Коэффициент использования производственной мощности формула
Производственную мощность рассчитывают при анализе и обосновании производственной программы, в связи с подготовкой и выпуском новых изделий, при реконструкции и расширении производства.
Методика расчета производственной мощности зависит от формы и методов организации производства, номенклатуры изготовляемой продукции, типа используемого оборудования, характера производственного процесса.
Основными элементами для расчета производственной мощности являются:
• состав оборудования и его количество по видам;
• прогрессивные нормы использования каждого вида оборудования;
• номенклатура, ассортимент продукции и ее трудоемкость;
• фонд времени работы оборудования;
• производственные площади основных цехов предприятия.
Для определения состава и количества оборудования по каждому его виду в первую очередь требуется распределить это оборудование на установленное и неустановленное. К установленному относится оборудование, находящееся в эксплуатации, ремонте, модернизации, а также временно бездействующее, неисправное, резервное. Выявление неустановленного оборудования позволяет определить, какое количество его подлежит установке на данном предприятии, и количество излишнего и ненужного оборудования.
В расчет производственной мощности принимается все оборудование по видам, установленное на начало года, а также оборудование, которое должно быть введено в эксплуатацию в плановом периоде.
Производительность оборудования, закладываемая в расчет производственной мощности, определяется на основе прогрессивных норм использования каждого вида этого оборудования. Под прогрессивными нормами понимаются технико-экономические нормы использования оборудования, которых устойчиво добились передовые рабочие предприятий данной отрасли.
При определении прогрессивных норм использования оборудования следует учитывать, что возможности этого использования в значительной степени зависят от номенклатуры и трудоемкости продукции, которая будет изготовлена на данном оборудовании, от качества перерабатываемого сырья и материалов, от принятого режима работы оборудования и т.д.
Режим работы предприятия непосредственно влияет на величину производственной мощности и устанавливается исходя из конкретных условий производства. В понятие «режим работы» входят число смен, продолжительность рабочего дня и рабочей недели.
В зависимости от того, какие потери времени учитываются при определении мощности, различают календарный (номинальный), режимный и действительный (рабочий) фонд времени использования оборудования.
Календарный фонд времени равен количеству календарных дней в плановом периоде, умноженному на 24 часа (365 х 24 = 8760 ч.).
Режимный фонд времени определяется режимом производства. Он равен произведению рабочих дней в плановом периоде на число часов в рабочих сменах.
Действительный (рабочий) фонд времени работы оборудования равен режимному за вычетом времени на планово-предупредительный ремонт, которое не должно превышать установленных норм.
В расчете производственной мощности должен приниматься максимально возможный действительный (рабочий) фонд времени работы оборудования.
На предприятиях и в цехах некоторых отраслей промышленности (в мебельном, консервном, литейном и др.) главным фактором при определении производственной мощности служит величина производственной площади, т.е. площади, где осуществляется технологический процесс изготовления продукции. Вспомогательные площади (ремонтного, инструментального цехов, складов и т.д.) в расчет не принимаются.
В самом общем виде производственная мощность может быть выражена формулой:
где М — производственная мощность (в натуральных единицах измерения);
n — число единиц ведущего оборудования;
Фр — действительный (рабочий) фонд времени работы единицы оборудования (в часах);
Нтруд — норма трудоемкости обработки изделия (в часах),
где Нпр — прогрессивная норма производительности единицы оборудования за час работы (в натуральных единицах).
Показателями использования производственной мощности являются: фактический выпуск продукции в натуральном выражении или стоимостных единицах за определенный период; выпуск продукции на единицу оборудования на 1 м 2 производственной площади в стоимостных единицах; средний процент загрузки оборудования (отношение количества времени работы оборудования к возможному времени его работы); коэффициент сменности. Обобщающим показателем служит коэффициент использования производственной мощности, рассчитываемый отношением фактического объема выпуска продукции (валовой, товарной) к среднегодовой производственной мощности:
где Кисп м — коэффициент использования производственной мощности;
Vф — объем фактически выпущенной продукции (валовой, товарной), руб.;
Мср.г — среднегодовая производственная мощность, руб.
Прирост объема продукции за счет улучшения использования производственной мощности можно определить по формуле:
где V — достигнутый годовой объем выпуска продукции в соответствующих единицах измерения;
Кисп.м.1 — достигнутый коэффициент использования среднегодовой производственной мощности;
Кисп.м.п.р — проектируемый прогрессивный коэффициент использования среднегодовой мощности с учетом разработанных организационно-технических мероприятий.
На каждом предприятии необходимо добиваться повышения эффективности использования производственных мощностей и площадей, сокращать время простоев, повышать степень загрузки оборудования в единицу времени, совершенствовать орудия труда и технологию производства, добиваться оптимизации структуры основных фондов, обеспечивать быстрое освоение вводимых мощностей.

Коэффициент использования мощности – важный показатель для анализа эффективности расходования основных средств. Он рассчитывается как отношение фактической мощности к плановой, умноженное на 100. Хорошим знаком является значение показателя на уровне 80%, но и в данном случае есть целых 20% на потенциальный рост.
Производственная мощность – главный показатель использования потенциала каждой единицы техники и человеческих ресурсов. Это способность изготавливать определенное количество деталей (товаров, работ или услуг) за единицу времени. Главная цель расчета показателя – определение эффективности использования производственного потенциала.
Определение коэффициента
Коэффициент использования мощности (КИМ) характеризует фактическое применение оборудования в сравнении с его потенциалом при полной загрузке линий в производственном цикле предприятия. Он указывает на производительность.
Справка! Несмотря на то, что показатель ориентирован на промышленный сектор, он может применяться на предприятиях других направленностей работы. Например, его прямо или косвенно используют в торговле и сфере услуг для оценки производительности оборудования и команды.
КИМ помогает определить потенциал предприятия, понять его слабые места, определить, что действительно есть проблемы с эффективностью использования машин и оборудования. Эти знания помогут выстроить производственный процесс без прежних ошибок и будут способствовать максимальному использованию имеющихся мощностей.
Формула расчета
Для расчета КИМ используется простая формула:

- ФМ – фактическая мощность;
- ПМ – потенциальная (возможная) мощность.
Данные по фактической и потенциальной мощности берутся за один и тот же промежуток времени.
Для удобства можно рассчитывать эффективность использования мощностей в процентном отношении. В этом случае формула будет выглядеть так:

Особенности измерения
Данные для расчета показателя собирают вручную и делают это на ежедневной основе. Значение потенциальной величины мощности формируют на протяжении кого-либо периода и потом его используют для подстановки в формулу. А фактическую занятость засекают каждый раз или по возможности используют для этого приборы учета.
Важно! КИМ может рассчитываться как для одного станка или производственной линии, так и целого цеха или всего предприятия. Поэтому и данные необходимы за разные промежутки времени: для одной единицы техники можно их собирать каждый час, а для предприятия коэффициент находят за более длинные периоды (месяц, квартал, год).
Для быстрого и точного получения информации необходимо настроить ее автоматический сбор. Затраты на ручное ведение статистики могут быть сильно высокими.
Норматив и толкование значения
У КИМ нет нормативных значений. В каждом отдельно взятом случае будут свои границы желаемой эффективности, тем более, если речь идет о человеческих ресурсах. Однако по значению показателя можно сделать определенные выводы:
- низкое значение говорит о неэффективном управлении и нерациональном подходе к организации внутренних процессов на предприятии. Для улучшения положения необходимо вовлекать дополнительное оборудование и менять схему работы;
- при значении коэффициента более 0,7 (70% эффективности) можно повысить производительность собственными силами без привлечения дополнительных ресурсов;
- показатель, равный 1 (100%), свидетельствует о полной загруженности ресурсов, и для увеличения объемов производства нужно дополнительное оборудование.
В западных странах хорошим показателем является величина обобщенного коэффициента 80-82%. Можно использовать эти данные для сравнения КИМ в целом по предприятию.
Значение коэффициента не может быть более 100. В противном случае необходимо будет повышать производительность оборудования на единицы времени или пересматривать сменность работ.
Важно! На значение КИМ могут влиять внешние факторы, такие как волантильность спроса, появление новых конкурентов, форс-мажорные обстоятельства. Чтобы оставаться конкурентоспособным, предприятию следует постоянно совершенствовать свою работу, улучшать и обновлять оборудование, повышать производительность труда.
Пример расчета
Например, есть предприятие по производству пеллет, на котором установлено следующее оборудование:
- мельница для измельчения влажных опилок;
- сушильный барабан;
- мельница для измельчения сухих опилок;
- смеситель для увлажнения влажных опилок;
- гранулятор.
Плановый и фактический объем сырья, который проходит через это оборудование, представлен в таблице (скачать таблицу в excel).
Повышение производительности труда и эффективности предприятий зависит от многих факторов. Среди них особую роль играет коэффициент использования производственной мощности. С его помощью соотносится фактическая и теоретическая мощность предприятия, показывая в какой мере задействованы возможности при производстве качественной продукции в обычном ассортименте. Таким образом, оценивается потенциал предприятия, степень эффективности производства и наличие резервов.
Факторы использования производственных мощностей
На каждом предприятии производственные мощности функционируют под влиянием экстенсивных и интенсивных факторов. От того, насколько эффективно они используются, зависят конечные результаты всей работы.
Экстенсивное применение имеющихся мощностей на производстве, представляет собой в первую очередь увеличение времени работы оборудования в течение определенного календарного периода времени. Здесь же учитывается и количество реально действующего оборудования от общего количества оборудования предприятия.
Для того чтобы оборудование работало дольше, необходимо сократить или вовсе ликвидировать внутрисменные простои. В связи с этим, ремонт и обслуживание оборудования должны быть своевременными и качественными. Основной производственный цикл непрерывно получает нужное количество рабочих, сырья, материалов и энергии. В результате, удается существенно повысить коэффициент сменности работы оборудования.

Кроме того, производственные мощности становятся более эффективными при снижении количества неиспользуемого оборудования и вводе в эксплуатацию оборудования, которое ранее не было установлено и не использовалось. Это дает возможность существенно повысить прирост производства и снизить трудовые потери рабочих. Однако, экстенсивное развитие имеет определенные пределы, при достижении которых становится неэффективным. Более широкими возможностями обладает интенсивный путь развития.
При интенсивном использовании производственные мощности увеличиваются за счет повышения степени загруженности оборудования в течение определенного времени. Чтобы достичь такого повышения проводится модернизация имеющихся машин и механизмов. При этом, выбирается наиболее оптимальный режим для их работы. Оптимизация технологических процессов позволяет увеличивать количество выпускаемой продукции, оставляя неизменными основные фонды и количество рабочих. Выпуск единицы продукции осуществляется с меньшими материальными затратами. Для расчетов наиболее эффективного использования производственных мощностей существуют специальные формулы, включающие в себя основные показатели и коэффициенты.
Основной расчетный коэффициент
Общая оценка, позволяющая определить эффективность использования оборудования, производится с помощью специального показателя, представляющего собой коэффициент использования производственной мощности. Его значение вычисляется по формуле: Кисп = Оф :Мр, в которой «Оф» — это фактически произведенная продукция, а «Мр» служит показателем расчетной производственной мощности.
При более точных расчетах анализируется и оценивается использование машин и прочего оборудования. Для этого применяется специальный коэффициент, учитывающий экстенсивную нагрузку оборудования (Кэкс). Он применяется в трех основных формулах: 1. Кэкс = Вф :Фк, 2. Кэкс = Вф :Фр, 3. Кэкс = Вф :Фпл, в которых Вф является фактически отработанным временем, а Фк, Фр и Фпл представляют собой соответствующие фонды времени – календарный, режимный и плановый полезный.
Существует еще один важный показатель, определяющий эффективность использования установленного оборудования. Это коэффициент сменности, определяемый двумя основными методами. В первом случае используется общее количество станко-часов, отработанных в течение суток и действительный расчетный фонт времени функционирования машин в течение одной смены. Здесь первая величина относится ко второй. При втором способе отработанные станко-смены соотносятся с количеством установленных машин и механизмов. Первый метод является более точным, поскольку он учитывает фактическое почасовое время работы во всех сменах.
Использование производственных мощностей определяется и с помощью показателя интенсивности нагрузки на оборудование. Учитываются такие характеристики, как организация труда на рабочих местах, качество оборудования и другие факторы, обеспечивающие использование полной мощности оборудования в продолжительный период времени. При более высокой надежности оборудования коэффициент интенсивности приближается к единице.
Наиболее рациональное и эффективное использование производственных мощностей является основной задачей каждого предприятия. Это позволяет увеличивать выпуск продукции без потерь качества и не увеличивая ее себестоимость.
Средний коэффициент загрузки производственных мощностей
Этот показатель характеризует уровень использования производственных мощностей в непрерывных производствах. Методика его расчета близка к методике расчета коэффициента использования производственных мощностей, однако коэффициент загрузки отличается тем, что его можно рассчитать не только за год, но и за любой другой промежуток времени. Кроме того, коэффициент использования производственных мощностей рассчитывается по национальной экономике в целом, отдельным отраслям, предприятиям и его технологическим цехам, а коэффициент загрузки определяется по отдельным видам оборудования и участкам.
Кроме перечисленных показателей на предприятиях могут определяться нормативы использования производственных мощностей,которые характеризуют максимально возможный уровень использования производственных мощностей. Они являются основой для определения плановых коэффициентов использования производственных мощностей, при этом эти коэффициенты не могут быть больше нормативов использования производственных мощностей. Норматив использования производственных мощностей определяется по формуле
где Σ P — сумма экономически обоснованных резервов производственных мощностей.
К экономически обоснованным резервам производственных мощностейотносятся:
1) резервы, связанные с необходимостью освоения производства
новой продукции:
где ПМ н. п — производственная мощность объекта, в котором осваивается производство нового вида продукции;
α — коэффициент, учитывающий недоиспользование мощностей в связи с освоением нового вида продукции;
2) резервы, связанные с техническим перевооружением и реконструкцией производства:
где ПМ рек — производственная мощность объекта, в котором
проводится реконструкция или техническое перевооружение производства;
β — коэффициент, учитывающий недоиспользование мощностей в связи с проведением реконструкции или технического перевооружения производства;
3) резервы, связанные с недостаточным спросом на продукцию и несбалансированностью производства, т.е. учитывающие диспропорции в производительности оборудования:
где γ — коэффициент, учитывающий несбалансированность производства и недостаточный спрос на продукцию предприятия.
В чем заключаются сущность и назначение производственной программы предприятия?
Какова последовательность разработки производственной программы предприятия?
Какие элементы входят в состав валовой, товарной и реализованной продукции? Какова методика их расчета?
Как можно определить производственную мощность предприятия?
На какие группы подразделяются факторы, влияющие на производственные мощности? Какие из факторов влияют на величину, а какие на степень использования мощностей?
Какие методы применяются для определения величины производственных мощностей?
Как рассчитываются производственные мощности с использованием метода ведущего оборудования?
По каким признакам классифицируются производственные мощности, какие при этом выделяются виды мощностей?
Как и для чего разрабатывается баланс производственных мощностей?
Каков порядок расчета входной, выходной и среднегодовой мощности?
Какие показатели характеризуют уровень использования производственных мощностей?
Какова методика определения нормативов использования мощностей?
Какие виды резервов учитываются при определении нормативов использования производственных мощностей?
СПИСОК РЕКОМЕНДУЕМОЙ ЛИТЕРАТУРЫ
1. Амосов А. Планирование производственного аппарата // Экономист. 2000. № 8.
2. Водяное А. Промышленные мощности: состояние и использование // Экономист. 1999. № 9.
3. Волков О.И., Скляренко В.К. Экономика предприятия: Курс лекций. — М.: ИНФРА-М, 2002.
4. Володина О.А., Прошкина Л.А. Производственные ресурсы предприятия, эффективность их использования: Экономика предприятия: Конспект лекций. — Пенза: Изд-во Пензенского гос. ун-та, 1999.
5. Дубровский В.Ж., Чайкин Б.И. Экономика и управление предприятием (фирмой): Учебник. — Екатеринбург: Изд-во Уральского гос. ун-та, 1998.
6. Клоцвог Ф., Кушникова //., Костин В., Наумова Е. Тенденции изменения региональной структуры промышленного производства // Экономист. 2002. № 3.
7. Коробейников И.О. Резервы развития предприятий. — Н. Новгород: Изд-во Нижегородского гос. ун-та им. Н.И. Лобачевского, 2000.
8. Мокий М.С., Скамай Л.Г., Трубочкина М.И. Экономика предприятия: Учеб. пособие. — М.: ИНФРА-М, 2001.
9. ПаламарчукА.С, ПаштоваЛ.Г. Экономика предприятия: Учеб. пособие. — М.: ИНФРА-М, 2001.
10. РевуцкийЛ.Д. Производственная мощность, продуктивность и экономическая активность предприятия: оценка, управленческий учет и контроль. — М.: Перспектива, 2002.
11. Савицкая Г.В. Анализ хозяйственной деятельности предприятия. — Минск: Новое знание, 2002.
12. Сеетник Т.В., Вепроеа Р.Н., Тертышник М.И., Чистякова О.В. Современное предприятие: экономика, управление, организация и планирование: Учеб. пособие / Под общ. ред. Т.В. Светник; Байкальский гос. ун-т экономики и права, Национальный фонд подготовки кадров. — Иркутск: Изд-во БГУЭП, 2003.
13. Сергеев И.В. Экономика предприятия: Учеб. пособие. — М.: Финансы и статистика, 2001.
14. Скляренко В.К., Прудников В.М. Экономика предприятия: Конспект лекций. — М.: ИНФРА-М, 2001.
15. Тертышник М.И., Щербаков А.С. Некоторые аспекты классификации факторов, определяющих уровень использования производственных мощностей энергетических предприятий Иркутской области // Вестник Иркутской государственной экономической академии. 1999. № 21.
16. Экономика и статистика фирм: Учебник / Под ред. С.Д. Ильенковой. — М.: Финансы и статистика, 2001.
17. Экономика предприятия: Учебник / Под ред. А.Е. Карлика и М.Л. Шухгальтера. — М.: ИНФРА-М, 2001.
РЕШЕНИЕ ТИПОВЫХ ЗАДАЧ
Пример 1.Ведущим оборудованием цеха являются прессы. В цехе установлено 5 прессов, производительность каждого из них составляет 2 изделия в час. Новый пресс производительностью 3 изделия в час введен в действие 1 апреля, а пресс производительностью 4 изделия в час — 1 сентября. Для освобождения производственной площади демонтированы два действующих пресса (1 февраля и 1 июля). Нормативный годовой фонд времени работы единицы оборудования составляет 3800 ч, годовой объем выпуска изделий — 31 100 шт.
Определить выходную производственную мощность цеха (на конец года), среднегодовую производственную мощность, коэффициент использования мощностей.
Решение.1. Определяем выходную производственную мощность (на конец года):
2. Определяем среднегодовую производственную мощность:
Расчет производственной мощности и загрузки оборудования
Под производственной мощностью понимается максимально возможный годовой выпуск продукции при полном использовании оборудования и производственных площадей, применение прогрессивных методов организации производства, норм трудоемкости изготовления продукции.
Производственная мощность измеряется в натуральном (шт, т), в стоимостном (в руб.) и в трудовом (в нормо-часах) выражениях.
Расчет производственной мощности необходим для определения максимального выпуска продукции, для выявления «узких» мест и принятия мер, устраняющих диспропорции в производственной мощности отдельных цехов.
Различают входную, выходную и среднегодовую мощности.
Входная мощность определяется на основании имеющегося оборудования и достигнутого уровня трудоемкости изготовления на начало планируемого года.
Выходная мощность определяется на конец года
| Мвых = Мвх + Мд + Мм – Мл, шт. | (5.1) |
где Мвх – входная мощность, шт.
Мд – дополнительная мощность в связи с вводом в эксплуатацию нового оборудования, шт.
Мм – мощность, нарастающая в связи с модернизацией оборудования и уменьшением трудоемкости, шт.
Мл – мощность ликвидируемая в связи с выводом из эксплуатации устаревшего оборудования, шт.
Среднегодовая мощность равна:
Где – производственная мощность на начало года, входная и ликвидируемая, ед.
Тд, Тл – количество месяцев соответственно вводимой и ликвидируемой мощностей.
Производственная мощность рассчитывается отдельно по дополнительным, механическим и сборочным цехам; внутри цеха – по участкам, внутри участка – по группам оборудования (токарным, фрезерным станкам и т.д.)
Годовая производственная мощность по каждой группе оборудования определяется по формуле:
Где S – количество единиц оборудования в группе, шт.
В расчет берется как действующее, так и находящееся в расчете оборудование (резервное оборудование не учитывается).
Fд – годовой действительный фонд времени (показывает сколько часов в год отрабатывает единица оборудования).
Кв – коэффициент выполнения норм рабочими.
Тст – средневзвешеннаястанкоемкость единицы продукции, час.
Станкоемкость – это часть трудоемкости, т.е. время, в течение которого деталь находится на станке.
В работе оборудования различают номинальныйи действительныйфонды времени.
Номинальный фонд не учитывает потерь времени, необходимых для ремонта станка.
Где – количество рабочих дней в году
– количество смен в сутки
– продолжительность смены, час.
Действительный фонд меньше номинального на величину потерь времени на ремонт оборудования.
Где К – коэффициент, учитывающий потери времени на ремонт.
где а – планируемый % потерь времени на ремонт оборудования.
Потери времени на ремонт зависят от сложности ремонта и от трудоемкости ремонтных работ (сборочные цехи – 2:3%, механические цехи – 3 : 8%).
При расчете производственной мощности выявляются группы оборудования с наименьшей мощностью («узкие места»), намечаются мероприятия по обеспечению максимальной мощности по всем группам оборудования.
Для характеристики производственной мощности и ее использования применяется показатель использования среднегодовой мощности (выражается в процентах и в долях)
Где Nп – количество продукции по плану производства, шт.
М ср.г – среднегодовая мощность, шт.
Рассчитаем годовую производственную мощность участка (на основании исходных данных в соответствии с вариантом).
Результаты расчетов представлены в таблице 1.2
Таблица 1.2.1– Расчет годовой производственной мощности участка
| № пп | Показатели | Обозначения | Значение |
| 1 | Количество установленного оборудования, ед | 19 | |
| 2 | Режим работы | с, Fc | 2/8 |
| 3 | Станкоёмкость, мин | t сm | 3 |
| 4 | Потери времени на ремонт, % | а | 5 |

Продолжение таблицы 1.2
| № пп | Показатели | Обозначения | Значение |
| 5 | Количество рабочих дней в году | Др | 253 |
| 6 | Номинальный фонд времени работы оборудования, час. | Fн | 253 * 2 * 8 = 4048 |
| 7 | Коэффициент, учитывающий потери времени на ремонт станка | К | 1 – 5 / 100 = 0,95 |
| 8 | Действительный фонд времени работы оборудования, час. | 4048 * 0,95 = 3845,6 | |
| 9 | Коэффициент выполнения норм | К вн | 1,15 |
| 10 | Годовая производственная мощность участка, шт. | 19 * 3845,6 * 1,15 / 0,05 = 1050330 |
Определим коэффициент использования производственной мощности (на основании исходных данных в соответствии с вариантом).
Результаты расчетов представлены в таблице 1.3
Таблица 1.2.2 – Расчет коэффициента использования производственной мощности
| №пп | Показатели | Значение |
| 1 | 2 | 3 |
| 1 | Производственная программа предприятия, тыс. шт. (П) | 5500 |
| 2 | Входная мощность предприятия (на начало года), ед. (Ǫнг) | 190 |
| 3 | Ввод дополнительных станков, (с 1 июля, Тд), ед.(Ǫв) | 5 |
| 4 | Ликвидация станков (с 1 августа, Тл), ед. (Ǫл) | -3 |
| 5 | Планируемые потери на ремонт, % | 5 |
| 6 | Режим работы предприятия | 2/8 |
| 7 | Часовая производительность станка, изд/час. | 6 |
| 8 | Среднегодовое количество станков, ед.( ) | 190 + (5 * 6 / 12) – (3 * 5 / 12) = 191,25 |
Продолжение таблицы 1.3
| №пп | Показатели | Значение |
| 1 | 2 | 3 |
| 10 | Производственная мощность, тыс. штук (ПМ) | 191,25 * (253 * 2 * 8 * 0,95) * 6 = 4413 |
| 11 | Коэффициент использования производственной мощности ( ) | 5500 * 4413 = 1,25 |
1. Определяем среднегодовое количество станков:
2. Определяем производственную мощность предприятия
3. Определяем коэффициент использования производственной мощности (%):
Вывод: Таким образом переиспользование производственной мощности составляет 25% загрузки оборудования.
| 1.3 | Расчет потребного количества оборудования и показателей его использования |
В плане производства и реализации продукции производится расчет потребного количества оборудования с целью проверки возможности выполнения заданного в плане объема работ на имеющемся оборудовании.
Расчет ведется отдельно по каждому типу оборудования по формуле:
Где Nгод – годовой объем выпуска изделий, шт.
Тшт. к – норма времени (трудоемкость) на одно изделие, час.
– годовой действительный фонд времени работы единицы оборудования, час.
Расчетное значение сравнивается с имеющимся количеством оборудования данного типа Sи.
Степень использования оборудования характеризует коэффициент использования.
Ки >1 говорит о наличии «узкого» места, т.е. имеет место перегрузка оборудования.
Для ее устранения необходимо часть работ с перегруженных станков перевести на менее загруженные или провести технические мероприятия, по снижению трудоемкости Тшт. к. (применение прогрессивных инструментов, приспособлений и т.д.)
Рассчитаем принятое количество токарных станков и коэффициент использования оборудования (на основании исходных данных в соответствии с вариантом).
1. Определяем номинальный фонд времени работы оборудования
2. Определяем действительный фонд времени работы оборудования
3. Определяем расчетное количество оборудования
Принимаем ___ станков. Sприн.= ___
4. Определяем коэффициент использования:
| 1.4 | Расчет численности персонала производственного подразделения |
В практике учета кадров различают списочный состав, среднесписочный и явочный.
В списочный состав работников предприятия входят все категории постоянных, сезонных и временных работников, принятых на работу на срок не менее 5 дней. Кроме того, в списочный состав включаются также работники, принятые на работу по основной деятельности предприятия на срок свыше 1 дня. Включение в списочный состав производится со дня их зачисления на работу. В списках работников предприятия должны состоять как фактически работающие на данный период времени, так и отсутствующие на работе по каким-либо причинам.
Среднесписочная численность работников за отчетный месяц определяется путем суммирования числа работников за все календарные дни отчетного месяца, включая праздничные и выходные дни, и деления полученной суммы на число календарных дней отчетного периода. При этом списочное число работников за выходной или праздничный день принимается равным списочному числу работников за предшествующий рабочий день.
От списочного состава работников следует отличать явочный, который показывает, сколько человек из числа состоящих в списке явилось на работу.
Число фактически работающих показывает численность персонала не только явившегося, но и фактически приступившего к работе. Разность между явочным числом и числом фактически работающих показывает число лиц, находившихся в целодневных простоях (из-за аварий…)
Для определения потребного количества рабочих рассчитывают годовой эффективный фонд времени, устанавливающий число рабочих часов, которое должно быть отработано 1-м рабочим за год.
| = (Др – (О +Н) , час | (1.1) |
Др – количество рабочих дней в году;
О – средняя продолжительность отпусков, дни.
Н – средняя продолжительность невыходов в связи с болезнью и другими уважительными причинами, дни.
– продолжительность смены, час.
Расчет численности основных производственных рабочих производится отдельно по каждой профессии (токарь, фрезеровщик и т.д.) и разрядам.
Списочная численность работников основного производства равна:
Где mc— количество станков, обслуживающих одновременно одним рабочим.
Однако в практике работы предприятия имеется значительное количество работ, не подлежащих нормированию.
В этом случае расчет производиться менее точно по средней выработке одного рабочего за предыдущий год.
Эта выработка увеличивается на процент планируемого роста производительности труда.
Численность основных производственных рабочих на ненормируемых работах равна:
Где ПР – план производства на ненормируемых работах, руб.
Птр – планируемая производительность труда (выработка), руб.
Численность вспомогательных рабочих может определять:
— по местам обслуживания. Так рассчитывается численность транспортных рабочих.
— по нормам времени. Так производят расчет численности ремонтных рабочих. Чем больше трудоемкость ремонтных работ, тем больше требуется ремонтных рабочих.
— по нормам относительной численности, т.е. в % к числу основных производственных рабочих. Так производится расчет контролеров, кладовщиков, комплектовщиков, распределителей работ.
— по нормам обслуживания. Так рассчитывается численность наладчиков оборудования.
Явочная численность наладчиков равна:
S – количество станков, требующих наладки.
– коэффициент сменности работы оборудования.
— норма обслуживания на 1 наладчика в смену, шт.
Норма обслуживания показывает, сколько станков данного типа может обслуживать наладчик за смену. Она устанавливается по каждому виду оборудования отдельно и зависит от сложности оборудования и его наладки.
Списочная численность наладчиков равна:
Где: Rп.яв – количество наладчиков явочная, чел.
К – коэффициент, учитывающий потери времени по уважительным причинам (болезни, отпуска).
а – планируемый % потерь времени по уважительным причинам.
Потребное количество ИТР, МОП, охраны определяется по штатному расписанию, которое разрабатывается предприятием самостоятельно на основании производственной структуры предприятия и структуры управления предприятием.
Определим списочную численность рабочих (на основании исходных данных в соответствии с вариантом).
1. Рассчитываем годовой эффективный фонд времени
| = (Др – (О +Н) , час Где О – продолжительность дней отпуска Н – продолжительность невыходов на работу | (1.13) |
2. Списочная численность работников основного производства равна:
Тшт.к — штучно-калькуляционное время изготовления одного изделия
Кв — коэффициент выполнения норм
mc— количество станков, обслуживающих одновременно одним рабочим.
Планирование фонда заработной платы производственного подразделения
При осуществлении планирования фонда оплаты труда рассчитываются показатели:
— Фонды заработной платы по отдельным категориям работающих
— Общий фонд заработной платы промышленно-производственного персонала по предприятию в целом
— Среднемесячная заработная плата на одного работающего (рабочего)
Исходными данными для расчетов служат:
— объемы производства товарной продукции
— данные о трудоемкости продукции с указанием профессии исполнителей и их квалификации
— расчеты потребности в основных и вспомогательных рабочих
Методы планирования фонда оплаты труда.
По достигнутому уровню базового фонда оплаты труда:
В этом случае плановый годовой фонд оплаты труда (ФЗп) определяется по формуле:
Где ФЗб – фонд заработной платы базисного года
Коп – фактический или ожидаемый планируемый коэффициент роста объема производства;
Эч – планируемый уровень сокращения (роста) численности работников;
– достигнутый уровень средней заработной платы.
Планирование фонда заработной платы на основе использования ее средней величины.
В основе этого метода лежит определение планового фонда заработной платы на основе плановой численности работников по категориям (Чрпi) и планируемой среднегодовой заработной платы одного работника данной категории (ЗПсрi):
| ФЗПп= Чр i п ЗП i ср; | (6.3) |
| ЗП i ср= ЗПб К i m; | (6.4) |
где ЗПб– уровень заработной платы работника i–той категории в предплановом периоде, млн. руб.;
К i m– планируемый коэффициент роста заработной платы i–той категории работников.
Чр i п плановая численность работников по категориям, чел.
ЗП i ср – планируемая среднегодовая заработная плата одного работника данной категории, руб.
Нормативный метод— позволяет нивелировать недостатки вышеуказанных методов. Он ис пользуется достаточно широко на предприятиях в странах с развитой рыночной экономикой.
Фонд заработной платы определяется на основе планируемого объема выпуска товарной (валовой, чистой) продукции в стоимостном (трудовом) выражении (ОПп) и планового норматива заработной платы на один рубль (нормо-час) объема продукции (Hm) по формуле:
| ФЗПп= ОПп Hm; | (6.7) |
Где ОПп – планируемый объем выпуска товарной (валовой, чистой) продукции в стоимостном (трудовом) выражении
Hm – плановый норматив заработной платы на один рубль (нормо-час) объема продукции, руб.
Определим плановый фонд заработной платы по механическому цеху на основании данных планируемого объема выпуска товарной продукции и планового норматива заработной платы на один рубль объема продукции (на основании исходных данных в соответствии с вариантом). Опишите примененный метод планирования фонда оплаты труда.
2 Расчет технико-экономических показателей
и анализ деятельности производственного подразделения
Коэффициент загрузки оборудования. Формула. Норматив
Производственная программа – план выпуска продукции (услуг), который разрабатывается на конкретный плановый период на каждом предприятии. Ее составление сопровождается расчетами показателей, определяющими нужное количество оборудования. Один из них, коэффициент загрузки, дает представление о полноте использования оборудования.
Определение коэффициента загрузки оборудования
Понятие «загрузка оборудования» неразрывно связано с использованием внутрисменного рабочего времени, учет которого ведется в человеко-днях и человеко-часах. Данный множитель (попросту коэффициент загрузки) отображает долю фактического времени, проработанную станками на протяжении смены, суток, иного конкретного периода в совокупном фонде времени оборудования.
Простыми словами, коэффициент загрузки (rate of operation) показывает, сколько времени станки работали на полную мощность на протяжении конкретного периода, выполняя требуемый объем работ.
Важно! Значение коэффициента загрузки (Кз) меняется в зависимости от спроса на продукцию.
Наряду с ним, при определении загруженности станков рассчитывают еще один множитель – коэффициент использования оборудования. Причем делают это тогда, когда нет возможности определить OEE (Overall Equipment Effectiveness), т. е. общую эффективность работы оборудования. Коэффициент загрузки:
- Характеризует загрузку станков во времени.
- Учитывает неминуемые простои, вызванные, например, неплановым аварийным ремонтом либо занятостью рабочих на иных работах и т. п. производственными причинами.
Определить степень загрузки станков на протяжении суток можно при помощи коэффициента сменности работы (Кс). Он показывает число смен, которые в среднем проработал каждый станок за сутки (квартал, месяц либо год).
В отличие от него Кз станков учитывает сведения о трудоемкости продукции. Кз – это значение Кс, но дважды уменьшенное (при двух сменах) либо трижды уменьшенное (при трех сменах).
С какой целью используется коэффициент загрузки оборудования
Кз рассчитывают, чтобы выяснить степень занятости станков определенной работой. Он позволяет понять, какую долю фондового времени станки обеспечены всем необходимым.
Рассчитывая значение Кз, экономисты видят, насколько загружены станки в тех либо иных производственных условиях. Если, предположим, Кз = 0,8, тогда это означает, что на 80% фонда времени у станков имеется все, что требуется для работы. Т. е. инструментарий, рабочие на своих местах и т. д. А на протяжении оставшихся 20% чего-то не достает.
Возьмем, к примеру, комплексную автоматизацию производства (computer-integrated manufacturing (CIM)), созданные автоматические поточные линии. Производительность звеньев всей технологической цепочки по большей части разная и очень редко бывает идентичной. Полная загрузка бывает только у лимитирующих (ограничивающих) звеньев (Кз > 1). Для нелимитиующих звеньев значение Кз Самая обсуждаемая >10 000 просмотров >100 лайков С примером Видео-урок
Мощность и напряжение © 2022
Внимание! Информация, опубликованная на сайте, носит исключительно ознакомительный характер и не является рекомендацией к применению.
Определить мощность цеха коэффициент загрузки оборудования
Расчет пропускной способности фрезерных станков, загрузки оборудования производственной программой и коэффициента загрузки. Введение мощностей по производству пряжи на фабрике. Определение средней годовой мощность прядильной фабрики и ее коэффициент.
| Рубрика | Экономика и экономическая теория |
| Вид | задача |
| Язык | русский |
| Дата добавления | 17.04.2014 |
| Размер файла | 93,5 K |
- посмотреть текст работы
- скачать работу можно здесь
- полная информация о работе
- весь список подобных работ
Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
Задача 1.
Имеются следующие данные по цеху за отчетный год:
— в цехе установлено 10 фрезерных станков, в течение года каждый станок должен отработать 4200 станко-часов;
— годовая производственная программа — 12000 деталей;
— норма времени на изготовление 1 детали — 3,1 часа
1) Пропускную способность фрезерных станков
2) Загрузку оборудования производственной программой
3) Коэффициент загрузки оборудования
1. Пс = Фвр.ст* С = 4200*10 = 42000 ст-ч
2. К 3 = tн * Nгод. = 3,1 ч. *12000 дет. = 37200 ст-ч
3. Кзач. = = *100% = 88,57% (на 11,43% оборудование недогружено)
1. Пропускная способность = 42000 ст-ч,
2. Загрузка оборудования = 36000 ст-ч.
3. Коэффициент загрузки оборудования — 0,86
Задача 2.
Производственная мощность прядильной фабрики на начало года составила 100 тыс. тонно-метров.
— 1 июля были введены мощности по производству пряжи в размере 15 тыс. тонно-метров;
— 1 августа выбыли мощности в размере 25 тыс. тонно-метров и 1 декабря — в размере 5 тыс. тонно-метров
Определите среднюю годовую мощность прядильной фабрики
М год. = 100 + — — = 96,7 тыс. тонно-метров
96,7 тыс. тонно-метров
Задача 3.
В сборочном цехе объем фактически собранной продукции за отчетный год составил 2500 узлов, средняя годовая мощность сборочного цеха составила 2750 единиц. мощность пропускной станок
Определите коэффициент фактического использования производственной мощности
Коэффициент фактического использования равен = 0,909 или 90,9% (9,1% — резерв)
Задача 4.
Механический цех изготовляет изделие А. Режим работы — двухсменный, номинальный фонд рабочего времени — 2117 ч.
— ведущую группу оборудования
-производственную мощность цеха
— мероприятия по ликвидации «узких» и «широких» мест
1нормы времени на обработку детали, н-час
прогрессивный уровень выполнения норм по группам оборудования, %
потери времени на ремонт оборудования в системе НИР (%)
1) Полезный фонд времени оборудования:
1. Полезный фонд по группе станков № 1:
2. Полезный фонд по группе станков № 2:
3. Полезный фонд по группе станков № 3:
4. Полезный фонд по группе станков № 4:
5. Полезный фонд по группе станков № 5:
2) Трудоемкость обработки 1 детали:
3) Максимально возможный выпуск деталей:
М 1 = 7875,2 / 2,08 = 3787 шт.
М 2 = 7875,2 / 2,0 = 3973, 5 шт.
М 3 = 6096,6 / 1,2 = 5080,8 шт.
М 4 = 2032,3 / 0,42 = 4838,8 шт.
М 5 = 2053,5 / 0,42 = 4889,3 шт.
Ведущая группа оборудования — группа № «3», т.к. количество — 3, трудоемкость — 1,5, выпуск — 5080,8 шт.
Производственная мощность определяется по ведущей группе — 5080,8 шт.
Узкое место — первая группа оборудования, т.к. количество наибольшее, а выпуск наименьший
Ответ: ведущая группа оборудования — группа № 1
Задача 5.
В механическом цехе завода на 1 января 2010 г. установлено следующее оборудование:
количество станков на начало года
изменение количества станков в течение года
потери рабочего времени на ремонт, %
трудоемкость обработки комплекта деталей, час.
% выполнения норм времени
Программа выпуска продукции в год — 2500 комплектов деталей. Режим работы завода — 2х сменный. Номинальный фонд рабочего времени — 4154 ч.
1. Среднегодовое количество оборудования по группам
2. Трудоемкость обработки комплекта деталей по каждой группе оборудования с учетом программы выпуска продукции на год
3. Полезный фонд времени работы оборудования по группам
4. Пропускную способность каждой группы оборудования
5. Производственную мощность механического цеха и коэффициент загрузки оборудования. Выявить «узкие» места и мероприятия по их устранению
1. Среднегодовое количество оборудования по группам:
2. Полезный фонд времени работы оборудования по группам:
А — номинальный фонд времени, Б — потери (коэффициент потерь)
Др — число рабочих дней в плановом году
дсм — длительность смены
ксм — число смен
Дсм — число предпраздничных дней с сокращением
tч — число часов, на которые сокращена смена
Рр — % потерь рабочего времени на планируемый ремонт
n — число станков в группе
Фн — А = 256*8,2*2 = 4154 час. — для всех расчетов, тогда:
ФА = 4154 *(100 — 4%)*(1- ) * 23,5= 4145*0,96**23,5 = 93714 час.
ФБ = 4154*(100 — 4%)*12,5 = 49848 час.
ФВ = 4154 * 0,96 *6 = 23927 час.
ФГ = 4154 *(100 — 3%) * 10 = 40294 час.
ФД = 4154 * (100 — 3) * 1,5 = 6044 час.
ФЕ = 4154 * 0,96*4 = 15951 час.
ФЖ = 4154*0,96*12 = 47854 час.
3. Трудоемкость обработки комплекта по каждой группе с учетом выпуска продукции на год
Тд — действующая трудоемкость
Кн — уровень выполнения норм в %
ТА = * 2500 = 19,23 * 2500 = 48075 час.
ТБ = * 2500 = 4,08 * 2500 = 10200 час.
ТВ = * 2500 = 22625 час.
ТГ *2500 = 22425 час.
ТД = * 2500 = 2350 час.
ТЕ = *2500 = 4750 час.
ТЖ = *2500 = 26450 час.
4. Пропускная способность
1) Способ 1: ПА. = = 4874 компл.
Способ 2: ПА. = = 4874 компл.
2) ПБ = = 12218 компл.
3) ПВ = = 2644 компл.
4) ПГ = = 4492 компл.
5) ПД = = 6430 компл.
6) ПЕ = = 8396 компл.
7) ПЖ = = 4523 компл.
5. Производственная мощность рассчитывается по станкам группы А, т.к. на эту группу приходится наибольшая трудоемкость
6. Коэффициент загрузки оборудования
Вывод: «узким» местом механического цеха является группа станков В, т.к. коэффициент загрузки наибольший, а пропускная способность наименьшая.
Задача 6
Определить величину отдельных видов мощностей и норматив использования производственных мощностей предприятия, исходя из следующих данных:
1. Среднегодовая величина производственных мощностей предприятия — 10 тыс. изделий
2. Производственная мощность цеха, в котором проводится реконструкция — 4 тыс. изделий в год. Время простоя цеха в связи с реконструкцией — 3 месяца.
3. Производственная мощность цеха, в котором планируется освоение производства нового вида продукции — 3 тыс. изделий в год. Снижение производительности оборудования по этой причине составило в среднем за год 10%
4. Диспропорции в производительности оборудования (по отношению к ведущему оборудованию) составляют 7%
1. Определяем величину резервов мощностей, связанных с проведением реконструкции производства:
Ррек. = ПМрек.*в = 4* = 1 тыс. изделий
2. Рассчитываем величину резервов мощностей в связи с освоением производства новой продукции:
Рн.п. = ПМн.п.*б = 3*0,1 = 0,3 тыс. изделий
3. Находим резерв мощностей в связи с несбалансированностью производства и недостаточным спросом на продукцию:
Рсб. = *г = 10*0,07 = 0,7 тыс. изделий
4. Определяем общую величину экономически обоснованных резервов мощностей:
= Ррек + Рн.п + Рсб = 1 + 0,3 + 0,7 = 2 тыс. изд.
5. Рассчитываем величину норматива использования производственных мощностей:
Нисп. ПМ = * 100% = * 100 = 80%
Размещено на Allbest.ru
Подобные документы
Планирование производственной программы предприятия. Понятие производственной мощности предприятия и методика ее расчета. Состав оборудования по его эксплуатационному состоянию. Виды производственных мощностей, баланс загрузки оборудования.
контрольная работа [66,0 K], добавлен 26.11.2008
Определение производственной мощности предприятия (цеха, участка) и его пропускной способности. Технические нормы производительности оборудования и трудоемкости выпускаемой продукции. Виды производственных мощностей, измерение объема производства изделий.
контрольная работа [19,9 K], добавлен 09.10.2010
Понятие производственной мощности предприятия. Методологические подходы к расчету производственной мощности. Планирование загрузки производственной мощности. Планирование затрат на производство и реализацию продукции. Технико-экономические показатели.
курсовая работа [61,6 K], добавлен 12.09.2014
Расчет соответствия пропускной способности и уровня загрузки рабочих, резерва роста выработки рабочих-сдельщиков основных профессий, при дозагрузке производственных мощностей. Сравнительный анализ наличия производственных мощностей и доли их загрузки.
реферат [223,0 K], добавлен 09.02.2009
Структура производственной программа предприятия. Показатели валовой, чистой, товарной и реализуемой продукции. Методы определения производственной мощности предприятия. Расчет коэффициента использования и баланса производственных мощностей завода.
реферат [25,1 K], добавлен 08.07.2011
Определение фондов времени работы оборудования и рабочих. Определение производственной мощности работы участка, потребного количества оборудования и его загрузки, фонда заработной платы работающих на участке. Расчёт затрат на сварочные материалы.
курсовая работа [268,4 K], добавлен 01.04.2011
Современные технологии, прогрессивное технологическое оборудование. Баланс производственных мощностей. Обеспечение качества выпускаемой качества (СК). Система обеспечения качества. Расчет баланса загрузки и пропускной способности оборудования.
реферат [21,9 K], добавлен 03.12.2008
Рубрики
Расчет производственной мощности промышленного предприятия
Производственная мощность промышленного предприятия — это максимальный годовой выпуск качественной продукции в запланированном ассортименте. Рассчитывается этот показатель при полном использовании производственного оборудования и производственных площадей с учетом планируемой модернизации оборудования, улучшения технологии и организации производственного процесса.
Следует различать плановую производственную мощность предприятия и проектную мощность предприятия.
Плановая производственная мощность определяется исходя из применяемых технологических процессов, наличного парка оборудования и производственных площадей как величин уже заданных, а объем выпуска продукции по плановой номенклатуре является величиной искомой, устанавливаемой в условиях полного использования основных производственных фондов.
В противоположность этому проектная производственная мощность предприятия рассчитывается исходя из заданного объема производственной программы, а искомые величины — состав предприятия, технологический процесс изготовления продукции по этой программе, структура парка оборудования, его количественный и качественный состав, размеры производственных площадей, характер и габариты зданий и сооружений, энергетическое и транспортное хозяйство и т. п.
Производственная мощность предприятия не постоянная, она меняется во времени, поэтому ее рассчитывают на определенную календарную дату. Как правило, мощность рассчитывают на 1 января планового года и 1 января следующего за плановым периодом года. Производственная мощность на 1 января планового года — это входная мощность; мощность предприятия на 1 января следующего за плановым годом — выходная мощность.
Рассчитывается также показатель среднегодовой мощности, который используется для сопоставления с планом и отчетом о выпуске продукции.
В самом общем виде для расчета производственной мощности используются формулы:
где Мп — производственная мощность предприятия;
Поб — производительность оборудования в единицу времени, выраженная в штуках изделий (деталей);
Фоб — действительный (рабочий) фонд времени работы оборудования, единиц времени;
Т — трудоемкость комплекта изделий (деталей), изготовляемых на данном оборудовании, нормо-час, человеко-дни.
Обратите внимание!
Первая формула применяется в случаях, когда известна производительность оборудования, выраженная в количестве изготовляемых изделий (деталей) в единицу времени.
Но на предприятиях с большим ассортиментом производимой продукции таких данных по всему парку технологического оборудования обычно нет, поэтому применяется вторая формула. В этих случаях пользуются данными трудоемкости изготовления изделий.
Выходная и среднегодовая мощности рассчитываются следующим образом:
где Мвых — выходная мощность предприятия (цеха, участка);
Мвх — входная мощность предприятия (цеха, участка);
Мвв — мощность, введенная в течение года;
Мвыб — мощность, выведенная в течение года;
Мср — среднегодовая производственная мощность;
n1 — количество полных месяцев работы вновь введенных мощностей с момента ввода до конца периода;
n2 — количество полных месяцев отсутствия выбывающих мощностей от момента выбытия до конца периода.
Рассмотрим порядок расчета производственной мощности на примере участка раскроя металла.
Пример 1
На участке находятся 2 лазерных комплекса. В июле следующего года планируется приобрести еще один, аналогичный существующим.
Участок производит комплекты деталей. На производство (раскрой) одного комплекта тратится 30 минут работы лазерного комплекса. Таким образом, в начале периода за 1 час участок производит 4 комплекта деталей, в конце периода — 6 комплектов.
Допустим, действительный (рабочий) фонд времени работы оборудования равен 7300 ч. Определим:
- входную производственную мощность (формула 1):
7300 × 4 = 29 200 комплектов;
- выходную производственную мощность (формула 3):
29 200 + 7300 × 2 = 43 800 комплектов;
- среднегодовую производственную мощность (формула 4):
29 200 + 14 600 × 5 / 12 = 35 283,33 комплекта.
Во времена плановой экономики производственная мощность рассчитывалась в соответствии с методическими положениями, общими для предприятий всех отраслей промышленности, конкретизированными в отраслевых методиках. На некоторых предприятиях эти методики применяют до сих пор.
Адаптируем основные методические положения этих документов под рыночную ситуацию:
• Производственная мощность рассчитывается по всей номенклатуре продукции, выпускаемой предприятием. По непрофильной продукции производственная мощность рассчитывается только при наличии специализированных мощностей, в противном случае мощность по этой продукции учитывается в числе прочей продукции. Производственная мощность рассчитывается в тех единицах измерения, в которых планируется производство продукции.
• Производственная мощность предприятия определяется по мощности ведущих подразделений (цехов, участков, агрегатов) с учетом сложившейся кооперации и мер по ликвидации «узких мест».
К сведению
Ведущим считается подразделение, в котором выполняются основные технологические операции по изготовлению продукции, затрачивается наибольшая доля рабочего времени оборудования, сосредоточена значительная часть основных производственных фондов данного предприятия.
Расчет мощности ведется по всем производственным подразделениям предприятия последовательно от низшего производственного звена к высшему: от групп технологически однотипного оборудования — к производственным участкам, от участков — к цехам, от цехов — к предприятию в целом.
К сведению
Под «узким местом» понимается несоответствие мощностей отдельных цехов, участков, групп оборудования мощностям соответствующих подразделений, по которым устанавливается мощность всего предприятия, цеха.
• При определении производственной мощности в расчет не принимаются простои оборудования или недоиспользование площадей, вызванные недостатком рабочей силы, сырья, топлива, электроэнергии или организационными неполадками, а также потери рабочего и станочного времени вследствие брака в производстве — учитываются только технологически неизбежные потери в установленных размерах.
• Производственная мощность предприятия динамична, она изменяется в связи с ростом производительности труда, совершенствованием организации производства, повышением квалификации работающих.
• Прирост производственных мощностей на действующих предприятиях за счет мероприятий по повышению эффективности производства (внедрение более совершенной технологии, механизации и автоматизации производства, модернизация оборудования, оснастки и инструмента, совершенствование систем управления, планирования и организации производства, совершенствование и улучшение качества продукции и др.) определяется на основании годового плана этих мероприятий.
Обратите внимание!
Увеличение объема производства за счет мероприятий по совершенствованию эффективности производства, направленных на освоение плановой производственной мощности, не считается приростом производственной мощности.
При определении производственной мощности учитываются следующие факторы (см. рис.).
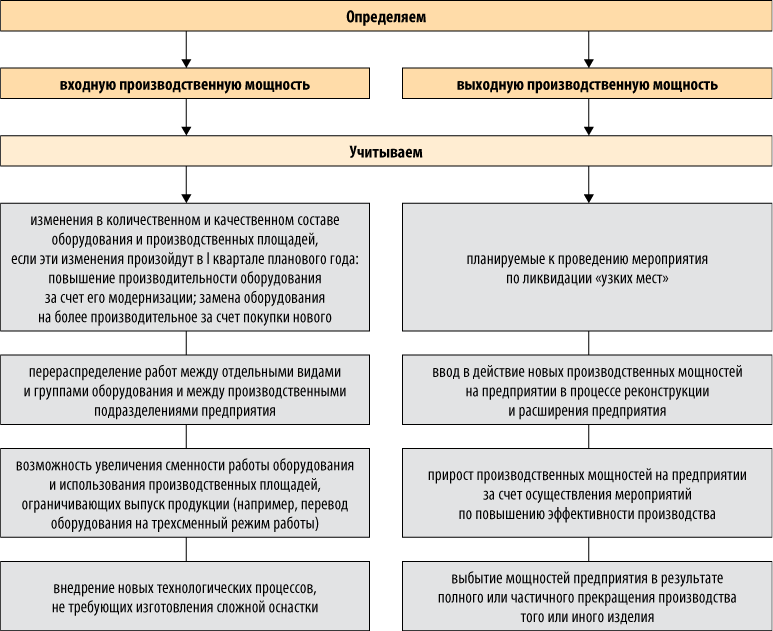
Для расчета производственной мощности используются данные:
- о количественном составе и техническом уровне оборудования;
- режиме работы предприятия.
Расчет мощности ведется по всему производственному оборудованию, закрепленному за цехами.
К сведению
К производственному относится оборудование, при помощи которого непосредственно осуществляется технологический процесс изготовления товарной продукции на предприятии.
В расчет принимается действующее оборудование и бездействующее вследствие неисправности, ремонта, модернизации, отсутствия загрузки и других причин.
При расчете мощности оборудование группируется по структурным производственным подразделениям предприятия, а в них — по группам по признаку взаимозаменяемости, то есть по возможности выполнения одинаковых технологических операций.
На поточных линиях, где операции жестко закреплены за определенными станками, а оборудование невзаимозаменяемо, оно группируется в порядке последовательности выполнения технологических операций. Уникальное оборудование выделяется в отдельную группу.
Для цехов ряда предприятий (например, машиностроительных, деревообрабатывающих, легкой промышленности и др.) фактором, определяющим величину производственной мощности, являются площади. В этих случаях в расчет мощности принимаются производственные площади, то есть площади, на которых осуществляется технологический процесс изготовления продукции, занятые:
- производственным оборудованием;
- рабочими местами (в том числе верстаками, сборочными стендами и т. п.);
- заделами (заготовками, деталями, узлами) у рабочих мест;
- проходами между оборудованием и между рабочими местами (кроме магистральных проездов).
При определении мощности в расчет не принимаются вспомогательные площади, к которым относятся площади:
- инструментального и ремонтного цехов;
- цеховых складов и кладовых;
- помещений отдела технического контроля;
- прочих вспомогательных помещений;
- пожарных и магистральных проездов.
Размеры площадей принимаются по данным производственно-технического паспорта предприятия, а при отсутствии паспортных данных — по результатам обмера (по внутреннему периметру здания или по осям колонн с учетом выступающих частей здания).
Режим работы предприятия непосредственно влияет на величину производственной мощности и устанавливается исходя из конкретных условий производства. В понятие «режим работы» входит число смен, продолжительность рабочего дня и продолжительность рабочей недели.
В зависимости от того, какие потери времени учитываются при определении мощности, различают календарный (номинальный), режимный и действительный (рабочий) фонд времени использования основных производственных фондов.
Календарный фонд времени равен количеству календарных дней в плановом периоде, умноженному на 24 ч, то есть для не високосного года — 8760 ч (365 × 24).
Режимный фонд времени определяется режимом производства и равен произведению числа рабочих дней в плановом периоде на число часов в рабочих сменах. При пятидневной рабочей неделе режимный фонд определяется на основе принятого режима производства при обязательном соблюдении установленной законом общей длительности рабочей недели.
Действительный (рабочий) фонд времени работы оборудования равен режимному за вычетом времени на планово-предупредительный ремонт, которое не должно превышать установленные нормы.
В расчетах производственной мощности должен приниматься максимально возможный действительный (рабочий) фонд времени работы оборудования (использования производственных площадей). При этом:
- для производства и участков с прерывным процессом производства принимают годовой фонд работы оборудования исходя из трехсменной (или четырехсменной, если предприятие работает в четыре смены) работы и установленной продолжительности смен в часах за вычетом времени на проведение планово-предупредительных ремонтов, выходных и праздничных дней, а также сокращения рабочего времени в предпраздничные дни.
Фонд рабочего времени для предприятий, ведущие цехи которых работают в две смены (или менее чем в две смены), исчисляют исходя из двухсменного режима работы;
К сведению
К прерывному процессу относят производство продукции, остановка изготовления которой в любой момент технологического процесса не приводит к потере изделий или сырья, а технологический процесс может быть приурочен к длительности рабочей смены или рабочих суток.
- для производства и участков с непрерывным процессом производства принимают годовой фонд работы оборудования (использования площадей), исходя из числа календарных дней в году и 24 рабочих часов в сутки за вычетом времени на ремонт и технологические остановки оборудования, если эти остановки не входят в нормы его использования;
К сведению
К непрерывному процессу производства относят такой технологический процесс изготовления продукции, который носит непрерывный характер, а остановка процесса производства связана с длительными простоями и приводит к потере сырья и порче оборудования или связана с другими большими экономическими потерями.
- для уникального и лимитирующего оборудования принимается действительный фонд времени исходя из трехсменного режима работы;
- если цехи, участки и рабочие места оснащены оборудованием, не требующим планового ремонта в рабочее время, действительный (рабочий) фонд времени работы оборудования (использования производственных площадей) этих подразделений принимается равным режимному фонду.
Для оценки использования производственной мощности рассчитываются несколько показателей, среди которых наиболее универсальный — фондоотдача.
Фондоотдача (Фо) — один из важнейших показателей, характеризующих экономическую эффектность производственных мощностей и деятельность предприятия в целом. Определяется как отношение валовой (товарной) продукции к среднегодовой стоимости основных производственных фондов:
где Cпрод — стоимость готовой продукции за определенный период;
Соф — среднегодовая стоимость основных производственных фондов.
Обратите внимание!
Сопоставление значений плановой и фактической фондоотдачи по уровню мощности предприятия показывает, насколько фондоотдача по среднегодовой мощности отстает от плановой или, наоборот, превышает ее.
Величина резерва фондоотдачи (Рф) в процентах определяется по формуле:
где Фп — фондоотдача по плану;
Фм — фондоотдача по уровню мощности
Пример 2
Исходные данные возьмем из примера 1.
Предположим, цена 1 лазерного комплекса — 15 млн руб., цена одного произведенного комплекта — 500 руб. Плановая фондоотдача — 0,5 руб. на 1 руб. основных производственных фондов.
Рассчитаем фондоотдачу по уровню производственной мощности.
Сначала определим стоимость произведенных комплектов по среднегодовой мощности:
35 283,33 × 500 = 17 641 665 руб., или 17,642 млн руб.
Среднегодовая стоимость основных производственных фондов рассчитывается по формуле:
где Сосн. ф — среднегодовая стоимость основных производственных фондов;
Сн — стоимость основных фондов на начало периода;
Сввф — стоимость вновь введенных основных фондов;
Свыб. ф — стоимость выведенных основных фондов;
n1 — количество полных месяцев работы вновь введенных основных фондов с момента ввода до конца периода;
n2 — количество полных месяцев отсутствия выбывающих основных фондов от момента выбытия до конца периода.
Для нашего примера:
- Сосн. ф (формула 7) = 2 × 15 млн + 5 / 12 × 15 млн = 36,25 млн руб.;
- фондоотдача по уровню производственной мощности (формула5) = 17,642 / 36,25 = 0,487.
Таким образом, величина резерва фондоотдачи (формула 6) равна:
((0,5 – 0,487) × 100) / 0,5 = 2,6 %,
то есть в рассматриваемом примере среднегодовая мощность предприятия ниже плановой на 2,6 %.
Выводы
Расчет производственной мощности промышленного предприятия зависит от особенностей деятельности предприятия, при этом существуют общие подходы по расчету мощности;
Различают несколько видов производственной мощности предприятия: плановая и проектная мощность; входная, выходная и среднегодовая производственные мощности;
Основными факторами, влияющими на производственные мощности, являются количественный состав и технический уровень оборудования и режим работы предприятия.
Эффективность использования производственных мощностей можно рассчитать с помощью такого показателя, как фондоотдача.
Р. В. Казанцев,
финансовый директор ООО «УК Теплодар»
Коэффициент загрузки оборудования. Формула. Норматив
Производственная программа – план выпуска продукции (услуг), который разрабатывается на конкретный плановый период на каждом предприятии. Ее составление сопровождается расчетами показателей, определяющими нужное количество оборудования. Один из них, коэффициент загрузки, дает представление о полноте использования оборудования.
Определение коэффициента загрузки оборудования
Понятие «загрузка оборудования» неразрывно связано с использованием внутрисменного рабочего времени, учет которого ведется в человеко-днях и человеко-часах. Данный множитель (попросту коэффициент загрузки) отображает долю фактического времени, проработанную станками на протяжении смены, суток, иного конкретного периода в совокупном фонде времени оборудования.
Простыми словами, коэффициент загрузки (rate of operation) показывает, сколько времени станки работали на полную мощность на протяжении конкретного периода, выполняя требуемый объем работ.
Важно! Значение коэффициента загрузки (Кз) меняется в зависимости от спроса на продукцию.
Наряду с ним, при определении загруженности станков рассчитывают еще один множитель – коэффициент использования оборудования. Причем делают это тогда, когда нет возможности определить OEE (Overall Equipment Effectiveness), т. е. общую эффективность работы оборудования. Коэффициент загрузки:
- Характеризует загрузку станков во времени.
- Учитывает неминуемые простои, вызванные, например, неплановым аварийным ремонтом либо занятостью рабочих на иных работах и т. п. производственными причинами.
Определить степень загрузки станков на протяжении суток можно при помощи коэффициента сменности работы (Кс). Он показывает число смен, которые в среднем проработал каждый станок за сутки (квартал, месяц либо год).
В отличие от него Кз станков учитывает сведения о трудоемкости продукции. Кз – это значение Кс, но дважды уменьшенное (при двух сменах) либо трижды уменьшенное (при трех сменах).
С какой целью используется коэффициент загрузки оборудования
Кз рассчитывают, чтобы выяснить степень занятости станков определенной работой. Он позволяет понять, какую долю фондового времени станки обеспечены всем необходимым.
Рассчитывая значение Кз, экономисты видят, насколько загружены станки в тех либо иных производственных условиях. Если, предположим, Кз = 0,8, тогда это означает, что на 80% фонда времени у станков имеется все, что требуется для работы. Т. е. инструментарий, рабочие на своих местах и т. д. А на протяжении оставшихся 20% чего-то не достает.
Возьмем, к примеру, комплексную автоматизацию производства (computer-integrated manufacturing (CIM)), созданные автоматические поточные линии. Производительность звеньев всей технологической цепочки по большей части разная и очень редко бывает идентичной. Полная загрузка бывает только у лимитирующих (ограничивающих) звеньев (Кз > 1). Для нелимитиующих звеньев значение Кз Самая обсуждаемая >10 000 просмотров >100 лайков С примером Видео-урок
Источник https://firmmy.ru/kojefficient-ispolzovanija-proizvodstvennoj
Источник https://usbravo.ru/sredniy-koeffitsiyent-zagruzki-proizvodstvennykh-moshchnostey/
Источник https://usbravo.ru/opredelit-moshchnost-tsekha-koeffitsiyent-zagruzki-oborudovaniya/