Гибка листового металла — методы и советы по проектированию [часть 1]

Гибка — одна из наиболее распространенных операций по изготовлению листового металла. Этот метод, также известен как прессование, отбортовка, гибка штампа, фальцовка и окантовка, этот метод используется для деформации материала до угловой формы.
Это достигается за счет приложения силы к заготовке. Сила должна превышать предел текучести материала для достижения пластической деформации. Только так можно получить стойкий результат в виде изгиба.
Какие методы гибки наиболее распространены? Как пружинистость влияет на изгиб? Что такое k-фактор? Как рассчитать допуск на изгиб?
Все эти вопросы обсуждаются в этом посте вместе с некоторыми советами по гибке.
Методы гибки:
Существует довольно много различных методов гибки. У каждого есть свои преимущества. Обычно возникает дилемма между стремлением к точности или простоте, в то время как последняя находит все большее применение. Более простые методы более гибкие и, что наиболее важно, для получения результата требуется меньше различных инструментов.
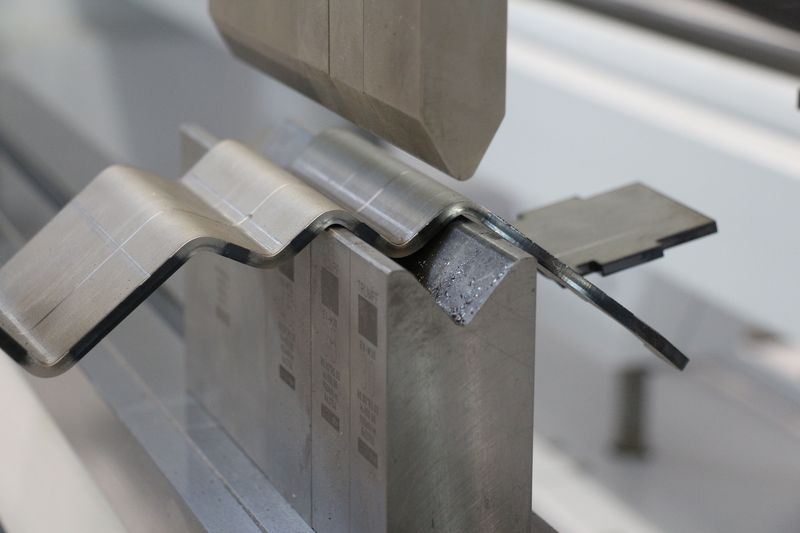
V-образный изгиб:
V-образная гибка является наиболее распространенным методом гибки с использованием пуансона и штампа. Она имеет три подгруппы — гибка на основе или нижняя гибка, «свободная» или «воздушная» гибка и чеканка. На воздушную гибку и гибку на основе приходится около 90% всех операций гибки.
Приведенная ниже таблица поможет вам определить минимальную длину фланца b (мм) и внутренний радиус ir (мм) в зависимости от толщины материала t (мм). Вы также можете увидеть ширину матрицы V (мм), которая необходима для таких характеристик. Для каждой операции нужен определенный тоннаж на метр. Это также показано в таблице. Вы можете видеть, что более толстые материалы и меньшие внутренние радиусы требуют большей силы или тоннажа. Выделенные параметры являются рекомендуемыми спецификациями для гибки металла.

График силы изгиба
Допустим, у меня есть лист толщиной 2 мм, и я хочу его согнуть. Для простоты я также использую внутренний радиус 2 мм. Теперь я вижу, что минимальная длина фланца для такого изгиба составляет 8,5 мм, поэтому я должен учитывать это при проектировании. Требуемая ширина матрицы составляет 12 мм, а тоннаж на метр — 22. Самая низкая общая производительность стенда составляет около 100 тонн. Линия гибки моей заготовки составляет 3 м, поэтому общая необходимая сила составляет 3 * 22 = 66 тонн. Таким образом, даже простой верстак, с достаточным количеством места, чтобы согнуть 3-метровые листы, подойдет.
Тем не менее, нужно помнить об одном. Эта таблица применима к конструкционным сталям с пределом текучести около 400 МПа. Если вы хотите согнуть алюминий , значение тоннажа можно разделить на 2, так как для этого требуется меньше усилий. С нержавеющей сталью происходит обратное — требуемое усилие в 1,7 раза больше, чем указано в этой таблице.
Нижнее прессование:
При нижнем прессовании, пуансон прижимает металлический лист к поверхности матрицы, поэтому угол матрицы определяет конечный угол заготовки. Внутренний радиус скошенного листа зависит от радиуса матрицы.
По мере сжатия внутренней линии требуется все большее усилие для дальнейшего манипулирования ею. Нижнее прессование позволяет приложить это усилие, так как конечный угол задан заранее. Возможность приложить большее усилие уменьшает пружинящий эффект и обеспечивает хорошую точность.

Разница углов учитывает эффект пружинящего отката
При нижнем прессовании важным этапом является расчет отверстия V-образной матрицы.
| Ширина проема V (мм) | ||||
| Метод / Толщина (мм) | 0,5…2,6 | 2,7…8 | 8,1…10 | Более 10 |
| Нижнее прессование | 6т | 8т | 10т | 12т |
| Свободная гибка | 12. 15т | |||
| Чеканка | 5т | |||
Экспериментально доказано, что внутренний радиус составляет около 1/6 ширины проема, что означает, что уравнение выглядит следующим образом: ir = V/6.
Воздушная гибка:
Частичная гибка, или воздушная гибка, получила свое название от того факта, что обрабатываемая деталь фактически не касается деталей инструмента полностью. При частичном гибе заготовка опирается на 2 точки, и пуансон толкает изгиб. По-прежнему обычно выполняется на листогибочном прессе, но при этом нет фактической необходимости в боковом штампе.

Воздушная гибка дает большую гибкость. Допустим, у вас есть матрица и пуансон на 90°. С помощью этого метода вы можете получить результат от 90 до 180 градусов. Хотя этот метод менее точен, чем штамповка или чеканка, в его простоте и заключается его прелесть. В случае, если нагрузка ослабнет, и упругая отдача материала приведет к неправильному углу, его легко отрегулировать, просто приложив еще немного давления.
Конечно, это результат меньшей точности по сравнению с нижним прессованием. В то же время большим преимуществом частичной гибки является то, что для гибки под другим углом не требуется переналадка инструмента.
Чеканка:
Раньше чеканка монет была гораздо более распространена. Это был практически единственный способ получить точные результаты. Сегодня техника настолько хорошо контролируема и точна, что такие методы больше не используются.
Чеканка при гибке дает точные результаты. Например, если вы хотите получить угол в 45 градусов, вам понадобятся пуансон и матрица с точно таким же углом. Не о чем беспокоиться.
Почему? Потому что штамп проникает в лист, вдавливая углубление в заготовку. Это, наряду с большим усилием (примерно в 5-8 раз больше, чем при частичной гибке), гарантирует высокую точность. Проникающий эффект также обеспечивает очень маленький внутренний радиус изгиба.
U-образная гибка:
U-образная гибка в принципе очень похожа на V-образную. Есть матрица и пуансон, на этот раз они имеют U-образную форму, что приводит к аналогичному изгибу. Это очень простой способ, например, гибки стальных U-образных каналов, но он не так распространен, поскольку такие профили также можно производить с использованием других, более гибких методов.
Ступенчатая гибка:
Ступенчатая гибка — это, по сути, многократная V-гибка. Этот метод, также называемый гибовкой вразбежку, использует множество последовательных V-образных изгибов для получения большого радиуса заготовки. Окончательное качество зависит от количества изгибов и шага между ними. Чем их больше, тем более гладким будет результат.
Валковая гибка:
Валковая гибка используется для изготовления труб или конусов различной формы. При необходимости может также использоваться для изгибов с большим радиусом. В зависимости от мощности машины и количества рулонов можно выполнять один или несколько изгибов одновременно.
При этом используются два приводных ролика и третий регулируемый. Этот ролик движется за счет сил трения. Если деталь необходимо согнуть с обоих концов, а также в средней части, требуется дополнительная операция. Это делается на гидравлическом прессе или листогибочном станке. В противном случае края детали получатся плоскими.
Гибка с вытеснением:

При гибке с вытеснением листовой металл зажимается между прижимной подушкой и штампом для протирания. Форма штампа для протирки, расположенного внизу, определяет угол получаемого изгиба. После того, как металлический лист был надежно зажат, перфоратор опускается на свисающий конец металлического листа, заставляя его соответствовать углу протирочной матрицы. Конечным результатом обычно является чеканка металлического листа вокруг протирочного штампа.
Ротационная гибка:
Другой способ — ротационная гибка, она имеет большое преимущество перед гибкой вытеснением или V-образной гибкой — она не царапает поверхность материала. На самом деле, существуют специальные полимерные инструменты, позволяющие избежать каких-либо следов от инструмента, не говоря уже о царапинах. Ротационные гибочные станки также могут сгибать более острые углы, чем 90 градусов. Это очень помогает с общими углами.
Наиболее распространенный метод — с двумя валками, но есть также варианты с одним валком. Этот метод также подходит для производства U-образных каналов с близко расположенными фланцами, так как он более гибкий, чем другие методы.
Возврат при сгибе:
При сгибании заготовка естественным образом немного отскакивает после подъема груза. Следовательно, эту величину необходимо компенсировать при изгибе. Заготовка изгибается под необходимым углом, поэтому после упругого возврата она принимает желаемую форму.

Еще один момент, о котором следует помнить, — радиус изгиба. Чем больше внутренний радиус, тем больше пружинящей эффект. Острый пуансон дает маленький радиус и снимает пружинящий эффект.
Почему происходит пружинение? При сгибании деталей сгиб делится на два слоя разделяющей их линией — нейтральной линией. С каждой стороны происходят разные физические процессы. «Внутри» материал сжимается, «снаружи» — вытягивается. Каждый тип металла имеет разные значения нагрузок, которые они могут воспринимать при сжатии или растяжении. И прочность материала на сжатие намного превосходит прочность на разрыв.
В результате, на внутренней стороне труднее достичь постоянной деформации. Это означает, что сжатый слой не деформируется окончательно и пытается восстановить свою прежнюю форму после снятия нагрузки.
Допуск на изгиб
Если вы проектируете гнутые детали из листового металла в программе CAD, которая имеет специальную среду для работы с листовым металлом, используйте ее. Она существует не просто так. При выполнении изгибов она учитывает спецификации материалов. Вся эта информация необходима при изготовлении плоского шаблона для лазерной резки.

Длина дуги нейтральной оси должна использоваться для расчета развертки.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Какой металл наиболее подходит для ручных поделок?
Всем привет! Подскажите наиболее мягкий металл для вырезки, точения поделок вручную с последующей обработкой (шлифование) до насколько возможно гладкой поверхности… Но хотелось бы получить изделие на выходе по свей палитре близкой к железу и желательно ограничиваясь шлифовкой. Думал над титаном, но не знаю, какую брать марку… и где вообще можно найти материал для заготовок, разумеется, в минимальных количествах, а ещё желательно в виде кусков/отрезков не менее 20мм в диаметре или толщину?
Рекомендуемые посты

Как расплавить пластик своими руками часть 2
Открытие раздела FAQ и первый вопрос — Что это?
Помощь подбора материалов для проектов
14 Replies to “Какой металл наиболее подходит для ручных поделок?”
оцинкованную сталь попробуй
там правда узор стоит…
но если неравномерно сточить и обработать борной кислотой то получится неплохо
Да уж не лёгкое это дело…наверное с титаном пока оставлю…где бы ещё взять образцы на пробу. Сейчас нужен металл, который мог бы взять резец дремеля.есть и стомотологические, в основном тонкие… а там на финише буду доводить однородность цвета изделия.
Тебе к металлургу какому-либо обратиться, они то все про метал знают, на производство, в литейный цех. Удачи!
Озвучьте под какие именно изделия вам нужен материал, постараюсь подобрать подходящие.
Гравирую не только на плоскости, но и на объёме, особенно ничего — простейшие штрихи,формы.Металл должен легко стачиваться,нужно наносить прорези хотя бы в 0.5 мм. Пробовал дюраль, попался край прутка — «д 16т» , резцы берут его нормально,неплохо стачивается даже шкуркой.Читаю про него в характеристиках «легко поддается механической обработке». Не разобрался,где обозначение этой «лёгкости», где «16» — чистота сплава? «Т» — термообработка?? Пробовал резцы на стали петли для ворот — стачивается труднее, мелкие резцы её не берут…хотя вроде сталь не калёная. Нержавейки у меня нет, нужны отрезки испытуемого материала в толщину не менее 32 мм и длину — 60 мм. Но кажется нержа будит точиться сложнее?? Убедился, что выбор наиболее подходящего материала обеспечит и комфортную работу, и экономию расходников (дорогие резцы и тд).
Маркировка алюминия и алюминиевых сплавов
Чистый алюминий маркируется в зависимости от содержания в нем примесей различается:
А999 — алюминий особой чистоты;
А995, А99, А97, А95 — алюминий высокой чистоты;
А85, А8, … — алюминий технической чистоты.
Алюминий особой чистоты применяется в производстве полупроводниковых приборов и для исследовательской работы.
Алюминий высокой чистоты применяется для плакирования деталей электро — и радиооборудования. А
люминий технической чистоты используется для приготовления алюминиевых сплавов, изготовления проводов, прокладок.
М *нически“ алюминий обозначается буквами АД (алюминий дефорыируе-ыи). В слУчае использования более чистого алюминия ставится цифра 1. Сочетание букв АМг и АМц означает сплав алюминия (А) с магнием (Мг) и марганцем 1ц). У сплавов алюминия с магнием цифра показывает процентное содер-нис магния. Так, например, сплавы марок АМгЗ, АМг5, АМгб содержат соответственно 3, 5 и 6% магния
Сплавы в виде полуфабриката обозначаются буквами, которые ставятся после маркировки сплава:
А — означает, что сплав повышенного качества, из лучшего алюминия;
М — мягкий, отожженный; П — полунагартованный (степень обжатия 40%):
Н — нагартоваинык (степень обжатия 80%).
Так, отожженные сплавы обозначаются АДМ, АМцАМ, полунагартованные — АМгАП и нагартованные — АД 1Н, АМгЗН.
Дюралюминий обозначают буквой Д и цифрой, показывающей условный номер сплава, например сплав Д1. Д16, Д18, Д20. Некоторые сплавы, разработанные в последнее время, с маркировкой В65 ВД17 (дюралюминий, покрытый тонким слоем чистого алюминия для придания сплаву коррозионной стойкости) называют алькледом.
Высокопрочный сплав алюминия с цинком и магнием обозначается В94, В95, В96 (вторая цифра указывает номер сплава).
Состояние полуфабрикатов высокопрочных сплавов и характер плакировки также имеют буквенно-цифровую маркировку:
М — мягкий, отожженный; Т— термически обработанный, закаленный и естественно состаренный;
Т1—термически обработанный, закаленный и искусственно состаренным;
Н — нагартованный (нагартовка листов дюралюминия около 5—7%, а сплавов В95—3%);
Н1 —усиленно нагартованный (нагартовка листов Около 20%);
В —Повышенное качество Выкатки закаленных и состаренных листов;
О — повышенное качество выкатки отожженных листов;
Б — листы без плакировки или с технологической плакировкой;
УП — утолщенная плакировка (8% на сторону);
ГК — горячекатаные листы, ллиш;
ТПП—закаленные и состаренные профили повышенной прочности <для Д16).
Геометрическая маркировка. В конце маркировки для листового материала указывается его толщина в миллиметрах, а для профилен — условное цифровое обозначение формы сечения и размеров. Например, маркировка Д16АТНВЛ2.5 означает, что плакированный листовой дюралюминий Д16 — повышенного качества, термически обработан, нагартован и имеет повышенное качество выкатки. Толщина листа 2,5 мм.
Заклепочные сплавы. Сплавы, идущие на изготовление заклепок, имеют в маркировке букву П (сплав для проволоки), например ДЗП, Д16П.
Алюминиевые сплавы для ковки и горячей штамповки обозначаются буквами АК (алюминиевые ковочные) и цифрой — условным номером сплава, например сплавы АК4, АК.4-1, АК6, АК6-1, АК8. Дополнительная цифра -1 показывает, что сплав является близкой модификацией сплава без цифры.
Разработанные в последнее время ковочные сплавы имеют нестандартную маркировку, например сплав Д20.
Литейные алюминиевые сплавы обозначаются буквами AJI (алюминиевые литейные) и цифрой, показывающей условный номер сплава, например сплав АЛ2, АЛ4, АЛ9 и т. д. Исключение составляют новые марки литейных сплавов ВИ-П-З, ВЗОО, В14-А.
Силумины. В зависимости от состава все алюминиевые литейные сплавы делятся на силумины, представляющие собой сплавы алюминия и кремния (АЛ2. АЛ4, АЛ9), и легированные силумины — сплавы алюминия и кремния с добавкой меди (ЛЗ, ДЛ5, АЛ9) или магния (АЛ13, ВИ-И-3). Применяются также альтмаг — сплав алюминия и магния (АЛ8) — и сплавы алюминия с медью (АЛ7, АЛ19).
Режимы Термообработки. Для литейных алюминиевых и магниевых сплавов применяют следующие обозначения режимов термической обработки:
Т1—старение;
Т2 — отжиг;
Т4 — закалка;
Т5 — закалка и частичное старение;
Тб—закалка и полное старение до наибольшей твердости;
Т7 — закалка и стабилизирующий отпуск;
Т8 — закалка и смягчающий отпуск. Например, обозначение АЛ4Т6 показывает, что сплав АЛ4 подвергается термической обработке по режиму Тб, состоящему из закалки и полного старения.
PS Сталь имеет более высокую твердость, на 20-30 единиц по Бринелю. Нержавейка большей частью ещё выше имеет твердость. Естественно чем выше твердость, тем тяжелее обрабатывать. Но при более высокой твердости полированный металл имеет более приятную по внешнему виду поверхность. Алюминий довольно быстро окисляется и покрывается «темно серой» пленкой. Изделия из алюминия становятся невзрачными. Ситуацию можно спасти с помощью использования лаков.
В таких мелких маштабах сталь обрабатывать не очень сложно, шлифуется и полируется до зеркального эффекта, пилка по металу, напильники, натфили, небольшой наждак можно самодельный, угловая шлиф машинка, этих инструментов выше криши, в чем сложность то заключается?
Ну наверное только в том, чтобы максимум ускорить процесс и опять же ограничиться что есть в наличии.Докупать инструмент тоже не хочется,может не понадобиться…поэтому и решил, что проще начать с выбора подходящего материала. Ещё момент, работать с титаном вручную и с относительной шумоизоляцией можно даже ночью, с электроинструментом — уже врядли прокатит.
Я конечно не в курсе какие у тебя обстоятельства, решётки на окнах титановые, соседи по камере чутко спят 🙂 шутка. Но я лично видел как с помощью пары напильников и плоскогубцев человек творит шедевр из гвоздей и жести.
Может намекаете,что титан дороже?) Стоимость материала не важна, если это не драг.мет. Дело в процессе и выходе. У меня не входит в задумку использовать гвозди и жесть, в моих поделках они просто не нужны. Всё что мало стойко к коррозии — тоже не особенно вариант. Быть может всё таки кто-нибудь работал с титаном и подскажет нюансы и правильную марочку??
Может какой сплав титана и легко обработать, а вот бронежелетная титановая пластина крепкий орешек, только алмаз взял.
Титан тверже стали, для него в основном требуется специальные инструменты. Ну или увеличивается время обработки.
Если же вам нужна коррозионностойка сталь, то тут подходит нержавеющая сталь, высоко легированная, но постараться обходиться без высокотемпературной обработки.
Пробовал алюминий, но чтобы прямо так легко было точить не сказал… хотя блеск на выходе устраивал…И всё-таки его «родная» палитра немного не та, не «стальная»…а у меня в мыслях добавлять в модели детали из нержавейки и стали, а такой материал в свою очередь более сложен в работе над другими деталями, и кроме дремеля, электролобзика ничем серьёзнее не располагаю…разве что есть девайс под круг, но кажется маловат по мощности, только ножечки или что-то мягкое стачивать, люмяшку в 5мм стачивает едва ли…хотя может камень не тот. Поэтому всё думаю про титан… видел примеры, но там он выходил после полировки не гладким, как бы в кавернах…а всё должно сочитаться. Помню был у меня давно кусок титана, выходил после стачивания напильником как надо…и оттенок казался очень похожим на сталь.
Для таких запросов подошел бы аллюминий. Мягкий и блестящий. Легко шлифовать/полировать. Так же относительно просто найти в стержнях, если точить в ручную на токарнике будешь.
Какая сталь лучше гнется
Успешная гибка листового металла зависит от многих параметров: прилагаемого усилия траверсы, угла гибки, положения осей в канавке и ширины раскрытия матрицы, значения упругой деформации материала и даже от направления волокон. На практике даже опытному специалисту, работающему на промышленном гибочном станке, не удастся согнуть лист под углом в 68° два раза подряд без точного учета всех этих параметров.
Но главным критерием для такого производства остается именно выбор самого металла. Толщина листа, предел прочности и свойство материала – все это напрямую влияет на качество, стоимость и скорость производства готовых изделий. Для придания нужной формы того же алюминия требуется значительно меньше усилий, чем при создании аналогичной конструкции из оцинкованной стали или нержавейки, что напрямую сказывается на итоговой стоимости производства.
В этой статье мы поделимся с вами следующей информацией о гибке листовых металлов:
- Какие металлы используются в производстве металлоконструкций.
- Какие из них проще подвергаются гибке за счет обычного давления без термического воздействия.
- И какие из листовых металлов лучше в соотношении «цена/качество».
Черная сталь
Стандартный сплав железа с углеродом, где содержание последнего не превышает 2%. Классифицируется на 3 типа в зависимости от доли содержания углерода: низкоуглеродистая (до 0,25%), углеродистая (0,25-0,6%), высокоуглеродистая (свыше 0,6%). Сплавы с содержанием углерода в пределах 2-4,5% уже являются чугунами и практические не используются для гибки из-за особенностей кристаллической решетки.
Также отдельное внимание стоит обратить на способ получения проката черной стали. В зависимости от температуры обработки такую сталь можно разделить на горячекатаную и холоднокатаную.
- Для первой применяется только низкосортная сталь, а толщина таких листов может составлять 3-150 мм.
- Холоднокатаная сталь лучше поддается гибке за счет тонколистового металла. В среднем его толщина составляет всего 0,4-5 мм, что позволяет использовать такой металл для тонколистовых конструкций и изделий. Но и стоимость холоднокатаной стали значительно выше в сравнении с горячекатаной.
Оцинкованная сталь
По сути – аналог черных металлов с похожими свойствами и характеристиками для деформации. Единственное отличие – высокая коррозийная стойкость. Гибка оцинкованного листа используется для наружных конструкций, где важно перекрыть доступ кислорода и воды к металлу, предотвращая коррозийный эффект. Для создания такого материала применяется метод горячего цинкования.
Оцинковка и чермет одинаковы по характеристикам упругой деформации и пределам прочности. Если брать два листа с одинаковой толщиной и углом гибки, то после снятия усилия гиба оба металла «спружинят» на одно и то же значение.
Нержавеющая сталь
Легированные стали с содержанием железа, углерода и примеси хрома от 10,5% и выше. На нашем производстве популярна именно гибка нержавеющего листа, поскольку по своим характеристикам этот металл совмещает преимущества черных сталей и оцинковки: от высокой коррозийной стойкости, до высокой прочности и подверженности холодной деформации.
Чаще всего для гибки листов на заказ используются нержавеющая сталь 300-й (процентное содержание хрома 15-20%) и 400-й марки (доля хрома 11-17%). У первой значительно выше стойкость к коррозии, но зато 400-я нержавейка легче гнется на станках под любым углом.
Изготовление заборов, в том числе с элементами холодной ковки от 6000 руб.
Гибка нержавеющий стали
Вопросы, рассмотренные в материале:
- Как делают гибку нержавеющей стали в разных заготовках
- Какие виды гибки нержавеющей стали бывают
- Какая марка нержавеющей стали подходит для гибки
- Когда применяют холодную и горячую гибку нержавеющей стали
Чаще всего при работе с металлами для их деформации прибегают к гибке . Она может выполняться с использованием ручных или механизированных инструментов, ей могут подвергаться как холодные, так и горячие металлы – выбор зависит от толщины материала и сложности контуров. В этой статье поговорим о том, как выполняется гибка нержавеющей стали .
4 преимущества гибки нержавеющей стали
В сравнении с другими способами обработки металлов (сваркой, резкой, клепкой и др.) гибка обладает следующими преимуществами:
- Экономия материала, поскольку после нее практически не остается отходов;
- Сохранение механической прочности изделия, так как процесс не предполагает сварные швы или другие соединения;
- Антикоррозийная стойкость, что обусловлено практически полным сохранением структуры металла в месте обработки;
- Привлекательный вид готовых изделий.
Как осуществляется гибка нержавеющей стали различных типов
В зависимости от типа исходной заготовки (в основном производственного сортамента) гибка может осуществляться различными способами. Наиболее распространенными из них являются следующие.

Гибка нержавейки листовой выполняется с использованием специальных станков – листогибов. В зависимости от способа гиба они могут быть трех видов:
- Прессовыми. В этом случае лист металла под давлением с помощью пуансона вводят в неподвижную матрицу, где ему придается нужная форма. Пуансоны могут отличаться формой и радиусом гибки. Матрице чаще всего придается форма угла или паза. Благодаря легкости перенастройки для решения разных задач листогибочный пресс считается универсальным оборудованием.
- Поворотными. Станки состоят из станины, подвижной гибочной балки (траверса), прижимной балки, заднего упора. С помощью прижимной балки металлический лист фиксируется на станине. Основным рабочим инструментом, используемым для гибки нержавеющей стали, является гибочная балка.
- Ротационными, которые представляют собой двух-, трех- или четырехвалковые станки, рабочие части которых совершают вращательное движение. Усилие на таком оборудовании создается рабочим приводом, который может быть ручным (приводимым в действие мускульной силой человека), гидравлическим (работающим за счет гидроусилителя), пневматическим (приводимым в действие сжатым воздухом), механическим (использующим энергию раскрученного маховика), электромеханическим (работающим благодаря электродвигателям с редукторами).
Чаще всего для гибки нержавеющей стали используют фальцегибочные или фальцепрокатные станки, предназначенные для обработки тонколистового металла. При помощи такого оборудовании изготавливают фальцевую кровлю, воздуховоды, дымоходы.
Рекомендуем статьи по металлообработке
2. Гибка металлических труб.
Гибка труб из нержавеющей стали выполняется различными способами. Станки и приспособления – трубогибы – могут быть:
- рычажными, с помощью которых выполняется ручная мягкометаллических гибка, а также обработка труб малого диаметра, изготовленных из стали, угол изгиба при этом не превышает 180°;
- арбалетными, осуществляющими гибку опирающейся на две точки заготовки за счет прилагаемого между ними усилия;
- роликовыми (валковыми), в качестве классического примера можно привести трехроликовый вальцевый трубогиб.
Работа роликовых трубогибочных станков основана на способе холодной деформации металла, который также называют вальцовкой. На таком станке можно обрабатывать металлы любой твердости, как цветные, так и титан и его сплавы. Заготовка может загибаться на 360°, а ее длина может быть более 5 м.

Гибку тонкостенных труб из нержавейки осуществляют при помощи дорновых трубогибов с использованием специального приспособления, которое называется дорном. Его размещают внутри трубы в месте ее изгиба, не давая металлическим стенкам деформироваться.
Металлический профиль обрабатывают за счет проката, а не изгиба. Для гибки нержавеющей стали используют, в основном, профилегибочные валковые станки. Число валков может быть в пределах 3–5 штук. Большее число валков позволяет получить изделие более высокого качества, однако с меньшим радиусом изгиба.
При необходимости (например, при гибке заготовки с большой площадью сечения или выполненной из высокопрочного металла) заготовку разогревают, к примеру, высокочастотными токами.
Сложнее всего, но и более часто требуется выполнение гибки стали, включая нержавеющую. До придания металлическому листу нужной формы необходимо выполнить расчет развертки. После этого развертку переносят на лист, затем, используя лазер, лист раскраивают. Только после подготовительных операций стальная заготовка помещается под гидравлический пресс, выполняющий гибку в соответствии с заданными критериями.

Таким образом, в процессе обработки может быть получена деталь, имеющая любую конфигурацию, требуется только правильно выбрать необходимое оборудование, а также не ошибиться с расчетами гибки нержавеющей стали по чертежам заказчика. Среди достоинств такого способа обработки металлов отметим отсутствие сварных элементов, что в свою очередь приводит к невозможности коррозионных проявлений в местах сварных швов.
Основные способы гибки нержавеющей стали
Иначе ее называют свободной гибкой: для того чтобы сформировать угол сгиба, пуансон перемещают в заданную точку (заготовку вдавливают прессом на нужную глубину). При этом нижняя часть заготовки в двух точках соприкасается с матрицей, после чего происходит образование воздушного зазора между заготовкой и поверхностью матрицы.
Достоинствами этого вида гибки нержавеющей стали на заказ являются возможность обработки заготовок под разными углами сгиба, деформация материалов различной ширины, высокая производительность, экономичность.
Среди недостатков отметим невозможность стабилизации геометрии угла, что приводит к низкой точности готовых деталей, необходимость предварительного придания заготовке правильной формы с помощью резки.
Это одна из разновидностей воздушной гибки. Благодаря плотному прижиманию пуансоном детали к матрице в конечной точке сила гибки увеличивается в разы. При этом заготовка не соприкасается с дном матрицы, находящаяся внизу линия сгиба и матрица разделены воздушным зазором.
Достоинства этого вида гибки нержавеющей стали: стабилизация угла сгиба, происходящая благодаря отсутствию зазора между боковыми ребрами матрицы и пуансоном, а также то, что на размер угла влияет исключительно применяемый инструмент. Ковку используют при необходимости получать детали высокой точности.
К недостаткам можно отнести небольшой радиус пуансона, значительные усилия, затрачиваемые на гибку, необходимость комплекта инструментов, с помощью которых выполняются углы сгиба.
- Чеканка или формовка.
Этот вид гибки является безвоздушным, поскольку в процессе заготовку плотно зажимают между пуансоном и матрицей, в которую ее вбивают.
К достоинствам можно отнести высокую точность, стабильные размеры, на которые влияют точность комплекта инструментов. Размер заготовки не меняется, окончательная деформация отличается стабильностью.
Среди недостатков следует отметить необходимость приложения значительных усилий. Поэтому этот способ практически не используется для работы с заготовками толщиной свыше 2 мм.
- Гибка материала по трем точкам.
Иначе этот метод гибки нержавеющей стали называют адаптивной гибкой. Процесс обработки металла делится на две стадии. По окончании предварительной фазы при помощи специальных сенсорных датчиков заготовку измеряют и корректируют параметры системы управления. Во второй стадии находящаяся в пуансоне заготовка вжимается за счет подпора, выходящего из матрицы в расчетную точку.
Этот вариант гибки нержавеющей стали обладает следующими достоинствами: высокой точностью, универсальностью, гибкостью при работе с металлом.
К недостаткам можно отнести измерительные сенсорные щупы в рабочей зоне, сужающие размер заготовки и требующие внимательности от оператора станка, а также низкую производительность, вызванную необходимостью адаптировать деталь. К этому способу следует прибегать при необходимости получения изделий очень высокой точности.

Когда применяется горячая и холодная гибка нержавеющей стали
К холодной гибке нержавеющей стали прибегают, если необходимо согнуть металл в одном направлении, придавая ему вид цилиндра или конуса. Если же с целью получения сферической формы изгибать заготовку в различных направлениях, то внутри металла возникнут серьезные внутренние напряжения, которые отрицательно скажутся на его структуре. Чтобы не допустить этого, гибке подвергают нагретые металлы.
Используя холодную гибку листового или профильного металла, следует помнить о предельном соотношении между толщиной листа, размерами профиля и радиусом изгиба. Если это соотношение нарушается, то механические свойства материала изменяются.
Опытным путем было установлено, что безвредно можно удлинять холодные металлы примерное на 7 %.
- Горячий способ гибки нержавеющей стали.
С профильным металлом обычно работают в горячем состоянии, кроме случаев, когда величина радиуса относительно размеров профиля настолько велика, что гибку можно выполнить в холодном состоянии, не причиняя вреда металлу.
Горячая обработка металла меняет его структуру, нагрев, гибка и дальнейшее охлаждение приводят к уменьшению размеров зерна в материале. За счет этого повышается его упругость, твердость, предел прочности при разрыве, уменьшение удлинения при разрыве, при этом сжатие и вязкость остаются практически на прежнем уровне.
Температура при горячей обработке не должна быть ниже +780° С. Работа с нержавеющей низкоуглеродистой сталью при температуре +800…+900 °С приводит к образованию структуры, за счет которой металл получает более высокие механические характеристики.
Длительная обработка металла при температуре, приближающейся к температуре плавления, повышает риск возникновения явления пережога, отрицательно сказывающегося на свойствах металла. В этом случае поверхность изделия обезуглероживается и окисляется. Если нержавеющая сталь в течение длительного времени находится в условиях температур, превышающих температуру нормального нагрева, возникает явление перегрева, в результате которого образуются крупнозернистые структуры.
Марки нержавейки, наиболее подходящие для гибки
1. В первую очередь расскажем о самой большой и универсальной группе сталей – 300. Химический состав хромоникелевых нержавеющих сталей этой категории позволяет отнести их к нескольким видам – аустенитным, аустенитно-ферритным и аустенитно-мартенситным.
На химический состав влияют входящие в него углерод, никель, хром и титан. Они не обладают магнитными свойствами, за исключением случаев, когда их подвергали холодной механической обработке. Низкие температуры не влияют на высокую прочность, не возникает сложностей с резкой, гибкой нержавеющей стали, сваркой и полировкой.
2. Нержавеющая сталь AISI 304 (08Х18Н10). Добавление в эту сталь молибдена позволило повысить ее технические характеристики. Она более устойчива к коррозии, воздействию агрессивной кислотной среды по сравнению с другими сталями, входящими в группу. Под воздействием более высоких температур ее свойства остаются неизменными. Эту нержавеющую сталь широко используют в процессе производства изделий, предназначенных для химической промышленности, и оборудования, применяемого в морской воде и атмосфере.

3. Нержавеющая сталь AISI 316T (10Х17Н13М2Т), содержание в которой титана в 5 раз превышает содержание углерода. Изготовленные из этой нержавеющей стали детали отличаются высокой прочностью, устойчивостью к температурным воздействиям, ионам хлора. Из нержавеющей стали AISI 316T производят сварные конструкции, лопасти газовых турбин, она применяется в химической и пищевой отраслях промышленности. При ее гибке не возникает сложностей, к тому же она более доступна по цене, если сравнивать с аналогами.
4. Нержавеющая хромоникелевая сталь AISI 321 (12-08Х18Н10Т), в которую добавлен титан. Высокая устойчивость к коррозии позволяет изготавливать из нее бесшовные трубы и разнообразные трубопроводные фитинги (отводы, тройники, переходы и фланцы). Это легкосвариваемая нержавеющая сталь, не обладающая магнитными свойствами, устойчивая к воздействию повышенных температур (до +800 °С), с сохранением неизменных механических характеристик.
5. Перейдем к нержавеющим сталям группы 400. Несмотря на более узкий диапазон, их востребованность достаточно велика. В них присутствует высокое содержание хрома. Другие легирующие элементы содержатся в нержавеющих сталях группы 400 в минимальном количестве. Благодаря низкому содержанию углерода отличается пластичностью, без проблем гнется и сваривается.
6. Нержавеющая сталь AISI 430 (12х17). Эта марка появилась не так давно, однако уже завоевывает свои позиции относительно групп 300 и 400. В нержавеющей стали произведена частичная замена дорогостоящего никеля марганцем и азотом. Благодаря сбалансированности химического состава качество стали ничуть не ниже, чем у аустенитных нержавеющих сталей марок AISI 304 и AISI 321. Она характеризуется:
- высокой коррозийной стойкостью;
- хорошей свариваемостью;
- легкостью в полировке и деформации (гибке);
- более низкой стоимостью в сравнении с аналогами.
Благодаря перечисленным качествам нержавеющая сталь AISI 201 пользуется широким спросом среди конечных потребителей. Ее используют в медицинской и пищевой промышленности, изготавливают круглые и профильные трубы, которые, в свою очередь, идут на производство различных перил, поручней и ограждений.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Источник https://www.stankoff.ru/blog/post/285
Источник https://mozgochiny.ru/faq-vopros-otvet-po-samodelkam/kakoy-metall-naibolee-podhodit-dlya-ruchnyih-podelok/
Источник https://ollimpia.ru/kakaya-stal-luchshe-gnetsya/