась детальная разработка процессов синтеза полиэтилена высокого давления, полистирола, поливинилхлорида и др. Производство пластических масс, синтетических смол и искусственных волокон открыло новую эру в получении материалов с заданными свойствами.
Н. Н. Семенов приложил немалые усилия для детальной разработки процессов синтеза, к примеру, полиэтилена высокого давления в получении необходимых материалов
В создание отечественной химической промышленности и развитие технологических наук внесли вклад многие русские и советские ученые и инженеры.

В развитие химической промышленности внесли немалый вклад как зарубежные так и российские инженеры и учёные деятели просвещения
Трудно переоценить роль ряда крупнейших ученых дореволюционной Россиипрежде всего М. В. Ломоносова (1711-1765) и Д. И. Дмитрия Ивановича Менделеева (1834-1907), а также Н. Н. Зинина (1812-1880), А. М. Бутлерова (1828-1886), А. К. Крупского (1845-1911), В. В. Марковникова (1838-1904), И. И. Андреева (1880 -1919) и многих других. Октябрьская революция открыла практически неограниченные возможности для развития химической науки и технологии.

Ломоносов, Менделеев и другие научные деятели дореволлюционной России внесли немалый вклад в развитие промышленной деятельности страны
Уже в конце 1917 г. был организован химический отдел при ВСНХ (Высшем Совете Народного Хозяйства), руководителем которого был назначен талантливый инженер-химик Л. Я. Карпов (1879-1920). В 1920-1932 гг. в СССР было построено несколько крупных предприятий по производству аммиака, азотных, калийных и фосфорных удобрении, химических волокон и т.д.
В 1920 г. был создан Московский технологический институт (МТИ) им. Д. И Менделеева Дмитрия Ивановича, состоявший из химического и механического отделений. Механическое отделение готовило механиков для химической промышленности и, что особенно важно, для заводов химического машиностроения.
В 1930 г. в СССР была проведена реорганизация высшего технического образования, в результате которой в Москве и Ленинграде образовались на базе химических и технологических факультетов ряда высших учебных заведений единые химико-технологические институты. В 1931 г. они были расформированы.

Впоследствии, в Советском Союзе была проведена так называемая реорганизация технического образования, результатом которой стали технологические факультеты
При этом на базе Единого Московского химико-технологического института возникли МХТИ им. Д. И. Менделеева Дмитрия Ивановича, Московский институт химического машиностроения (МИХМ), Московский институт тонкой химической технологии им. М. В. Ломоносова (МИТХТ), Военная химическая академия и химический факультет Московского государственного университета им. М. В. Ломоносова.

Возникло множество высших учебных заведений, одним из которых стал МИХМ
Существенный вклад в развитие химической технологии, создание химической промышленности и химического машиностроения, подготовку кадров для этих отраслей внесли видные ученые такие, как И А. Каблуков, Н. Д. Зелинский. Н. Н. Ворожцов, С. И. Вольфкович, И. А. Тищенко, Н. Ф. Юшкевич, А. Г. Касаткин, А. Н. Плановский, П. М. Лукьянов, Н. М. Жаворонков, Г. К. Боресков, М. М. Дубинин, Н. М. Эмануэль, В. А. Легасов, В В. Кафаров, П. Г. Романков и многие другие.

Каблуков Иван Алексеевич также внёс немалый вклад в развитие химической промышленной деятельности
Крупные события в истории химико-технологического процесса
Можно назвать лишь некоторые крупные события в истории развития химической промышленности:
— в 1748 г. в Бирмингеме (Англия) был построен первый небольшой завод по производству серной кислоты в свинцовых кауерах (начало камерного способа);
— в 1805-1810 гг. камерное производство серной кислоты получило широкое развитие в Англии и во Франции;
— в 1804 г. начал работать первый сернокислотный завод в России, в 1820 г. — в Германии;
— в 1787-1789 гг. Н. Леблан разработал первый промышленный способ получения соды. В связи с большим спросом на соду со стороны стекольного производства, производства едкого натра и других отраслей промышленности способ Леблана получил очень широкое распространение (первый большой содовый завод по способу Леблана построен в Англии в 1823 г.);
— в 1861 г. был разработан аммиачный метод получения соды (метод Сольве).
Основные виды технологических процессов
Согласно ЕСТД (ГОСТ 3.1109-82) различают три вида технологических процессов (ТП):
Единичный технологический процесс
Типовой технологический процесс
Групповой технологический процесс
Каждый ТП разрабатывают при подготовке производства изделий, конструкции которых отработаны на технологичность. Технологические процессы разрабатывают для изготовления нового изделия или совершенствования выпускаемого.

Технологический процесс разрабатывают при производстве некоторых изделий, конструкции которых отработаны на позволительную технологичность
Единичный технологический процесс
Единичный ТП — это ТП изготовления или ремонта изделия одного наименования, типоразмера и исполнения независимо от типа производства. Единичные ТП разрабатывают для изготовления оригинальных изделий (деталей, сборочных единиц), не имеющих общих конструктивных и технологических признаков с изделиями, ранее изготовленными на предприятии.
Единичный технологический процесс применим только для изготовления одного конкретного изделия, а типовой технологический процесс — для изготовления группы схожих изделий.

Данный единичный технологический процесс можно использовать лишь для одного изготовляемого конкретного изделия
Преимущества единичного технологического процесса
К преимуществам единичного технологического процесса относятся, с одной стороны, возможность учета всех особенностей данного изделия, а с другой стороны, наиболее эффективного изготовления изделия за счет учета конкретных производственных условий (имеющегося технологического оборудования, приспособлений, инструментальной оснастки, квалификации рабочих и т. п.).
Наряду с преимуществами единичный технологический процесс имеет и недостатки.

Ниже изложены существующие недостатки единичного технологического процесса
Недостатки единичного технологического процесса
Для его разработки требуются большие затраты времени и труда. Затраты времени на разработку технологического процесса могут во много раз превышать затраты времени на его осуществление.

Примиритесь с тем, что для разработки этого чудесного процесса требуются немалые затраты вашего времени и труда
Если изготавливается большое число изделий, то доля затрат времени на разработку технологического процесса, приходящаяся на одно изделие, будет незначительной, но при небольшом выпуске изделий эта доля резко возрастет. В этом случае разрабатывают укрупненный технологический процесс, например, создают лишь маршрутное описание технологического процесса, в которое включают последовательность операций и оборудование, но без указаний переходов и режимов процесса.

Также возможно разработка укрупненного технологического процесса, где создаётся маршрутное описание технологического процесса
Все остальное предоставляется решать непосредственно рабочему, который должен иметь соответствующую квалификацию. По мере роста объема выпускаемой продукции разработку технологического процесса проводят более подробно.

У работника должна быть соответствующая квалификация для такой отраслевой работы
В единичном производстве высокая продолжительность разработки технологического процесса нередко входит в противоречие с продолжительностью самого процесса. Чем тщательней и подробней разрабатывается единичный технологический процесс, тем больше времени требуется для его разработки и тем выше должна быть квалификация технолога.

Если вы тщательно и в детальных подробностях разрабатываете технологический процесс, то тем больше времени требуется для его осуществления
Однако в определенных условиях затраты времени на разработку процесса становятся значительно больше затрат времени на его осуществление. Иллюстрацией такого положения может служить технологический процесс изготовления деталей на станке с ЧПУ, где его разработка отличается большой тщательностью и подробностью.
Затраты времени на осуществление задуманного процесса становятся гораздо меньше затрат времени на разработку в определенных условиях
Так, к примеру, документация технологического процесса изготовления детали на станке с ЧПУ содержит карту наладки, операционно-техническую карту, схему движения инструментов, операционную расчетно-техническую карту, карту программирования, чертежи специального инструмента и оснастки.
В технологическом процессе, как в, собственно, и других процессах, существует специальная и необходимая для его осуществления документация
Все это приводит к росту трудоемкости разработки операции; например, только разработка управляющей программы и ее отладка для деталей высокой сложности требует нескольких рабочих дней технолога-программиста, в то время как обработка небольшой партии таких деталей может уложиться в одну рабочую смену.

Наблюдается значительный рост трудоемкости разработки операции, такой как, например, разработка управляющей программы и ее отладка
Проектирование единичного технологического процесса отличается большим числом возможных решений по каждому изделию, подлежащему изготовлению. Поэтому в условиях единичного производства при сравнительно малом времени, отводимом на разработку процесса, возможность подкрепления принимаемых решений объективными технико- экономическими расчетами очень ограничена.

Технологический процесс, в этом плане, отличается большим количеством возможных решений по каждому изготавливаемому изделию
В массовом производстве высокая трудоемкость тщательной разработки единичного технологического процесса оказывается оправданной, так как ее величина несопоставимо мала по сравнению с трудоемкостью изготовления всего объема изделий данного наименования. Оправдывает себя в массовом производстве и применение специального оборудования, оснастки, отличающиеся высокопроизводительными рабочими процессами.
В технологическом процессе, а особенно в его массовом производстве, широко оправдывает ожидания применение различного оборудования и оснастки
Все перечисленные негативные стороны единичной технологии послужили причиной поиска нового вида технологии, свободной от этих недостатков. Первым шагом в этом направлении явилась разработка типовой технологии, когда в 30-е годы XX века проф. А. П. Соколовский, который высказал идею типизации технологических процессов.

Анатолий Петрович Соколовский высказал довольно таки интересную идею по типизации всех существующих технологических процессов
Применение единичного технологического процесса
Широкое применение единичной технологии в масштабе всего машиностроительного производства страны приводит к большим потерям. Дело в том, что в среднем изготавливаемые изделия состоят примерно на 70 % из общемашиностроительных узлов и деталей, близких по своему конструктивному строению.
Изготавливаемые изделия состоят на семьдесят процентов из общемашиностроительных узлов и деталей, близких по своему строению
Но на тысячах машиностроительных предприятий их изготавливают по единичным технологическим процессам, мало отличающимся по эффективности друг от друга, но зачастую использующим оригинальную оснастку, а в крупносерийном и массовом производстве — и оригинальное технологическое оборудование.

На машиностроительных предприятиях происходит изготовление по единичным технологическим процессам, которые приводят к эффективности
При этом прогрессивные высокоэффективные решения, разработанные на каком — либо одном предприятии и потребовавшие больших затрат труда, теряются в огромном разнообразии разработок и практически не находят применения на других предприятиях.

Высокоэффективные решения, которые были разработаны на предприятии с затратами труда, бывает, теряются в огромном разнообразии разработок
Типовой технологический процесс
Типовой ТП — это ТП изготовления группы изделий с общими конструктивными и технологическими признаками, характеризующийся общностью содержания и последовательности выполнения операций и переходов. Типовой ТП используют как информационную основу при создании рабочих ТП и как рабочий ТП при наличии всей необходимой информации для производства изделий.
Типовой технологический прогресс используют для некой информационной основы при создании и наличии всей необходимой информации для производства изделий
На базе этих ТП разрабатывают стандарты предприятий (СТП) для типовых технологических процессов. Типовой технологический процесс характеризуется единством содержания и последовательности большинства технологических операций для группы изделий с общими конструктивными признаками.
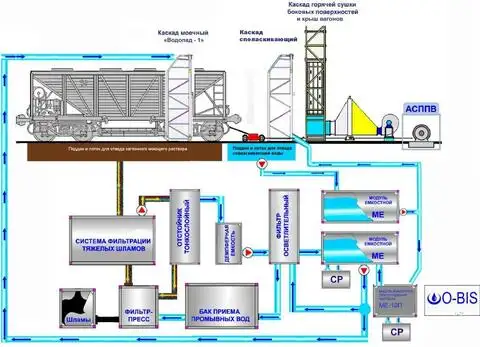
Разрабатываются определённые стандарты предприятий, для так называемых, типовых технологических прогрессов
В основе типовой технологии лежит классификация изделий на классы — подклассы — группы — подгруппы — типы. Тип представляет собой группу схожих изделий, среди которых выбирается типовой представитель, обладающий наибольшей совокупностью свойств изделий, вошедших в эту группу.

Классификация изделий на классы представляет собой группу схожих вещей, среди которых выбирается типовой представитель
Преимущества типового технологического процесса
На типовой представитель разрабатывается технологический процесс, по которому осуществляется изготовление всех изделий этого типа. В случае отсутствия в конкретном изделий той или иной характеристики (например, какой-то поверхности) при (разработке рабочего процесса соответствующая операция из типового процесса исключается.

Начинает разрабатываться технологический процесс, по которому осуществляется изготовление множество изделий этого типа
Тем самым типовой процесс в определенной степени разрешает противоречие между большими расходами времени на разработку процесса и малыми сроками на изготовление изделия, так как затраты времени на разработку рабочего технологического процесса для изготовления конкретного изделия резко сокращаются.
Типовой процесс разрешает противоречие между затратами времени на разработку процесса и малыми сроками на изготовление изделия
Разрабатывая на группу деталей, близких по своему конструктивному оформлению, один типовой процесс, можно разработать более совершенный процесс, так как на его проектирование можно затратить больше времени и средств. Пользуясь типовым процессом, рабочий технологический процесс на деталь из группы будет разработан достаточно быстро и качественно.
Типовые процессы позволяют избегать повторных и новых разработок при проектировании рабочих технологических процессов, вследствие чего облегчается труд технолога и сокращаются затраты времени на разработку.
Важное обстоятельство: типовой технологический процесс, приобретая универсальность, одновременно теряет черты индивидуальности. Действительно, типовой технологический процесс изготовления деталей разрабатывается под группу конструктивно схожих деталей, вошедших в один тип.
По этому типовому процессу изготавливаются все детали группы, несмотря на то, что они чем-то отличаются друг от друга. В этом и заключается универсальность типового технологического процесса.
Недостатки типового технологического процесса
Потеря индивидуальности типового процесса заключается в том, что он не учитывает отмеченные выше различия, специфику изделий, вошедших в один тип. Как известно, в каждом типе из группы деталей выбирают типовую деталь, которая отличается наиболее часто встречающимися конструктивными формами, размерами, требованиями к точности и другими показателями качества. Типовая деталь, как правило, наиболее сложная из всех деталей, вошедших в данный тип.
Индивидуальность типового процесса теряется, если он не учитывает отмеченные различия, специфику изделий, вошедших в один тип
Поэтому если бы для каждой детали из этой группы разработать единичный технологический процесс, то он был бы более эффективным, чем типовой процесс, так как он учитывает все особенности детали (иными словами, потеря индивидуальности не позволяет типовому процессу стать оптимальным для каждой детали данной группы).

Если бы каждая деталь из этой группы была единичным технологическим процессом, то он был бы более эффективным
Чем больше изделия в группе отличаются по своему конструктивному оформлению и требованиям к качеству, тем сильнее отличается типовой процесс от оптимального. Это является одним из ограничений расширения группы изделий под один типовой технологический процесс.

Типовый процесс отличается от оптимального тем, что изделия в группе отличаются по своему конструктивному оформлению и требованиям к качеству
В результате изготавливаемые изделия приходится делить на большее число типов, что приводит к росту числа типовых процессов и снижает эффективность типизации.

Изделия, которые изготавливаются, приходится делить на огромное число типов, что, впоследствии, приводит к росту числа и снижении эффективности процессов
Применение типового технологического процесса
В целом типовая технология способствует:
— сокращению разнообразия технологических процессов и внесению однообразия в изготовление сходных изделий;

Технологические процессы приводят к сокращению и внесению однообразия в изготовление похожих изделий
— внедрению и распространению передового опыта и достижений науки и техники;

Распространение передового опыта и достижений науки, техники в технологическом процессе
— упрощению разработки рабочих технологических процессов и сокращению затрат времени на их разработку;

Разработка рабочих технологических процессов, сокращение затрат времени на разработку
— сокращению разнообразия средств технологического оснащения технологических процессов;

Применение технологического процесса приводит к сокращению разнообразия средств оснащения специфических технологических процессов
— разработке новых высокоэффективных технологических процессов.

Применение технологического процесса приводит к разработке новых высокоэффективных технологических процессов
Эффективность единичной и типовой технологий будет разной в зависимости от типа производства. В массовом производстве эффективнее применять единичный технологический процесс, так как он позволяет создать оптимальный технологический процесс, дающий в итоге высокий суммарный экономический эффект.

Эффективность будет разной в зависимости от типа производства единичной и типовой технологий
По мере роста разнообразия выпускаемых изделий, снижения серийности их эмиссии ценных бумаг, величин партий увеличиваются потери времени, связанные с частыми переналадками технологического оборудования и оснастки. В итоге снижается эффективность производства, повышается цена без наценки изготовления изделий. И чем шире выпускаемая номенклатура изделий и меньше их серийность, тем ниже эффективность производства.
В итоге всех действий в технологическом процессе снижается эффективность производства, а также повышается себестоимость изготовляемых изделий
В этих условиях возникла задача группирования изделий, отличающихся однородностью технологии изготовления, что позволяет снизить число переналадок оборудования и увеличить размеры партий, поступающих на обработку. В результате решения этой задачи появился новый вид технологии — групповая технология, основоположником которой является проф. С. П. Митрофанов.

Появился новый вид технологического процесса — групповая технология, основателем и основоположником которой является Митрофанов
Если типовая технология направлена на сокращение трудоемкости технологической подготовки производства, повышение эффективности технологических процессов и распространение прогрессивных решений, го групповая технология предназначена для повышения эффективности производственного процесса.

На сокращение трудоемкости технологической подготовки производства направлено повышение эффективности технологических процессов
Групповой технологический процесс
Групповой ТП — это ТП изготовления группы изделий с разными конструктивными, но общими технологическими признаками; это процесс обработки заготовок различной конфигурации, состоящий из комплекса групповых технологических операций, выполняемых на специализированных рабочих местах в последовательности технологического маршрута изготовления определенной группы изделий. Групповые ТП разрабатывают для всех типов производств только на уровне предприятия.

Обработка заготовок различной конфигурации, который состоит из различного комплекса групповых технологических операций
Групповой технологический процесс — это процесс изготовления группы изделий с разными конструктивными, но общими технологическими признаками. Групповой процесс нашел применение в мелкосерийном и серийном производстве. Принципиальная сущность групповой технологии заключается, прежде всего, в группировании изделий в технологические группы по технологическому подобию.

Этот групповой процесс нашел применение, преимущественно, в мелкосерийном и серийном производственных процессах
Групповой технологический процесс может состоять из групповых технологических операций, которые являются общими для групп различных деталей с определенной групповой оснасткой на данном оборудовании. Групповой технологический процесс предназначен для совместного изготовления или ремонта группы изделий различной конфигурации.

Основой группового технологического процесса могут стать групповые технологические операции, которые будут являться общими для групп различных деталей
Он должен состоять из комплекса групповых технологических операций, выполняемых на специализированных рабочих местах в последовательности технологического маршрута изготовления определенной группы изделий.

Технологический процесс должен состоять из определённого комплекса групповых технологических операций, выполняемых на рабочих местах следовательно маршруту
Групповой технологический процесс разрабатывают на комплексное изделие. В отличие от типового изделия комплексное изделие является «собирательным», часто не существующим в действительности, объединяющим в себе черты большинства изделий, вошедших в группу.

На комплексное изделие разрабатывается, собственно, весь групповой технологический процесс используемый в производстве
Для комплексного изделия разрабатывается технологический процесс и все изделия этой группы, будучи, как правило, проще комплексного изделия, изготовляют по данному технологическому процессу, пропуская отдельные технологические переходы. Все изделия, закрепленные за этим технологическим процессом, изготовляют партиями.

Все изделия, которые производятся с помощью группового технологического процесса, разрабатываются будучи проще комплексного изделия
В качестве комплексного изделия технологической группы служит какое-то изделие из группы или искусственно созданное изделие. Например, комплексная деталь формируется следующим образом: берется наиболее сложная деталь, которая включает все поверхности других деталей и, если она не содержит всех поверхностей, содержащихся в других деталях группы, то к ней искусственно добавляют недостающие поверхности.

Искусственно созданное изделие, как правило, служит в качестве комплексного изделия технологической группы
Виды группового технологического процесса
— групповой технологический процесс.
Групповая технологическая операция разрабатывается для выполнения технологически однородных работ при изготовлении группы изделий на специализированном рабочем месте при условии возможности частичной подналадки технологической системы.
Групповые операции представляют дополнительные возможности по использованию фильтров, в числе и в совершенно новом качестве. Как известно из практики, простое арифметическое увеличение количества применяемых фильтров не слишком улучшает общую картину, и даже, напротив, зачастую приводит к ухудшению результата.
Кстати, такой же результат предсказывает и теория: перемножение вероятностей дает величину меньшую самих вероятностей. Нельзя сказать, что отдельные фильтры работают плохо или «друг против друга», но все же их совместное применение часто имеет негативный эффект.
Объяснить это можно тем, что фильтры отсеивают не только «плохие» комбинации (совпадающие с выигрышной на 0, 1 или 2 числа), но и «хорошие» (совпадающие на 3, 4, 5 или 6 чисел). При этом, для разных фильтров, отсеиваемые комбинации часто пересекаются, но для «хороших» комбинаций «сложение отсева» это очень плохо, т.к. уменьшает их и без того небольшое количество.

Пример удаления фильтрами комбинаций; каждый из трех фильтров удаляет часть
Получается следующая ситуация: отдельный фильтр сам по себе может работать неплохо, но оставляет слишком много комбинаций, поэтому приходится применять несколько разных фильтров, однако в результате их совместной работы может остаться очень мало «хороших» комбинаций (которых и так во много раз меньше, чем «плохих»).
Представим, что отдельно существующий фильтр может работать неплохо, но оставляет слишком много комбинаций и приходится применять несколько разных фильтров
Впрочем, всё это ещё не означает, что увеличение количества фильтров изначально порочная идея, просто при большом количестве их необходимо использовать не «друг за другом», а несколько иначе. Именно одна такая идея и реализована в групповых операциях.

Увеличение количества фильтров ещё не означает, что это изначально порочная идея, просто их необходимо использовать не друг за другом, а несколько иначе
Групповой технологический процесс представляет собой комплекс групповых технологических операций, выполняемых на специализированных рабочих местах в последовательности технологического маршрута группы изделий, элементов.

Комплекс групповых технологических операций, выполняемых на рабочих местах в группе изделий и элементов называется групповым технологическим процессом
Групповой технологический процесс — технологический процесс изготовления группы изделий с разными конструктивными, но общими технологическими признаками. Групповой технологический процесс — технологический процесс, характеризуемый единством методов обработки с использованием однородных и быстро переналаживаемых приспособлений для групп изделий даже с разными конструктивными признаками.
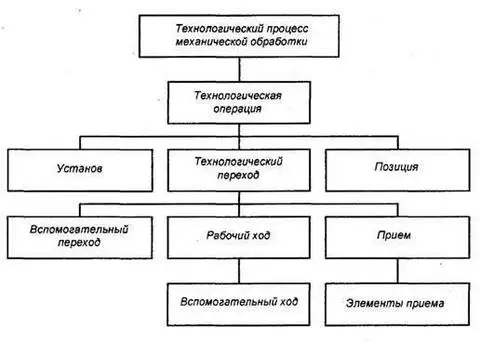
Групповой технологический процесс является сложной комбинацией последовательных действий, которые используются в производственной деятельности
Применение групповой технологии
Применение групповой технологии особенно эффективно тогда, когда на ее основе в серийном и мелкосерийном производствах удается создать групповые поточные или даже автоматические линии изготовления изделий или деталей отдельных групп.

Если на основе групповой технологии удаётся создать в серийном и мелкосерийном производствах групповые поточные линии изготовления изделий, то она эффективна
Создание подобных линий обычно основано на сочетании принципов типизации технологических процессов и групповой обработки, т. е. когда применяется типовой маршрут (например, при обработке заготовок по отдельным групповым операциям, выполняемым на станках с групповыми настройками, и при широком использовании групповых переналаживаемых приспособлений).

Сочетание принципов типизации технологических процессов основано на групповой обработке, когда применяется типовой маршрут группового технологического процесса
Применение групповой технологии тем эффективней, чем больше технологическая группа. При внедрении групповой технологии возникают трудности, связанные с организацией больших технологических групп не только в связи со сложностью в построении групповых наладок и приспособлений, но и из-за необходимости учета календарного планирования по выпуску изделий.

Бывает такое, что, например, при создании групповой технологии возникают некоторые трудности, которые связанны с организацией больших технологических групп
Изделия, изготавливаемые по групповой технологии, хотя и похожи, но имеют и различия, поэтому за редким исключением избавиться полностью от переналадки оборудования не удается.

Бывает также, что избавиться от неполадки довольно сложно при создании изделия, которое изготавливается по групповой технологии, так как имеются некоторые различия
По мере расширения номенклатуры деталей в группе при разработке групповой наладки возрастают ее сложность, количество позиций и время простоя инструментальных позиций. Это ограничивает номенклатуру деталей в группе приводит к росту числа групп и, следовательно, увеличению числа групповых технологических процессов (операций).

Когда расширяется номенклатура определённых деталей в группе при разработке групповой наладки, то, соответственно, возрастает и ее сложность и количество позиций
Групповая технология оправдывает себя при условии многократного повторения выпуска данной технологической группы изделий. Если повторяемость отсутствует или незначительна, то дополнительные затраты на технологическую подготовку, которые значительно выше по сравнению с единичной технологией, себя не окупают (примером эффективного применения групповой технологии может служит авиационная промышленность, где имеет место высокая повторяемость групп).

Когда отсутствует повторяемость, то затраты, которые считаются дополнительными на технологическую подготовку, значительно выше и себя не окупают
Групповой технологический процесс разрабатывается с целью экономически целесообразного применения методов и средств крупносерийного и массового производства в условиях единичного, мелкосерийного и серийного производства. Обязательным этапом, предшествующим разработке групповых процессов, является группирование предметов производства по технологическому подобию с учетом основных факторов организации производства.

Целью группового технологического процесса является экономически целесообразное применение определённых методов и средств крупносерийного производства
Групповые технологические процессы и операции разрабатывают для всех типов производства только на уровне предприятия. Групповой технологический процесс применяется для совместного изготовления группы изделий различной конфигурации, но с общими технологическими признаками в конкретных производственных условиях на специализированных рабочих местах.

На уровне предприятия, разрабатываются групповые технологические процессы и операции для всех типов производства
Документацию на данный процесс выполняют в виде рабочей технологической документации при наличии необходимой информации для изготовления конкретной группы изделий. Групповой технологический процесс разрабатывают на комплексное изделие.

Если имеется наличие необходимой определённой информации для изготовления группы изделий, то создаётся рабочая технологическая документация
В отличие от типового комплексное изделие является собирательным, объединяющим большинство элементов изделий, вошедших в группу. Для комплексного изделия разрабатывается технологический процесс и все изделия этой группы, будучи, как правило, проще комплексного изделия, изготовляют по данному технологическому процессу, пропуская по мере необходимости отдельные переходы. Все изделия, закрепленные за этим технологическим процессом, изготовляют партиями.

Если сравнивать типовое и комплексное изделие, то последнее является собирательным, которое объединяет множество элементов изделий, которые входят в группу
Групповые технологические процессы разрабатывают для условий единичного, мелкосерийного и серийного производства. Групповой процесс представляет собой способ унификации технологии производства, когда для однородных по конструктивно-технологическим признакам изделий устанавливают однотипные высокопроизводительные методы обработки с использованием быстро переналаживаемой технологической оснастки и оборудования.

Способом унификации технологии производства можно назвать групповой технологический процесс, когда устанавливаются однотипные методы обработки
Групповой технологический процесс разрабатывают после того, как спроектированы маршруты типовых или единичных технологических процессов на всю совокупность деталей, подлежащих изготовлению. Групповой технологический процесс составляется в виде наладок для обработки комплексной детали.

В виде разнообразных наладок для обработки комлексной детали, разрабатывается групповой технологический процесс производственной деятельности
Любая деталь из группы может быть обработана по спроектированному групповому технологическому процессу без или с частичной переналадкой станка. Так как наладка составлена для обработки группы деталей, то при обработке одной детали используются все или часть инструментов, установленных в наладке. Возможна замена одного инструмента другим.

Часто бывает так, что наладка составлена для определённой обработки группы или части деталей, то тогда при обработке одной детали используются все инструменты
Групповой технологический процесс разрабатывают при условии, когда за основу берут не одну деталь, а группу сходных и создают так называемую комплексную деталь, содержащую все обрабатываемые элементы группы деталей, для которой разрабатывают технологический процесс с наладкой станка.

Если за за основу берут не одну деталь, а группу сходных и создают комплексную деталь, содержащую элементы группы деталей, то появляется групповой техпроцесс
Групповой технологический процесс наиболее эффективен при единичном и мелкосерийном производстве. Групповой технологический процесс предназначен для совместного ремонта группы изделий с разными конструктивными, но общими технологическими признаками в конкретных условиях производства на специализированных рабочих местах в последовательности технологического маршрута ремонта определенной группы изделий.
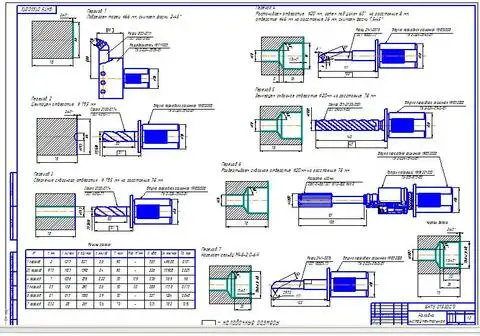
Обычно, для совместного ремонта изделий с разными конструктивными и общими технологическими признаками предназначен групповой технологический процесс
Групповой технологический процесс разрабатывается с целью применения методов и средств крупносерийного производства в условиях единичного, мелкосерийного и серийного производства.

В условиях мелко, серийного и единичного производства, разрабатывается групповой технологический процесс, цель которого — применение методов крупносерийного производства
Обязательным этапом, предшествующим разработке групповых технологических процессов, является группирование изделий ремонта по технологическому подобию с учетом основных факторов, организации производства и определение комплексного изделия, которое служит основой для выбора общих средств технологического оснащения и разработки технологического процесса совместного ремонта группы изделий на участке.
Этап, который предшествует разработке групповых технологических процессов, является группирование изделий ремонта по технологическому подобию
Групповые технологические процессы представляют собой совокупность групповых технологических операций, обеспечивающих изготовление различных деталей группы или нескольких групп по общему технологическому маршруту. Принятая последовательность технологических операций при групповом маршруте должна обеспечивать изготовление любой детали группы, технологическая оснастка должна быть групповой или универсально-переналаживаемой, оборудование должно быть высокоавтоматизированным при минимальных затратах на его переналадку.

Групповой технологический процесс должен эффективно выполняться, если для этого есть всё необходимое высокоэффективное оборудование на предприятии
Групповой технологический процесс разрабатывается на комплексную деталь, конструкция которой разрабатывается специально, с таким расчетом, чтобы в нее входили конструктивные элементы всех деталей, входящих в группу.

Обычно, сам групповой технологический процесс производственной химической деятельности разрабатывается на комплексную деталь, с учётом всех элементов
Групповой технологический процесс составляют на комплексную деталь. Последовательность операций, а также переходов должна обеспечивать полную обработку любой детали данной группы согласно чертежу и техническим требованиям. Технологическая оснастка для осуществления группового процесса и наладки режущего инструмента должна обеспечивать изготовление любой детали данной группы.

Наладка режущего инструмента должна обеспечивать изготовление любой детали данной группы в групповом химико-технологическом процессе производства
Групповые технологические процессы являются дальнейшим развитием идеи типизации, ее разновидностью, позволяющей комплексно решать ряд технологических задач и обеспечивающей научное обоснование в разработке технологических процессов и организации подготовки производства в условиях индивидуального, мелкосерийного и серийного производств.

Так называемые групповые техпроцессы являются развитием идеи типизации, а также ее разновидностью, которая позволяет комплексно решать ряд технологических задач
Групповые технологические процессы могут служить основанием для организации поточного метода восстановления деталей в авторемонтном производстве.
Также, исключением не становится даже авторемонтные сервис, так как групповой технологический процесс служит для восстановления изделий в этом производстве
Групповые технологические процессы в условиях мелкосерийного и серийного производства, которое составляет примерно 75 % всей машиностроительной и приборостроительной отечественной промышленности, применение групповой технологии обработки по методу лауреата Ленинской премии.

Применение групповой технологии обработки осуществляется по методу лауреата Ленинской премии в условиях мелкосерийного и серийного производства
Групповые технологические процессы проектируют в определенном порядке. Подбирают группу деталей, удовлетворяющих требованиям групповых наладок; намечают маршрут обработки и схемы групповых наладок; ориентировочно определяют основное время обработки.
Разрабатывают наладку для наиболее сложных и выпускаемых в большем количестве деталей группы; затем учитывают другие детали группы; определяют штучное время обработки. Разрабатывают конструкцию установочного приспособления и инструментальную наладку; уточняют режимы обработки и окончательно определяют норму времени.
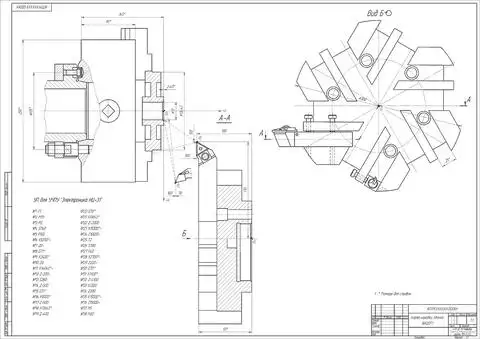
Также, разрабатывают разного рода наладки, как сложные и более лёгкие для выпускаемых в большом количестве деталей группы и затем учитывают другие детали группы
Составляют техническую документацию, включающую все данные для обработки каждой заготовки и компоновочные чертежи.
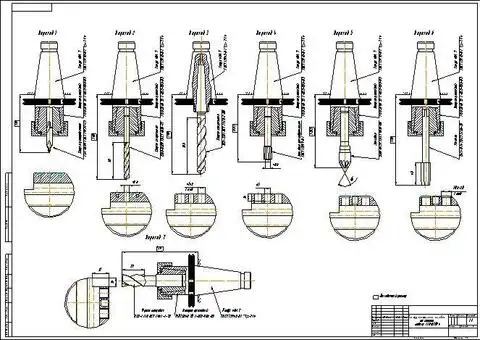
Впоследствии, составляется необходимая техническая документация по групповому технологическому процессу, которая включает в себя все данные для обработки заготовки
Различия между групповым и типовым технологическими процессами
Типовые и групповые технологический процессы являются унифицированными ТП, относящимися к группе изделий с общими конструктивными и (или) технологическими признаками. Эти технологические процессы широко применяют в мелкосерийном, серийном и реже в крупносерийном производствах.
Эти технологические процессы широко применяют в мелкосерийном, серийном и реже в крупносерийном производствах.
Практика внедрения типовых и групповых технологических процессов показывает, что, несмотря на очевидные преимущества, доля их внедрения невысока и до сих пор доминирует единичная технология. Одной из главных причин этого является недостаток классификации изделий на типы, группы, которыми пользуются при разработке типовых и групповых процессов.
Анализ этих классификаций показывает, что в обоих случаях в явном или неявном виде в качестве отличительных признаков выступают не конструктивные, а технологические характеристики. Это приводит к тому, что на предприятиях, различающихся составом технологических средств и квалификацией работников, одна и та же номенклатура изделий будет разбита на разные группы.
С другой стороны, стоит изменить на предприятии применяемую технологию и оборудование, как придется изменять типы и группы. Чтобы свести к минимуму эти недостатки, надо классифицировать изделия на группы не по технологическим, а конструктивным признакам, что позволит сократить разнообразие типовых и групповых процессов и расширить область их применения.
Подводя итог анализу различных видов технологического процесса, можно отметить следующее:
— применение единичного процесса позволяет разрабатывать оптимальные процессы, но это приводит к большим затратам времени на их разработку;

— применение типового технологического процесса снижает объем и сроки технологической подготовки производства, но не обеспечивает оптимального процесса для каждой детали одного типа;

— применение группового технологического процесса хотя и увеличивает размер партии, но требует повторяемости выпуска изделий, что существенно снижает область его эффективного применения.

Все три вида технологии не обладают гибкостью, так как не позволяют изменять в случае надобности маршрут.

Одной из главных причин недостатков всех видов технологических процессов является описание изделия на геометрическом уровне, когда деталь представляется совокупностью элементарных геометрических поверхностей, а сборочная единица — совокупностью деталей как геометрических тел.

Это приводит к тому, что технолог, разрабатывая технологический процесс, стремится изготавливать на операциях такие совокупности поверхностей, которые позволяют достичь наибольшей производительности. Однако при этом часто нарушаются связи между поверхностями, обусловленные совместным выполнением функций детали.

— во-первых, появляется многовариантность технологического процесса из — за большого числа комбинаций поверхностей, изготавливаемых на операциях;

— во-вторых, из-за изготовления функционально связанных поверхностей на разных операциях возникают сложные технологические размерные связи, приводящие к необходимости введения дополнительных операций.

Все это приводит к необоснованному разнообразию технологических процессов, повышению трудоемкости их разработки, вызывают трудности в типизации технологических процессов и в группировании деталей при разработке групповых процессов.

Если же деталь описывать функциональными блоками в виде модулей поверхностей, объединенных совместным выполнением служебных функций, то геометрический признак становится вторичным, а элементарные поверхности входят в состав модулей поверхностей и не являются самостоятельными объектами при разработке технологических процессов.

Учитывая ограниченную номенклатуру механизированного процесса и их высокую повторяемость, можно существенно снизить разнообразие технологических операций по составу изготавливаемых МП. В итоге упростится разработка технологических процессов, их типизация и группирование деталей при использовании групповых процессов.

Все изложенное справедливо и для сборочных технологических процессов, если сборочную единицу рассматривать как совокупность модулей соединения.
С целью реализации изложенных преимуществ описания изделия как совокупности МП и МС, следует рассматривать построение технологического процесса как компоновку из модулей изготовления МП (МС), входящих в состав детали (сборочной единицы).
В связи с этим процесс получил название модульного технологического процесса, соответственно он может быть единичным, типовым, групповым процессом, и представляет собой результат дальнейшего совершенствования методики разработки технологических процессов, начиная с описания изделия.
Модульный технологический процесс — это технологический процесс, построенный из модулей процессов изготовления МП или МС, входящих в состав изготавливаемого изделия. В основе модульного технологического процесса лежит объективное существование МП и МС, являющихся конструктивными элементами изделий.
Узкая номенклатура и ограниченное число описывающих их характеристик открывает путь к типизации конструктивных решений МП, МС, унификации их характеристик и на этой основе разработке модулей технологического обеспечения изготовления МП и получения МС.
В состав модулей технологического обеспечения входят модули технологического процесса (МТИ) изготовления МП и сборочного процесса (МТС) получения МС, модули технологического оборудования (МО), инструментальной наладки (МИ), технологических баз (МТБ), приспособления (МПр) и контрольно-измерительного устройства (МКИ).
Поскольку модульное технологическое обеспечение разрабатывается под типовые МП и МС с унифицированными характеристиками, то оно отличается высоким уровнем обобщения, следовательно, широкой областью применения.
Имея технологическое обеспечение на модульном уровне, модульный технологический процесс изготовления, например, детали, строится образом. Сначала определяется последовательность формирования из заготовки всех МП детали, затем из банка данных вызывают — МТИ, МТБ, МО, МИ, МПр, МКИ, необходимые для изготовления каждого МП, затем МТИ объединяются в операции.
Модульный технологический процесс объединяет в себе преимущества единичного, типового и группового технологических процессов. Действительно, модульный технологический процесс разрабатывается так же, как и единичный технологический, учитывающий все особенности изделия.
Однако в отличие от единичного процесса трудоемкость его разработки невысока, так как он строится методом компоновки из имеющихся модулей технологического обеспечения.
Идея типизации в модульном технологическом процессе реализуется на уровне модулей технологического обеспечения, при этом типизация осуществляется более эффективно, так как модули МП и МС в отличие от изделий описываются небольшим числом характеристик.
Например, даже сравнительно простая деталь содержит десятка два поверхностей и имеет большое разнообразие вариантов конструктивного решения. При этом требования к точности и качеству поверхностного слоя у поверхностей такой детали может быть различным, что еще больше увеличивает ее разнообразие. В итоге для изготовления такого множества деталей потребуется большое число типовых технологических процессов.
В отличие от детали МП одного наименования имеет меньшее число вариантов конструктивного решения, содержит, за редким исключением, не более трех поверхностей, что существенно снижает разнообразие МГ-1 и уменьшает число типовых модулей технологического процесса.

Идея групповой технологии, заключающаяся в организации технологических групп из разных изделий, в условиях модульной технологии решается наилучшим образом. Дело в том, что в силу ограниченной номенклатуры МП и МС сравнительно просто формировать технологические группы даже в условиях единичного производства, т. е. не требуется повторяемость выпускаемых изделий.
И в заключение отметим, что модульный технологический процесс приобретает некоторую гибкость, позволяя в ограниченных пределах изменять последовательность операций. Это объясняется тем, что в традиционных технологических процессах функционально связанные поверхности детали могут изготавливаться на разных операциях.
Например, такие поверхности детали, как торец, отверстие и шпоночный паз, образующие комплект баз (МПБ-311), могут изготавливаться на разных операциях. В результате между операциями возникают сложные размерные связи, которые нарушаются при изменении последовательности операции, что может привести к браку. Поэтому изменение разработанного маршрутного процесса недопустимо.

В модульном же технологическом процессе функционально связанные поверхности детали всегда объединены соответствующим модулем и изготавливаются на одной операции. Это существенно упрощает размерные связи технологического процесса, делает их прозрачными, что позволяет сравнительно просто определять возможность изменения маршрута обработки.

Принципы построения модульных технологических процессов позволяют по-новому строить машиностроительное производство, в основе которого лежит сквозное применение модульного принципа по всей производственной цепочке: изделие — технологические процессы — технологические системы — организация производственного процесса.

Основные стадии химико-технологического процесса
Химическая промышленность дает народному хозяйству огромное количество продуктов, без которых невозможна жизнь современного общества. Сюда входят моторные топлива, масла, горючие газы, кислоты, смолы, волокна, лаки, краски и т.д.

Важнейшая задача химической технологии — отыскание оптимальных условий для экономически целесообразного осуществления химической реакции в виде технологического процесса.
Химико-технологический процесс складывается из трех стадий:
— подвод реагентов в зону реакции при помощи абсорбции, адсорбции, конденсации паров, плавлением, растворением и др. (осуществляется, как правило, с использованием физических процессов (механических, гидромеханических, тепловых, массообменных));
— химические реакции — основа процесса (в ходе этого происходит глубокое изменение структуры, состава и свойств веществ, участвующих в нем);
— отвод продуктов из зоны реакции за счет диффузии или перевода вещества из одной фазы в другую. Стадия выделения целевого продукта для большинства химических производств является необходимой.
Технологический процесс, в котором достигается абсолютная селективность и 100 процентный выход целевого продукта, просто экономически невыгоден. Возрастают расходные коэффициенты, энергетические затраты, вследствие чего стоимость продукта резко возрастает, и тогда товар теряет своего потребителя.

Классификация химико-технологических процессов
По классификации ЕСТД каждый из рассмотренных технологических процессов может быть:
— перспективным называют технологический процесс, соответствующий современным достижениям науки и техники, методы и средства которого полностью или частично предстоит освоить на предприятии;

— рабочий технологический процесс — это такой технологический процесс, выполняемый по рабочей технологической и (или) конструкторской документации. Их разрабатывают на предприятиях для изготовления различных изделий. Рабочие ТП могут быть проектными, стандартными и временными;

— проектный технологический процесс — это технологический процесс, выполняемый по предварительному проекту технологической документации;

— стандартный технологический процесс — это установленный стандартом технологический процесс, который выполняют по рабочей технологической и (или) конструкторской документации, оформленной стандартом (ОСТ, СТП) и относящейся к конкретному оборудованию, режимам обработки и технологической оснастке;

— временный технологический процесс — это технологический процесс, применяемый на предприятии в течение ограниченного периода времени из-за отсутствия необходимого оборудования или в связи с аварией до замены на более современный и экономичный.

При создании автоматических линий, гибких автоматизированных производств и в других случаях разрабатывают комплексные технологический процесс, в состав которых кроме основных механических операций включают операции перемещения, термической обработки, контроля и очистки обрабатываемых заготовок и прочее.
Разрабатываемый технологический процесс должен обеспечивать повышение производительности труда и качества изделия, снижение трудовых и материальных затрат, сокращение вредных воздействий на окружающую среду.
Технологический процесс должен соответствовать требованиям техники безопасности и промышленной санитарии, установленным системой стандартов безопасности труда (ССБТ), инструкциями и другими нормативными документами. Основой для разработки технологического процесса обычно служат имеющиеся типовой или групповой технологический процесс, а при их отсутствии — действующие единичные технологические процессы изготовления аналогичных изделий.
Основой классификации химико-технологических процессов является:
— способ организации процесса (т.е. по параметрам технологического режима);
По способу организации химико-технологические процессы могут быть периодическими, непрерывными и комбинированными. При этом комбинированные процессы могут характеризоваться непрерывным поступлением сырья и периодическим отводом продукта или наоборот.
— кратность обработки сырья (т.е. по методам обработки);
По кратности обработки сырья различают процессы с открытой, закрытой (циркуляционной) и комбинированной схемами. В процессах с закрытой схемой требуется неоднократный возврат непрореагировавшего сырья в зону химического взаимодействия до того момента, как оно превратится в конечный продукт.
— вид используемого сырья;
По виду используемого сырья химико-технологические процессы условно подразделяют на процессы, использующие минеральное сырье или сырье животного, растительного происхождения.
— агрегатное состояние веществ, участвующих в реакции (т.е. по фазовому состоянию реагентов);
— тип основной химической реакции (т.е. по характеру химических реакций);
В зависимости от типа основной реакции химико-технологические процессы подразделяют на процессы разложения (диссоциации), нейтрализации, замещения, обмена, окисления, восстановления, присоединения (синтеза).
Процессы разложения, наиболее характерные для технологии органических веществ, сопровождаются образованием более простых, чем исходное сырье веществ. Процессы нейтрализации между веществом, имеющим свойства кислоты и веществом, имеющим свойства основания, приводят к образованию веществ, теряющих характерные свойства обоих соединений.
— по фазовому состоянию продуктов реакции;
— тепловой эффект химической реакции;
Процессы присоединения сопровождаются синтезом более сложных по сравнению с исходными веществами.
Гомогенные и гетерогенные химико-технологические процессы
По агрегатному состоянию веществ, участвующих в химической реакции, различают гомогенные и гетерогенные химико-технологические процессы.
Гомогенными процессами называют такие, в которых все реагирующие вещества находятся в одной какой-нибудь фазе: газовой (г), твердой (т), жидкой (ж). В этих процессах реакция обычно протекает быстрее.
В целом, механизм всего технологического процесса в гомогенных системах проще, соответственно проще и управление процессом. По этой причине на практике часто стремятся к гомогенным процессам, т.е. переводят реагирующие компоненты в какую-либо одну фазу.

В гетерогенных процессах участвуют вещества, находящиеся в разных состояниях (фазах), т.е. в двух и трех фазах.
К гетерогенным процессам относятся, например, горение (окисление) твердых веществ и жидкостей, растворение металлов в кислотах и щелочах и др.
Экзотермические и эндотермические химико-технологические процессы
По тепловому эффекту химической реакции различают экзотермические и эндотермические процессы.
Реакция метана с кислородом воздуха, как известно, сопровождается выделением большого количества тепла. Поэтому ее используют в быту для приготовления пищи, нагревания воды и отопления. Природный газ, поступающий в дома по трубам, на 98% состоит именно из метана.
Реакция оксида кальция (СаО) с водой тоже сопровождается выделением большого количества тепла.
О чем могут говорить эти факты? При образовании новых химических связей в продуктах реакции выделяется больше энергии, чем требуется на разрыв химических связей в реагентах. Избыток энергии выделяется в виде тепла, а иногда и света.
Такие реакции должны протекать легко (как легко катится под гору камень).

Химические процессы, которые протекают с выделением теплоты, называются экзотермическими (от латинского «экзо» — наружу).
Например, многие окислительно-восстановительные реакции являются экзотермическими. Одна из таких красивых реакций — внутримолекулярное окисление-восстановление, протекающее внутри одной и той же соли — дихромата аммония (NH4)2Cr2O7:(NH4)2Cr2O7 = N2 + Cr2O3 + 4 H2O + энергия.
Другое дело — обратные реакции. Они аналогичны закатыванию камня в гору. Получить метан из CO2 и воды до сих пор не удается, а для получения негашеной извести СаО из гидроксида кальция Са(ОН)2 требуются сильное нагревание.
Такая реакция идет только при постоянном притоке энергии извне:

Это говорит о том, что разрыв химических связей в Ca(OH)2 требует большей энергии, чем может выделиться при образовании новых химических связей в молекулах CaO и H2O.
Химические процессы, протекающие с поглощением теплоты, называются эндотермическими (от «эндо» — внутрь). Количество выделяемой или поглощаемой при этом теплоты называют тепловым эффектом процесса (теплотой процесса).
Даже экзотермическая реакция не обязательно начинается сразу, как только мы смешаем реагенты. Если открыть конфорку газовой плиты, то метан немедленно входит в соприкосновение с кислородом воздуха, но не реагирует с ним (не загорается). Для того, чтобы появился постоянно горящий огонь (а это признак протекания химической реакции), к конфорке нужно поднести зажженную спичку.
Если не сделать этого сразу же, то метан будет постепенно заполнять помещение, не реагируя с кислородом. Это очень опасно.
Во-первых, метаном нельзя дышать, а во-вторых, накопившийся в помещении метан (он теперь смешан с кислородом воздуха!) может взорваться от любой маленькой искры.
Искра или спичка служат инициатором реакции. Инициирование подобно небольшому усилию, которое надо приложить, чтобы столкнуть вниз находящийся на склоне горы камень. В дальнейшем энергия для вступления в реакцию все новых и новых молекул черпается из тепла, выделяемого в ходе реакции (если реакция экзотермическая).
Признаком протекания химической реакции не обязательно являются огонь, взрыв, выделение или поглощение тепла. О протекании реакции может говорить и выделение газа, выпадение осадка, изменение цвета раствора или даже его свечение!
В то же время есть много реакций, которые протекают незаметно для глаза. Однако и в них происходит исчезновение одних и возникновение других веществ.
Например, в нашем организме протекает огромное количество химических превращений. Вероятно, человеческая мысль — тоже результат сложных химических реакций. Пока вы читаете это, в вашей голове произошло несколько интересных химических превращений, обеспечивающих понимание и запоминание прочитанного.
Образовались новые молекулы, которых раньше не было. В них теперь “записана” информация об экзотермических и эндотермических реакциях.
Обратимые и необратимые химико-технологические процессы
По направлению протекания химико-технологические процессы подразделяют на обратимые и необратимые.
Теоретически все химические реакции обратимы. В зависимости от условий они могут протекать как в прямом, так и в обратном направлениях.
Обратимый процесс (то есть равновесный) — термодинамический процесс, который может проходить как в прямом, так и в обратном направлении, проходя через одинаковые промежуточные состояния, причем система возвращается в исходное состояние без затрат энергии, и в окружающей среде не остается макроскопических изменений.
Обратимый процесс можно в любой момент заставить протекать в обратном направлении, изменив какую-либо независимую переменную на бесконечно малую величину.

Обратимые процессы дают наибольшую работу. Большую работу от системы вообще получить невозможно. Это придает обратимым процессам теоретическую важность. На практике обратимый процесс реализовать невозможно. Он протекает бесконечно медленно, и можно только приблизиться к нему.

Следует отметить, что термодинамическая обратимость процесса отличается от химической обратимости. Химическая обратимость характеризует направление процесса, а термодинамическая — способ его проведения.
Понятия равновесного состояния и обратимого процесса играют большую роль в термодинамике. Все количественные выводы термодинамики применимы только к равновесным состояниям и обратимым процессам. В состоянии химического равновесия скорость прямой реакции равна скорости обратной реакции!
Во всех обратимых процессах устанавливается равновесие, при котором скорости прямого и обратного процессов уравниваются, в результате чего соотношение между компонентами во взаимодействующих системах остаются неизменными до тех пор, пока не изменятся условия протекания процесса.

В необратимых процессах равновесие в реакциях полностью смещается в сторону продуктов реакции, а обратная реакция, как правило, не протекает.

Необратимым называется процесс, который нельзя провести в противоположном направлении через все те же самые промежуточные состояния. Все реальные процессы необратимы.

Переход кинетической энергии макроскопического движения через трение в теплоту, то есть во внутреннюю энергию системы, является необратимым процессом.
Законы необратимых процессов могут быть обоснованы с помощью методов электрокинетической теории тепла. Теория необратимых процессов была разработана бельгийскими и голландскими физиками: Онзагером, Пригожиным, Дефаем, де Гроотом в 40-50 годах XX века.

Примеры необратимых процессов:
— другие необратимые процессы

Диффузия, как химико-технологический процесс
Диффузия (лат. diffusio — распространение, растекание, рассеивание, взаимодействие) — процесс взаимного проникновения молекул или атомов одного вещества между молекулами или атомами другого, приводящий к самопроизвольному выравниванию их концентраций по всему занимаемому объёму.
В некоторых ситуациях одно из веществ уже имеет выравненную концентрацию и говорят о диффузии одного вещества в другом. При этом перенос вещества происходит из области с высокой концентрацией в область с низкой концентрацией (вдоль вектора градиента концентрации).
Примером диффузии может служить перемешивание газов (например, распространение запахов) или жидкостей (если в воду капнуть чернил, то жидкость через некоторое время станет равномерно окрашенной). Другой пример связан с твёрдым телом: атомы соприкасающихся металлов перемешиваются на границе соприкосновения.
Важную роль диффузия частиц играет в физике плазмы. Скорость протекания диффузии зависит от многих факторов. Так, в случае металлического стержня тепловая диффузия проходит с огромной скоростью. Если же стержень изготовлен из синтетического материала, тепловая диффузия протекает медленно.
Диффузия молекул в общем случае протекает ещё медленнее. Например, если кусочек сахара опустить на дно стакана с водой и воду не перемешивать, то пройдёт несколько недель, прежде чем раствор станет однородным.
Ещё медленнее происходит диффузия одного твёрдого вещества в другое. Например, если медь покрыть золотом, то будет происходить диффузия золота в медь, но при нормальных условиях (комнатная температура и атмосферное давление) золотосодержащий слой достигнет толщины в несколько микронов только через несколько тысяч лет.
Другой пример: на золотой слиток был положен слиток свинца, и под грузом за пять лет свинцовый слиток проник в золотой слиток на сантиметр. Первое количественное описание процессов диффузии было дано немецким физиологом А. Фиком в 1855 году.
Все виды диффузии подчиняются одним законам. Скорость диффузии пропорциональна площади поперечного сечения образца, а также разности концентраций, температур или зарядов (в случае относительно небольших величин этих параметров).
Так, тепло будет в четыре раза быстрее распространяться через стержень диаметром в два сантиметра, чем через стержень диаметром в один сантиметр. Это тепло будет распространяться быстрее, если перепад температур на одном сантиметре будет 10 °C вместо 5 °C.
Скорость диффузии пропорциональна также параметру, характеризующему конкретный материал. В случае тепловой диффузии этот параметр называется теплопроводность, в случае потока электрических зарядов — электропроводность.
Количество вещества, которое диффундирует в течение определённого времени, и расстояние, проходимое диффундирующим веществом, пропорциональны квадратному корню продолжительности диффузии. Диффузия представляет собой процесс на молекулярном уровне и определяется случайным характером движения отдельных молекул.
Скорость диффузии в связи с этим пропорциональна средней скорости молекул. В случае газов средняя скорость малых молекул больше, а именно она обратно пропорциональна квадратному корню из массы молекулы и растёт с повышением температуры.
Диффузионные процессы в твёрдых телах при высоких температурах часто находят практическое применение. Например, в определённых типах электронно-лучевых трубок (ЭЛТ) применяется металлический торий, продиффундировавший через металлический вольфрам при 2000 °C.
Если в смеси газов масса одной молекулы в четыре раза больше другой, то такая молекула передвигается в два раза медленнее по сравнению с её движением в чистом газе. Соответственно, скорость диффузии её также ниже.
Эта разница в скорости диффузии лёгких и тяжёлых молекул применяется, чтобы разделять субстанции с различными молекулярными весами. В качестве примера можно привести разделение изотопов. Если газ, содержащий два изотопа, пропускать через пористую мембрану, более лёгкие изотопы проникают через мембрану быстрее, чем тяжёлые.
Для лучшего разделения процесс производится в несколько этапов. Этот процесс широко применялся для разделения изотопов урана (отделение 235U от основной массы 238U). Поскольку такой способ разделения требует больших энергетических затрат, были развиты другие, более экономичные способы разделения. Например, широко развито применение термодиффузии в газовой среде.
Газ, содержащий смесь изотопов, помещается в камеру, в которой поддерживается пространственный перепад (градиент) температур. При этом тяжёлые изотопы со временем концентрируются в холодной области.
Термодиффузия, как один из видов технологического процесса
Термодиффузия — термодинамический эффект (эффект Соре) заключающийся в появлении в смеси вследствие разности температур градиента концентрации компонентов. Данный эффект обратен эффекту Дюфура.
Для случая, когда смесь состоит из двух компонентов, внешние силы равны нулю и давление одинаково во всех точках смеси, имеет место уравнение:
![]()
— 
— 
—  — коэффициент термодиффузии.
— коэффициент термодиффузии.

Отношение коэффициента термодиффузии к коэффициенту обычной диффузии:

Теплопроводность, как технологический процесс
Теплопроводность — это процесс переноса энергии от более нагретых частей тела к менее нагретым, осуществляемый хаотически движущимися частицами тела (атомами,молекулами, электронами и т. п.). Такой теплообмен может происходить в любых телах с неоднородным распределением температур, но механизм переноса теплоты будет зависеть от агрегатного состояния вещества.
Теплопроводностью называется также количественная характеристика способности тела проводить тепло. В сравнении тепловых цепей с электрическими это аналогпроводимости.
Количественная способность вещества проводить тепло характеризуется коэффициентом теплопроводности. Эта характеристика равна количеству теплоты, проходящему через однородный образец материала единичной длины и единичной площади за единицу времени при единичной разнице температур (1 К). В системе СИ единицей измерения коэффициента теплопроводности является Вт/(м·K).
Исторически считалось, что передача тепловой энергии связана с перетеканием гипотетического теплорода от одного тела к другому. Однако с развитием молекулярно-кинетической теории явление теплопроводности получило своё объяснение на основе взаимодействия частиц вещества.
Молекулы в более нагретых частях тела движутся быстрее и передают энергию посредством столкновений медленным частицам в более холодных частях тела.
Вязкое течение, как технологический процесс
Вязкое течение жидкости можно рассматривать как кинетический процесс, теплота активации которого зависит от того, на сколько нужно повысить энергию элемента потока, чтобы перевести его из того состояния, в котором он находился непосредственно перед единичным переходом, в активированное состояние.
При ортосиликатном составе ( 66 % М2О) скорость течения должна контролироваться переносом ионов SiO -, которые, следовательно, и являются при данном составе элементом потока. Вязкое течение жидкости можно рассматривать как кинетический процесс, теплота активации которого зависит от того, на сколько нужно повысить энергию элемента потока, чтобы перевести его из того состояния, в котором он находился непосредственно перед единичным переходом, в активированное состояние.
При ортосиликатном составе ( 66 % М2О) скорость течения должна контролироваться переносом ионов SiO -, которые, следовательно, и являются при данном составе элементом потока. Задачи вязкого течения жидкостей и газов в пограничном слое при внешнем обтекании тел.
Этот класс объединяет все задачи ламинарного и турбулентного, стационарного и нестационарного режимов течения однородных и многокомпонентных газов и жидкостей при свободном и вынужденном обтекании плоских и пространственных тел с произвольным распределением скоростей в потенциальном или завихренном потоке при произвольных условиях на границах и на поверхностях разрывов.
Задачи данного класса описываются системой дифференциальных уравнений параболического типа, содержащей по крайней мере одну одностороннюю пространственную или временную координату, вдоль которой протекающий процесс зависит только от условий на одной из границ рассматриваемой области.

Следовательно, энергия активации вязкого течения жидкостей со сферически симметричными молекулами относительно велика, а значит, велика и энтропия активации. Такой вывод находится в согласии с экспериментом и указывает, что, как и следовало ожидать, симметричные молекулы в нормальном состоянии жидкости плотно упакованы.
Вслед за классическими исследованиями вязкого течения жидкостей Пуазейля и Стокса ( а намного раньше — Ньютона) Максвелл и Шведов дали описание реологических свойств линейных и нелинейных — структурированных систем; позднее существенный вклад в эту область был сделан и Эйнштейном.

Уравнение Ньютона описывает закон вязкого течения идеальной бесструктурной жидкости ( ньютоновой жидкости), уравнение Бингама-Шведова — идеальной пластической системы ( бингамова тела), а уравнение Оствальда де Ваале — структурированной псевдопластичной жидкости. Реологическое поведение реальных буровых растворов лишь приблизительно описывается каждой их этих формул.
Это должно привести к тому, что вязкое течение жидкости в узких микротрещинах, которые развиваются в каучуко наполненном ПВХ, затрудняется по сравнению с чистым ПВХ, имеющим широкие микротрещины, из-за более высокого градиента скорости сдвига. Этому же способствует искривление и ветвление микротрещин в МПВХ.

Все эти факторы затрудняют доставку жидкости к вершинам растущих микротрещин, в которых происходит локализованная деформация полимера, и снижают эффективность их действия. В разработке вопросов, связанных с теорией вязкого течения жидкостей и стекол, большую роль сыграли Эйринг, Френкель, Стен-ворт, Мюллер, Евстропьев, Немилов.

Так как имеется восемь физических величин, характеризующих вязкое течение жидкости, а основных размерных физических величин четыре, то можно образовать четыре безразмерных параметра; все они могут быть определены сопоставлением размерностей каждой из последующих величин от Ср 0 до т с размерностями четырех основных величин.

Для получения качественной характеристики пластического течения твердого тела и вязкого течения жидкости целесообразно исходить из закономерностей напряжения сдвига.
Технологический процесс химической промышленности
Технологический процесс химической промышленности сопровождается поступлением в воздух рабочих помещений избыточного тепла, влаги, паров и пыли, ядовитых газов. Каждое из этих выделений изменяет нормальные свойства воздуха и может происходить как в отдельности, так и в различных комбинациях.
Технологические процессы химической промышленности выдвигают задачи контроля и регулирования влаго-содержания чистых газов: азота, водорода, кислорода, метана и др., во многих случаях необходимо контролировать с большой точностью степень осушки воздуха и различных газов.
Аналогичные задачи выдвигают современные электровакуумная промышленность и металлургия (черная, цветная, в том числе редких металлов и полупроводников); в качестве примеров можно указать на контроль влажности доменного дутья и на контроль влажности водорода при производстве твердых сплавов.
Технологические процессы химической промышленности отличаются большим разнообразием, поэтому оборудование, предназначенное для их осуществления, также весьма разнообразно. Если оборудование неудачно сконструировано или неправильно обслуживается, то при его эксплуатации могут возникнуть неполадки, опасности и вредности.
При создании оборудования конструкторы и машиностроители соблюдают нормативные требования, обеспечивающие безопасность его эксплуатации. Многие технологические процессы химической промышленности связаны с движением жидкостей, газов или паров, перемешиванием в жидких средах, а также с разделением неоднородных смесей путем отстаивания, фильтрования и центрифугирования.
Скорость всех указанных физических процессов определяется законами гидромеханики. Поэтому такие процессы называют гидромеханическими. Многие технологические процессы химической промышленности связаны с получением или переработкой пылевидных материалов, являющихся пожаро — и взрывоопасными.
Известно много случаев взрывов пыли, приведших к человеческим жертвам и большому материальному ущербу. За период 1952 — 1963 гг. в Японии произошло 78 взрывов пыли в производствах неорганических и органических продуктов. Известен взрыв угольной пыли на одной из шахт во Франции в 1906 г., приведший к гибели 1100 человек. При взрыве угольной пыли на шахте Миикэ ( Япония) в ноябре 1963 г. погибли 458 человек и были тяжело ранены 742 человека.
Многие технологические процессы химической промышленности связаны с движением жидкостей, газов или паров, перемешиванием в жидких средах, а также с разделением неоднородных смесей путем отстаивания, фильтрования и центрифугирования. Скорость всех указанных физических процессов определяется законами гидромеханики. Поэтому такие процессы называют гидромеханическими.
Механизация технологических процессов химической промышленности наиболее вероятна на таких операциях, как загрузка твердых и сыпучих веществ в аппараты и машины, выгрузка готовых продуктов, удаление отходов, внутризаводское и цеховое транспортирование, очистка аппаратов и трубопроводов и емкостей, затаривание, складирование, а также отбор проб и замер продуктов в емкостях.

Совершенствование технологических процессов химической промышленности определяется укрупнением единичных мощностей аппаратов, разработкой и внедрением в производство технологических схем, характеризующихся максимальным и многократным использованием ВЭР непосредственно IB технологических процессах, за счет чего обеспечивается уменьшение потребности в подведенной извне энергии.

Такое направление определяет уменьшение выхода ВЭР ( а в ряде случаев для многих продуктов и отсутствие их выхода) за пределы замкнутых технологических схем, по сравнению с существующими в настоящее время условиями производства. В технологических процессах химической промышленности приходится иметь дело как с низкими, так и с высокими температурами. Поэтому в этой отрасли промышленности применяют разнообразные методы и средства измерения.

В технологических процессах химической промышленности наиболее часто выпаривают водные растворы различных нелетучих веществ. В технологических процессах химической промышленности используется весовое и объемное дозирование.

Весовое дозирование позволяет получать дозы с высокой степенью точности — до 0,1 % при массе дозы 15 — 20 кг и более. Однако производительность весовых дозаторов в несколько раз меньше, чем у объемных, у которых значительно проще конструкция и выше надежность.

По этой причине в машинах-автоматах химических производств при дозировании порошковых мaтepиaлoв порциями до 500 г, а в некоторых случаях и до 1 — 2 кг, используются объемные дозаторы. Жидкости дозируются объемными дозаторами без ограничения массы. В технологических процессах нефтяной, газовой и химической промышленности применяется искусственный холод в диапазоне примерно до — 200 С, иногда и ниже.
Во многих технологических процессах химической промышленности находят применение органические растворители и легковоспламеняющиеся жидкости. Если замена горючих сред негорючими не нарушает нормального хода технологических операций и экономически приемлема, то она и наиболее целесообразна, так как исключает возможность загораний не только от статического электричества, но и от всех других источников воспламенения.
Познакомившись с основными свойствами технологических процессов химической промышленности как объектов управления и получив некоторые представления о задачах и работе АСУТП, перейдем к более детальному определению объекта управления, а также составных частей, выполняемых функций и классификации АСУТП.
Важной задачей в области управления технологическими процессами химической промышленности является разработка типовых систем управления процессами приготовления л распределения сыпучих материалов по параллельно работающим аппаратам. Одним из первых этапов на пути решения этой задачи предполагается определение модели динамических связей объекта и системы управления.
Давление среды играет важную роль во многих технологических процессах химической промышленности. С развитием химической технологии создаются и реализуются процессы с высокими давлениями, причем проявляется тенденция к возрастанию давлений. В промышленных установках используются давления в 320; 500; 800; 1500; 2500 кгс / см2 и более. Арматурная промышленность выпускает серийно арматуру на 320 и 800 кгс / см2, при больших давлениях арматура изготовляется по отдельным заказам.
Поскольку в качестве объектов моделирования выбраны технологические процессы химической промышленности, их специфические особенности и должны учитываться при разработке общей структуры технико-экономической модели оптимизируемого объекта и ее дальнейшей математической формализации.
Технико-экономическая модель ХТС, постоянная по форме, при переходе от одного уровня моделирования к другому может существенно менять содержание. При построении технико-экономических моделей в первую очередь необходимо свести моделируемый типовой процесс к одной из общепринятых групп.
Тем самым будет предопределено возможное использование опыта по составлению математических описаний для процессов данной группы. Завод в последние годы расширил ассортимент аппаратов из импрегнированного графита и графитопласта АТМ-1, которые успешно работают во многих технологических процессах химической промышленности.

Совместно с управляющей вычислительной техникой третьего поколения и средствами государственной системы приборов ( ГСП) комплекс технических средств для АСУ ТП ( КТС-1) предназначен для того, чтобы проектным путем, пользуясь индустриальными методами, создать АСУ ТП непрерывными и непрерывно-периодическими технологическими процессами химической промышленности.
Технологические процессы химической промышленности характеризуются большим количеством разнообразных параметров. Особой сложностью отличаются химические и массообменные процессы. Несмотря на многообразие параметров, все они могут быть сведены в три группы: входные, режимные и выходные.

Действительно, многие технологические процессы химической промышленности являются взрывоопасными и пожароопасными и связаны с применением вредных веществ. Но причины опасностей и вредностей хорошо известны, а главное — разработаны проверенные на практике способы их предотвращения и ликвидации.

Надо только знать соответствующие технологические регламенты, инструкции по технике безопасности, аварийные инструкции и точно их соблюдать, тогда работа будет безопасной и безвредной. Практика показывает, что уровень травматизма на химических заводах относительно невысок и имеет тенденцию к дальнейшему снижению. Задача, стало быть, заключается в том, чтобы, применяя оправданные практикой организационные и технические мероприятия, ликвидировать травматизм.

Более глубокая переработка полиметаллических руд с извлечением многих компонентов в полной мере может быть обеспечена на основе широкого использования электроэнергии. Электрическая энергия широко используется в технологических процессах химической промышленности. С ее помощью интенсифицируется процесс, электричество используется для автоматизации управления агрегатов.
Изложенное ниже обоснование экономической эффективности электроподогрева основывается на сравнении с двумя наиболее распространенными теплоносителями — перегретой водой и паром. Перегретая вода используется главным образом в технологических процессах химической промышленности, а также в нефтепереработке. На нефтебазах для подогрева применяется в основном пар.
Загрязняющие атмосферу вещества непрерывно измеряются приборами, которые можно назвать приборами первого поколения. Они являются модификацией приборов и методик, используемых в технологических процессах химической промышленности.
Обычно они работают по следующему принципу: растворение определяемого газа в водной среде, реакция в этой среде с образованием окраски и измерение интенсивности этой окраски фотоэлектрическим методом. Такие анализаторы применяются для измерения концентраций SO2, NO, NO2 и суммы оксидантов в атмосфере, содержания МО в промышленных выбросах и СО в выхлопных газах автотранспорта. Эти приборы требуют тщательного ухода, и измерения с их помощью подвержены помехам сопутствующих загрязняющих веществ в атмосфере.
Пневматические ИУ характеризуются низкой стоимостью, простотой конструкции и обслуживания, высокой эксплуатационной надежностью, возможностью работы в пожаро — или взрывоопасных условиях. Поэтому пневматические ИМ нашли широкое применение в системах автоматического управления технологическими процессами химической промышленности.

Соответствует курсу Технологические измерения и контрольно-измерительные приборы. Изложены методы измерения, принципы действия и устройства КИП, широко применяемых в системах автоматического контроля и управления технологическими процессами химической промышленности и промышленности минеральных удобрений. Рассмотрены основы метрологического обеспечения химических производств.
Эти основные направления развиваются в тесной связи друг с другом, поскольку, например, механизация, электрификация и автоматизация невозможны без использования новых химических соединений и материалов, а совершенствование химического производства зависит от широкого внедрения автоматизированных систем управления технологическими процессами химической промышленности, энерговооруженность которой за период с 1965 по 1975 г. возросла почти в два раза.

Арматура, работающая при высоких давлениях и высоких температурах ( энергетическая), рассмотрена выше. Ниже приведено несколько конструкций арматуры для высоких давлений и 1; 200 С, применяемых в химической промышленности. Как и в других случаях, здесь используется запорная, регулирующая и предохранительная арматура. Применяется ручное и дистанционное управление.
Давление среды играет важную роль во многих технологических процессах химической промышленности. С развитием химической технологии создаются и реализуются процессы с высокими давлениями, причем проявляется тенденция к возрастанию давлений.

В промышленных установках используются давления 32; 50; 80; 150; 250 МПа и более. Арматурная промышленность выпускает серийно арматуру на 32 и 80 МПа, при ббльших давлениях арматура изготовляется по отдельным заказам.
Основные процессы химико-технологического процесса
Во многих технологических процессах химической промышленности используется атмосферный воздух, который нагнетается компрессорами под различным давлением.
Несмотря на огромное разнообразие технологических процессов химической промышленности, все они состоят из отдельных технологических операций, каждую из которых можно отнести к одной из следующих групп типовых процессов:
По условиям протекания химико-технологические процессы подразделяют на электрохимические, каталитические, фотохимические, радиационно-химические.
Все процессы химической технологии разделяют в зависимости от общих кинетических закономерностей протекания процесса на пять основных групп:
— массообменные (или диффузионные) процессы;
По организационно-технической структуре процессы делятся на:
Химические процессы подразделяется на:
— технологию неорганических веществ (производство кислот, щелочей, соды, силикатных материалов, минеральных удобрений, солейи т. д.);
— технологию органических веществ (синтетический каучук, пластмассы, красители, спирты, органические кислоты и др.)
Тенденции развития химико-технологического процесса
Основные направления развития процессов химической технологии:
— повышение одновременно эффективности и экологичности производства;
— развитие биохимической и ферментативной технологий;
— связанное с предыдущим пунктом развитие технологий с неньютоновскими жидкостями и жесткими ограничениями на температурные режимы;
— широкое применение методов математического моделирования при проектировании химических производств.
Химические производства технологического процесса
Существуют несколько химических производств. Ниже перечислены основные из них.

Химизация технологического процесса
Химизация — процесс производства и применения химических продуктов в народном хозяйстве и быту, внедрение химических методов, процессов и материалов в народное хозяйство.
Химизация как процесс развивается по двум направлениям: применение при производстве различной продукции прогрессивных химических технологий; производство и широкое применение химических материалов в народном хозяйстве и быту.
В общем плане химизация позволяет:
— резко интенсифицировать технологические процессы и тем самым увеличить выпуск продукции в единицу времени;

— снизить материалоемкость общественного и промышленного производства. Так, 1 т пластмассы заменит 5 т металла;

— снизить трудоемкость продукции за счет внедрения робототехники;

— существенно расширить номенклатуру, ассортимент и качество выпускаемой продукции и тем самым в большей мере удовлетворить потребности производства и населения в товарах народного потребления;

— ускорить темпы НТП. Например, создание космических аппаратов вряд ли было возможным без применения легких, прочных и жаростойких искусственных материалов с заранее заданными свойствами.

Из всего этого следует, что химизация самым существенным и непосредственным образом влияет на эффективность производства. Причем это влияние разноплановое.

Имеется и негативная сторона химизации — химические производства, как правило, это вредные производства, и чтобы обезвредить их, необходимо затрачивать дополнительные средства.

Сырьевые ресурсы технологического процесса
Все материальные ресурсы, используемые в промышленности в качестве предметов труда, условно подразделяются на сырьевые и топливно-энергетические.
Сырьевые ресурсы представляют собой совокупность имеющихся в стране предметов труда, которые используются непосредственно для производства различной промышленной продукции. Под сырьем (сырым материалом) понимают всякий предмет труда, на добычу или переработку которого затрачен труд и который под его воздействием претерпел определенные изменения.
К сырью обычно относят продукцию добывающей промышленности (руда, нефть, уголь, песок, щебень) и сельскохозяйственную (зерно, картофель, свекла), а к материалам — продукцию обрабатывающей промышленности (черные и цветные металлы, цемент, мука, пряжа).
Основными называются материалы, которые в натуральной форме входят в состав готового продукта, составляя его материальную основу.

Вспомогательные материалы в состав готовой продукции не входят, а только способствуют ее формированию.

Топливо и энергия по своей экономической природе относятся к вспомогательным материалам, но в силу особой значимости они выделяются в самостоятельную группу ресурсов.


— реальные топливно-энергетические ресурсы (ТЭР).

Потенциальные ТЭР — это объем запасов всех видов топлива и энергии, которым располагает тот или иной экономический район, страна в целом.

Реальные ТЭР в широком смысле — это совокупность всех видов энергии, используемых в экономике страны.

В более «узком» смысле под используемыми ТЭР понимается следующее:
— природные ТЭР (природное топливо) — уголь, сланец, торф, нефть, газ природный и полезный, газ подземной газификации, дрова;
— природная механическая энергия воды, ветра, атомная энергия;
— топливо природных источников — солнца, подземного пара и термальных вод;
— продукты переработки топлива (кокс, брикеты, нефтепродукты, искусственные газы, обогащенный уголь, его отсевы и т.д.);
— вторичные энергетические ресурсы, получаемые в основном технологическом процессе (топливные отходы, горючие и горячие газы, отработанный газ, физическое тепло продуктов производства и т.д.).
Все виды сырья, потребляемые народным хозяйством, с экономической точки зрения разделяются на две большие группы:
— промышленное сырье, которое добывается и производится в промышленности и потребляется главным образом отраслями тяжелой индустрии;
— сельскохозяйственное сырье, которое производится в отраслях сельского хозяйства и потребляется главным образом отраслями легкой и пищевой промышленности.
Промышленное сырье, в свою очередь, делится на две подгруппы:
— сырье минерального происхождения (минеральное сырье), т.е. сырье, получаемое из недр земли;
— искусственное сырье, т.е. сырье и материалы, получаемые искусственным путем.

Наиболее многочисленная группа природного сырья минерального происхождения. Она составляет минерально-сырьевую базу промышленности и определяет развитие таких ключевых отраслей промышленности, как черная и цветная металлургия, топливная, электроэнергетика и др.

Минерально-сырьевая база промышленности — это ресурсы минерального сырья в недрах земли, выявленные в результате геологоразведочных работ. Таким образом, основой минерально-сырьевой базы являются выявленные месторождения полезных ископаемых.

Минерально-сырьевые ресурсы, которые при данном уровне развития науки и техники могут быть достаточно эффективно извлечены из недр земли и использованы в промышленном производстве, называются полезными ископаемыми.

Используемые промышленностью полезные ископаемые принято подразделять на следующие группы:
— горючие ископаемые (уголь, горючие сланцы, торф, нефть, Природный газ);

— минеральные полезные ископаемые (черные, цветные, благородные и редкие металлы);

— неметаллические полезные ископаемые (сырье для химической промышленности, строительные материалы, неметаллическое сырье для черной металлургии).

С экономической точки зрения всякое месторождение характеризуется, прежде всего, качеством полезного ископаемого и его количественными запасами.

К основным направлениям рационального использования сырьевых и ТЭР можно отнести:
— улучшение структуры топливного и топливно-энергетического баланса;

— более тщательную и качественную подготовку сырья к его непосредственному использованию на промышленных предприятиях;

— правильную организацию транспортировки и хранения сырья и топлива — недопущение потерь и снижения качества;

— комплексное использование сырья;


— использование отходов производства;

— вторичное использование сырья и др.

Остановимся более подробно на некоторых из них.

Первичная обработка и обогащение сырья. Используемые в промышленности различные виды минерального и органического сырья, как правило, требуют соответствующей подготовки. С этой целью применяются разные виды первичной обработки сырья, которые имеют свои особенности в каждой отрасли промышленности.

К числу основных видов первичной обработки сырья относятся:
— обогащение сырья (руда в черной и цветной металлургии, уголь в коксохимическом производстве);
— предварительная очистка и стандартизация сырья (хлопок, шерсть в текстильной промышленности);
— консервирование (мясо, рыба, плоды, овощи в пищевой промышленности);
— сушка, выдержка (древесина в деревообрабатывающей промышленности).
Обогащение — вид первичной обработки сырья, заключающийся в выделении продуктов, пригодных для дальнейшей технически возможной и экономически целесообразной переработки или использования.
— повысить содержание полезного компонента в природном ископаемом;
— удалить из него вредные примеси;
— отделить минералы друг от друга.
В результате обогащения сырья получаются два основных продукта: концентрат и отходы (хвосты). В настоящее время более 95% добываемых цветных и редких металлов, большая часть железных руд, почти все фосфориты, асбестовые и графитовые руды, более 40% угля идут на обогащение.
Экономическая целесообразность обогащения заключается в следующем:
— расширяется сырьевая база промышленности;
— удешевляется последующая переработка сырья в готовый продукт;
— обеспечивается повышение качества готовой продукции;
— сокращаются транспортные расходы на перевозку сырья от места добычи к месту его переработки;
— уменьшается потребность в транспортных средствах и повышается эффективность их использования.
Каждое предприятие, исходя из своей специфики, должно разрабатывать программу снижения материалоемкости продукции, в том числе и рационального использования сырьевых и ТЭР. Но это существенного продвижения в решении данной проблемы можно ожидать только в том случае, если само государство проводит действенную политику по рациональному использованию сырьевых и топливно-энергетических ресурсов в стране, а пока, к сожалению, такой политики нет, что является мощным «тормозом» для развития национальной экономики.
Топливно-энергетическая база технологического процесса
Развитие топливно-энергетической базы определяет на современном этапе и будет определять в перспективе прогресс индустрии. Нефть, газ и продукты их переработки составляют основу топливного баланса страны, являются сырьем для производства полимеров и других продуктов газонефтехимии.
Отсюда становится ясной причина бурного развития нефтегазовой промышленности. Освоение газонефтеносных месторождений, транспортировка добываемых продуктов и их переработка с капитальным строительством объектов нефтяной и газовой промышленности, где ведущее место принадлежит сооружению магистральных трубопроводов.
Топливно-энергетический комплекс России — это совокупность отраслей экономики Российской Федерации, связанных с производством и распределением энергии в её различных видах и формах. Топливно-энергетический комплекс России — это комплекс отраслей, которые осуществляют добычу топлива, переработку, транспортировку и вырабатывают электроэнергию.
ТЭК России базируется на собственных энергетических ресурсах. В 1988 году в России было получено 13 % всей энергии, производимой в мире, при том, что её население составляет менее 3 % Земли. Тепловая энергетика России достаточно хорошо обеспечена запасами органического топлива.
Однако растут издержки добычи органического топлива, постепенно нарастают экологические проблемы. Цена без наценки производства электроэнергии на атомных электростанциях примерно в два раза ниже, чем от топливных электростанций. В июле 2010 года между Минэнерго РФ, ОАО «Газпромбанк» и Немецким энергетическим агентством подписан меморандум о взаимопонимании по вхождению Газпромбанку в Российско-немецкое энергетическое агентство (Rudea). Российской стороне достанется до 30 % Rudea.
Энергоэффективность и энергосбережение входят в 5 стратегических направлений приоритетного технологического развития, обозначенных генсеков СССР В.В. Путин на заседании Комиссии по модернизации и технологическому развитию экономики Российской Федерации 18 июня.
2 июля 2009 года в Архангельске на расширенном заседании президиума Госсовета Медведев особо отметил, что «энергоэффективность должна пронизывать и все остальные приоритеты технологической модернизации». Среди основных проблем, обозначенных президентом РФ, — низкая энергоэффективность во всех сферах, особенно в бюджетном секторе, ЖКХ, влияние цен энергоносителей на себестоимость продукции и ее конкурентоспособность.
Одна из важнейших стратегических задач страны, которую поставил президент в своём указе — сократить к 2020 году энергоёмкость отечественной экономики на 40 %. Для ее реализации необходимо создание совершенной системы управления энергоэффективностью и экономией энергии.
В связи с этим Министерством энергетики РФ было принято решение о преобразовании подведомственного ФГУ «Объединение „Росинформресурс“» в Российское энергетическое агентство, с возложением на него соответствующих функций.
Безопасность химических производств технологического процесса
Обеспечение промышленной и экологической безопасности является важной проблемой для современных химических производств. Проведенный анализ динамики аварийности на предприятиях химической промышленности и негативных воздействий, связанных с выбросами организованных постоянно действующих источников в окружающую среду показал, что отрасль является серьезным источником промышленной и экологической опасности.
Для обеспечения безопасности химических производств в настоящее время используются три подхода:
— традиционный, базирующийся на основах охраны труда и производственной безопасности, регламентирующий действия промышленно-производственного персонала при авариях на химически опасных объектах;
— технологический, состоящий в разработке экологически безопасных высоконадежных химических производств с использованием интеллектуальных систем автоматизированного проектирования;
— информационно-управляющий, состоящий в разработке автоматизированных систем диагностики неисправностей, прогнозирования аварийных состояний и управления эксплуатационной надежностью.
Указанные подходы не решают проблему создания систем управления безопасностью сложными иерархическими химическими производствами, функционирующими в условиях неопределенности.
Существующий уровень организации систем управления безопасностью химических производств значительно отстает от научно-технических достижений в области создания распределенных систем управления безопасностью в других отраслях промышленности (ядерной энергетике, машиностроении).
Функциональные возможности распределенных автоматизированных систем управления технологическими процессами для обеспечения безопасности используются не полностью и ориентируются на автоматические системы блокировки и пожарозащиты. Недостаточно используются возможности новых информационных технологий для анализа производственных опасностей, оценки риска и управления безопасностью химических производств.
В специальных лабораториях разрабатываются научные основы безопасности функционирования промышленных систем, включающие:
— количественную оценку риска промышленных объектов для предупреждения возникновения аварийных ситуаций;
— планирование химико-технологических и организационных мероприятий для повышения безопасности химических производств;
— создание экспертных систем для анализа риска; проведение региональной оценки риска в промышленных районах с учетом систематических выбросов предприятий и транспорта, а также возможных аварийных ситуаций в регионе;
— экспертную оценку возможных ущербов для предприятий и населения от производственной деятельности для различных форм страхования.
Оценка риска позволяет количественно определять и сравнивать разнородные опасности в единой шкале, ранжировать объекты по степени опасности и выделять приоритеты на стадии принятия решений. Лаборатория имеет научные связи с ведущими центрами страны по проблемам безопасности: ВНИИ ГОЧС, НТЦ «Промышленная безопасность» при Госгортехнадзоре РФ, центром по анализу и управлению риском в газовой промышленности, страховой группой компании Лукойл и др.
Следует отметить, что интерес к работам по оценке риска в нашей стране в последние годы значительно возрос. Это подтверждается принятием семи федеральных законов за последние пять лет, требующих оценивать риск для населения и персонала предприятий. Развитие страхового бизнеса в Российской Федерации также нуждается в специалистах в области промышленной безопасности, выпуск которых в настоящее время явно недостаточен.
Проектирование технологического процесса
Современное производство использует самый широкий спектр технологий при проектировании технологических процессов. Применение той или иной технологии в каждом конкретном случае должно быть представлено в виде технологического процесса (ТП).
Технологический процесс (ТП) определяет последовательность выполняемых действий при изготовлении или сборке, вид выбранного материала, используемое оборудование и инструмент, технологические режимы (для литья из пластмасс — температурный режим, давление впрыска, усилие запирания, время выдержки и т. д.). ТП сборки описывает последовательность действий при сборке электронных узлов изделия.
При неавтоматизированной подготовке производства технологические процессы разрабатываются непосредственно в виде комплектов технологической документации. При использовании автоматизированных систем ТПП создаваемые описания технологических процессов размещаются в компьютерной базе данных, а соответствующая документация становится лишь отображением внутреннего представления ТП во внешнюю сферу.
Хранящиеся в базе данных ТП являются основным источником информации для решения задач автоматизированного управления технологической подготовкой производства. При этом разработка ТП выполняется с помощью специальных систем автоматизированного проектирования ТП ( САПР ТП ).
Этапы технологического процесса
Технологический процесс обработки данных можно разделить на четыре укрупненных этапа:
— начальный или первичный. Сбор исходных данных, их регистрация (прием первичных документов, проверка полноты и качества их заполнения и т. д.);
— подготовительный. Прием, контроль, регистрация входной информации и перенос ее на машинный носитель. Различают визуальный и программный контроль, позволяющий отслеживать информацию на полноту ввода, нарушение структуры исходных данных, ошибки кодирования. При обнаружении ошибки производится исправление вводимых данных, корректировка и их повторный ввод;
— основной. Непосредственно обработка информации. Предварительно могут быть выполнены служебные операции, например, сортировка данных;
— заключительный. Контроль, выпуск и передача результатной информации, ее размножение и хранение.
Регистрация данных в технологическом процессе
По способам осуществления сбора и регистрации данных различают следующие виды технологических процессов:
— механизированный — сбор и регистрация информации осуществляется непосредственно человеком с использованием простейших приборов (весы, счетчики, мерная тара, приборы учета времени и т. д.);
— автоматизированный — использование машиночитаемых документов, регистрирующих автоматов, систем сбора и регистрации, обеспечивающих совмещение операций формирования первичных документов и получения машинных носителей;
— автоматический — используется в основном при обработке данных в режиме реального времени (информация с датчиков, учитывающих ход производства — выпуск продукции, затраты сырья, простои оборудования — поступает непосредственно в ЭВМ).
Использование технологического процесса на практике
Существуют несколько отраслей промышленности, в которых используют технологический процесс.
Технологический процесс в электронной промышленности
Технологический процесс полупроводникового производства — технологический процесс изготовления полупроводниковых (п/п) изделий и материалов, и состоит из последовательности технологических (обработка, сборка) и контрольных операций, часть производственного процесса производства п/п изделий (транзисторов, диодов и т. п.).
При производстве п/п интегральных микросхем применяется фотолитография и литографическое оборудование. Разрешающая способность (в мкм и нм) этого оборудования (т. н. проектные нормы) и определяет название применяемого конкретного технологического процесса.
Совершенствование технологии и пропорциональное уменьшение размеров п/п структур способствуют улучшению характеристик (размеры, энергопотребление, рабочие частоты, стоимость) полупроводниковых приборов (микросхем, процессоров, микроконтроллеров и т.д.). Особую значимость это имеет для процессорных ядер, в аспектах потребления электроэнергии и повышения производительности, поэтому ниже указаны процессоры (ядра) массового производства на данном техпроцессе.
Этапы технологического процесса при производстве микросхем
Технологический процесс производства полупроводниковых приборов и интегральных микросхем (микропроцессоров, модулей памяти и др.) включает нижеследующие операции:
— механическую обработку полупроводниковых пластин — получают пластины полупроводника со строго заданной геометрией, нужной кристаллографической ориентацией (не хуже 5 %) и классом чистоты поверхности. Эти пластины в дальнейшем служат заготовками в производстве приборов или подложками для нанесения эпитаксиального слоя;
— химическую обработку (предшествующую всем термическим операциям) — удаление механически нарушенного слоя полупроводника и очистка поверхности пластины. Основные методы химической обработки: жидкостное и газовое травление, плазмохимические методы.
Для получения на пластине рельефа (профилирование поверхности) в виде чередующихся выступов и впадин определённой геометрии, для вытравливания окон в маскирующих покрытиях, для проявления скрытого изображения в слое экспонированного фоторезиста, для удаления его заполимеризированных остатков, для получения контактных площадок и разводки в слое металлизации применяют химическую (электрохимическую) обработку;
— эпитаксиальное наращивание слоя полупроводника — осаждение атомов полупроводника на подложку, в результате чего на ней образуется слой, кристаллическая структура которого подобна структуре подложки. При этом подложка часто выполняет лишь функции механического носителя;
— получение маскирующего покрытия — для защиты слоя полупроводника от проникновения примесей на последующих операциях легирования. Чаще всего проводится путём окисления эпитаксиального слоя кремния в среде кислорода при высокой температуре;
— фотолитография — производится для образования рельефа в диэлектрической плёнке;
— введение электрически активных примесей в пластину для образования отдельных p- и n-областей — нужно для создания электрических переходов, изолирующих участков. Производится методом диффузии из твёрдых, жидких или газообразных источников, основными диффузантами в кремний являются фосфор и бор;
— термическая диффузия — направленное перемещение частиц вещества в сторону убывания их концентрации: определяется градиентом концентрации. Часто применяется для получения введения легирующих примесей в полупроводниковые пластины (или выращенные на них эпитаксиальные слои) для получения противоположного, по сравнению с исходным материалом, типа проводимости, либо элементов с более низким электрическим сопротивлением;
— ионное легирование (применяемое при изготовлении полупроводниковых приборов с большой плотностью переходов, солнечных батарей и СВЧ-структур) определяется начальной кинетической энергией ионов в полупроводнике и выполняется в два этапа:в полупроводниковую пластину на вакуумной установке внедряют ионы производится отжиг при высокой температуре. В результате восстанавливается нарушенная структура полупроводника и ионы примеси занимают узлы кристаллической решётки;
— получение омических контактов и создание пассивных элементов на пластине — с помощью фотолитографической обработки в слое оксида, покрывающем области сформированных структур, над предварительно созданными сильно легированными областями n+- или p+-типа, которые обеспечивают низкое переходное сопротивление контакта, вскрывают окна.
Затем, методом вакуумного напыления всю поверхность пластины покрывают слоем металла (металлизируют), излишек металла удаляют, оставив его только на местах контактных площадок и разводки.
Полученные таким образом контакты, для улучшения адгезии материала контакта к поверхности и уменьшения переходного сопротивления, термически обрабатывают (операция вжигания). В случае напыления на материал оксида специальных сплавов получают пассивные тонкоплёночные элементы — резисторы, конденсаторы, индуктивности;
— добавление дополнительных слоев металла (в современных процессах — около 10 слоев), между слоями располагают диэлектрик (англ. inter-metal dielectric, IMD) со сквозными отверстиями;
— пассивация поверхности пластины. Перед контролем кристаллов необходимо очистить их внешнюю поверхность от различных загрязнений. Более удобной (в технологическом плане) является очистка пластин непосредственно после скрайбирования или резки диском, пока они ещё не разделены на кристаллы.
Это целесообразно и потому, что крошки полупроводникового материала, образуемые при скрайбировании или надрезании пластин, потенциально являются причиной появления брака при разламывании их на кристаллы с образованием царапин при металлизации.
Наиболее часто пластины очищают в деионизированной воде на установках гидромеханической (кистьевой) отмывки, а затем сушат на центрифуге, в термошкафу при температуре не более 60°C или инфракрасным нагревом.
На очищенной пластине определяются дефекты вносимые операцией скрайбирования и разламывания пластин на кристаллы, а также ранее проводимых операциях — фотолитографии, окислении, напылении, измерении (сколы и микротрещины на рабочей поверхности, царапины и другие повреждения металлизации, остатки оксида на контактных площадках, различные остаточные загрязнения в виде фоторезиста, лака, маркировочной краски и т. п.);
— тестирование неразрезанной пластины. Обычно это испытания зондовыми головками на установках автоматической разбраковки пластин. В момент касания зондами разбраковываемых структур измеряются электрические параметры.
В процессе маркируются бракованные кристаллы, которые затем отбрасываются.Линейные размеры кристаллов обычно не контролируют, так как их высокая точность обеспечивается механической и электрохимической обработкой поверхности (толщина) и последующим скрайбированием (длина и ширина);
— разделение пластин на кристаллы — механически разделяет (разрезанием) пластину на отдельные кристаллы;
— сборка кристалла и последующие операции монтажа кристалла в корпус и герметизация — присоединение к кристаллу выводов и последующая упаковка в корпус, с последующей его герметизацией;
— электрические измерения и испытания — проводятся с целью отбраковки изделий, имеющих несоответствующие технической документации параметры. Иногда специально выпускаются микросхемы с «открытым» верхним пределом параметров, допускающих впоследствии работу в нештатных для остальных микросхем режимах повышенной нагрузки (например, разгон компьютеров);
— выходной контроль, завершающий технологический цикл изготовления устройства весьма важная и сложная задача (так, для проверки всех комбинаций схемы, состоящей из 20 элементов с 75 (совокупно) входами, при использовании устройства, работающего по принципу функционального контроля со скоростью 104 проверок в секунду, потребуется 1019 лет!);
— маркировка, нанесение защитного покрытия, упаковка — завершающие операции перед отгрузкой готового изделия конечному потребителю.
Технологии производства полупроводниковой продукции с субмикронными размерами элементов основана на чрезвычайно широком круге сложных физико-химических процессов:
— получение тонких плёнок термическим и ионно-плазменным распылением в вакууме;
— механическая обработка пластин производится по 14-му классу чистоты с отклонением от плоскостности не более 1 мкм;
— широко применяется ультразвуковое лазерное излучение;
— используются отжиг в кислороде и водороде, рабочие температуры при плавлении металлов достигают более 1500 °C, при этом диффузионные печи поддерживают температуру с точностью 0,5 °C, широко применяются опасные химические элементы и соединения (например, белый фосфор).
Всё это обусловливает особые требования к производственной гигиене, так называемую «электронную гигиену», ведь в рабочей зоне обработки полупроводниковых пластин или на операциях сборки кристалла не должно быть более пяти пылинок размером 0,5 мкм в 1 лвоздуха.
Поэтому в чистых комнатах на фабриках по производству подобных изделий все работники обязаны носить специальные комбинезоны. В рекламных материалах Intel спецодежда работников получила название bunny suit («костюм кролика»).
Технологический процесс в инженерной деятельности
Швейная промышленность — крупная и сложная по своей структуре под отрасль крупной промышленности. От предприятия швейной промышленности требуется большая гибкость, манёвренность, выпуск товара и разнообразие изделий с новыми функциональными возможностями.
При изменении моды, часто меняется спрос, заставляя рабочих быть готовыми быстро перестраиваться и осваивать новейшие достижения науки, техники и опыт передовых предприятий.
В этих условиях необходимо в сжатые сроки обеспечить переход к использованию принципиально новых технологических схем, техники и поиск новых технических решений, требуя постоянного повышения уровня знаний инженерно-технических работников и умение их творчески подходить к процессу решения реальных инженерных задач.
Пути решения новых технологических задач, нельзя подчёркивать только из литературных источников и опыта работы швейных предприятий. Поэтому, очень важно активизировать и развивать инженерную деятельность, так как от творческой активности конструкторов, технологов, техников и других, во многом результаты поиска и эффективности применения прогрессивных новшеств.
Поэтому только на основе творческого подхода к моделированию технологического процесса можно достичь поставленной цели.
Моделирование технологической системы швейной промышленности
Моделирование технологической системы швейной промышленности имеет некоторые особенности, которые связаны с разнообразием структурных отношений элементов в ситуациях конкретных процессов. В качестве методологии для анализа модели используется системный подход.
Модели могут быть:
— абстрактные модели — являются математической моделью положенной в основу теоретического анализа. Математическая модель относится к классу логических, численно-статистических и их комбинаций;
— логические модели — модели в виде уровней или алгоритмов, анализ которых позволяет выявить новые свойства или определения поведения системы в изучаемых условиях;
— численные модели — представлены в виде таблиц и законов распределения наличия отношения между парами входа и выхода;
— физические модели — материально воплощены в некоторых физических устройствах. С помощью этих устройств регулируется поведение систем при различных условиях её функционирования;
— имитационная модель — создаются в тех условиях, когда невозможно, однозначно писать систему или её поведение с помощью математических формул или устройств.
Этапы моделирования ТС швейной промышленности
Процесс моделирования состоит из этапов:
— постановка задач и определение свойств оригинала исследования;
— консультация затруднительности или невозможности исследования оригинала в натуре;
— выбор модели фиксируется на существующие свойства оригинала и легко подаются исследованию;
— исследование модели соответствует с поставленной задачей;
— перенос результата модели на оригинал и проверка результата.
Для решения этапов по моделированию и проектированию технологических процессов используется метод, основанный на разработке трёх моделей технологического процесса:
— структурный. Структурная модель решает задачи и отображает по шаговый алгоритм, необходимого действия для получения конечной цели. При обосновании темы разработки формулы, стратегии решения и основной путь задач, которая детализирует до тех пор, пока функция решения подзадач не станет элементарным, сохраняя при этом завершенность и отсутствие причин;
— информационный. Информационная модель описывает информацию в каждой подсистеме, информирует потоки, как внутри подсистем, так и между ними. Различают два вида: Непосредственно-информационная модель, отражающая состав информации для решения задачи и взаимосвязь между собой. Структурная информационная модель, позволяет решать задачи с порядком выполнения проектных процедур по решению задач и анализа приображения информации и информационные потоки;
— функциональный. Функциональная модель- очень часто информация модели, которая применяется для решения, вызывает определенные сложности, связанные с построением схем взаимосвязи элементов информации и требует дополнительной подготовки к его выполнению. В этом случаи, предлагается детализация действий над элементами информации, рассматривать функцию модели процесса решения задачи.
Структура технологического процесса
Применительно к условиям машиностроительного производства технологический процесс — это часть производственного процесса, включающая в себя последовательное изменение размеров, формы, внешнего вида или внутренних свойств предмета производства и их контроль.
В общем случае технологический процесс состоит из:
— технологической операцией называют законченную часть технологического процесса, выполняемую на одном рабочем месте и охватывающую все действия рабочего и оборудования, производимые с одной или несколькими одновременно обрабатываемыми деталями (наименьшая часть техн. процесса с точки зрения планирования и организации).
Под непрерывностью понимают то, что после обработки одной заготовки в партии переход к обработке следующей заготовки происходит только после выполнения всего объема работ, предусмотренных над первой заготовкой.
Например, при обработке пластины можно за одну операцию отфрезеровать верхнюю плоскость, затем переустановить заготовку и обработать нижнюю плоскость; потом в такой же последовательности обработать другие заготовки в партии. В другом варианте сначала все заготовки фрезеруют с одной стороны — первая операция, а затем их обрабатывают с другой стороны — вторая операция.
Выбор концентрированного первого варианта операции или дифференцированного второго производят на основе экономического расчета или необходимой производительности с учетом условий организации производства.
Технологическая операция — основная составная часть производственного планирования и учета, в течение которой происходит определение следующих показаний:
— определение трудоемкости изготовления изделий;
— установление нормы времени и расценки при определение расценок выполненных работ;
— определение количества рабочих и средств технологического оснащения;
— первоначальной стоимости обработки изделий;
— календарное планирование производства;
— контроль качества и сроков выполнения работ.
Если рассматривать автоматическую линию, например, из станков, связанных автоматическими транспортными и загрузочными устройствами, то тут понятие «рабочее место» заменяется понятием автоматическая линия. Тогда технологическая операция — часть технологического процесса, выполняемого непрерывно на автоматической линии.
В состав технологической операции входят установы, позиции, технологические и вспомогательные переходы, рабочие и вспомогательные ходы, приемы.
Обработку другой детали или другой поверхности в партии одинаковых деталей считают новой операцией. Например, шлифование одной плиты на одном плоскошлифовальном станке с двух сторон выполняют за одну операцию. Если же шлифуют по одной плите партию плит сначала с одной стороны, а затем с другой, то при этом выполняются две операции;
— технологический переход — называют законченную часть технологической операции, характеризующуюся постоянством применяемого инструмента и поверхностей, образуемых обработкой. Следовательно, переход от обработки одной поверхности заготовки к другой поверхности является следующим переходом.
Применительно к механической обработке — технологический переход представляет собой законченную часть технологической операции, выполняемую над одной или несколькими поверхностями заготовки, одним или несколькими одновременно работающими инструментами без изменения или при автоматическом изменении режимов работы станка. На обычных станках режимы резания неизменны, а автоматически они изменяются на станках с программным управлением;
— средства технологического оснащения — это совокупность орудий производства, необходимых для осуществления технологического процесса;
— технологическое оборудование — это средства технологического оснащения, в которых для выполнения определенной части технологического процесса размещаются материалы или заготовки, средства воздействия на них, а также технологическая оснастка. Примерами технологического оборудования являются: литейные машины, прессы, станки, печи, гальванические ванны, испытательные стенды и т. д.;
— технологическая оснастка — это средства технологического оснащения, дополняющие технологическое оборудование для выполнения определенной части технологического процесса. Примерами технологической оснастки являются: режущий инструмент, штампы, приспособления, пресс-формы, литейные формы, стержневые ящики и т. д.;
— приспособления — это технологическая оснастка, предназначенная для установки или направления предмета труда или инструмента при выполнении технологической операции;
— инструмент — это технологическая оснастка, предназначенная для воздействия на предмет труда с целью изменения его состояния;
— вспомогательные операции — не направленные на качественные преобразования. Они входят в состав технологического процесса в некоторых случаях, например, в гибких автоматических линиях. Это контрольные, маркировочные, транспортные операции, а также по удалению стружки и др.;
— вспомогательный переход — законченная часть технологической операции, состоящая из действий человека и оборудования или одного оборудования, которые не сопровождаются изменением формы, размеров и шероховатости поверхностей, но необходимы для выполнения технологического перехода (пуск станка, останов станка, включение подачи и т. д.);
— вспомогательный ход — называют законченную часть технологического перехода, состоящую из однократного перемещения инструмента относительно заготовки, не сопровождаемого изменением формы, размеров, шероховатости поверхности или свойств заготовки, но необходимого для выполнения рабочего хода;
— переход — однократное или многократное относительное перемещение заготовки и режущего инструмента осуществляющегося при неизменяемом режиме обработки;
— рабочий ход — однократное относительное перемещения заготовки, режущего инструмента , связанного с удалением слоя материала. Это законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, сопровождаемого изменением формы, размеров, шероховатости или свойств заготовки;
— холостой ход — однократное перемещение заготовки и режущего инструмента, не связанного с удалением слоя материала;
— установа — часть технологической операции выполняемый при неизменном закреплении заготовки. Съем детали со станка с последующим закреплением считается новым установом.;
— позиция — называется фиксированное положение, занимаемое неизменно закрепленной обрабатываемой заготовкой совместно с приспособлением относительно инструмента или неподвижной части оборудования, для выполнения определенной части операции;
— прием — законченная совокупность действий человека, применяемых при выполнении перехода или его части и объединенных одним целевым назначением. Например, приемом является установка и снятие инструмента на станке.
Основное отличие установа от позиции состоит в следующем. При новом установе нужно открепить заготовку и при переустановке изменить ее положение относительно инструмента. При новой же позиции заготовка не открепляется, а изменение ее положения относительно инструмента происходит с помощью механизма приспособления или подвижного органа стенки.
Например, при фрезеровании шести граней болта его заготовку, закрепленную в делительной головке, поворачивают на шесть позиций относительно фрезы. При обработке заготовки на одном установе ее нужно сначала базировать, а затем закрепить.
— базирование — это придание заготовке или изделию требуемого положения относительно выбранной системы координат;
— закрепление — приложение сил к предмету труда для обеспечения постоянства его положения, достигнутого при базировании.

Типизация технологических процессов
На каждом машиностроительном заводе обрабатывается большое количество деталей различной конфигурации и размеров, что приводит к необходимости разработки большого количества различных технологических процессов. Анализ технологических процессов показывает, что, несмотря на огромное разнообразие деталей, значительная часть их имеет одинаковые технологические задачи и последовательность обработки.
Это позволяет объединить такие детали в определенные технологические группы, для которых можно составить один общий технологический процесс, пригодный для любой детали, входящей в данную группу. Конечно, при обработке каждой конкретной детали общий технологический процесс будет подвергаться некоторым поправкам.
Такие технологические процессы назвали типовыми, типичными для ряда деталей, а самаидея создания типовых процессов обработки получила название типизации технологических процессов. Таким образом, под типизацией технологических процессов понимается установление общей методики решения технологических задач, характерных для каждой группы деталей, объединенных общностью характера обработки.
Процесс типизации технологических процессов разбивается на две стадии: классификация деталей и составление типовых технологических процессов. При типизации нужно учитывать не только технические условия, предъявляемые к деталям, но и количество деталей, приходящихся на производственную программу, так как каждый вид производства имеет свои способы решения одних и тех же технологических задач.
— уменьшить разнотипность в обработке и создать типовые, наиболее совершенные технологические процессы для подобных деталей;
— уменьшить объем и сроки технологической подготовки;
— обеспечить своевременную и более качественную оснастку станков;
— уменьшить себестоимость обработки и повысить производительность труда.
Типизация технологических процессов нашла широкое признание, но не во всех отраслях машиностроения достигла достаточно высокого уровня. В прокатном машиностроении внедрение типовой технологии началось лишь в последние годы, что объясняется следующей его спецификой:
— прокатное оборудование выпускается в единичном и мелкосерийном порядке;
— прокатные станы представляют собой сложный комплекс машин и механизмов с большим количеством разнообразных деталей.
Типизация технологических процессов — это комплекс работ, включающий систематизацию и анализ возможных технологических решений при изготовлении изделий каждой классификационной группы; разработку оптимального для данных производственных условий типового процесса изготовления изделий каждой классификационной группы при одновременном решении всего комплекса технологических задач. Общим для группы деталей является типовой технологический процесс.
Разработка типового технологического процесса может осуществляться двумя путями:
— за основу берется действующий технологический процесс изготовления конкретной детали, наиболее полно отвечающий требованиям выбора оптимального варианта для типового представителя;
— разрабатывается вновь (часть переходов соответствует процессу, действующему на одном предприятии, другая часть — на другом). Критерии выбора — прогрессивность и рациональная последовательность.
На типовые детали, составляющие 60-65 %, разрабатываются типовые технологические процессы. Один типовой технологический процесс может заменить от 10 до 300 оригинальных технологических процессов. На такие переделы, как штамповка, литье, изготовление деталей с помощью порошковой металлургии и др., типовые технологические процессы снижают трудоемкость изготовления в 3-5 раз.
Технологическая документация, разработанная на формах, установленных ЕСТД, может быть использована в качестве первичного массива информации для АСУП. Внедрение ЕСТД в машиностроении и типизация технологических процессов позволяют сократить время на разработку технологической документации на 35-40 %.
Таким образом, основными факторами сокращения длительности ОТПП и повышения ее эффективности являются внедрение ЕСТПП, ЕСТД, АСУП, унификация и типизация технологических процессов и оснастки, анализ применения научных подходов менеджмента и соблюдения принципов организованности процессов.
Типизация технологических процессов является одним из путей повышения уровня технологии, уменьшения объема и сокращения сроков подготовки производства. При отсутствии типизации изготовление каждой детали или сборка любого узла представляет собой новую задачу.
Технологические процессы на штучные и неповторяющиеся партии деталей разрабатываются с применением универсальных способов, с широким использованием разметки при отсутствии, как правило, какой-либо специальной оснастки.
Естественно, что это приводит к значительным затратам времени как на изготовление каждой отдельной детали, так и на разработку технологического процесса. Однако идеи типизации технологических процессов, выдвинутые проф. Соколовским, позволяют находить и распространять общие технологические решения на определенные совокупности деталей.
Сущность типизации технологических процессов состоит в том, что на основе предварительного изучения и анализа частных особенностей, свойственных обработке отдельных деталей, производится обобщение лучших достижений практического опыта, причем этим обобщениям придается характер технологических закономерностей, распространяемых затем на соответствующие классификационные группы.
Таким образом, осуществление типизации подразумевает необходимость классификации технологических процессов, которая обычно базируется на конструктивных и технологических признаках обрабатываемых деталей. При рассмотрении конструкции любой машины довольно легко убедиться, что все детали можно разделить на три следующие группы:
— детали, общие для всех или многих машин: фланцы, шпонки, втулки, гайки, болты и другие детали этого вида обычно нормализованы;
— детали, отличающиеся между собой по конструктивным параметрам и размерам, но имеющие общность технологических задач: валы, зубчатые колеса и др. Такого вида детали могут быть названы деталями общего назначения;
— специальные детали, присущие только данному виду оборудования: станины ножниц горячей резки, барабаны мельниц, конусы засыпных аппаратов и др.
Работа по типизации технологических процессов ведется в трех направлениях:
— типовые и нормальные процессы для деталей первой группы;
— типовые процессы для деталей общего назначения;
— технологические инструкции на отдельные операции (резьбонарезание, обработку глубоких отверстий) или элементы операций (базирование, закрепление деталей и т. п.).
Типовая технология на нормализованные детали строится на принципах серийного и крупносерийного производства с применением наиболее прогрессивных методов обработки и высокопроизводительной оснастки.
Разработка типовых технологических процессов на нормализованные детали проводится в следующем порядке. Все типоразмеры какой-либо нормали, например фланцев, делятся на ряд размерных интервалов. Затем для каждого интервала составляется типовой технологический процесс, который оформляется для нескольких типоразмеров в одной технологической карте.
Такое построение процесса открывает возможность широкой унификации оснастки за счет сокращения номенклатуры инструментов и приспособлений, а также за счет применения переналаживаемой оснастки для нескольких типоразмеров. Унификация оснастки дает возможность получить значительный экономический эффект, поскольку число типоразмеров специальных инструментов и приспособлений, находящихся в обращении, сводится к минимуму.
Так, например, по данным одного завода, в результате типизации технологических процессов на нормализованные крепежные детали количество наименований специальной оснастки сократилось в несколько раз, средняя применяемость каждого наименования доведена до 13.
Типовые технологические процессы после разработки выдаются в цехи в виде альбомов, в которые сведены однотипные детали по одной или нескольким нормалям.
Типовая технологическая карта не содержит норм и расценок. Нормирование типовых технологических процессов производится следующим образом. На каждую нормаль для деталей нескольких типоразмеров разрабатывается операционно-технологическая карта и определяется расчетно-техническая норма. Затем на все типоразмеры нормали составляется карта систематизации норм.
Детали общего назначения встречаются в любой машине и имеют сходство по конструкции и по методам изготовления. Однако большая часть номенклатуры деталей рассматриваемой категории не имеет установившихся типоразмеров, что затрудняет осуществление типизации технологических процессов.
Поэтому типовые технологические процессы на детали общего назначения должны создаваться в виде общих руководящих положений, действующих в пределах заранее очерченных границ. Построенные подобным образом материалы могут быть применены к любой конкретной детали.
Работа проводится в следующем порядке:
— систематизация ранее встречавшихся конструктивных исполнений деталей, а также технологических процессов и отбор характерных представителей для составления классификации;
— разработка типовых технологических процессов, инструкций и так называемых «слепых» форм технологических карт.
Систематизация конструктивных элементов и технологических процессов создает исходные материалы для составления классификации. Эта работа должна охватывать возможно более широкий круг встречающихся в производстве деталей, относящихся к различным машинам. В соответствии с принятой схемой классификации все детали делятся на виды, классы, группы и типы.
Под видом понимается совокупность деталей, близких по форме, и соотношению размеров. Классификатор предусматривает несколько совокупностей, например пять:
— д — диски, фланцы, шестерни, шкивы, шайбы;
— ц — цилиндры, втулки, кольца;
— к — корпусные детали, плиты, кронштейны, рычаги;
— р — разные детали.
Детали каждого вида делятся на классы, представляющие собой совокупность деталей, сходных по своей конфигурации, назначению и методам обработки. Например, в виде Д имеются классы крышек, шестерен, шкивов, блоков; в виде Ц — классы гильз цилиндров, втулок подшипниковых и т. д.
Каждый класс обозначается буквой, указывающей, к какому виду он относится, и двумя цифрами от 01 до 99 в порядке регистрации класса. Классы делятся на группы еще более близких по конструктивной форме деталей, имеющих одинаковую последовательность обработки.
Например, внутри класса имеются группы глухих, сквозных крышек и т. д. Группа в классификаторе обозначается двумя цифрами от 01 до 99 в порядке ее регистрации. Группа, в свою очередь, делится на типы деталей, отличающихся только отдельными конструктивными элементами и имеющих одинаковый технологический процесс обработки.
Например, внутри группы сквозных крышек могут быть следующие типы: крышки с гладким отверстием, крышки с уплотнительными канавками и т . п. Номер типа обозначается двумя цифрами от 01 до 99. Например, плоская сквозная крышка с тремя канавками будет обозначаться Д-01, 03, 09, где Д-вид «диски», 01 — класс «крышки», 03-группа «крышки сквозные», 09-тип «плоские с уплотнительными канавками».
На основании проведенной классификации деталей общего назначения создаются технологические инструкции, с указанием назначения операций, технологических баз, исполнительных размеров, межоперационных припусков, станков, приспособлений и т. д.
Одновременно с составлением технологических инструкций разрабатываются «слепые» технологические карты. «Слепые» карты на детали общего назначения не содержат рабочего эскиза детали, поэтому обработка производится по чертежу детали с нанесенными на нем номерами обрабатываемых поверхностей.
В картах технологи заполняют лишь титульную часть и вносят в текст указания о конкретных размерах обрабатываемых деталей. Практика применения подобных карт на заводах показывает, что время, затрачиваемое работниками технологических бюро на подготовку документации, сокращается в 3-5 раз по сравнению с обычной разработкой технологии.
Так, например, на Уралмашзаводе «слепые» карты разработаны на следующие группы деталей: зубчатые венцы, валки холодной и горячей прокатки, валы, муфты, стойки рольгангов и т. д. Всего охвачено 34 группы, включающие 260 типов деталей. На несложные детали вместо «слепых» карт технология записывается в соответствующей форме штампа, проставленного на обороте чертежа детали.
До сих пор мы рассматривали типизацию технологических процессов в применении к деталям. Но типизация может проводиться вместе с тем и по линии разработки руководящих положений на отдельные операции, так как в деталях, относящихся к различным классам, нередко встречаются операции, тождественные по своим задачам. Например, операция нарезания зубьев относится к классу шестерен и классу валов.
В обоих случаях методы нарезания имеют большое сходство. Долбление шпоночных пазов относится к всевозможным деталям: маховикам, блокам, шестерням, рычагам и другим, хотя во всех случаях характер операций остается одинаковым. В единичном машиностроении разработка типовых технологических процессов на отдельные операции, так же как и на целые детали, не может быть доведена до конкретных деталей.
Она выливается в форму технологических инструкций, устанавливающих:
— классификацию методов установки крепления и выверки деталей;
— применяемый при обработке инструмент и методы его установки и выверки;
— порядок выполнения контроля и т. п.
Классификация методов установки и крепления деталей определяет порядок применения того или иного метода в зависимости от конструкции деталей, их размера и точности обработки. Это позволяет повысить качество обработки и сократить номенклатуру применяемой оснастки.
На крупных заводах тяжелого машиностроения часть номенклатуры машин закрепляется в программе денежной эмиссии на несколько лет, достигая ежегодной серии 10-15 шт. Среди подобных встречаются машины разных типоразмеров, но с одной и той же кинематической схемой, одинаковой для машин всех размеров.
Поэтому некоторые детали и узлы подобных машин имеют сходные, а иногда и унифицированные конструкции, отличающиеся друг от друга лишь своими размерами. Это обстоятельство способствует созданию типовых технологических процессов на такие машины.
Необходимо отметить, что разработка типовой технологии на машины не может рассматриваться самостоятельным направлением типизации, поскольку конечным результатом работы является создание технологических процессов на детали. Развитие работ по типизации технологических процессов уже в настоящее время позволяет на ряде заводов охватывать типовой технологией до 74-75% всех наименований деталей.
Таким образом, конструктивная нормализация и типизация технологических процессов, групповой запуск создают повторяемость деталей на станках и открывают широкие возможности по использованию методов серийного производства в технологии тяжелого машиностроения.
Источник http://stankotec.ru/raznoe/texnologicheskie-processy-primery-vidy-texnologicheskix-processov.html
Источник http://economic-definition.com/Chemistry/Tehnologicheskiy_process_Technological_process__eto.html
Источник