Производственный станок по производству
Лесопильное производство. Технология лесопильного производства
- Опубликовано: 3 марта, 2021
1. Принципы построения современного производственного процесса
В зависимости от вида конечной продукции и характеристики исходного сырья выбираются схемы его раскроя, подбираются технологическое и транспортное оборудование, режущий инструмент, составляется технологическая схема размещения оборудования, рассчитываются количество и загрузка оборудования, разрабатываются производственный процесс и планировка цеха.
При выполнении этих работ необходимо учитывать некоторые основные принципы построения современного производственного процесса:
- рациональное и комплексное использование исходного сырья, т. е. вся поступающая в производство древесина должна быть превращена в наиболее рациональную продукцию;
- применение рациональных технологических процессов на всех участках производства;
- комплексная механизация и частичная автоматизация отдельных участков и всего производственного процесса;
- оптимальное использование оборудования, инструмента и транспорта;
- применение ЭВМ для отдельных технологических расчетов и управления производством;
- безопасность работы на всех производственных участках, соблюдение санитарных норм и правил;
- обеспечение пожаро- и взрывобезопасности предприятия;
- сохранение на складах качества сырья и готовой продукции.
Эти принципы основываются на современных достижениях науки и техники. На их основе разрабатываются и проектируются технологический и производственный процессы.
2. Технологический и производственный процессы
Технологический процесс состоит из отдельных технологических операций, при выполнении которых изменяются форма, внешний вид или свойства материалов. Технологические операции могут быть позиционными или проходными.
При позиционной технологической операции материал находится на месте или перемещается незначительно с возвратом в исходное положение (фрезерование деталей, торцовка, распиловка на ленточнопильном станке и др.).
Последовательный ряд технологических операций над предметом труда (обрабатываемым материалом) с целью получения определенного изделия составляет технологический процесс.
Между технологическими операциями происходит перемещение материала, т. е. осуществляются транспортные операции.
Сумма последовательных технологических и транспортных операций создает производственный процесс.
Производственный процесс может быть поточным и позиционным. В поточном производственном процессе материал после каждой технологической операции без остановки поступает на следующую операцию, а на его место подается материал с предыдущей операции,
причем это перемещение осуществляется систематически на всех стадиях процесса без перерывов и в определенном ритме. В поточном производстве могут и должны создаваться промежуточные буферные запасы материала, которые служат для выравнивания потока при кратковременной непредвиденной остановке одного из участков. Однако эти запасы должны непрерывно расходоваться и пополняться, не нарушая потока.
В позиционном производственном процессе этого нет. Материал может останавливаться и накапливаться между операциями.
Современный производственный процесс по раскрою древесного сырья, как правило, делается поточным, с применением современного высокопроизводительного оборудования и агрегатов, методов производства и соблюдением технологических норм, отражающих достижения науки и техники, позволяющие обеспечить высокие технико-экономические показатели производства.
3. Основные технологические операции и оборудование цехов первичной деревообработки
Основными технологическими операциями при производстве пиломатериалов являются:
- продольный раскрой бревен;
- торцовка досок;
- обрезка досок;
- переработка кусковых отходов.
При углубленной переработке сырья и пиломатериалов на различные виды заготовок и изделий (тара, фриз, паркет, строганый погонаж, стройдетали и т. д.) могут дополнительно выполняться следующие операции:
- поперечный и продольный раскрой досок;
- сушка пилопродукции;
- строжка, фрезерование и другая механическая обработка заготовок и деталей.
Оборудование, применяемое для выполнения этих технологических операций, относится к основной группе. Эта группа станков обеспечивает формирование и изготовление продукции. Кроме основной группы оборудования, в цехах имеется транспортное оборудование, которое перемещает сырье, полуфабрикаты и изделия, обеспечивает бесперебойную работу основного технологического оборудования и позволяет создать поточность производства. Кроме этих двух групп оборудования, в цехах или при них, как правило, имеется группа вспомогательного оборудования, при помощи которого подготавливается режущий инструмент и ремонтируется технологическое и транспортное оборудование. Это станки пилоножеточки в ремонтно-механической мастерской.
4. Технология раскроя бревен на пиломатериалы
Раскрой бревен на пиломатериалы производится в специализированных лесопильных цехах. Головным в основной группе оборудования лесопильных цехов является бревнопильное.
Характерным классификационным признаком этого оборудования является вид режущего инструмента, который, в свою очередь, определяет тип оборудования и техническую сторону распиловки. По этому признаку оборудование можно подразделить на различные типы.
К бревнопильному относится следующее оборудование.
- Лесопильные рамы, имеющие в виде пильного инструмента прямые полотна пил конечной длины, резание которыми производится за счет возвратно-поступательного движения.
- Ленточнопильные станки, имеющие в качестве пильного инструмента бесконечную пильную ленту, движущуюся в одном направлении.
- Круглопильные станки, имеющие в качестве пильного инструмента пильные диски непрерывного вращения.
- Фрезернопильные агрегаты, имеющие в качестве пильного инструмента комплекты фрез и пил с непрерывным вращением.
Каждый из указанных видов оборудования классифицируется в зависимости от технологических и конструкторских признаков. Указанное оборудование разлиается не только по виду, но и по числу одновременно работающих инструментов. По этому признаку оборудование подразделяется на многопильное и однопильное.
Производительность бревнопильного оборудования и его выбор. Многопильное оборудование (лесопильные рамы, круглопильные и фрезернопильные станки) применяется для массового (слепого) способа раскроя бревен сразу несколькими пилами без учета качественных и других особенностей каждого отдельного бревна.
Массовый способ применяется для распиловки бревен примерно одного размера и качества по одному поставу. При этом для повышения объемного, и в первую очередь спецификационного, выхода требуется предварительная сортировка бревен по диаметрам.
Станки, имеющие один режущий инструмент, распиливают бревно за несколько проходов, отпиливая каждый раз по одному сортименту. Этот циклический способ распиловки называется открытым индивидуальным, т. к. после каждого реза открывается плоскость распила, что позволяет оценить качество следующей доски. Индивидуальным способом целесообразно раскраивать бревна больших диаметров и ценных пород.
Массовый способ распиловки обеспечивает более высокую производительность по сравнению с индивидуальным.
Выбор бревнопильного оборудования определяется размерно-качественной характеристикой сырья, его породой, выбранными схемой и способом раскроя бревен, назначением и видом вырабатываемой пилопродукции и экономической эффективностью.
Для групповой распиловки средних и крупных бревен на длинномерные пиломатериалы широко применяют лесопильные рамы. Лесопильные рамы имеют высокую эксплуатационную надежность и сравнительно просты в обслуживании. При распиловке бревен на лесопильных рамах обеспечивается достаточно высокое качество пиломатериалов (точность формы и размеров).
Недостатком лесопильных рам являются большие инерционные усилия, возникающие при работе кривошипно-шатунного механизма, для гашения которых требуются большие фундаменты.
Круглопильные многопильные станки, имеющие высокую производительность, используют преимущественно для распиловки тонкомерных бревен и брусьев. Их недостатки – большая ширина пропила и невозможность жесткой фиксации бревна в процессе его распиловки, что ведет к снижению качества полученных пиломатериалов из-за неправильной формы и ухудшения их поверхности. Ширину пропила можно уменьшить за счет применения более тонких пил, например, в двухвальных станках.
Ленточнопильные станки применяют как для индивидуальной, так и для групповой распиловки бревен. Индивидуальным способом распиливают крупномерные бревна, в т. ч. на доски с пластями, строго ориентированными относительно годовых слоев (лыжные, резонансные и др.), а также бревна, имеющие сердцевинную гниль (круговая схема раскроя). Эти станки обеспечивают меньшие потери в опилки за счет возможности применения тонких пил. Основным недостатком являются низкая производительность и большие удельные затраты электроэнергии. Кроме того, на малых ленточнопильных станках, имеющих сварные станины, трудно обеспечить постоянное получение пиломатериалов необходимого качества по размерам и форме.
В основу агрегатного способа переработки сырья положен принцип совмещения технологических операций формирования сечений пиломатериалов и получения технологической щепы в одном агрегате. Это способствует созданию малооперационной технологии, обеспечивает повышение производительности труда в 1,5–2 раза и комплексное использование сырья до 86–92%. В зависимости от вида головного оборудования технологические потоки на основе агрегатного способа переработки делятся на линии агрегатной переработки, фрезернопильные линии, фрезернобрусующие линии.
При выборе оборудования для переработки бревен следует учитывать, что при применении агрегатного способа выход основной пиленой продукции снижается примерно на (8–15%) по сравнению с традиционными способами раскроя бревен, особенно при непоставной подаче с отклонением диаметра бревен от расчетного.
На лесопильных заводах страны для распиловки бревен в настоящее время наиболее широко применяются лесопильные рамы.
Тип (марка) бревнопильного станка выбирается по наибольшему диаметру бревен, которые могут быть распилены на данном станке в соответствии с его технической характеристикой, например на лесопильных рамах (ширина просвета пильной рамки составляет 500, 630, 750 мм и т. д. в зависимости от типа лесопильной рамы).
Из-за длительного времени распиловки бревна производительность однопильного оборудования сравнительно низка. Для увеличения производительности однопильного оборудования желательно сократить количество резов при раскрое бревна, комбинируя его распиловку на однопильном и многопильном оборудовании.
При раскрое бревен на однопильных ленточнопильных станках производительность определяется так же, как и для однопильных круглопильных станков. Время цикла (полной распиловки одного бревна) может колебаться в широких пределах от 5 до 50 мин и зависит от марки станка, скорости подачи, степени механизации околостаночных операций, мощности и других факторов. В каждом конкретном случае это время должно рассчитываться или определяться по опытным наблюдениям.
Производительность ленточнопильных станков можно увеличить, спаривая их работу и объединяя в линии. При этом желательно, чтобы каждый станок делал только один рез в бревне, а распиловка брусьев и толстых досок по ширине производилась на многопильных круглопильных станках. В этом случае производительность резко возрастает и будет определяться в зависимости от скорости подачи в станке.
В настоящее время бревноперерабатывающее оборудование может быть классифицировано по его типу и виду следующим образом.
- Многопильное оборудование проходного типа групповой распиловки (переработки) бревен на пиломатериалы. Его коэффициент использования машинного времени составляет порядка Kм = 0,9 и выше.
- Оборудование позиционно-проходного типа индивидуальной распиловки с возвратно-поступательным движением бревен и брусьев при их раскрое. У этого типа оборудования Kм составляет около 0,2–0,3.
- Оборудование позиционного типа индивидуальной распиловки с возвратно-поступательным движением пильных механизмов. При этом бревна и брусья при их раскрое закреплены на неподвижной станине станка. У этого типа оборудования Kм составляет около 0,3–0,4.
К недостаткам оборудования индивидуального раскроя относится сравнительно небольшая производительность вследствие значительных затрат времени на операции, не связанные непосредственно с пилением (навалка, базирование, установка размера, закрепление, съем материала со станка, обратный холостой ход). Таким образом, бревноперерабатывающее оборудование проходного типа в 3–4 раза, а иногда и в 5 раз имеет большую производительность по сравнению с позиционнопроходным и позиционным оборудованием при сопоставимых условиях. На средних и крупных лесопильных предприятиях, как правило, устанавливается бревноперерабатывающее оборудование проходного типа. Использование позиционно-проходного и позиционного бревнопильного оборудования характерно для малых лесопильных предприятий и получило большое развитие в конце XX в.
Бревноперерабатывающее оборудование проходного типа.
К этому типу относится следующее оборудование:
- лесопильные рамы;
- оборудование для позиционирования и создания базы;
- фрезерно-брусующие станки;
- многопильные круглопильные станки первого ряда;
- многопильные круглопильные станки второго ряда;
- фрезерно-профилирующие станки;
- сдвоенные и счетверенные вертикальные ленточные станки;
- горизонтальные ленточнопильные конвейеры.
5. Лесопильные рамы
Классификация лесопильных рам представлена в табл. 2. Все двухэтажные лесопильные рамы являются рамами общего назначения.
Уже в середине XX в. были созданы двухэтажные лесопильные рамы с просветами пильных рамок 500–750–1100 мм. В основном выпускались рамы с просветом 750 мм. Для увеличения производительности рам при распиловке бревен сравнительно небольших диаметров были созданы узкопросветные рамы РД 50-3 с возможностью изменения уклона пильной рамки, что позволило регулировать скорость подачи (посылку) во время распиловки очередного бревна. Уменьшение просвета с 750 до 500 мм позволило при равной работоспособности мотылевого подшипника увеличить частоту вращения коленчатого вала у рам РД 50-3 по сравнению с рамами с просветом 750 мм на 20%.
Таблица 2. Классификация лесопильных рам
| Принцип классификации | Разновидности |
| По назначению | Общего назначения, специального наначения |
| По уровню производительности | Высокопроизводительные, средней производительности, низкой производительности |
| По высоте | Одноэтажные, полутораэтажные, двухэтажные |
| По величине просвета | Узкопросветные, среднепросветные, широкопросветные |
| По виду распиливаемого материала | Для распиловки бревен, для развала брусьев |
| По числу шатунов | Одкошатунные, двухшатунные |
| По виду подачи | С непрерывной подачей, с периодической подачей |
| По уклону пильной рамки | Без изменения уклона, с изменением уклона |
| По характеру движения пильной рамки | По прямолинейным, по замкнутым криволинейным траекториям |
| По наличию регулировки пил по ширине постава | Без регулировки, с регулировкой пил по ширине постава |
| По направлению пильной рамки | Вертикальные, горизонтальные |
| По уровню механизации и автоматизации | Механизированные, автоматизированные, автоматические |
Узкопросветных лесопильных рам с просветом 500 мм было выпущено сравнительно небольшое количество. Они не были обеспечены высокопроизводительными впередирамными устройствами, их внедрение требовало определенной технологической подготовки производства.
Для освоения лесных регионов Сибири и Дальнего Востока с крупномерным пиловочным сырьем были созданы широкопросветные лесопильные рамы с просветом пильных рамок 1100 мм.
На базе РД50-3 была создана гамма двухэтажных рам РД50-3; РД75-6 и РД75-7; РД110-1 и РД110-2 с ходом пильных рамок 600 мм, просветом 500, 750, 1100 мм и частотой вращения коленчатого вала 360; 320 и 235 мин–1 соответственно. Рамы второго ряда (РД75-7) отличаются в основном укороченной пильной рамкой и увеличенной мощностью электродвигателя главного привода, а также тем, что они имеют рифленые подающие вальцы в отличие от рам первого ряда, у которых подающие вальцы (рябухи) с шипами.
В 1960-х годах был разработан первый ГОСТ на двухэтажные лесопильные рамы. В соответствии с ним был спроектирован целый спектр двухэтажных лесопильных рам с просветами 500, 630, 800 и 1000 мм и, соответственно, с частотой вращения коленчатого вала 360, 345, 320 и 250 мин–1. Считалось, что иметь рамы с меньшим просветом пильных рамок, чем 500 мм, нет смысла, так как большое количество тонкомерных бревен целесообразно перерабатывать на фрезернопильных линиях типа ЛАПВ. Круглопильные станки типа Т-92 и Т-94 для распиловки тонкомера были уже практически вытеснены фрезернопильным оборудованием для переработки тонкомерных бревен на пиломатериалы и технологическую щепу. Иметь лесопильные рамы с просветом больше, чем 1000 мм, считалось нецелесообразным, так как толстомерные бревна преимущественно имеют сконцентрированные пороки, например, в виде внутренних гнилей, и их раскрой на однопильных ленточных станках индивидуального раскроя позволяет увеличить качественный выход пиломатериалов.
В это же время была изменена индексация в типаже лесопильного оборудования, и новая гамма рам получила названия: 2Р50, 2Р63, 2Р80 и 2Р100. Все эти рамы должны были иметь ход пильных рамок не менее 700 мм, что и соответствовало техническому уровню мирового рамостроения.
В соответствии с утвержденным ГОСТом были созданы первые опытные образцы двухэтажных лесопильных рам 2Р80-1 и 2Р80-2 (рамы первого и второго ряда с околорамным оборудованием); 2Р100- 1 и 2Р100-2. Их было выпущено небольшое количество. Однако широкое внедрение рам этого ряда (R-10) наткнулось на значительные технические и организационные трудности. В отечественной промышленности отсутствовал подшипник нижней головки шатуна двухэтажных лесопильных рам, который обеспечивал бы предъявляемые к нему требования по работоспособности. В связи с этим можно было увеличить производительность рам не на планируемые 16% вследствие увеличения хода их пильных рамок (700 / 600 = 1,16), а только на 4–5%. Кроме того, имелся ряд трудностей конструктивного характера, и в частности необходимость при замене рам РД75-6 и РД75-7 на 2Р80-1 и 2Р80-2 значительно увеличить объем фундамента.
Все двухэтажные лесопильные рамы (устанавливаемые в зданиях лесопильных цехов, имеющих два этажа) являются одношатунными и имеют непрерывную подачу с движением пильных рамок по прямолинейным траекториям.
К узкопросветным относятся рамы, имеющие просвет пильной рамки 500 мм; к среднепросветным – 630, 750 и 800 мм; к широкопросветным – 1000 и 1100 мм. Все двухэтажные рамы относятся к высокопроизводительному автоматизированному оборудованию. Однако их высокая производительность достигается только при наличии на рамах первого ряда систем автоматического регулирования скорости их подачи в зависимости от диаметров, сбега бревен и других факторов. Следует иметь в виду, что дробная сортировка бревен по их диаметрам может позволить исключить из конструкции рам механизмы автоматического изменения уклона пильной рамки. Так, опыт ряда фирм Скандинавских стран показывает, что при дробной сортировке сырья по диаметрам отсутствие таких механизмов существенно не влияет на режим работы рам, но позволяет увеличить уровень их надежности и уменьшить стоимость оборудования. К автоматическим можно отнести только рамы второго ряда, оснащенные автоматическими манипуляторами, центрирующими брус по оси постава пил, и другим современным околорамным оборудованием.
К двухэтажным лесопильным рамам с регулировкой пил по ширине постава относятся рамы фирмы EWDESTEER (совместное с 1996 г. предприятие фирм «Вурстер и Дитц» и «Эстерер АГ») с компьютерной регулировкой постава пил по ширине. Размер каждой стороны постава устанавливается индивидуально. При применении одной или нескольких пил центрального распила можно без смены инструментов и новой настройки расклинивающего ножа производить выпиловку различных сортиментов пиломатериала. При настройке пильных полотен на новый размер круглых лесоматериалов расклинивающие ножи открываются автоматически для пропуска предшествующего бревна. После этого они самостоятельно настраиваются на новую ширину обработки.
По данным фирмы «Эстерер ВД», асимметричное возвратно-поступательное движение пильной рамки позволяет равномерно снимать стружку каждым зубом пильного полотна и полностью использовать весь рабочий ход, одновременно избегая отбоя бревна, бруса при возвратном движении пильной рамки.
Двухэтажные лесопильные рамы «Эстерер ВД» с ходом пильных рамок 700 мм имеют ширину просвета 760 мм, высоту просвета пильной рамки 710 мм, частоту вращения вала 320 мин–1, частоту вращения вала с мобильными пилами 280 мин–1, скорость подачи 0–20 м/мин, мощность привода подачи 11 кВт, минимальную мощность главного привода 110 кВт, максимальную мощность главного привода 150 кВт, массу 14,4 т.
В 1970-х гг. в мировой практике лесопиления начался процесс замены двухэтажных лесопильных рам на фрезерно-пильные линии большой единичной мощности. В настоящее время произошел переход к рыночной экономике. По этой и целому ряду других причин ОАО «Северный Коммунар» по заказу предлагает к выпуску:
- рамы лесопильные двухэтажные 2Р50-12; 2Р75-1А; 2Р100-1, предназначенные для распиловки бревен на брусья и необрезные доски;
- рамы лесопильные двухэтажные 2Р50-22; 2Р75-2А; 2Р100-2, предназначенные для распиловки брусьев на доски. Технические характеристики этих рам приведены в табл. 3.
К лесопильным рамам общего назначения относятся все двухэтажные, одноэтажные типа Р65-4М, полутораэтажные рамы. Государственный стандарт на одноэтажные лесопильные рамы предусматривал их выпуск с просветом 630 и 800 мм, ходом пильных рамок не менее 400 В 500 мм и частотой вращения коленчатого вала 270 и 250 мин–1 соответственно.
Рядом станкостроительных организаций и заводов России были сконструированы и выпущены опытные партии одноэтажных лесопильных рам с качанием пильной рамки (движением пильной рамки по замкнутым криволинейным траекториям). К ним относятся одноэтажные лесопильные рамы Р63-6; Р63-7 и Р63-8 с просветом их пильных рамок 630 мм. Рама РД63-7 имеет волнообразное движение пильной рамки. Это повышает устойчивость пил и увеличивает производительность данной рамы по сравнению с широко распространенной одноэтажной рамой Р63-4Б примерно в 1,5 раза. Рама Р63-7 имеет ход пильной рамки 400 мм, частоту вращения главного вала 285 мин-1, общую установленную мощность 52,4 кВт и массу 6500 кг. Рамы Р63-6 и Р63-8 также имеют механизм качания пильной рамки, но с несколько другой траекторией. Рама Р63-8 имеет бесступенчатый привод подачи. Подъем и опускание вальцов производятся от одного гидропривода. В остальном технические характеристики этих рам примерно одинаковы. Одноэтажная лесопильная рама Р63-4Б (рис. 1) имеет следующие технические характеристики: ширина просвета пильной рамки 630 мм; ход пильной рамки 400 мм; частота вращения коленчатого вала 285 мин–1; длина распиливаемых бревен и брусьев от 3 до 7,5 м; наибольшее число пил в поставе – 12; общая установленная мощность – 47,2 кВт; масса – 5450 кг.
Таблица 3. Технические характеристики лесопильных двухэтажных рам
Одноэтажные рамы Р63-4Б, Р63-6 и Р63-8 изготовлены на Даниловском заводе деревообрабатывающих станков, Р63-7 – на Тарбагатайском ЗДС.
Лесопильные рамы специального назначения служат для распиловки коротких бревен (коротышевые рамы РК63-1); выпиловки из тонкомерных бревен, брусьев и брусков тонких тарных материалов (тарные рамы РТ); ребрового деления пиломатериалов кратных толщин (делительные рамы).
Рис 1. Одноэтажная двухшатунная лесопильная рама типа Р63-4Б
К лесопильным рамам специального назначения относятся также передвижные лесопильные рамы. Рамы специального назначения, как правило, одноэтажные. Все одноэтажные лесопильные рамы являются низкопроизводительными.
К рамам средней производительности могут быть отнесены полутораэтажные рамы с ходом пильной рамки не менее 500 мм и комплексной механизацией не только около- и межстаночных операций, но и процессов подготовки сырья.
Все одно- и полутораэтажные рамы двухшатунные. Они, как правило, имеют периодическую (толчковую) подачу за рабочий ход пильной рамки. У всех отечественных лесопильных рам (а также у большинства выпускаемых фирмами стран с развитым лесопилением) движение пильных рамок осуществляется по прямолинейным траекториям. Однако у одноэтажных рам с движением пильной рамки по замкнутым криволинейным траекториям рычажно-шарнирная система позволяет при непрерывной подаче избежать «отбоя» распиливаемых бревен и брусьев в нижней «мертвой» точке пильной рамки, когда скорость ее движения равна нулю (одноэтажные рамы Р63-6, Р63-7 и Р63-8).
Двухэтажные лесопильные рамы имеют в несколько раз меньшую производительность по сравнению с фрезерно-ленточнопильными и фрезерно-круглопильными линиями большой единичной мощности. Их применение требует довольно дробной сортировки пиловочного сырья. Однако считать, что: эпоха двухэтажных лесопильных рам заканчивается, было бы неправильно. При определенных объемах распиловки (примерно 100‒120 тыс. м3 пиловочника в год), хорошем качестве сырья, определенном назначении пилопродукции, высоком техническом уровне самих лесопильных рам и других условиях их применение может быть оправдано.
Что касается одноэтажных лесопильных рам общего назначения, то использование вместо них круглопильных и ленточнопильных станков позиционно-проходного и позиционного типов позволило производить индивидуальный раскрой бревен на пиломатериалы не только общего, но и специального назначения (радиальные и другие), а также практически исключило необходимость сортировки бревен перед распиловкой.
При определенных размерах и качестве пиловочника, назначении пиломатериалов, организационных условиях и техническом уровне самих одноэтажных лесопильных рам их применение может быть оправдано. Горизонтальные лесопильные рамы применялись главным образом для распиловки кряжей твердых ценных пород древесины (дуба, бука, граба, ореха и др.). Использование тонких пил (толщиной 0,9‒0,2 мм) с небольшим разводом позволяло иметь небольшую толщину пропила.
Горизонтальные лесопильные рамы относятся к позиционно-проходному типу оборудования с кривошипно-шатунным механизмом резания. Бревно (кряж) закрепляется на тележке, которая двигается по рельсам посредством механизма, обычно представляющего собой комбинацию фрикционной передачи с червячной и зубчатой. Просветом рамы, определяющим максимальный диаметр бревна в комле, называется расстояние между вертикальными стойками рамы. Ход пильной рамки равен двойному радиусу кривошипа и обычно составляет 600‒ 1200 мм при распиловке бревен диаметром до 75‒140 см в комле.
Распиловка на горизонтальной раме обычно производится одной пилой, но иногда для увеличения производительности устанавливается две и даже три пилы. Однако при этом теряется преимущество индивидуальной распиловки, особенно важной при раскрое ценных пород. Скорость подачи в горизонтальных лесопильных рамах составляет до 3‒ 4 м/мин (10‒15 мм на один оборот вала рамы). Обратный ход тележки происходит со значительно увеличенной скоростью, достигающей 25 м/мин. Ввиду очень малой скорости пиления (3–4 м/мин) горизонтальные лесопильные рамы имеют Kм = 0,5.
Еще в самом конце XX в. были предприняты попытки возродить проектирование и изготовление горизонтальных лесопильных рам. Однако в настоящее время выполнение присущих им операций осуществляется на горизонтальных позиционных ленточнопильных или вертикальных позиционно-проходных ленточнопильных станках.
Оборудование для позиционирования и создания базы. При распиловке искривленных бревен, рассортированных по диаметру вершины, получаются пиломатериалы с обзолом, размеры которого превышают предельно допустимые нормы.
С помощью стандартной ориентации бревен перед распиловкой можно лишь частично сгладить незначительную кривизну бревна.
Рациональное позиционирование пиловочных бревен во время обработки в соответствии с их кривизной, сбежистостью, диаметром и длиной является одним из важных условий высокого выхода пилопродукции.
Удаление части комля при помощи фрезерной головки обеспечивает создание прямолинейной базы, т. е. изменяет расположение конечного пиломатериала внутри бревна таким образом, чтобы максимально сократить размер обзола на выходе.
В настоящее время имеются два основных способа позиционирования пиловочных бревен.
- Применение специальных установок для минимизирования искривления пиловочных бревен с использованием фуговального станка, понижающего влияние комля на выход пиломатериалов, выравнивающего кривизну бревен и способствующего повышению выхода при последующих операциях обработки.
Считается, что использование загрузочного устройства с фуговальным валом позволяет избежать применения дорогостоящих конвейерных установок. Максимальная толщина снимаемого фуговальным станком слоя древесины может составлять около 100 мм при мощности электродвигателя до 55‒75 кВт.
С целью увеличения выхода пиломатериалов фирма «Эстерер ВД» использует световые устройства для замера диаметров и кривизны пиловочника, поворотные устройства для направления искривления бревен вверх, механизмы подачи с их автоматически регулируемым уровнем высоты в зависимости от кривизны, сбежистости, диаметра и длины бревен.
- Позиционирование пиловочных бревен для минимизирования их искривления без использования фуговального станка. Например, в фрезерно-круглопильных линиях НеwSаwSL200 и HewSawSL250 концерна ViestoGroup кантователь бревен измеряет бревно методом трехмерного лазерного измерения формы, поворачивает его с учетом кривизны в разных плоскостях в оптимальное с точки зрения профилирования и пиления положение и подает после центровки в фрезерно-рубительный станок. Все движения бревна оптимизированы и сведены к минимуму. В автоматической системе подачи бревна HewSawLog-In применен двойной роторный кантователь. Бревно измеряется в зависимости от прикладной программы либо в двух направлениях, либо методом трехмерного измерения формы. Персональный компьютер датчика размеров и формы бревна обрабатывает полученные данные и передает месторасположение вершины бревна углу постава, кривизны кантователю бревен и системе управления фрезерно-профилирующим станкам. Когда угол постава по кривизне бревна известен, блок управления кантователем устанавливает натяжные валики под этот же угол.
Автоматическая система подачи бревен HewSawLog-In состоит из измерительного транспортера, датчика измерения размеров и формы бревен, кантователя бревен роторного типа и тематической системы измерения и вращения бревна.
Фрезерно-брусующие станки. Фрезерно-брусующие станки предназначены для получения двухили четырехкантных брусьев и технологической щепы из горбыльной части бревен. В зависимости от назначения щепы (для производства целлюлозы или древесно-стружечных плит) разрабатываются вид, геометрия инструмента и скорость подачи. Качество поверхности брусьев может быть улучшено с помощью подрезных или зачистных пил.
Первые фрезерно-брусующие станки были созданы шведской фирмой Söderhamns на базе целлюлозных рубильных машин, позволяющих производить двух- и четырехкантные брусья без использования пил ‒ путем окантовки бревен методом фрезерования.
Этой же фирмой была предложена схема лесопильного потока на базе двухэтажных лесопильных рам с установкой перед рамами первого и второго ряда фрезерно-брусующих станков. Это обеспечивало повышение производительности лесопильных рам, экономию четырех пропилов с образованием вместо опилок технологической щепы для целлюлозно-бумажного производства, что устраняло необходимость транспортировки и рубки горбылей в рубильной машине. Станки этого типа получили название «Золотая курица».
В лесопильной промышленности фрезерно-брусующие станки стали устанавливаться в составе крупных лесопильных заводов с двухэтажными лесопильными рамами, на которые поступало большое количество тонкомерных бревен на первом проходе для переработки бревен диаметром до 18 см на двухкантные брусья и технологическую щепу. Распиловка двухкантных брусьев на втором проходе осуществлялась на многопильных круглопильных станках типа СБ-8М. Установка фрезерно-брусующих станков перед бревнопильным оборудованием была осуществлена при создании фрезерно-ленточнопильной линии ЛФП-1, а также фрезерно-круглопильных линий ЛФП-2 и ЛФП-3.
К основным данным фрезерно-брусующих станков относятся: высота обработки или толщина вырабатываемого бруса, скорость подачи, мощность электродвигателя каждого фрезерного диска или установленная мощность.
У отечественных фрезерно-брусующих станков ФБС-750М толщина вырабатываемого бруса – 50‒150 мм (диаметр вырабатываемых бревен в вершине 10‒18 см, в комле до 26 см), скорость подачи – 50 м/мин, установленная мощность – 120 кВт, длина бревен – 3,0‒6,5 м, кривизна бревна – до 2%.
Для переработки тонкомерных бревен диаметром в вершине 8‒16 см используется минифрезерно-брусующая линия ФБЛ-16М. Она состоит из подающего устройства, фрезерно-брусующего станка и позадистаночного рольганга. Подающее устройство устанавливает бревно кривизной вниз. Два суппорта, перемещающихся в горизонтальной плоскости, снабжены торцово-коническими двухрезцовыми фрезами и зачистными пилами, приводимыми во вращение двигателями мощностью 30 кВт. Настройка фрез на размер вырабатываемого бруса толщиной 75‒125 мм происходит мерным упором. Для того чтобы вырабатываемый брус не мог повернуться относительно своей оси, в зоне фрезерования бревно опирается на балку с закрепленными ножами. Непосредственно за фрезами расположены направляющие стенки, в которых установлены вытяжные вальцы.
Скорость подачи станка – 36 м/мин, длина бревна – 2‒6 м, общая установленная мощность – 69,1 кВт. Ввиду того что настройка фрез на размер вырабатываемого бруса происходит мерным упором, требуется сортировка бревен перед их обработкой на линии. У фрезерно-брусующего станка шведской фирмы АР1 ВКR-600В максимальная высота пропила (обработки) ‒ 325 мм, максимальный диаметр бревна ‒ 65 см, скорость подачи ‒ 60 м/мин при длине щепы 21 мм, мощность электродвигателя каждого фрезерного диска ‒ 75 кВт.
Фрезерно-брусующие станки устанавливаются также в составе высокопроизводительных круглопильных линий с двухвальной технологией. Минимальное время позиционирования обоих фрезерных суппортов составляет менее 0,5 с при обработке сортированной древесины. Обработка тонкомерной древесины диаметром 7‒16 см в вершине потребовала новых подходов к подаче, базированию и обработке бревен, так как бревна данных диаметров имеют пониженную жесткость и традиционные способы обработки, подачи и базирования не обеспечивают качество получаемых пиломатериалов. Специалистам ООО «Экодрев» (г. Вологда) удалось (в результате проведенных исследований на опытных образцах фрезерных линий) уменьшить влияние сил фрезерования на жесткость обрабатываемого тонкого бревна и исключить деформирование и вибрацию бруса в процессе фрезерования. Новая фрезернопильная линия модели ЛФПТ-180 состоит из четырех основных узлов:
- конвейер подающий;
- фрезерный агрегат;
- пильный узел;
- позадистаночный рольганг.
Линия имеет следующие технические характеристики.
- Характеристики распиливаемого сырья:
- диаметр бревен наименьший (в вершине), мм 70
- диаметр бревен наибольший (в комле), мм 80
- длина наибольшая (рекомендуемая), мм 4000
- длина наименьшая, мм 1500
- Толщина выпиливаемых досок наименьшая, мм 10
- Высота пропила, мм 125
- Скорость подачи, м/мин 10‒20
- Габаритные размеры, мм: длина 11 290
- ширина 2026
- высота 1664
- Масса, кг 4500
- Диаметр пил наибольший, мм 450
- Число пил наибольшее, шт 5
- Суммарная мощность всех электродвигателей, кВт 70
Подающий конвейер обеспечивает надежный зажим, подачу и ориентацию бревна точно по центру относительно фрез, независимо от изменения расстояния между фрезами, что позволяет всегда получать сердцевой равнопрочный по сечению брус.
Фрезерный агрегат принимает ориентированное бревно с подающего конвейера и двумя фрезерными валами со специальными фрезами формирует брус квадратного сечения. Продвижение бруса на ребре и направление усилий фрезерования по касательной к оси бревна уменьшают усилия, влияющие на снижение жесткости бруса. Вытяжные вальцы надежно удерживают брус и исключают его перебазирование в вертикальной и горизонтальной (перпендикулярной оси движения бревна) плоскостях. Вытяжные вальцы являются подающими вальцами в пильный узел.
Пильный узел полностью автономен. Линия может поставляться с ним или без него.
Двухопорный пильный вал расположен под углом 45°. На нем жестко крепятся до пяти пил. Он распиливает брусья на обрезные доски.
Позадистаночный рольганг на повышенной скорости отводит брусья или доски и автоматически сбрасывает их на левый или правый поперечные транспортеры.
Линия ЛФПТ-180 может работать без подсортировки тонкомерного сырья, т. к. перестройка всей линии с одного диаметра обрабатываемых бревен на другой осуществляется в течение нескольких секунд после нажатия одной кнопки управления. Подсортированные по диаметру бревна обрабатываются без межторцовых разрывов, что значительно увеличивает производительность линии.
Производительность линии по готовой продукции составляет:
- по брускам ‒ от 40 до 70 м3 в смену в зависимости от сечения бруса;
- по пиломатериалам ‒ от 35 до 50 м3 в смену.
6. Дефекты распиловки
Причины дефектов, которые вызывают технический брак пилопродукции и снижение ее качества, следующие:
- нарушение правил эксплуатации и технического обслуживания оборудования (лесорамы, тележки и рельсовых путей, направляющего аппарата и других механизмов);
- некачественная подготовка и неправильная установка пил в лесораму;
- неправильная форма бревна (овальность, кривизна, наплывы в комле и т. д.);
- невыполнение рабочим-рамщиком правил распиловки.
Наиболее характерными дефектами распиловки являются крыловатость и кривизна досок, волнообразный пропил, шероховатая, с глубокими рисками поверхность досок, неправильная толщина досок и др. (рис. 2).
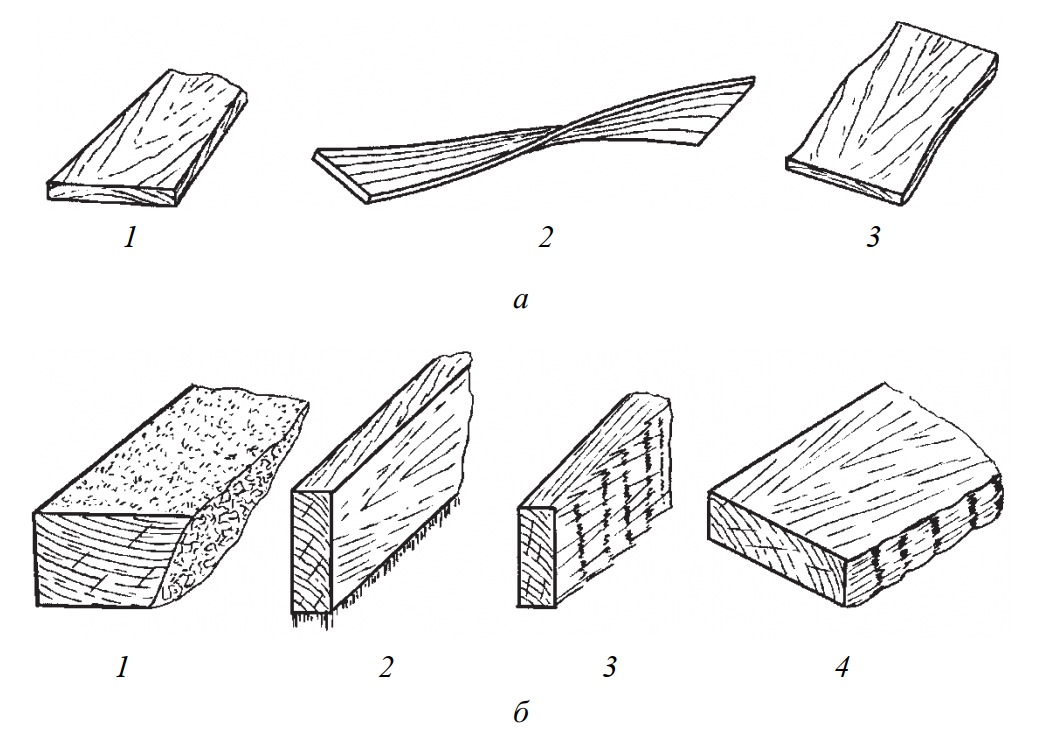
Рис. 2. Дефекты распиловки: а – дефекты формы пиломатериалов: 1 – непараллельность пластей (неправильная толщина); 2 – крыловатость; 3 – волнообразный пропил; б – дефекты поверхности пиломатериалов: 1 – мшистость; 2 – махры (ус); 3 – риски от пил; 4 – вмятины от вальцов
Крыловатость досок вызывается в первую очередь погрешностями технического содержания лесорамы и вспомогательных околорамных механизмов. Например, подающие вальцы не параллельные между собой и не горизонтальные, а перекошенные, рельсовый путь негоризонтальный на некоторых участках, и тележка с бревном наклоняется в сторону снижения рельсов. В этом случае вальцы сводят бревно в сторону и выворачивают его, при наклоне тележки бревно тоже выворачивается и доски получаются крыловатыми. Необходимо ликвидировать перекосы вальцов и отремонтировать рельсовый путь. Крыловатость досок может быть вызвана и другими причинами, например неправильной установкой пил и их подготовкой к работе, неправильной установкой направляющего аппарата, неправильной формой бревна и наличием на его поверхности наплывов и выступающих сучков.
Кривизна досок вызывается следующими причинами:
- 1) рельсовый путь тележки находится не под прямым углом к оси подающих вальцов;
- 2) направляющий аппарат или пилы установлены неперпендикулярно оси подающих вальцов;
- 3) при плющении зубьев пил выполнено неодинаковое уширение их на каждую сторону.
Волнообразный пропил может быть вызван неправильным вальцеванием пил или их неправильной установкой и слабым натягом. Пилы в этом случае «гуляют», их нужно лучше подготовить и поставить в пильную рамку с соблюдением всех правил.
Повышенная шероховатость поверхности досок вызывается затуплением пил, их неправильной установкой (непараллельно ходу пильной рамки, отклонение от вертикали, недостаточный наклон и натяг пил) и подготовкой к работе, а также завышенной посылкой при несоответствующем профиле зубьев пилы.
Глубокие риски на поверхности досок вызываются неправильным разводом или плющением пил (один-два зуба выступают в сторону), а также неправильной установкой пил, слабым их натягом.
Неправильная толщина досок, т. е. выпиливание досок толще или тоньше за номинальную, зависит от подготовки и установки пил, а также от качества и размеров межпильных прокладок.
Когда пилы установлены непараллельно ходу пильной рамки или с отклонением от вертикали, тогда при распиловке они будут расширять пропил и уменьшать толщину досок. Уширение пропила и уменьшение толщины досок будет также при неодинаковой толщине парных прокладок, при большем, чем расчетный, разводе или плющении зубьев пил. Когда развод или плющение пил меньше расчетных, тогда будут получаться толще доски.
Отклонение фактических размеров досок от номинальных приводит к дополнительным затратам древесины. Например, если выпиливают доски толщиной на 1 мм больше, чем номинальная, то на 2–4% уменьшается объемный выход пиломатериалов. Доски, толщина которых получается меньше, чем номинальная, переводятся в следующую (низшую) градацию по толщине, и объемный выход уменьшается уже на 10–12%.
Рамные пилы, порядок их подготовки и установки.
Выбор. Качество распиловки и производительность лесопильной рамы зависят от выбора пил, их подготовки и установки. Рамные пилы выпускают двух типов: тип 1 – с планками; тип 2 – без планок (рис. 3). Пилы типа 1 предназначены для двухэтажных, а типа 2 – для одноэтажных лесопильных рам. Пилы типа 1 выпускают шириной 180 мм, длиной 1250–1950 мм, толщиной 2,0–2,5 мм, а пилы типа 2 – соответственно 160 мм, 1100 и 1250 мм, 1,6–2,2 мм. Профиль зубьев зависит от типа и размеров пил.
Конкретные типоразмеры пил выбирают в зависимости от условий их эксплуатации. Выбор осуществляется по следующим параметрам: типу пил, их длине, толщине полотна и шагу зубьев. Тип и длину пил определяют в зависимости от модели лесорамы (табл. 4).
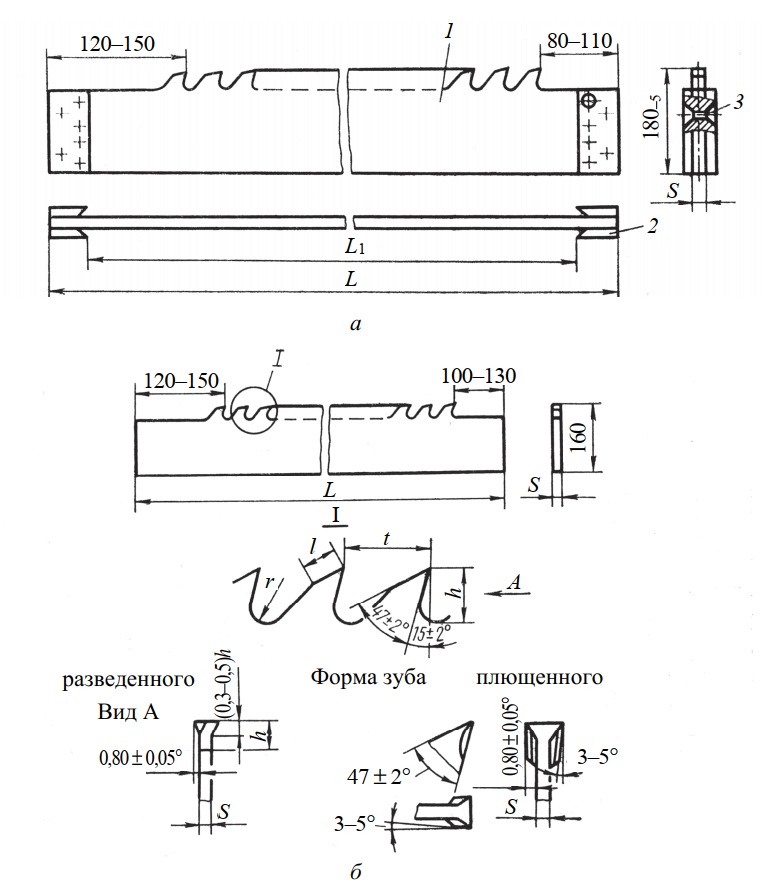
Рис. 3. Рамные пилы: а – тип 1: 1 – полотно; 2 – планка; 3 – заклепка; б – тип 2
При выборе толщины пилы нужно учитывать, что с ее увеличением повышаются прочность пилы и точность распиловки, но возрастают энергозатраты, увеличивается объем опилок и уменьшается объемный выход пиломатериалов. Шаг зубьев влияет на производительность лесорамы. С увеличением шага зубьев растет возможная посылка по работоспособности пил, но одновременно увеличивается и подача на зуб, что вызывает увеличение шероховатости поверхности досок.
Таблица 4. Выбор рамных пил
Подготовка. Качество пиломатериалов зависит от подготовки и установки пил в лесораму. Технологический процесс подготовки пилы включает следующие операции:
- 1) очистку поверхности пилы от опилок и остатков смолы, что остались на ней после эксплуатации;
- 2) осмотр и обнаружение трещин и поломок зубьев, контроль состояния полотна;
- 3) вальцевание полотна пилы для придания начального напряжения;
- 4) плющение и формование зубьев;
- 5) заточку зубьев;
- 6) заключительный контроль качества подготовки пилы.
Если обнаруживают трещины, поломку зубьев или другие повреждения, то осуществляют необходимые ремонтные операции. Для подготовки и контроля состояния пил применяют разнообразное оборудование и приборы. Вальцевание выполняют на вальцовочных станках ПВ-20 и ПВ-35, плющение и формование зубьев пил – на полуавтоматах ПХФ-2 и ПХФ-3, заточку зубьев – на полуавтоматических станках ТчПА-3, ТчПА-4, ТчПА-5, ТчПА-6 и ТчПА-7.
В последнее время для повышения стойкости зубьев пилы применяют способ оснащения зубьев износоустойчивыми сплавами – стеллитом типа Пр-ВЗК и Пр-ВЗКР. Это позволяет повысить стойкость зубьев в 2,5–3,5 раза. Повышение стойкости увеличивает период работы пил без смены, позволяет повысить производительность лесорамы и качество пиломатериалов, а также уменьшить расход пил на 30–35%.
Установка. Установка и натяжение пил в пильной рамке осуществляются с помощью специальных захватов и межпильных прокладок. Захваты должны обеспечивать надежное и быстрое закрепление и натяжение пил, замену отдельных пил в случае их поломки, быть простыми и прочными. Схема установки пил в эксцентриковые захваты приведена на рис. 4.
Для закрепления пил в боковом направлении и установки расстояния между ними используют межпильные прокладки, которые зажимают вместе с пилами струбцинами (рис. 5).
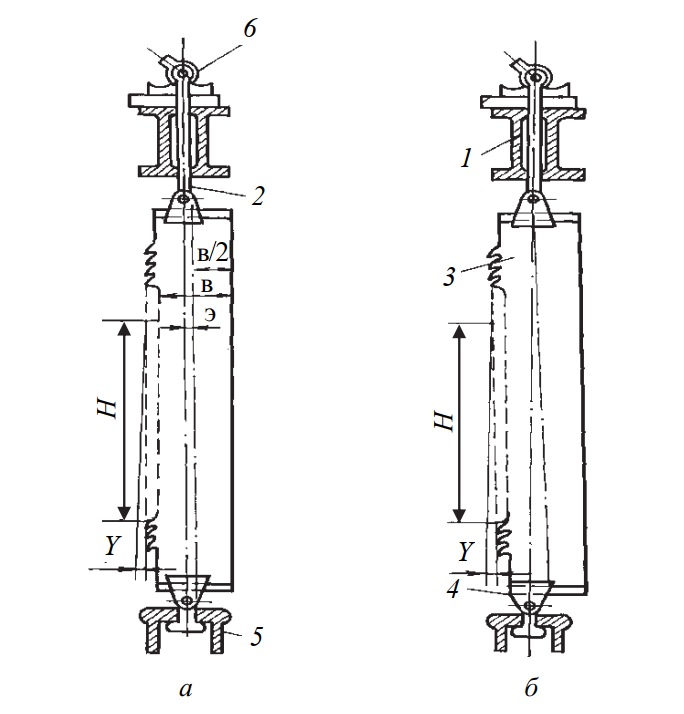
Рис. 4. Установка пил в захватах: а – пильная рамка установлена с уклонам, соответствующим величине посылки; б – пильная рамка установлена без уклона; 1 – верхняя поперечина пильной рамки; 2 – захват верхний; 3 – пила; 4 – захват нижний; 5 – нижняя поперечина пильной рамки; 6 – эксцентриковый захват
Рис. 5. Струбцины для зажима пил в пильной рамке: а – распорные с одним подвижным болтом; б – распорные с двумя подвижными болтами; 1 – пилы; 2 – межпильные прокладки; 3 – болты; 4 – стойки пильной рамки
Струбцины закрепляют сверху и снизу на стойках пильной рамки. Межпильные прокладки могут быть сделаны из древесины, металла или полимерных материалов (рис. 6).
Рис. 6. Межпильные прокладки: 1 – деревянные; 2 – металлические; 3 – комбинированные
Технология установки пил включает следующие операции:
- подбор пил и прокладок для формирования заданного постава;
- установку пил с наклоном режущей кромки;
- закрепление пил в боковом направлении;
- выверку их положения в пильной рамке;
- натяжение пил.
Особое внимание необходимо обращать на подбор по толщине парных прокладок: верхних и нижних, которые формируют одну и ту же доску постава.
Чтобы пилы не терлись о дно пропила при холостом ходу пильной рамки, их устанавливают в поставе с уклоном. Оптимальная величина уклона Y зависит от величины посылки Δ . Для лесорам с непрерывной подачей Y = 0,5 Δ + (1–2) мм.
Необходимый уклон пил можно получить за счет уклона пильной рамки или за счет смещения концов пил в захватах. От правильности и точности установки пил зависит точность пиломатериалов по размерам и форме. Пилы в поставе должны быть установлены параллельно направлению подачи бревна и направлению движения пильной рамки.
Выверку пил в пильной рамке выполняют с помощью специальной линейки и угольника (рис. 7).
Рис. 7. Линейка и угольник для выверки положения пил в пильной рамке: 1 – линейка; 2 – угольник; 3 – пилы
Линейку устанавливают на станину лесорамы так, чтобы ее кромка была перпендикулярна движению бревна. При правильном положении пилы кромка угольника, который установлен на линейке, должна плотно прилегать к пиле по всей ширине. При выверке параллельности пил движению пильной рамки угольник прижимают к пиле, по прорези линейки к угольнику перемещают упор и закрепляют его гайкой. Угольник снимают с линейки, опускают пильную рамку с пилами в нижнее положение и снова прижимают угольник к упору. Если угольник при этом не совпадает с поверхностью пилы или с упором, то его необходимо переместить вверх постава вправо или влево струбцинами.
7. Инновационные технологии лесопиления
Рациональный раскрой сырья с учетом его индивидуальных особенностей (размеров, формы, наличия пороков) осуществляется ленточнопильными станками, которые обеспечивают сравнительно меньшие потери в опилки. Например, на рис. 8 показана схема лесопильного цеха на основе ленточнопильных станков (США).
Рис. 8. Схема лесопильного цеха на базе ленточнопильных станков (США): 1 – измерительное устройство; 2 – головной ленточнопильный станок с фрезерной приставкой и возвратно-поступательным устройством с торцовыми зажимами для подачи бревен; 3 – четырехпильный ленточнопильный станок для распиловки бруса; 4 – горизонтальный ленточнопильный станок для распиловки толстых досок; 5 – фрезерно-обрезные станки; 6 – поперечный цепной конвейер для досок;7 – возвратный конвейер; 8 – многопильный торцовочный станок
Бревна перед поступлением в станок проходят через измерительное устройство, передающее информацию о его размерах и качестве в ЭВМ, которая выбирает оптимальную схему раскроя каждого бревна и руководит позиционированием пил ленточнопильных станков. Брус от первого станка поступает на второй станок и распиливается на доски заданных размеров. Боковые доски, кратные по толщине, поступают на горизонтальный делительный станок, а доски с обзолом – на фрезернообрезные станки. Потом их подают на многопильный торцовочный станок и дальше – на сортировочное устройство.
Отметим, что в данной технологии предусматривается выпиловка толстых (кратных по толщине) досок, а затем эти доски по необходимости распиливают по толщине на станке, на котором установлены тонкие пилы. При этом сокращаются потери древесины в опилки и повышается объемный выход пилопродукции.
Для обмера и оценки индивидуальных особенностей бревен применяют оптические измерительные устройства, электронные сканеры и ЭВМ, с помощью которых выбирают оптимальную схему раскроя бревен и досок и управляют оборудованием. Примером автоматизированного измерительного устройства может быть оптико-измерительный комплекс, разработанный в БГТУ.
Лазерные системы оптимизации раскроя лесоматериалов с использованием ЭВМ для управления технологическим процессом являются базой для внедрения информационных технологий в лесопильном производстве. В системах автоматизированной обрезки необрезные доски перед обрезкой проходят через специальное сканирующее устройство (рис. 9), подающее информацию об их размерах и качестве в ЭВМ, которая выбирает оптимальную схему раскроя каждой доски и управляет установкой режущих инструментов фрезерно-обрезного станка. При этом учитываются не только размеры доски, но и наличие пороков древесины (сучки, трещины и т. д.).
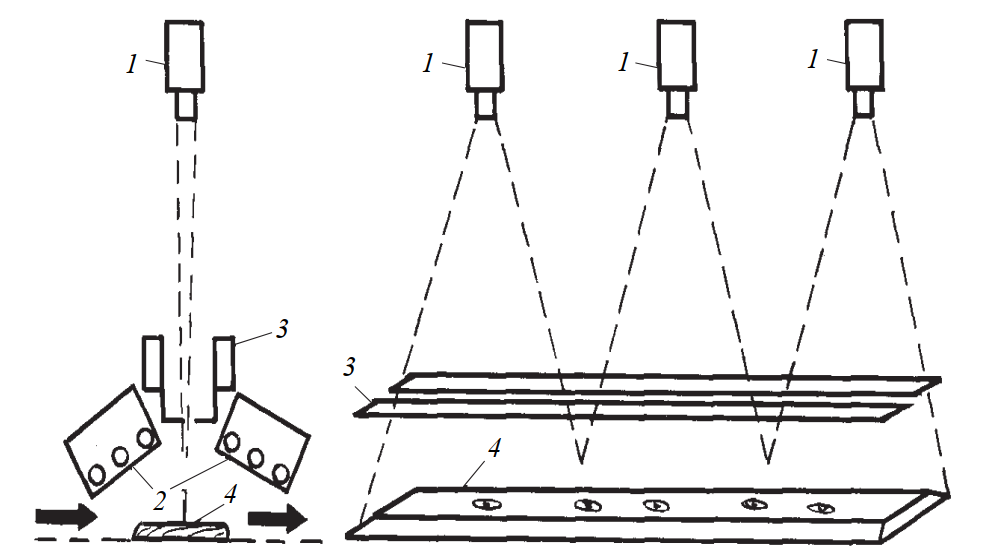
Рис. 9. Схема системы управления автоматизацией обрезки досок (Финляндия): 1 – фотоэлектронные камеры; 2 – осветители; 3 – снимающий растр; 4 – необрезная доска
Решение задачи рационального раскроя бревен имеет важное значение в условиях значительного ухудшения размерно-качественной характеристики сырья, которое поступает в распиловку, резкого повышения цен на сырье и пиломатериалы, приватизации предприятий.
В связи с уменьшением запасов качественного хвойного сырья особого внимания заслуживает использование в лесопильном производстве низкокачественной, мелкой и лиственной древесины. Это, в свою очередь, вызывает необходимость разработки особой технологии и оборудования, потому что переработка такого сырья в типовых лесопильных потоках не всегда эффективна.
Технологический процесс переработки сырья мягких лиственных пород должен обеспечить возможность выполнения в одном потоке (цехе) всех технологических операций – от распиловки бревен до раскроя досок на заготовки и их сушки. Такая технология предусматривает переработку сырья без дополнительных затрат на транспортировку, формирование и разборку пакетов досок, их хранение и т. д. При этом предотвращается повреждение их дереворазрушающими грибами, что происходит при длительном хранении в пакетах, особенно в летний период.
Переработка сырых досок в лесоцехе дает возможность более эффективно использовать отходы, которые будут сконцентрированы в одном месте. Для переработки бревен, имеющих кривизну, немецкая компания EstererWDGMBH разработала технологию ArcoLine, которая включает современные трехмерные системы сканирования и комплексные программы оптимизации фрезерования и раскроя. Обработка бруса по всей длине фрезерными дисками осуществляется строго по выбранной дуге. Распиловка по дуге четырехкантного бруса ведется при помощи жестко установленных пил. Все это обеспечивает максимальный выход пилопродукции (рис. 10).
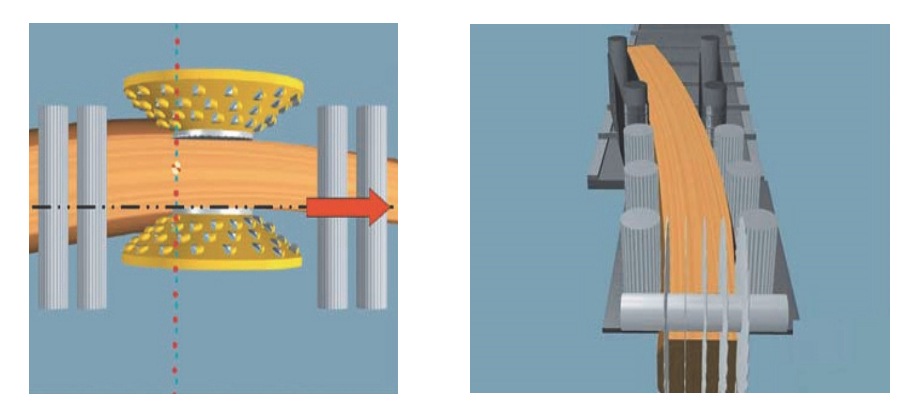
Рис. 10. Схема распиловки и фрезерования по технологии ArcoLine
Радиальные пиломатериалы, которые широко используются в производстве клееных щитов и брусьев, можно выпиливать на круглопильных станках с угловым расположением пильных дисков.
Автоматизированный угловой бревнопильный станок «Барс-4» (Россия) (рис. 11) оснащен программным обеспечением, которое позволяет выбрать оптимальную схему распиловки в зависимости от геометрических параметров бревна и требуемых размеров пиломатериалов. На неподвижной станине станка закрепляется бревно, а портал с двумя вертикальными и двумя горизонтальными пилами перемещается по направляющим. При этом из бревна выпиливают пилопродукцию заданных размеров (доски, бруски, брусья) с требуемым расположением годовых слоев и пласти (радиальные, тангенциальные). Производительность станка составляет 20–25 тыс. м3 бревен в год. Диаметр перерабатываемых бревен – до 80 см.
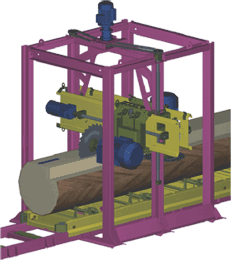
Рис. 11. Схема механизма резания станка с угловым расположением пил
С развитием целлюлозно-бумажного производства, сырьем для которого является технологическая щепа, получают распространение фрезерно-брусующие линии с использованием технологии профилирования. Например, на рис. 12 показана схема профилирования бруса на линии немецкой фирмы SABSage-werksanlagehGMBH. При этом обеспечиваются высокая производительность и производство высококачественной пилопродукции и технологической щепы.
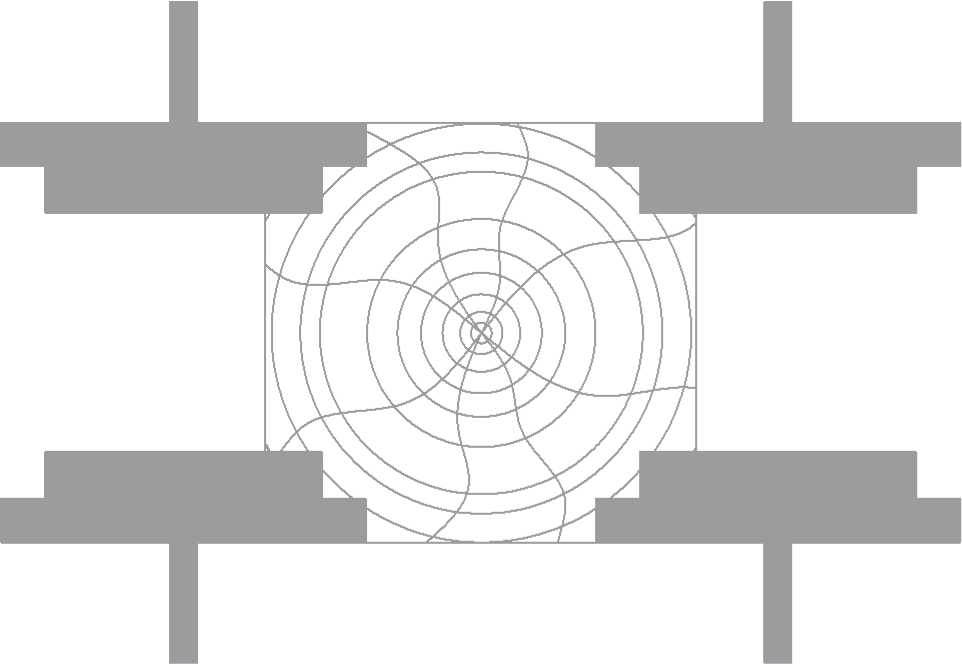
Рис. 12. Схема профилирования бруса
Фирма SAB ведет проектирование лесопильных линий согласно концепции модульного наращивания производственных мощностей. Она производит установки для переработки от 50 000 м3 до 500 000 м3 круглых лесоматериалов в год.
8. Модульный принцип проектирования лесопильных линий
В современной мировой практике переработки бревен, наряду с традиционным лесопильным оборудованием, широко применяются лесопильные линии на основе функциональных модулей.
Функциональный модуль – это механизм (станок) определенного назначения, который может работать как самостоятельно, так и в составе линии. Он имеет присоединительные габаритные размеры, одинаковые с другими модулями. Таким образом, требуемая линия по переработке бревен компонуется путем последовательного присоединения различных функциональных модулей друг к другу.
Создание оборудования из функциональных модулей, по словам проф. Калитеевского Р. Е., позволяет решить проблему быстрой перекомпоновки линий с учетом выпуска требуемой пилопродукции и повышения производительности цеха. Это также важно, т. к. сокращаются сроки производства и внедрения оборудования.
В качестве примеров компоновки технологических линий по переработке бревен рассмотрим следующие функциональные модули:
- фрезерно-брусующий станок;
- вертикальный ленточнопильный станок;
- спаренные ленточнопильные станки;
- встроенные ленточнопильные станки.
В зависимости от требуемой производительности по переработке сырья и размеров бревен могут создаваться линии с рециркуляцией (петлей возврата) брусьев или с прямолинейной подачей их на переработку. Вариант I предусматривает переработку бревен и двухкантных брусьев на фрезерно-брусующем станке и распиловку бревен и брусьев на вертикальном ленточнопильном станке.
В варианте II для распиловки бревен и брусьев после фрезернобрусующего станка установлены спаренные ленточнопильные станки. При переработке крупных бревен за фрезерно-брусующим станком устанавливают встроенный ленточнопильный станок, который предназначен для распиловки боковых зон бревен и двухкантных брусьев двумя пилами, а четырехкантный брус – тремя пилами на четыре обрезные доски (вариант III).
Также на этой линии можно из крупного бревна выпилить два бруса, а затем их переработать на доски.
В указанных вариантах применяются гибкие (регулируемые) постава, т. е. предусмотрено позиционирование режущих инструментов в зависимости от размеров перерабатываемых бревен и выпиливаемых пиломатериалов.
Если необходимо увеличить производительность линий по распиленному сырью, то можно последовательно устанавливать дополнительные функциональные модули.
В технологической линии по варианту I установлены два модуля в составе фрезерно-брусующих станков со спаренными ленточнопильными станками, а также модуль со встроенными ленточнопильными станками. В этой линии бревно и двухкантный брус проходят последовательно через фрезерно-брусующие и спаренные ленточнопильные станки. В результате получаются необрезные доски и четырехкантный брус. Необрезные доски передаются на фрезерно-обрезные станки, а четырехкантый брус распиливается на встроенном ленточнопильном станке на четыре обрезные доски.
При переработке бревен крупных диаметров в линию могут быть включены за фрезерно-брусующими станками счетверенные ленточнопильные станки для переработки боковых зон бревен и брусьев на четыре доски (вариант II). Четырехкантный брус распиливается на встроенном ленточнопильном станке на четыре обрезные доски.
ТОП-42 бизнес-идеи в сфере производства: инвестиции, условия, окупаемость
Изготовление и сбыт собственной продукции – прибыльное, но долгосрочное направление. Бизнес-идеи по производству отличаются крупными вложениями, сложной организацией, но большими перспективами в отношении прибыли и оборотов. Сегодня существует не один десяток отличных идей для бизнеса на производстве. Для тех, кто не привык мелочиться, и уверен в себе, мы подготовили 42 варианта для запуска идеального производственного проекта.

Содержание
Стоит ли открывать производство
Запуск нового бизнеса преследует определенные цели. Для одних предпринимателей – это быстрые обороты, другие хотят заработать на внедрении нового продукта, у третьих успех ассоциируется с узнаваемостью бренда. Но все убеждены, что бизнес должен приносить стабильную прибыль, независимо от выбранной сферы и вида предпринимательской деятельности.
Производство – это одно из непростых направлений бизнеса. Чтобы в нем преуспеть, нужно:
- быть готовым к изучению важных тонкостей выбранного направления;
- знать до мелочей каждый этап производственного цикла;
- иметь достойный начальный капитал;
- рассчитывать на долгосрочные перспективы.
Если вы мечтаете о скоростных товарооборотах, быстрых деньгах, выбирайте торговлю. Производство подходит тому, кто готов к долгому и кропотливому пути от создания качественной продукции до популярности бренда на рынке. Чтобы добиться процветания, предпринимателю предстоит запастись трудолюбием и терпением.
Это большой бизнес, которые принесет миллионные доходы. И если у вас есть импульс, но нет гениальной задумки для старта, мы провели анализ и подобрали для вас лучшие бизнес-идеи в производстве.

Производство кроватей в стиле Hi tech
Продукция общего потребления интересна широкой целевой аудитории. К таким товарам можно отнести мебель, поэтому производить ее выгодно. Средние характеристики мебельного мини производства, специализирующегося на изготовлении кроватей в стиле Hi tech:
- Стартовый капитал – 1 200 000 р.
- Окупаемость – 9 мес.
- Рентабельность – 39 % (достигает 300 %!)
- Чистая прибыль – 530 000 р.
Строгие черты и стиль, четкие геометрические формы, никаких завитушек, ярких пятен и других ненужностей, максимум комфорта и функционала – это лишь часть характеристик кроватей в стиле Hi tech. Бонусом к преимуществам станет довольно демократичная цена – от 8000 рублей, поэтому такая мебель пользуется хорошим спросом на рынке.
Плюсом организации производства стильных кроватей станут сравнительно небольшие первоначальные инвестиции. Затраты будут направлены на закупку оборудования, сырья, ремонт помещения. Львиную долю ежемесячных расходов съедает аренда помещения (в среднем 50 000 р.), поэтому на первых порах многие предприниматели открывают этот бизнес в гараже.
Со временем, когда производство переходит в разряд масштабных, снимают большую площадь под производственный цех. Окупаемость проекта менее 1 года, а если заняться изготовлением дизайнерских хай-тек кроватей на заказ, отбить инвестиции получится гораздо быстрее.
Производство керамической плитки
Люди занимаются ремонтом независимо от экономических трудностей, поэтому бизнес в сфере изготовления строительных материалов стабилен. Главное, правильно войти на рынок и заинтересовать потребителя качественной продукцией. Большим спросом пользуется керамическая плитка, ее используют практически при каждом виде ремонтных работ. К тому процесс изготовления кафеля легко освоить, так что это отличная бизнес-идея.
- Начальные вложения – 3 000 000 р.
- Период возврата инвестиций – 16 мес.
- Рентабельность – 20 %
- Чистая прибыль – 240 000 р.
Керамическая плитка имеет много разновидностей, поэтому с ассортиментом лучше определиться еще на старте, перед закупкой производственной линии. Оборудование – это самая внушительная статья расходов. Чтобы запустить бизнес производство, нужно арендовать цех, желательно рядом с крупными поставщиками, чтобы сократить логистические издержки.
Чтобы производство успешно развивалось и приносило хороший доход, важно разработать эффективную маркетинговую и рекламную кампанию. Нельзя забывать, что строительный бизнес зависит от сезона. Летом ажиотаж больше, поэтому зимой можно заняться обновлением ассортимента продукции.

Производство пластиковых окон
Сегодня оконный бизнес довольно масштабный, предложений на рынке много. Войти в него можно по-разному, всё зависит от задумки. Если открывать небольшой цех, можно начать с небольшими вложениями, крупные инвестиции понадобятся при организации собственного завода. В виду специфичности бизнеса, эксперты рекомендуют начать с малого и постепенно наращивать обороты.
- Начальные вложения – от 800 000 р.
- Окупаемость – 7 мес.
- Рентабельность – 19 %;
- Чистая прибыль – 180 000 р.
Предприниматель, который решил открыть бизнес по производству окон, должен учитывать сезонный спрос на продукцию. Он начинается с апреля и продолжается до начала осени. Немаловажным является и концепция работы – можно ограничиться процессом изготовления, или предлагать дополнительные услуги по установке окон, развить дилерскую сеть.
Перед открытием понадобится позаботиться о получении разрешительных документов, сертификатов, лицензий. Проблемой может стать подбор персонала – это должны быть опытные мастера, ведь качество продукции – это один из критериев, влияющий на успех. Определяющее значение имеет стабильный рынок сбыта. У мелких производителей со временем появляются постоянные клиенты. Увеличить объемы реализации можно, если участвовать в выставках, представлять образцы продукции в магазинах, проводить акции.
Изготовление гипсокартона
Постоянно растущий спрос стимулирует открытие производства гипсокартона. Недорогой и экологичный материал часто используется для строительства и ремонта. К сожалению, российский гипсокартон по объемам продаж часто проигрывает зарубежному, поэтому в качестве конкурентов правильно рассматривать не только с отечественные, но и иностранные компании. Для малого бизнеса интерес представляет открытие мини-завода.
Прогноз в цифрах:
- Стартовый капитал – 8 000 000 р.
- Окупаемость – 1,5-2 года
- Рентабельность – 60 %
- Чистая прибыль – 950 000 р.
Расчеты относятся к изготовлению с производительностью 200 листов гипсокартона в день. Стоимость такого оборудования – от 5 000 000 р., монтаж и доставка – 500 000 рублей. Для такой линии потребуется большое отапливаемое помещение (температура не должна опускаться ниже 16 градусов) – минимально 600 кв. м. со всеми коммуникациями.
От скорости сбыта зависит оборот и прибыль предприятия, поэтому о реализации стоит позаботиться заранее. Это могут быть оптовые базы, строительные магазины, ИП, которые торгуют гипсокартоном в мелких розничных точках, на рынках.
Изготовление гвоздей
Продолжая тему строительного бизнеса, рассмотрим изготовление гвоздей. Изготовление сопряжено с малыми рисками, небольшими требованиями к организации, помещению для изготовления гвоздей. Кстати, это отличная идея для бизнес производства в гараже. Для штамповки можно приобрести подержанную производственную линию, ее стоимость 250 000 рублей. Для ее обслуживания достаточно одного человека, поэтому в первое время можно сэкономить на оплате труда персоналу.
На что может рассчитывать предприниматель:
- Начальные вложения (с учетом нового оборудования) – 900 000 р.
- Окупаемость – 9 мес.
- Рентабельность – 14 %
- Чистая прибыль – 100 000 р.
Сырье для гвоздей – это стальная проволока. Ее закупают в больших бобинах, проблем с сырьем не возникает, существует много поставщиков, готовых работать на взаимовыгодных условиях. Процесс изготовления прост и полностью автоматизирован. Оператору достаточно следить за процессом, вовремя заправлять проволоку и проводить регулярную чистку оборудования. Сбыт готовой продукции осуществляется на вес, чаще всего тоннами. Закупают гвозди крупные оптовики, строительные магазины, мелкие предприниматели.

Производство сырков
Сладкая творожно-масляная масса в шоколадной глазури пользуется большой популярностью среди взрослых и детей, поэтому идею открытия бизнеса по производству сырков можно рассматривать, как одну из самых высокорентабельных. При относительно небольших затратах на старте, предприятие дает колоссальную прибыль (крупные производители поднимают по 4 млн $ ежемесячно).
Ориентировочные цифры для мини-завода со средней производительностью (2000-4000 штук в час):
- Начальный капитал – от 3 600 000 р.
- Окупаемость – 1,5 года
- Рентабельность – 50 %
- Чистая прибыль – 600 000 р.
Под производственную линию классической комплектации понадобится площадь не менее 130 кв. м. Помещение должно соответствовать санитарным и гигиеническим нормам, важно оснастить его холодильным оборудованием. Пищевая промышленность – это большая ответственность, предпринимателя ждет пристальный контроль надзорных органов. Для обслуживания такой линии достаточно трех сотрудников.
Определяясь с ценовой политикой, важно определить, какими будут сырки? Из натуральных ингредиентов, но дорогие и вкусные, или с заменителем молочного жира и со средними вкусовыми качествами, но привлекательными по цене. Закупать сырье можно у производителей молочной продукции или у фермеров. Снизить затраты можно, организовав собственную молочную ферму для изготовления сырков.
Изготовление чехлов для телефонов
Сегодня, только у младенцев нет телефонов, остальные слои населения, от бабушек до деловых людей, имеют средства мобильной связи. Это дорогая техника, поэтому ее нужно защищать от царапин, грязи, ударов. Чехол может стать не только защитой, но и украсит телефон, сделает его оригинальным.
Производство чехлов – это простой и незатратный бизнес. Он бывает 2 видов – можно шить чехлы самостоятельно или осуществлять печать изображений на заготовках. Ожидаемые показатели бизнеса:
- Начальный капитал – от 100 000 р.
- Окупаемость – 5 мес.
- Рентабельность – 55 %
- Чистая прибыль – от 25 000 р.
Организация производственного процесса заключается в закупке оборудования и сырья. Работать можно в небольшом помещении (10-12 кв. м). Для этого необязательно специально арендовать помещение, это подходящая идея для «домашнего» производства. Себестоимость чехла – 50-120 рублей, а розничная цена – 150-550 рублей.
Чтобы бизнес приносил хорошую прибыль, важно позаботиться о рынке сбыта. Продавать аксессуары можно оптовикам, которые занимаются торговлей гаджетами, через социальный сети, собственный сайт, но это потребует дополнительных вложений (от 50 000 р.).

Изготовление утеплителя для стен
Производство теплоизоляционных материалов – это отличная бизнес-идея для мужчин в сфере производства. Утеплитель используют для стен, пола, кровли. Себестоимость 1 кв. м – 500 рублей, а цена для потребителя возрастает до 3000 рублей. Учитывая большой спрос и широкую сферу применения, изготовлением утеплителя заниматься очень выгодно.
- Первоначальный капитал – от 40 000 000 р.
- Окупаемость – 1,5 года
- Рентабельность – 40 %
- Чистая прибыль — 5 000 000 р.
Изготовление утеплителя – сложный технологический процесс, требующий полной автоматизации. Для этого к производственной линии потребуются штабелеры и погрузчики. Начинающие предприниматели начинают запуск бизнеса по производству утеплителя с линии малой или средней мощности. Расширение планируют после того, как будут отлажены каналы сбыта.
Прибыль зависит от объема продаж, поэтому заниматься анализом ниши, изучением уровня конкуренции и потребностей покупателей, стоит еще на старте предприятия. Готовую продукцию можно предлагать частным строителям, крупным оптовикам, специализированным магазинам. Идеально, если у предпринимателя появятся постоянные клиенты, которым регулярно будут требоваться крупные партии утеплителя.
Поэтому стоит подготовить интересные коммерческие предложения местным подрядчикам.

Производство пельменей
В ритме жизни современного человека времени на приготовление домашней еды практически не остается, поэтому пищевые полуфабрикаты, как вид быстрой вкусной и калорийной пищи, составляют большую часть рациона. Пельмени занимают лидирующие позиции, благодаря простоте приготовления и относительной дешевизне. Бизнес в сфере производства пельменей хорошо развит, но это не мешает найти свое место в прибыльном сегменте.
Условия и потенциальные показатели эффективности проекта:
- Стартовые вложения – от 700 000 р.
- Окупаемость – 9 мес.
- Рентабельность – 21 %
- Чистая прибыль – 120 000 р.
Часть средств направляется на формирование основных фондов (закупку оборудования, инвентаря), другая часть формируется в виде резерва до выхода предприятия на окупаемость. В большинстве случаев пельмени готовят по классическому рецепту и продают замороженными на вес. Пельменный бизнес не подвержен сезонности. Спад наблюдается во время поста, поэтому ассортимент можно расширить постными пельменями и заменить начинку из мяса овощами.
Риски для пельменных предприятий заключаются в борьбе с конкурентами в отношении стоимости продукции. Лояльность покупателей можно заслужить качественной продукцией, но для новичков это может стать проблемой. Пристальный контроль качества необходим на каждом этапе процесса изготовления. От этого зависит репутация и финансовый успех компании.
Производство колбасы
Согласно статистике, колбаса набирает обороты, ежегодно наблюдается восьмипроцентный прирост. Колбаса является распространенным мясным деликатесом, ее покупают к праздничному и повседневному столу. Несмотря на наполненность рынка, колбасный бизнес – высокодоходное и быстро окупаемое предприятие, но он имеет много нюансов и сложностей, как и любое пищевое бизнес производство.
- Начальные вложения – 950 000 рублей
- Окупаемость – 2-4 месяца
- Рентабельность – 30 %
- Чистая прибыль – 300 000 рублей
Чтобы открыть бизнес по производству колбасы, нужно определиться, в каком ценовом сегменте собирается работать предприниматель. Эксперты советуют выбирать среднюю стоимость, чтобы не страдало ни качество продукции, ни интерес потребителей. Для небольшого производства потребуется арендовать помещение, минимальная площадь – 50 кв. м., такой цех способен производить 200 кг колбасы за восьмичасовую смену.
От качества продукции зависят объемы продаж и финансовая эффективность предприятия, поэтому важно позаботиться о качественном сырье и строгом соблюдении технологии изготовления. Но изготовить вкусную колбасу, это еще полдела, важно наладить сбыт. Это могут быть продуктовые магазины, оптовые базы, ларьки, заведения общепита.
Производство сахара
Сахарная промышленность – выгодная бизнес-идея для производства, требующая больших капиталовложений. Это крупная отрасль, которая устойчива к экономическим колебаниям. Сахар относится к однокомпонентным продуктам, для изготовления которых нужен только один вид сырья. Это уменьшает затраты, а уровень потребления при этом не снижается.
Начальные инвестиции зависят от закупочной стоимости оборудования и производительности предприятия:
- мощность 10 т в сутки – 20 000 $
- 15 т – 100 000 $
- на 50 т – 200 000 $
Показатели сахарного бизнеса (минимальные):
- Стартовый капитал – 6 000 000
- Окупаемость – 1,5 года
- Рентабельность – 25 %
- Чистая прибыль – 800 000 рублей
Сахар можно получать из сахарной свеклы или «кубинского» сахара (неочищенное сырье, произведенное из сахарного тростника). Чтобы работать на полную мощность, линия должна функционировать круглосуточного 3-4 месяца, после чего она ремонтируется и запускается вновь.
Кроме производственной линии понадобится упаковочное оборудование. Самый простой вариант – фасовать сахар в мешки, но покупателя привлекает красивая упаковка, поэтому маркетологи рекомендуют правильно преподнести товар потребителю. Оригинальная подача и продвижение собственного бренда обеспечит узнаваемость продукта и большие обороты.

Производство сухариков и чипсов
Продолжаем обзор лучших бизнес-идей по производству в пищевой отрасли. Большую привлекательность для предпринимателей представляет изготовление любимого перекуса подростков и молодых людей – чипсов и сухариков. Процесс изготовления продукции простой, к тому же в этот бизнес можно войти с небольшими вложениями.
- Стартовые инвестиции – 800 000 р.
- Окупаемость – от 6 мес.
- Рентабельность – 35 %
- Чистый доход – 100 000 р.
Большая часть инвестиционных средств уйдет на закупку оборудования, остальные деньги на аренду помещения, оплату труда сотрудникам, для оборотных расходов. Ими желательно запастись на первые полгода, пока производство не «станет на ноги».
Чтобы экономическая эффективность изготовления сухариков и чипсов была на высоте, начать нужно с составления подробного бизнес-плана. Оценивая конкуренцию, стоит обратить внимание на охват регионального рынка. Несмотря на широкий выбор продукции, перенасыщения в данной нише не наблюдается. Основные конкуренты – это крупные федеральные производители и зарубежные бренды, поэтому при правильной организации производство сухариков и чипсов – довольно прибыльное направление.
Производство туалетной бумаги
В последние годы рынок гигиенических товаров динамично развивается.
Сегодня только ленивый не открывает бизнес по производству туалетной бумаги. Радует производителей и выбор потребителей – большинство отдает предпочтение более дорогой 2-х или 3-х слойной бумаге, а не дешевой однослойной. Эксперты уверены, что мелкий производитель, которые не делает упор на качество, вряд ли выдержит конкурентную борьбу с гигантами данной отрасли. Поэтому, если вы решили приумножить капитал на изготовлении туалетной бумаги, к делу нужно подойти серьезно.
Вложения и перспективы:
- Стартовый капитал – 4 200 000 р.
- Окупаемость – 1,5 года
- Рентабельность – 14 %
- Чистая прибыль – 270 000 р.
Для запуска изготовления необходимо зарегистрировать бизнес, арендовать помещение под производственный цех (от 100 кв. м). Для его оснащения подойдет автоматическое или полуавтоматическое оборудование:
- станок перемоточный;
- втулочный;
- отрезной;
- упаковочный.
Следующий шаг – это найм персонала: технолога, кладовщика, бухгалтера и водителя, если запланирована доставка продукции. Налаживая каналы сбыта, помните, что ваш покупатель оптовый. Его не нужно удивлять яркой упаковкой, лучше подготовить пару интересных коммерческих предложений.

Производство мыла
Предпринимателям, которые хотят исключить сезонность в бизнесе, стоит присмотреться к собственному производству мыла. Продажи этого товара не зависят от времени года, стабильный спрос есть всегда. К тому же рынок нельзя назвать насыщенным, поэтому есть перспективы развития.
Общие показатели мыла:
- Начальный капитал – 2 500 000 р.
- Окупаемость – 1,5 года
- Рентабельность – 40 %
- Чистая прибыль – 150 000 р.
Цифры приведены для предприятия, «домашнее производство» можно начать с 5000 рублей. Кроме того, если нет достаточного опыта и желания развиваться самостоятельно, можно воспользоваться франчайзинговым предложением.
Если вы решили открыть свой бизнес по производству мыла, вам понадобится помещение площадью не менее 60 кв. м. Оборудование включает специальный миксер, мельницу с бегунками, аппарат для штамповки, резки, холодильную систему, транспортировочную ленту, возвратный агрегат.
Если мыло будет содержать натуральные компоненты, нужно позаботиться о правильной упаковке. Чтобы сохранить аромат, обычный полиэтилен или бумага не подойдет, первый упаковочный слой для такой продукции – целлофан, второй – крафтовая бумага. Сбывать мыло можно через магазины, аптеки, оптовые базы.
Производство одежды
Изготовление востребованных товаров всегда сопряжено с достойной прибылью и жесткой конкуренцией. Одежду можно отнести к числу товаров, которые остро требуются в повседневной жизни. Конечно, в период экономического кризиса потребители могут ограничиться минимумом и увеличить срок эксплуатации, но полностью отказаться от приобретения одежды невозможно.
Показатели для бизнес-идеи по производству одежды:
- Стартовые инвестиции – от 2 000 000 р.
- Окупаемость – 9 месяцев
- Рентабельность – 35 %
- Чистая прибыль – 250 000 р.
В швейном производстве существует 2 вида стратегии развития бизнеса: создать и продвигать собственный бренд или быть подрядчиком и сосредоточиться на пошиве крупных заказов. Первый вариант более интересный и перспективный, но тогда нужно заняться поиском талантливого дизайнера и грамотного маркетолога.
Чтобы швейное производство было прибыльным, придется успевать за мировыми тенденциями в мире моды, которые молниеносно сменяют друг друга. В отрасли легкой промышленности успех ждет предприятия, которые шьют актуальные модели одежды с минимальными финансовыми потерями.
Изготовление кетчупа
Бизнес-идея по производству томатного соуса экономически эффективна даже при мелкосерийном производстве. Кетчуп пользуется большой популярностью, половина населения России употребляет его постоянно. Организация производства сопряжена с некоторыми трудностями. Получение разрешительных материалов, оформление сертификатов, соблюдение санитарных норм, постоянные проверки надзорных органов.
Финансовая оценка бизнеса:
- Стартовые вложения – 5 000 000 р.
- Окупаемость – 1,2 месяцев
- Рентабельность – 30 %
- Чистая прибыль – 400 000 р.
Основная часть стартового капитала уйдет на закупку оборудования и сырья на первый месяц работы. Технология изготовления включается несколько этапов, включая самостоятельное изготовление томатной пасты. Многие начинающие предприниматели экономят на оборудовании, исключая этап производства пасты, закупая ее у других производителей.
Рецептура кетчупа должна соответствовать определенным нормам, поэтому она определяется технологами. Ассортимент подбирается, опираясь на предпочтения покупателей. Для этого нужно провести анализ потребительского спроса. На продажи влияет и упаковка томатного соуса – кетчуп в бутылках покупают чаще, чем в мягкой упаковке.

Производство мягких игрушек
Бизнес в сфере производства мягких игрушек не ограничивает свободу предпринимателя установленными рамками, имеет большой потенциал для быстрого роста и развития. «Игрушечное» производство при отлаженных каналах сбыта может стать золотой жилой. Игрушки пользуются большой популярностью. Их покупают не только для маленьких детей, но и в качестве подарка, для украшения интерьера.
Что обещают экономические показатели бизнеса в сфере производства игрушек:
- Начальный капитал – 400 000 р.
- Окупаемость – 5 месяцев
- Рентабельность – 50 %
- Чистая прибыль – 80 000 р.
Стартовые инвестиции могут отличаться от представленных цифр. Всё зависит от масштабов планируемого производства. Если это будут большие партии товара, понадобятся промышленные швейные и вышивальные машины, набивочное оборудование, гладильные аппараты. При отсутствии большого начального капитала, большинство операций проводится вручную. Для хороших экономических показателей важно продумать ассортимент мягких игрушек. Большой популярностью пользуются герои любимых мультипликационных фильмов, коллекционные экземпляры с «изюминкой».
Производство макарон
Изготовление макаронных изделий, как бизнес-идея для организации производства, привлекает предпринимателей простотой технологического процесса, небольшими стартовыми вложениями и быстрой окупаемостью. Макароны уже давно приобрели статус популярного гарнира. Если раньше их относили к вредной пище, сегодня мода на макароны существует даже среди худеющих.
Финансовая характеристика макарон:
- Стартовый капитал – 1 500 000 р.
- Окупаемость – 1,5 года
- Рентабельность – 30 %
- Чистый доход – 120 000 р.
Макаронные изделия пользуются хорошим спросом независимо от ценового сегмента. Чаще всего покупают изделия по средней цене, но, как правило, продукция любого производителя находит своего покупателя. Но чтобы не остаться за бортом спроса, важно соблюдать баланс «цена-качество».
Чтобы иметь отличные финансовые показатели, делайте ставку на производство макарон среднего и низшего качества. Дорогие изделия покупатели предпочитают покупать у зарубежных производителей. Для организации производства потребуется довольно просторное помещение – от 300 кв. м, третья его часть предназначается для накопления и хранения продукции. Дополнительным плюсом макаронного бизнеса является отсутствие необходимости искать конечного потребителя. Макароны сбывают оптовым компаниям, магазинам, ресторанным заведениям, компаниям, занимающимся кейтерингом.

Производство минеральной воды
Бизнес-идея по производству воды на первый взгляд кажется простой. Бесконечная сырьевая база и отсутствие технологического процесса. К тому же основой для питьевой воды может стать обычная водопроводная. Многие бренды проводят тщательную ее очистку, разливают по бутылкам и реализуют конечному пользователю. С минеральной водой сложнее, ее «добывают» из скважины, чаще всего из собственной. Идеально, если предприниматель может организовать производство рядом с ценным источником.
- Стартовые вложения – 2 500 000 р.
- Окупаемость – 12 месяцев
- Рентабельность – 29 %
- Чистая прибыль – 670 000 рублей
Как правило, сложностей с организацией, открытием производства и закупкой оборудования у предпринимателей не возникает. На первом месте стоит вопрос сбыта готовой продукции. Рынок насыщен подобной продукцией, поэтому для новых игроков старт становится всё сложнее. Этот факт должен быть учтен в бизнес-плане, оборотные средства должны быть заложены на первые 6 месяцев, которые уйдут на становление компании. Чтобы заинтересовать покупателя, понадобится проведение регулярных рекламных кампаний и PR-продвижение.
Изготовление кирпича
Производство универсального строительного материала доступно каждого начинающему предпринимателю. Небольшие вложения и полная автоматизация рабочего труда при оптимальных сроках окупаемости делает «кирпичный» бизнес рентабельным и перспективным.
Минимальные расчеты для проекта:
- Начальные инвестиции – 350 000 р.
- Окупаемость – 1 год
- Рентабельность – 30%
- Чистая прибыль – 30 000 р.
Финансовые показатели могут значительно отличаться. На экономическую эффективность влияет мощности приобретенного оборудования и загруженности кирпичного мини-завода. Главной проблемой для предпринимателя, который решил открыть бизнес по производству кирпича – сбыт.
Себестоимость кирпича в среднем достигает 40% от его конечной цены. Но на прибыль предприятия большое влияние оказывает логистика, поэтому производство нужно располагать близко к основным клиентам. Помимо затрат на доставку продукции, следует учитывать его повреждение во время перевозки, погрузки и разгрузки. Кроме того, цеха должны находиться близко от сырьевых источников, это увеличит показатели рентабельности бизнеса.
Производство теплиц
Современная тенденция питания экологически чистыми продуктами приводит россиян на дачные участки, вследствие чего появляется спрос на тепличные сооружения и интерес предпринимателей к данной отрасли. Теплицы бывают разных размеров и назначения. Производство сооружений промышленного масштаба требует больших вложений и специальных знаний. К тому же крупные заказы встречаются редко. Мы рассмотрим изготовление дачных и фермерских сооружений.
Характеристика тепличного бизнеса:
- Начальные вложения – 60 000 руб.
- Окупаемость – 1-2 месяца;
- Рентабельность – 50 %
- Чистая прибыль (зависит от количества заказов) – 12000 р. с каждой теплицы
Изготовление теплицы не представляет особой сложности. Сооружение состоит из каркаса, который собирают из оцинкованного железного профиля. К нему крепят листы поликарбоната, которые между собой скрепляют с помощью специальной герметичной ленты. На участке заказчика заливается фундамент, на котором укрепляют теплицу. Затраты на конструкцию составляют 10 000-12 000 рублей, клиенту сооружение обходится в среднем – 24 000 рублей. Полный цикл с установкой занимает не более 2 дней.

Производство шоколада
Кондитерский бизнес не пользуется особой популярностью у начинающих предпринимателей. Всему виной ощутимые для новичка стартовые вложения и боязнь пристального внимания проверяющих органов. К тому же шоколад нельзя отнести к продуктам первой необходимости, что не всегда может обеспечить быстрый возврат вложенных средств. Но, проанализировав экономические показатели, становится понятно, что шоколадное производство может приносить хороший доход.
- Стартовые инвестиции – 10 000 000 р.
- Окупаемость – 1,5 года
- Рентабельность – 200 %
- Чистая прибыль – 800 000 р.
Львиная доля вложений потребуется на оснащение производственной линии. Технологический процесс производства шоколада легко освоить. Он состоит из двух этапов:
- Конширование – тщательное вымешивание компонентов в течение нескольких дней. К примеру, элитные сорта шоколада подвергают коншированию в течение 5 дней. Оно проводится постепенно, с поочередным добавлением ингредиентов.
- Формирование – из шоколадной массы формируют плитки, батончики, конфеты. На данном этапе в изделиях появляется начинка, орехи.
Производственный цикл недорогого шоколада составляет 3 суток, после чего его можно складировать или отправлять покупателю. Проблем со сбытом шоколадного продукта, как правило, не возникает, его охотно покупают, как крупные оптовые базы, так и мелкие торговцы.
Изготовление бахил
Среди предпринимателей бизнес-идея по производству бахил не пользуется популярностью, многие считают ее нерентабельной и низкодоходной. Но при правильном подходе и налаженных каналах сбыта изготовление бахил может приносить отличный доход. Сегодня бахилы стали обязательным атрибутом при посещении общественных заведений. К тому же это одноразовый товар, поэтому люди будут покупать его постоянно.
- Начальный капитал – 1 350 000 р.
- Окупаемость – 1 год
- Рентабельность – 20 %
- Чистая прибыль – 200 000 р.
Стоимость пары бахил невелика, а себестоимость практически нулевая. Но чтобы увидеть значительные финансовые результаты, нужно наладить их масштабную реализацию. Сделать это не так сложно – сбывать можно крупным и мелким оптом, или параллельно заняться вендингом и поставить свои аппараты в привлекательных, с точки зрения посещаемости, местах.
Производственная линия для изготовления бахил не требует больших вложений, но вендинговые аппараты работают с продукцией в упаковке. В большинстве случаев это пластмассовая капсула, которую можно закупать или производить самостоятельно. Доходность реализации бахил с покупной упаковкой практически нулевая, поэтому предпринимателю стоит задуматься о самостоятельном изготовлении упаковки.
Производство шин
Автомобильный рынок имеет постоянную тенденцию к расширению, число автомобилей с каждым днем увеличивается. Открывать автосервисы, автомойки, заниматься изготовлением аксессуаров, выгодно, а вот производство комплектующих, запчастей отпугивает предпринимателей, прежде всего необходимостью многомиллионных вложений.
Минимальные инвестиции для запуска шинного производства – от 60 000 000 рублей. При правильной организации бизнеса вложения окупятся за несколько лет. В первый год большой прибыли ожидать не приходится. Продвижение собственной марки требует времени и больших усилий.
Открыть бизнес по производству шин довольно сложно. Дефицита покрышек на рынке нет, но конкурировать придется со знаменитыми зарубежными брендами, которые уже давно завоевали доверие автолюбителей. Главным преимуществом отечественных производителей – отсутствие транспортных издержек, поэтому при аналогичном качестве цена может быть намного ниже. Но проблема в том, что российский потребитель не верит в качество российских шин, поэтому придется постараться, чтобы убедить покупателей в обратном.
Изготовление бумажных салфеток
Прибыльным сегментом рынка санитарно-гигиенической продукции является производство бумажных салфеток. Они пользуются большим спросом, быстро расходуются, являются товаром для одноразового применения. Несмотря на низкую стоимость салфеток, их производство признается рентабельным.
- Начальные инвестиции – 800 000 р.
- Окупаемость – 1 год
- Рентабельность – 23 %
- Чистая прибыль – 70 000 р.
Для производства салфеток потребуется специальное оборудование. Самые простые станки предназначены для изготовления однотонных салфеток. Производительность линии – 500 салфеток в минуту. Помещение для цеха должно быть не менее 150 кв. м, он делится на 3 отдельных участка – первый для подготовки сырья, второй для непосредственного изготовления продукции, третий – для фасовки салфеток в упаковку.
Если планируется производство цветных салфеток, придется приобрести дополнительный модуль. Рисунки на салфетках востребованы не только для красивой сервировки стола, их используют для декупажа мебели, рамок и других поверхностей, а владельцы ресторанных заведений заказывают партии товара со своим логотипом или рекламой. Такой станок производит 200 цветных салфеток в минуту. Сбывать продукцию можно мелким и крупным оптовикам.
Производство одноразовой посуды
Стабильный спрос на одноразовую посуду делает актуальным и выгодным бизнес в этой отрасли. Доступная цена, удобство, гигиеничность и практичность – всё это достоинства обязательного атрибута на пикнике, даче, в офисе, летнем кафе, пиццерии. Ассортимент продукции разнообразен. Это могут быть ложки, вилки, тарелки, ножи, стаканы. Их можно производить из полистирола – такая посуда предназначена для охлажденной еды и напитков, или из полипропилена – ее можно использовать в микроволновой печи.
Характеристика бизнес-идеи по производству одноразовой посуды:
- Начальный капитал – 1 100 000 р.
- Окупаемость – 4 месяца
- Рентабельность – 40 %
- Чистая прибыль – 450 000 р.
Практически все инвестиционные средства уходят на покупку производственной линии. Стоимость оборудования для изготовления одноразовой посуды – около 1 000 000 рублей. Для размещения производственного цеха нужно выбрать помещение, его площадь должна быть не менее 500 кв. м. Лицензия на изготовление посуды не требуется, но потребуется оформить разрешительные документы.
Главный минус бизнеса – сезонность. В весенне-летний период наблюдается ажиотаж среди покупателей, а в зимние месяцы спрос резко падает. Дополнительным минусом является высокая конкуренция. Начинающему предпринимателю нужно приложить немалые усилия, чтобы завоевать лояльность покупателей.
Производство паллет
Деревянные поддоны (паллеты) требуются на многих предприятиях, складах, оптовых базах, крупных магазинах. Они нужны в больших количествах и требуют периодического обновления. Как известно, производство вспомогательной продукции часто выгоднее, чем сам товар, из-за простого технологического процесса и однокомпонентности сырья.
На открытие бизнеса по производству паллет в промышленных масштабах, потребуется:
- Стартовый капитал – от 10 000 000 р.
- Окупаемость – 2 года
- Рентабельность – 19 %
- Чистая прибыль – 230 000 р.
Бизнес по производству отечественных деревянных поддонов востребован. Зарубежные аналоги ввозить проблематично, они должны проходить специальный контроль. Это правило касается только изделий из дерева, но пластиковые и металлические паллеты стоят дороже и в России не пользуются спросом. Российские поддоны по качеству не уступают иностранным, если они произведены не кустарно.
Себестоимость паллет в пределах 230 рублей, а для продажи устанавливается цена 270 рублей, чистая прибыль составит 40 рублей. За смену выпускается 700 поддонов, а в месяц – более 18 000 штук. Если наладить сбыт, месячный доход при такой производительности составит около 720 000 рублей.

Производство мороженого
Начинающие предприниматели часто заблуждаются о высокой прибыльности бизнес-идеи по производству мороженого. По статистике, вкусное лакомство не относится к самым популярным десертам в России. Несмотря на принадлежность к пищевой отрасли, этот бизнес является сезонным – пик продаж приходится на жаркие месяцы, а зимой продажи значительно падают.
- Стартовый капитал – 3 700 000 р.
- Окупаемость – 1 год
- Рентабельность – 45 %
- Чистая выручка – 550 000 р.
Чтобы организовать изготовление мороженого, потребуется найти помещение площадью 200 кв. м, согласовать запуск производства с пожарной инспекцией, СЭС и другими надзорными органами. Оборудование для изготовления одного вида продукции стоит около 3 000 000 рублей. Чтобы разнообразить ассортимент, производственная линия будет стоить в 2 раза дороже.
Если бюджет ограничен, можно купить оснащение с рук. Но если на оборудовании можно сэкономить, на сырье экономить точно не стоит. Спрос определяется качеством продукции. Не стоит забывать и о красивой упаковке. Она позволит выделиться среди конкурентов и вызвать желание купить лакомство.
Производство мармелада
В последние годы специалисты отмечают тенденцию роста бизнеса на кондитерских изделиях, в частности в отношении мармелада. Покупатели всё чаще отдают предпочтение полезному лакомству, причем в различном ценовом сегменте. «Мармеладный» рынок нельзя назвать насыщенным, поэтому перед предпринимателями открываются неплохие перспективы занять достойное место в этой нише.
Финансовые показатели бизнес-идеи по производству мармелада:
- Стартовые инвестиции – 1 000 000 р.
- Окупаемость – 4 мес.
- Рентабельность – 35 %
- Чистая прибыль – до 700 000 р.
Для организации рабочего процесса необходимо арендовать помещение не менее 250 кв. м. Чтобы обслуживать линию, достаточно 6-8 человек, которые будут работать в 2 смены. Технология изготовления довольно проста.
Себестоимость продукции зависит от качества ингредиентов (натуральные более затратные) и вида продукта (фигурками стоит дороже, чем простой). Бизнес по производству мармелада подвержен сезонности, рост продаж наблюдается в теплое время. Но в отличие от шоколада и мороженого, он не требует особых условий хранения и не теряет презентабельного вида в сильную жару.
Изготовление полимерных труб
Строители отмечают, что за последние десятилетия легкие и долговечные пластиковые трубы вытеснили изделия из металла. Их применяют для водоснабжения, канализации, отопления, для конструкций «теплого» пола. Большой спрос на пластик определяют их характеристики. Они не ржавеют, не гниют, не меняют вкус воды, имеют срок службы до 50 лет. Конкуренция в этом сегменте довольно высокая, поэтому производители озабочены расширением ассортимента.
Финансовая характеристика проекта:
- Начальный капитал – 8 500 000 р. (при покупке оборудования б/у)
- Окупаемость – 2 года
- Рентабельность – 2-20 %
- Чистая прибыль – 350 000 р.
Бизнес по производству труб можно организовать на площади от 40 кв. м., для обслуживания линии понадобится нанять персонал – 3 человека на 1 смену. Для хранения готовой продукции существуют установленные требования. Они должны находиться далеко от отопительных приборов и прямых солнечных лучей, сложены в штабеля не более 2 м при предполагаемом хранении в течение 2 месяцев, и до 3 м, если срок хранения меньше. Перевозить продукцию можно любым видом транспорта в крытых составах или кузовах.

Производство соков
Освежающий витаминизированный напиток любят взрослые и дети, но, несмотря на это, производители утверждают, что объемы продаж снижаются. Сок не является продуктом первой необходимости, к тому же некоторые бренды реализуют продукцию в собственных ритейл-сетях по более низким ценам. Бизнес по производству соков рекомендуется открывать предпринимателям, проживающих в регионах, богатых плодовыми хозяйствами, где сырье имеет меньшую стоимость.
Экономические показатели проекта:
- Стартовые вложения – 5 600 000
- Окупаемость – 8 мес.
- Рентабельность – 13 %
- Чистая прибыль – 700 000 р.
Данные приведены для производства мощностью 8000 л сока за восьмичасовую смену. Для размещения цеха понадобится площадь не менее 200 кв. м, складские помещения для хранения продукции. Процесс изготовления соков проводится в несколько этапов, после чего остаются отходы, которые можно реализовывать фермерским хозяйствам на корм скоту. Соки упаковывают в картонную упаковку типа Tetra Pak, стеклянная тара менее предпочтительна. В ней продукция быстрее портится, а дополнительный вес увеличивает себестоимость продукта путем больших издержек на доставку сока.
Производство постельного белья
Швейный бизнес – отличная бизнес-идея для начинающих предпринимателей. Если для пошива одежды требуются большие вложения, то для производства постельного белья нужны инвестиции поскромнее. Процесс изготовления отличается простотой. Белье шьется строго по размерам, здесь не нужны дизайнерские навыки. Единственное, с чем можно поэкспериментировать, это расцветка и ткань.
- Начальные вложения – 3 000 000 р.
- Окупаемость – 8 месяцев
- Рентабельность – 48 %
- Чистая прибыль – 375 000 р.
Если у предпринимателя нет большого стартового капитала, можно открыть «домашний» бизнес по пошиву постельного белья. Шить его легко, поэтому даже без промышленного оборудования производительность будет отличная. Постепенно можно расширяться, регистрировать свою торговую марку и оборудовать швейную фабрику. Постельное белье пользуется хорошим спросом, по статистике в стране более 5 млн домохозяйств и каждое имеет в среднем по 6 комплектов белья. Поэтому со сбытом качественного товара проблем практически не возникает.
Изготовление молочных коктейлей
Примером небольшого, но выгодного дела является производство молочных коктейлей. Для открытия бизнеса не нужны большие вложения и специальные знания. Достаточно определиться с форматом работы, так как большинство предпринимателей занимаются не только изготовлением, но и продажей сладкого напитка.
- Стартовый капитал – 380 000 р.
- Окупаемость – 2 месяца
- Рентабельность – 50 %
- Чистая прибыль – от 200 000 р.
Бизнес по изготовлению молочных коктейлей сложно назвать производством, скорее это приготовление напитка на заказ. Чаще всего предприниматель организует коктейль-бар в местах с больших пешеходным трафиком. Летом – в парках, около крупных торговых и бизнес-центров, зимой арендуют несколько квадратных метров в помещении с большой проходимостью.
Для приготовления молочных коктейлей потребуются миксеры и фризеры, а для хранения сырья (молока, мороженого) – холодильная установка. Чтобы добиться процветания бизнеса, необходимо выделиться среди конкурентов разнообразием вкусов и оригинальным обслуживанием.
Изготовление специй
Сегодня приготовление блюд не обходится без добавления специй. Пряности и приправы придают пище пикантность, и улучшает вкус. Бизнес по производству специй может иметь несколько форматов – готовить смеси из покупного сырья путем его смешивания или выращивать пряные травы самостоятельно.
- Начальные вложения – 5 600 000 р.
- Окупаемость – 1,5 года
- Рентабельность – 34 %
- Чистая выручка – 320 000 р.
Бизнес по производству специй подразумевает покупку автоматизированной производственной линии для измельчения и смешивания трав, а также упаковочное оборудование. Перед запуском предприятия потребуется зарегистрировать свой бренд, под каким продукт будет представлен на потребительском рынке. Рецепты специй можно разрабатывать самостоятельно, успешные компании держат их в строгом секрете.
Чтобы сократить себестоимость продукции, сырье можно выращивать на своей пряной ферме. Это базилик, укроп, майоран, кинза, укроп и другие травы. Их собирают вручную, сушат и перемалывают. Реализовать продукцию можно через оптовые базы, розничные магазины, поставлять пряные смеси в заведения общественного питания.
Производство светильников
Бизнес-идея по производству осветительных приборов – актуальное и выгодное направление. Небольшой завод требует солидных вложений, но при правильном подходе предприятие окупится в ближайшее время. Чтобы обеспечить успех проекта, недостаточно заниматься изготовлением простых светильников, правильно делать упор на современные технологии и разнообразить ассортимент.
Ожидаемая экономическая эффективность:
- Начальный капитал -5 200 000 р.
- Окупаемость – 1 года
- Рентабельность – до 100 %
- Чистая прибыль – 500 000 р.
Для организации производства понадобится хорошо вентилируемое большое помещение – около 3 000 кв. м. Оборудование должно включать все этапы производства, для его обслуживания достаточно 20 человек. Персонал нужно подбирать тщательно, этого требует высокая технологичность процесса и производство качественных светильников.

Производство круассанов
Традиционный завтрак французов — изысканные хрустящие булочки с начинкой, получили большую популярность в нашей стране. Неудивительно, что бизнес-идея по производству круассанов привлекательна для предпринимателей – хлебобулочное изделие в форме полумесяца полюбилось и взрослым и детям.
- Стартовые инвестиции – 1 200 000 р.
- Окупаемость – 12 мес.
- Рентабельность – 25 %
- Чистая прибыль – 140 000 р.
Учитывая большой спрос на изделие среди городских жителей, производство следует располагать вблизи мегаполисов или крупных городов. Минимальная площадь помещения – 50 кв. м. Производство может быть ручным или автоматическим. Использование линии-автомата требует крупных разовых вложений, но позволяет в дальнейшем сократить временные затраты на производственный цикл и сэкономить на штате сотрудников. Для того чтобы быстро раскрутить бизнес, нужно ежедневно реализовывать 100 кг продукции в день.
Изготовление шлакоблоков
В условиях снижения доходов населения значительное конкурентное преимущество обеспечивается за счет низких цен. Шлакоблоки относятся к самому низкому ценовому сегменту по сравнению со всеми видами строительных блоков. Линия по производству строительного материала отличается невысокой стоимостью, сырье не является дефицитом и доступно в любом регионе. Бизнес по производству шлакоблоков рентабелен и для многих предпринимателей не требует особого представления.
- Стартовые вложения – 900 000 р.
- Окупаемость – 2 мес.
- Рентабельность – 47 %
- Чистая прибыль – 520 000 р.
Процесс изготовления шлакоблоков простой, доступен с использованием оборудования и без него. Ручной труд не отличается большой производительностью, поэтому выгоднее приобрести для производства полуавтоматическую линию. Ее можно разместить на открытой площадке или в помещении с минимальной площадью – 40 кв. м. Чтобы бизнес был рентабельным, важно наладить каналы бесперебойного сбыта.
Производство полиэтиленовых пакетов
Уже многие годы бизнес по производству полиэтиленовых пакетов не теряет привлекательности для предпринимателей, обеспечивая многочисленные компании достойной прибылью. Причин популярности данной отрасли несколько. В первую очередь это крайне высокая востребованность пакетов в сочетании с низкой ценой. Кроме того, производство имеет уникальную возможность роста, не только в сторону увеличения производительности, но и расширения ассортимента, оказания сопутствующих услуг – нанесения логотипов, рекламных объявлений.
- Начальный капитал – 2 600 000 р.
- Окупаемость – 1 год
- Рентабельность – 15 %
- Чистая прибыль – 220 000 р.
Чтобы бизнес имел ожидаемые финансовые показатели, перед открытием следует провести маркетинговое исследование состояния рынка в вашем регионе, оценить конкурентов и составить бизнес-план. Он необходим, даже если вы не планируете брать кредит в банке. В первое время можно производить простые пакеты типа «майка», в дальнейшем вводить в производство различные виды. Поставлять продукцию можно крупным торговым, аптечным сетям, мелким предпринимателям.

Производство пластиковых бутылок
Пластиковая тара – удобный и экономичный вид упаковки для разлива, защиты и транспортировки жидкости. В огромных объемах бутылки используют производители пищевой и химической промышленности, а бизнес по их производству уже много лет остается одним из самых рентабельных.
- Начальные инвестиции – 3 900 000 р.
- Окупаемость – около 1 года
- Рентабельность – до 100 %
- Чистая выручка – 370 000 р.
Построение бизнеса с нуля начинается с аренды помещения площадью не менее 40 кв. м и покупки автоматического оборудования, которое позволит производить 3 000 бутылок в час. Большие объемы и их быстрая реализация обеспечит стремительный экономический рост предприятия, а при правильном ведении дел приведет бизнес к процветанию.
Изготовление пуфиков
Бескаркасная мебель «bean bag» является модным атрибутом современного интерьера. Речь идет о пуфиках, а скорее, о «креслах-мешках», сшитых из ярких тканей с сыпучим наполнителем внутри. Целевой аудиторией такого производства являются креативные, чаще молодые, люди, которые предпочитают смелые решения консервативным устоям.
Показатели для бизнеса по производству пуфиков:
- Стартовые вложения – 20 000 – 3 000 000 р.
- Окупаемость – 4 мес.
- Рентабельность – до 200 %
- Чистая выручка – до 800 000 р.
Размер начальных инвестиций зависит от того, какое место производитель хочет занять в данной нише. При отсутствии начального капитала, можно начать «домашнее производство», но учитывая, низкую производительность, много заработать не получится. Организация дела в производственных масштабах в сочетании с грамотным продвижением продукции, гарантируют высокие финансовые показатели. Примечательно, что львиная доля реализованной продукции приходится на онлайн-продажи, остальная часть – это распространение через дилеров и корпоративные заказы.
Изготовление обоев
Тема ремонта актуальна в любые времена, а ремонтно-строительный бизнес славится быстрой окупаемостью и высокой рентабельностью. Обои – самый распространенный строительный материал. Но организация их производства «по зубам» не каждому предпринимателю, войти в обойный бизнес можно только с крупными вложениями.
- Начальный капитал – от 60 000 000 р. (при условии приобретения подержанного оборудования)
- Окупаемость – 2 года
- Рентабельность – 35 %
- Чистая прибыль – 2 500 000 р.
Для организации бизнеса по производству обоев нужно приобрести специальное оборудование, обычно это 2 производственные линии. Производственный цех должен располагаться на площади не менее 1800 кв. м с общей энергетикой 250 кВт. Оснащение потребляет большое количество электроэнергии, что нужно обязательно учитывать в себестоимости продукции. Вид оборудования должен соответствовать будущему ассортименту производства. Сбыт стоит продумать заранее. Согласно исследованиям маркетологов, основные покупатели – это жители экономически развитых регионов страны.
Производство ламината
Изготовление ламината характеризуется сложной технологией и необходимостью ощутимых инвестиций. Второй по популярности вид напольного покрытия уже давно стал массовым продуктом, а его производство постоянно модернизируется. Согласно прогнозам экспертов, к 2023 году делать выбор в пользу ламината будет каждый третий потребитель.
- Стартовый капитал – 35 000 000 р.
- Окупаемость – 2 года
- Рентабельность – 28 %
- Чистая прибыль – 1 500 000 р.
Оборудование для производства ламината – самая затратная часть организации бизнеса. Для его размещения потребуется большое помещение – не менее 2500 кв. м и не менее 20 сотрудников. Конкуренция на рынке напольных покрытий довольно высока, поэтому на поиски каналов сбыта может уйти масса времени. Чтобы сократить риски, нужно развивать собственную дилерскую сеть и продавать обои под собственным брендом.
Советы
Если вы решили заняться серьезным производственным бизнесом, советуем прислушаться к следующим рекомендациям:
- Стоящая идея – это 50 % успеха. Выбирая направление, проведите детальное исследование рынка, изучите методы и результаты работы конкурентов, потребительские предпочтения, и на основании подробного анализа определитесь со сферой деятельности.
- Обязательное условие процветания бизнеса в будущем – составление бизнес-плана перед запуском проекта.
- На старте открытия производства трезво оцените свои возможности, чтобы неоправданные надежды не стали причиной разочарования в будущем.
- Запаситесь терпением и приготовьтесь много трудиться, только целеустремленные и верные своей идее предприниматели достигают вершин.
Вывод
Безусловно, бизнес в сфере производства имеет много неоспоримых преимуществ:
- высокие показатели прибыли, которые будут в несколько раз превышать доход от сбытового бизнеса;
- отсутствие зависимости от поставщика;
- возможность самостоятельной регулировки стоимости товара;
- отслеживание качественных характеристик продукции на этапе ее изготовления;
- относительная независимость от экономических изменений;
- возможность регулировать тираж выпускаемой продукции.
Конечно, успех начинающего предпринимателя зависит от актуальности бизнес-идеи, но на его пути встретится много нестандартных ситуаций, обойти которые можно только, изучив все тонкости и особенности направления. Производство – это, прежде всего технологический процесс, осуществлять управление и контроль над которым, должен только специалист, досконально знающий своё дело.
Что еще можно добавить к вышесказанному? Поделитесь в комментариях, какая из идей понравилась вам? И не забудьте оценить статью – жмите на «звездочки» : )
Производство
Производственный комплекс компании оснащён последними техническими новинками. Мы организовали полный цикл производства: от заготовительного участка до нанесения покрытий, механообработки деталей и оптомеханики. Практически все участки нашего предприятия «чистые», оборудованы в соответствии со всеми требованиями для производства высококлассных деталей.
Производство включает в себя следующие участки:

Оборудование:
- Станки Optotech для микрооптики, диаметром от 2мм. На станках OptoTech производится обработка сферических и асферический поверхностей из стекла и кристаллов Si, ZnSe CVD, ZnS и Ge.
- Станки DMG для изготовления сложных профилей для защитных стекол из оптического стекла и кристаллов. Станки DMG для изготовления механических деталей токарной и фрезерной группы.
- Установки Leybold Optics для нанесения всех типов оптических покрытий для УФ, видимого и ИК-диапазона.
Производственный участок Optotech

Немецкий производитель прецизионных станков для производства высокоточных оптических элементов OptoTech является нашим стратегическим партнёром. Благодаря взаимовыгодному сотрудничеству на площадях «ООО НПП «АЛЕКСАНДР» создан один из крупнейших участков оптических станков ЧПУ, позволяющий производить и контролировать качество широкой номенклатуры оптических элементов из оптического стекла и кристаллов – от микрооптики до крупногабаритной асферической оптики. Парк оборудования OptoTech насчитывает более 10 единиц станков и приборов контроля.
Продукция:
- Микрооптика (диаметр от 2 мм)
- Сферический линзы (диаметр от 2 до 250 мм) из оптического стекла, кварца, кристаллов (Ge, Si, ZnSe, ZnS)
- Асферические линзы (диаметр от 2 до 250 мм) из оптического стекла, кварца, кристаллов (Ge, Si, ZnSe, ZnS).
Оптическое производство

Оптическое производство компании «ООО НПП «АЛЕКСАНДР» имеет возможность выпускать широкую номенклатуру высокоточных оптических изделий из оптического стекла, кварца и кристаллов. Персонал состоит из более 100 оптиков имеющих большой опыт в производстве оптических элементов из различным материалов.
Материалы:

Продукция:
- Заготовки
- Защитные стекла
- Микрооптика
- Сферические линзы
- Цилиндрические линзы
- Асферические линзы
- Обтекатели (колпаки) из стекла и кристаллов: ZnSe, ZnS, сапфира, Al2O3, CaF2, Si, Ge
- Иллюминаторы из стекла и кристаллов: Al2O3, CaF2, ZnSe CVD, ZnS
- Крупногабаритная оптика
- Призмы
- Зеркала
- Светофильтры
Высокоточные призмы и призменные блоки

Компания «ООО НПП «АЛЕКСАНДР» изготавливает призмы следующих типов: пента-призмы, призмы Дове, прямоугольные призмы, триппель призмы, многоугольные призмы, клинья, МНПВО и НПВО призмы из оптического стекла ЛЗОС, Schott и OHARA, кварца, Ge, Si, ZnSe, ZnS, CaF2, BaF2, MgF2, LiF, Al2O3. Мы в состоянии осуществить самые сложные заказы по изготовлению призм, специалисты компании имеют большой опыт в изготовлении призм с секундной точностью и высокими классами чистоты.
- анаморфотные призменные пары («искажение» размера изображения по одной из осей)
- триппель призмы (ретрорефлекторы) из стекла, точность ±2 секунды (поворот оси пучка на 180 град.)
- аксиконы
- зеркальные трехгранные уголковые отражатели (ретрорефлекторы) отклонение отраженного пучка ±1 секунда (поворот оси пучка на 180 град.)
- дисперсионные призмы: равносторонние; равнобедренные призмы Брюстера
- призмы Дове (поворот изображения)
- призмы Пеллин-Брока (дисперсионные)
- призмы Порро (поворот оси пучка на 180 град.)
- пентапризмы с алюминиевым покрытием (поворот оси пучка на 90 град.)
- призмы Амичи или «крыша» (прямоугольная призма для одновременного поворота изображения и оси пучка на 90 град.)
- прямоугольные призмы
- многоугольные призмы
Технические данные:
- Точность ± 1 секунда
- Класс чистоты – 0
На предприятии функционирует участок по склейке высокоточных призменных блоков по ТЗ заказчика.
Оптические покрытия

В 2012 году в рамках расширения и модернизации оптического производства в г. Рязань – был создан уникальный участок по разработке и нанесению оптических покрытий во всем спектре от УФ до глубокого ИК с различной степенью сложности – от простых просветляющих до специальных многослойных покрытий по ТЗ заказчика. Парк оборудования производственного комплекса составляет модернизированные под собственную технологию вакуумные установки Leybold Optics.
С момента создания участка разработаны и внедрены в производство различные технологии оптических покрытий, такие как — нанесения многослойных интерференционных покрытий с ионным ассистированием на оптические элементы, позволяющая получать покрытия со спектральными характеристиками, устойчивыми к изменению эксплуатационных параметров внешней среды.
Процесс вакуумного напыления сопровождается применением современных технологий: ионным ассистированием процесса напыления с использованием световой энергии частиц в вакууме для удаления дефектов на оптических деталях и без нагрева подложек, компьютеризованным управлением и оптическим контролем, позволяющем добиваться неизменно высоких результатов от процесса к процессу.
Для проверки оптики с требованием к высокой лучевой прочности создан специальный стенд.
Участок укомплектован современным оборудованием для контроля качества продукции.
Сфера применения: лазерная техника, системы спец. назначения, наука, медицина.
Типы покрытий:
- Просветляющие покрытия
- Высокоотражающие диэлектричесие зеркальные покрытия
- Светоделительные покрытия
- Фильтрующие покрытия
- Металлические покрытия
- Покрытия с высокой лучевой прочностью
- Алмазоподобные DLC-покрытия
Металлообработка

В 2015 году компания «ООО НПП «АЛЕКСАНДР» провела расширение и модернизацию собственного механического производства. В рамках стратегического сотрудничества с производителем прецизионных станков ЧПУ для металлообработки DMG-Mori – было создано современное механическое производство ЧПУ с большим парком токарных и фрезерных обрабатывающих центров, в том числе с 5-ти координатными фрезерными станками.
На существующих производственных мощностях предприятие способно изготавливать сложные изделия из различных металлов и сплавов – в том числе таких как титан, дюраль.
Механическое производство способно выполнять заказы на опытные образцы и выполнять серийные заказы с широкой номенклатурой. Производственный комплекс укомплектован высококвалифицированным персоналом и приборами для проверки и обеспечения высокого качества продукции.
Виды работ:
- Токарные операции (длина до 1500мм, диаметр — до 760мм)
- Фрезерные операции, в том числе 5-ти координатные (поля обработки 508мм х 762мм и 406мм х 1016мм)
- Плоскошлифовальные работы (поле обработки 200мм х 600мм)
- Круглошлифовальные работы (длина до 700мм, диаметр – до 250мм)
- Зубофрезеные работы (диаметр — до 250 мм)
- Гальванические покрытия (анодирование, хромирование, цинкование, никелирование, оксидирование)
Контроль качества

Высокий уровень качества выпускаемой продукции подтверждается сертификатами соответствия системы менеджмента качества внедренных на нашем предприятии и стандартам ISO 9001: 2015, ГОСТ РВ 0015-002-2012, а также многочисленными премиями, дипломами и наградами.
Источник https://itexn.com/10702_lesopilnoe-proizvodstvo-tehnologija-lesopilnogo-proizvodstva.html
Источник https://dvayarda.ru/business/biznes-idei-po-proizvodstvu/
Источник https://teplovisor.moscow/proizvodstvo/