Автоматические линии
Автоматическая линия (АЛ) – представляет собой совокупность технологического оборудования, установленного в соответствии с технологическим процессом обработки, соединённого автоматическим транспортом и имеющего общую систему управления.
Функции человека при этом сводятся к контролю за работой оборудования и его поднастройкой, а так же загрузке заготовок в начале цикла и выгрузки изделий в конце него. Причём последние операции всё чаще передаются промышленному роботу.
АЛ предназначены для изготовления деталей в условиях крупносерийного и массового производства и являются основным средством решения задач комплексной автоматизации. В связи с продолжающейся реконструкцией и строительством новых заводом с широким внедрением безлюдной технологии потребности в АЛ непрерывно возрастают. Экономическая эффективность использования АЛ достигается благодаря их высокой производительности, низкой себестоимости продукции, сокращению обслуживающего персонала на заданную программу выпуска, стабильному качеству изделий, ритмичности выпуска, созданию условий для внедрения современных методов организации производства.
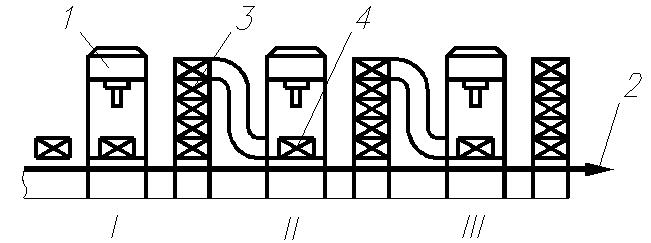
АЛ (см рис) состоит из: технологического агрегата 1 – машины, выполняющей одну или несколько операций технологического процесса (кроме накопления и транспортирования деталей); транспортного агрегата 2 – машины, выполняющей межоперационные транспортные операции технологического процесса; накопителя заделов 3 – устройства для приёма, хранения и выдачи межоперационного задела заготовок и полуфабрикатов расположенного между двумя станками или отдельными участками АЛ и устройства управления.
АЛ могут быть операционными (для определённого вида обработки) или комплексными (совокупность АЛ обеспечивающих выполнение всех операций предусмотренных технологическим процессом обработки).
Автоматической цех производящая единица, в которой сосредоточены технологические потоки, состоящие из систем автоматических линий. Например, в автоматическом цехе на ГПЗ-1 работают 77 АЛ, имеющих в своем составе 860 единиц основного технологического оборудования, объединенных в 13 технологических потоков (систем АЛ комплексной обработки).
АЛ классифицируются по основным признакам, влияющим на их организацию и эксплуатацию. Их делят на жёсткие и гибкие, спутниковые и безспутниковые, сквозные и несквозные, ветвящиеся и неветвящиеся.
Жёсткая межоперационная связь характеризуется отсутствием межоперационных заделов. В такой АЛ заготовки загружаются, обрабатываются, разгружаются и передвигаются от станка к станку одновременно или через кратные промежутки времени, и в случае остановки любого агрегата или устройства вся линия останавливается.
Гибкая межоперационная связь обеспечивается наличием межоперационных заделов, размещаемых накопителях или транспортной системе, что создаёт возможность обеспечить при выходе из строя любого станка работу остальных агрегатов до истощения межоперационных заделов.
Спутниковая АЛ – линия, в которой заготовки базируются, обрабатываются и транспортируются в приспособлении – спутнике. Транспортная система в этом случае должна обеспечивать возврат спутников в начало линии.
Когда в составе технологического потока одна или насколько операций реализуются на параллельно работающих станках, АЛ характеризуется ветвящимся транспортным потоком. Примером такого конструктивного решения служат линии для токарной обработки и шлифования внутренних поверхностей колец подшипников.
По степени совмещения обработки с транспортированием заготовки линии подразделяют на стационарные , роторные и цепные ; по компоновке – на линейные, кольцевые, прямоугольные, зигзагообразные, Z-образные; по числу потоков – на однопоточные и многопоточные, с зависимыми и независимыми потоками, с поперечным, продольным и угловым расположением основного технологического оборудования. Большинство компоновок имеют незамкнутую структуру, обеспечивающую удобство доступ для обслуживания и ремонта оборудования.
По виду транспортных систем и способу передачи деталей с одной рабочей позиции на другую АЛ делят на линии со сквозным транспортированием через зону обработки (в основном используют для изготовления корпусных деталей на агрегатных станках), с фронтальным (боковым) транспортированием заготовки (при обработке коленчатых валов, крупных колец и фланцев), с верхним и нижним транспортными потоками (в линиях для изготовления шестерён, мелких и средних колец подшипников, фланцев валов).

По типу встроенного основного технологического оборудования различают АЛ из специальных и агрегатных станков, хотя иногда имеет место компоновка из станков разных типов.
В настоящее время изготавливают АЛ для крупносерийного и массового производства, предназначенные для одновременной или последовательной обработки нескольких наименований однотипных, заранее известных изделий (блоки цилиндров двигателей, корпусов редукторов, насосов и т.д.) как с автоматической, так и с ручной переналадкой. Подобные АЛ или системы АЛ называют автоматическими переналаживаемыми линиями (системами) групповой обработки; они предназначены для одновременной или последовательной обработки группы заранее заданных изделий, однотипных по размерам и технологической обработки.
По виду обрабатываемых деталей различают линии для обработки корпусных деталей и линии для обработки деталей типа тел вращения.
Оборудование А.Л.
В состав АЛ, помимо станков, входят транспортная система и система управления. Транспортная система состоит их устройства для перемещения деталей, загрузочных, поворотных, ориентирующих устройств, приспособлений для установки и закрепления обрабатываемых деталей, устройств для отвода стружки и накопителей заделов.
Устройства для перемещения деталей
В АЛ для перемещения обрабатываемых заготовок с одной рабочей позиции на другую применяют различные транспортные средства: транспортеры, механические руки, лотки, трубы и т.п. Например, для перемещения корпусных деталей, а также для деталей, закрепленных в приспособлениях-спутниках, применяются шаговые транспортеры.
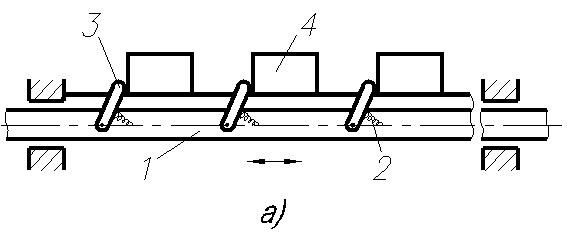
Шаговые транспортеры с собачками (рис. а) получили наибольшее распространение. При работе они совершают периодическое возвратно-поступательное движение. Конструкция такого транспортера представлена на рис. а. На штанге 1, проходящей через весь сблокированный участок АЛ, шарнирно закреплены собачки 3, которые под действием пружины 2 стремятся подняться над уровнем штанги. В момент возврата транспортёра зафиксированные на позициях детали 4 утопляют собачки. Пройдя под деталями, собачки вновь поднимаются и готовы для захвата очередной детали при движении транспортёра вперёд. Преимущество транспортёра с собачками – простота движения и соответствующее ей простота привода от гидро- или пневмоцилиндра.
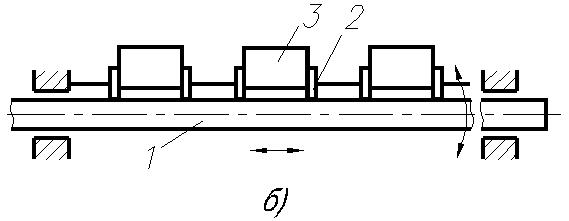
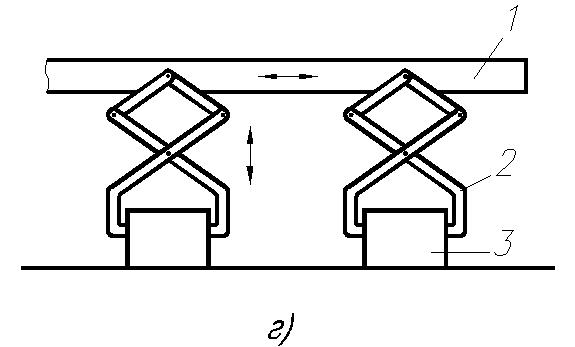
Шаговые штанговые транспортеры с флажками (рис. б) предназначены для перемещения по направляющей приспособлений-спутников с установленными на них заготовками 3. Перемещение осуществляется штангой 1 (круглого сечения) совершающей возвратно-поступательные движения, на которой секциями закреплены флажки 2. При движении штанги вперёд, в том же направлении одновременно перемещаются заготовки 3 на одну позицию по всей линии. После этого штанга поворачивается и возвращается обратно. Поворот штанги и её осевое перемещение осуществляются двумя гидроцилиндрами.
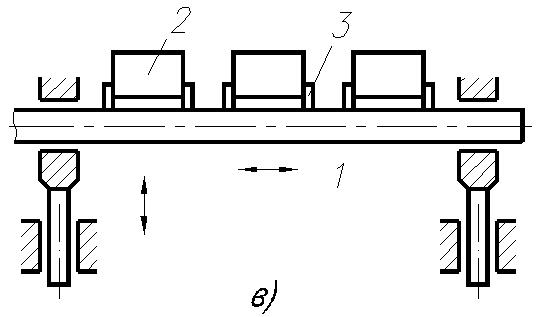
Грейферные шаговые транспортёры (рис. в) применяются реже. У них штанга 1 совершает поочерёдно два возвратно-поступательных движения в перпендикулярных направлениях с чередованием фаз этих движений. Обрабатываемые заготовки 2 перемещаются жесткими (неповорачивающимися) флажками 3. Конструктивно такие транспортеры обычно сложны и применяются только в тех случаях, когда подход к захватываемым деталям может быть произведен лишь с определённой стороны, причем посадка транспортируемых деталей на позициях такова, что для перемещения с позиции на позицию транспортер должен поднять деталь вверх.
Рейнерные шаговые трансформаторы (рис. г) представляют собой усложненный вид грейферных. Детали 3 перемещаются не флажками, а закреплёнными на штанге 1 захватами 2, которые обычно расположены сверху. Эти транспортеры требуют сложных надстроек над линиями.
Приспособления для установки и закрепления обрабатываемых деталей
Приспособления применяют двух видов: стационарные и приспособления-спутники. Стационарные приспособления предназначены только для выполнения определённой операции обработки детали на одном определённом станке. Эти приспособления выполняют следующие функции: предварительное ориентирование обрабатываемой детали, базирование, окончательное ориентирование и фиксирование её в этом положении, закрепление и раскрепление, направление режущих инструментов (сверл) при обработке.
Приспособления-спутники – служат для закрепления деталей сложной конфигурации, не имеющих удобных поверхностей для надёжного базирования при транспортировании и обработке.
Накопительные устройства
Для уменьшения потерь рабочего времени, связанного с наладкой отдельных станков АЛ, её разделяют на отдельные участки, каждый их которых при остановке других может работать самостоятельно. Чтобы каждый участок линии мог работать независимо от других, перед началом каждого из участков создают межоперационные заделы деталей. Для приема, хранения и выдачи деталей из межоперационных заделов на линиях применяют специальные автоматические накопители. Накопительные устройства делятся на два вида: транзитные (проходные) и тупиковые. В тупиковых схемах накопитель включается в работу только при остановке предыдущего участка линии.
Системы управления АЛ
Существуют централизованные, децентрализованные и смешанные системы управления.
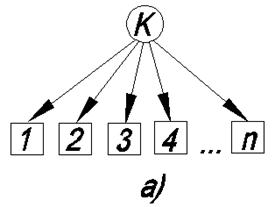
При централизованном управлении (рис. а) агрегатами программа задаётся центральным командным устройством К, которым может быть командоаппарат, распределительный вал, считывающее устройство с лентопротяжным механизмом и др.
Преимуществом такой системы является возможность точного соблюдения порядка выполнения технологических операций по времени, постоянство продолжительности рабочего цикла, упрощённая подсистема управления работой отдельных агрегатов и простота системы в целом.
Недостатком системы централизованного управления является возможность совершения последующих операций без учёта выполнения предыдущих, что может привести к выпуску брака и аварийным поломкам. Системы централизованного управления применяют в основном в сравнительно простых АЛ с непродолжительным циклом.
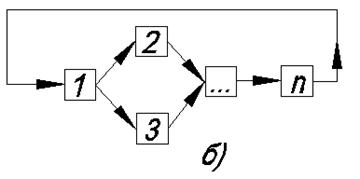
В системах децентрализованного управления (рис. б) используют путевые переключатели и упоры. Команды передаются последовательно по мере обработки каждого элемента цикла. До тех пор пока предыдущие операции не закончатся, последующие не могут осуществляться. В этом состоит преимущество децентрализованной системы управления. Недостаток – отсутствие контроля выполнения предыдущей операции.
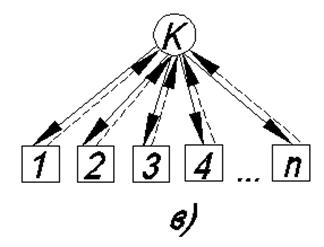
Системы смешанного управления (рис. в) объединяют в себе многие качества систем централизованного и децентрализованного управления. Циклом линии управляет командоаппарат К, однако при этом осуществляется контроль выполнения промежуточных операций. Вал командоаппарата имеет периодическое вращение с получаемыми сигналами.
Автоматические линии порошковой окраски
Автоматическая линия порошковой окраски — это технологический комплекс оборудования, предназначенный для нанесения полимерного покрытия на поверхность различных изделий и состоящий из следующих агрегатов:

- Агрегат подготовки поверхности перед окраской деталей перед окраской
- Кабина нанесения порошковой краски порошковой краски
Для подробного ознакомления с процессом работы автоматической линии порошковой окраски посмотрите наше видео:
Схема автоматической линии порошковой окраски

Компания ТЕХНОМАКС изготавливает окрасочные линии различной степени сложности и в полном соответствии с требованиями заказчика. При проектировании каждой конкретной линии учитываются требования по производительности, стойкости получаемого покрытия, частоте смены цвета, используемому энергоносителю (газ, дизель, электроэнергия). Мы всегда учитываем производственные условия заказчика: состояние поверхности окрашиваемых деталей перед покраской, размеры производственного помещения, температуру и влажность в цехе, химический состав воды.
Пример работы автоматической линии окраски радиаторов отопления Вы можете увидеть на следующем видео:
Основные элементы автоматической линии порошковой окраски
Агрегат химической подготовки поверхности

Ахгерат химической подготовки поверхности может быть исполнен в 3-х вариантах обработки деталей в зависимости от выбранной технологии: обработка методом струйного облива, обработка методом окунания, гибридный метод, сочетающий струйную обработку и окунание.
Печь сушки

Печь сушки служит для удаления остаточной влаги с поверхности деталей после процесса подготовки поверхности и перед нанесением порошковой краски. Компания ТЕХНОМАКС изготавливает печи сушки в различных вариантах исполнения: колокольного типа, тупикового типа, с воздушными завесами. Метод нагрева печи выбирается исходя из доступных энергоносителей на производственной площадке заказчика.
Кабина нанесения порошковой краски

Кабина нанесения порошковой краски — это сердце окрасочной линии. В кабине производится процесс электростатического напыления частиц порошковой краски на поверхность окрашиваемых деталей. Нанесение может производиться как вручную, так и автоматически. Кабины компании ТЕХНОМАКС проектируются таким образом, чтобы возвращать максимальное количество не осевшей на изделия краски обратно в рабочий процесс.
Печь полимеризации

Печь полимеризации служит для формирования готового покрытия — детали с напыленной порошковой краской поступают в пространство печи, где автоматически поддерживается требуемая температура 160-220 ° С в зависимости от типа краски. Печи полимеризации компании ТЕХНОМАКС изготавливаюся в различных вариантах исполнения: с косвенным или прямым газовым нагревом, с косвенным дизельным нагревом, с электрическим нагревом. Для получения минимальной себестоимости продукции мы всегда рекомендуем нашим заказчикам выбирать газовый нагрев печей.
Конвейерная система

В качестве транспортной системы для автоматических линий порошковой окраски чаще всего применяется подвесной монорельсовый конвейер или подвесной тактовый конвейер Power&Free. Компания ТЕХНОМАКС тесно сотрудничает с лидером рынка подвесных конвейерных систем — FUTURA, Италия.
Автоматическая система управления

Интеллектуальная система управления линией компании ТЕХНОМАКС осуществляет контроль и поддержание всех технологических параметров оборудования с высокой точностью и минимальными затратами энергии за счет применения систем тиристорного регулирования мощности нагревателей, частотных преобразователей для управления двигателями, модулируемых блоков управления горелками и других продвинутых схем управления.
Преимущества линий производства TECHNOMAX
▶ ЭКОНОМИЧНОСТЬ
Наши линии позволяют экономить Ваши деньги за счет:
Высокоэффективной рекуперации порошковой краски с применением циклонной и картриджной фильтрации
Мы предлагаем Вам возвращать от 95% до 99% порошковой краски обратно в цикл.
Непревзойденного контроля и постоянства толщины покрытия благодаря технологии HDLV
В себестоимости порошкового покрытия ключевая статья — расходы на саму краску. Мы предлагаем Вам экономить от 10 до 40% порошка за счет инновационной системы нанесения. Годовая экономия составляет от € 20.000 до € 100.000 в зависимости от производительности линии.
Минимальных теплопотерь благодаря бескаркасной конструкции печей
Печи сушки и полимеризации производства ТЕХНОМАКС обладают повышенной энергоэффективностью:
отсутствие металлоемкого несущего каркаса позволяет минимизировать число тепловых мостов и затраты на нагрев печи, а конструкция печей по принципу колокола позволяет экономить до 30% на энергоносителях.
Минимального расхода химии и деминерализованной воды
за счет умной конструкции агрегата подготовки поверхности
Наши АХПП оснащены системой многократного использования дорогостоящей деми-воды, системой каскадного пополнения ванн и встроенной системы удаления масла и шлама. Все этой позволяет значительно снизить затраты на подготовку поверхности Ваших деталей.
Отсутствия простоев оборудования благодаря надежности конструкции и комплектующих
Опыт эксплуатации собственных линий на нашем заводе в режиме 24/7, а также опыт наших клиентов многократно подтверждают справедливость нашего принципа: использование самых надежных комплектующих в сочетании с отработанными инженерными решениями, исполненными из высококачественных материалов — залог высочайшей надежности оборудования, что позволяем Вам быть уверенными в сроках исполнения обязательств перед своими клиентами.
Минимального расхода газа за счет применения модулируемых газовых горелок
Модулируемые газовые горелки на 15% экономичнее, чем двухступенчатые, за счет плавного регулирования мощности. Экономия газа окупает разницу в стоимомсти несколько раз за год.
▶ ВЫСОКОКЛАССНЫЙ ИНЖИНИРИНГ

Команда первоклассных инженеров
Проектированием автоматических линий порошковой окраски в компании ТЕХНОМАКС занимаются креативные молодые инженеры — выпускники лучших технических вузов страны, среди которых МГТУ им. Н.Э.Баумана и универститет SKOLTECH, Сколково.
Для проектирования, расчетов и математического моделирования наши инженеры используют самое современное программное обеспечение, которое позволяет изящно вписать сложнейший технологический комплекс порошковой окраски в сложившуюся производственную экосистему заказчика.
Мощное вычислительное оборудование
Для сокращения сроков математического моделирования мы приобрели высокопроизводительные рабочие станции, на которых наши инженеры моделируют процессы циркуляции и нагрева воздуха в печах, аспирацию в окрасочных камерах, ударное воздействие струи жидкости в агрегатах подготовки поверхности.
Высокий уровень автоматизации
Наши системы управления линиями порошковой окраски самые продвинутые на рынке. Отдел автоматизации компании ТЕХНОМАКС разработал систему управления, способную извлечь максимум выгоды из всех технологических процессов проходящих на линии.
▶ САМЫЕ НАДЕЖНЫЕ КОМПЛЕКТУЮЩИЕ

Минимизация простоев оборудования
Главенствующий принцип при подборе комплектующих в компании ТЕХНОМАКС — это надежность и рабочий ресурс. Мы проектируем линии на долгие годы бесперебойной эксплуатации. Простой оборудования для замени насоса, вентилятора или горелки не допустим, т.к. последствия срыва сроков окраски могут быть губительными для репутации Вашей компании перед клиентами.
Оперативный сервис и доступность запасных частей
Все наши поставщики комплектующих широко представлены в России и за рубежом, что гарантирует Вам наличие на складе полного спектра запасных частей и оперативную сервисную поддержку как в гарантийный, так и в послегарантийный период.
Open Library — открытая библиотека учебной информации
Открытая библиотека для школьников и студентов. Лекции, конспекты и учебные материалы по всем научным направлениям.
Категории
Спорт Структура автоматической линии
Тема 5. Автоматические линии
Лекция №7
Автоматическая линия (АЛ)представляет собой совокупность технологического оборудования, установленного в последовательности технологических операций, соединенного автоматическим транспортом, оснащенного автоматическими загрузочно-разгрузочными устройствами, управляемого одной общей или несколькими взаимосвязанными системами управления (рис.6.1).
Цель создания автоматических линий, как и любого автоматизированного оборудования, — обеспечение высокого качества и заданного количества продукции, избавление человека от монотонного и тяжелого физического труда, создание комфортных условий обслуживания.
Автоматические линии предназначены для массового и крупносерийного производства в отраслях промышленности с установившимся характером производства.

Рис. 6.1. Структурная схема АЛ
Загрузка, разгрузка и межоперационное перемещение заготовок и деталей от станка к станку осуществляется, как правило, автоматической транспортной системой, имеющей накопитель первичной загрузки. АЛ должна содержать не менее двух автоматических станков.
Линия, в каждом цикле работы которой выполнение части операций происходит с непосредственным участием оператора, принято называть полуавтоматической.
Часть АЛ, технологическое и транспортное оборудование в которой объединены общим назначением или компоновочным решением, принято называть участком автоматической линии. Участок АЛ может действовать самостоятельно.
Классификация автоматических линий
АЛ классифицируются по различным признакам, влияющим на их структуру и организацию эксплуатации.
1.По непрерывности действия обрабатывающих инструментов или среды на объект обработки АЛ делятся на:
· дискретные (с паузами).
2. По непрерывности транспортирования обрабатываемых объектов АЛ различают на:
· непрерывные, когда обработка объектов ведется во время движения транспортера,
· дискретные (шаговые), когда объект обрабатывается в остановленном состоянии, с закреплением и фиксацией в рабочих зонах;
3.По виду связи между станками (агрегатами) АЛ бывают:
· сблокированные (с жесткой связью)
· несблокированные.(с гибкой связью)
Сблокированная автоматическая линия — это АЛ, в которой автоматический транспорт и система управления объединяют работу встроенного технологического оборудования общим циклом.
В сблокированной АЛ, показанной на рис. 6.2, а, изделия загружаются, обрабатываются, разгружаются и передаются от станка к станку одновременно или через кратные промежутки времени, В этих линиях нет межоперационных активных заделов, в связи с этим в случае выхода из строя любого станка все другие станки выключаются и линия простаивает.

Рис. 6.2. Схемы сблокированной (а) и несблокированной (б) автоматических линий:
1 — накопитель первичной загрузки; 2 — станки; 3 — транспортер; 4 — заготовки; 5 — накопители; I, II, III — номера участков
Несблокированная автоматическая линия — это АЛ, в которой автоматический транспорт и система управления обеспечивают в определенных пределах независимый цикл работы каждой единицы встроенного технологического оборудования.
В несблокированной АЛ изделия обрабатываются и передаются от станка к станку не одновременно. На рис. 6.2,б показано, как после обработки на станке изделие попадает в межоперационный накопитель: в этих линиях имеются межоперационные активные заделы, что позволяет в случае выхода из строя любого станка всем другим продолжать работу до окончания межоперационных заделов.
Межоперационный задел составляют заготовки, расположенные между двумя станками (или участками) АЛ и предназначенные для обеспечения бесперебойной работы станков (или участков) при их различной производительности или в случае поломки одного из них.
Устройство для приема, хранения и выдачи межоперационного задела, расположенное между станками или между участками станков (см. рис. 6.2, б) АЛ, принято называть накопителем заделов.
Из рис. 6.3 очевидно, что несблокированная АЛ может обеспечивать несинхронную связь между станками (рис. 6.3, а) или между участками (при синхронной связи между станками участка — см. рис. 6.3, б).

Рис. 6.3. Схемы автоматических линий с накопителями,
расположенными между станками (а) и между участками (б):
1 — накопители; 2 — станки; 3 — первичные накопители в начале АЛ; 4 — накопители обработанных деталей в конце АЛ
4. По виду обрабатываемых изделий различают АЛ для обработки корпусных деталей, валов (прямоосных, коленчатых, распределительных), дисков, деталей подшипников и др.
5По характеру транспортирования изделий АЛ делятся на спутниковые и бесспутниковые.
Спутниковая АЛ такая, в которой заготовки базируются, обрабатываются и транспортируются на приспособлениях-спутниках (ПС). В транспортную систему таких линий входят транспортеры для возврата ПС на позицию загрузки.
На рис. 6.4 показана АЛ для обработки корпуса клапана, который из-за формы, неудобной для непосредственного базирования, устанавливают на ПС. Данная АЛ имеет замкнутую транспортную систему, состоящую из продольных и поперечных шаговых конвейеров 2, 3, 5 и 10, перемещающих обрабатываемые детали 4 по рабочим позициям Б, В, Г, Д и возвращающих ПС 6 к позиции А ручной загрузки-выгрузки обрабатываемых изделий (на позициях А, В и Г верхняя плита у ПС не показана). Последовательная обработка детали происходит на станках 7, 8 и 1. На позиции Б растачиваются отверстия и подрезаются торцы левого и среднего фланцев. На позиции В сверлятся отверстия и подрезается торец правого фланца. На столе 9 ПС вместе с деталью поворачивается в горизонтальной плоскости на 180° и поступает на позицию Г для сверления отверстий в торцах правого и среднего фланцев. После обработки ПС с деталью поступает на позицию Д для очистки от стружки, а затем на позицию А для контроля отверстий, снятия с ПС обработанной детали и установки на ПС новой заготовки.

Рис. 6.4. Однопредметная автоматическая линия для обработки корпуса
клапана с приспособлением-спутником:
1, 7, 8 — станки; 2, 3, 5, 10 — шаговые конвейеры; 4 — обрабатываемая деталь;
6 — ПС; 9 — стол; А — позиция контроля и загрузки-выгрузки; Б, В, Г, Д —рабочие позиции
При компоновке АЛ из вертикальных станков, когда на одной станине монтируются с противоположных сторон два силовых узла изделие транспортируется в горизонтальной плоскости. По такой схеме строятся АЛ для обработки крупных изделий.
6. По типу встроенных станков различают АЛ из
· универсальных (автоматов или полуавтоматов),
Иногда АЛ компонуется из станков различных типов.
7. По способу передачи изделий со станка на станок различают следующие АЛ:
· со сквозным транспортированием через рабочую зону. Преимущество такого способа — удобство компоновки, недостаток — усложнение обслуживания оборудования. Такие АЛ применяются при обработке корпусных деталей, при обработке наружных колец подшипников на бесцентровых круглошлифовальных автоматах и т.д.;
· с верхним транспортированием. Преимущество — облегчение обслуживания станков АЛ, недостаток — усложнение транспортной системы. Такие АЛ применяются при шлифовальной обработке коленчатых валов;
· с боковым (фронтальным) транспортированием. При этом требуется дополнительное устройство для поперечной загрузки заготовок в рабочую зону и съема готовых деталей. Такие АЛ применяются при обработке валов электродвигателей, зубчатых колес железнодорожных подшипников;
· с комбинированным транспортированием.
8, По числу типов одновременно обрабатываемых деталей АЛ делятся на
Пример спутниковой АЛ для обработки одного изделия, называемой однопредметной, или однономенклатурной, приведен ранее (см. рис. 6.7).
АЛ, предназначенная для производства изделий нескольких типоразмеров или наименований, принято называть многопредметной, или многономенклатурной.
Многопредметная АЛ должна быть переналаживаемой — ее технологическое и транспортное оборудование за счет автоматического или ограниченного по времени и трудоемкости ручного регулирования или замены элементов технологической оснастки, автоматического транспорта и автоматических загрузочно-разгрузочных устройств должны позволять проводить обработку разных изделий в заранее установленном диапазоне размеров.
9, По числу потоков АЛ бывают
Обработка, при которой каждая операция (переход) выполняется только на одном изделии, принято называть однопоточной, а работающая по этому принципу АЛ — линией последовательного действия (рис. 6.7).

Рис, 6.7. Схемы однопоточных АЛ из одного (а) и двух (б) участков
1 – заготовки 2 – станки 3 – конвееры 4 – поворотные столы
Обработка, при которой одна и та же операция (переход) выполняется одновременно на нескольких изделиях, принято называть многопоточной, а работающая по такому принципу АЛ — линией параллельно-последовательного действия (рис. 6.8). Увеличение числа потоков связано с крайне важностью увеличения выпуска изделий.

Рис. 6.8. Схема многопоточной АЛ:
1, 2, 3 — заготовки; 4 — станки
10. По ветвлению потоков АЛ делятся на:
Неветвящиеся АЛ применяются когда длительности операций выполняемых на АЛ одинаковые (равная такту), а ветвящиеся – длительности операций разные, отличающиеся друг от друга в разы.
11. По расположению оборудования АЛ различают
Замкнутые АЛ загружаются и разгружаются с помощью транспортного устройства, ПР или оператора в одном месте, что является их достоинством; недостаток — затрудненный доступ к оборудованию, что усложняет его обслуживание. Большинство АЛ — незамкнутые, т. е. расположение оборудования может быть прямолинейным, Т-образным, П-образным, Ш-об-разным и т.д. Такие АЛ позволяют выполнять много операций, обеспечивают удобный доступ при обслуживании и ремонте, но требуют большого числа обслуживающих рабочих.
12. По технологическому назначению различают АЛ
Для АЛ комплексной обработки характерно сочетание технологических операций: обработка резанием, давлением, сборка, контроль, мойка и т.д.
Контрольные вопросы:
1.Что такое автоматическая линия и что входит в ее состав?
2.Для какого типа производства предназначены автоматические линии?
3.Чем отличается сблокированная АЛ от несблокированной?
4.Как классифицируются АЛ по характеру транспортирования изделий?
5.Как классифицируются АЛ по способу передачи изделий со станка на станок?
6.Какие особенности спутниковых АЛ?
7.Как различаются АЛ по расположению оборудования в линии?
8.Назовите средства автоматизации загрузки заготовок в автоматических линиях.
Читайте также
Тема 5. Автоматические линии Лекция №7Автоматическая линия (АЛ)представляет собой совокупность технологического оборудования, установленного в последовательности технологических операций, соединенного автоматическим транспортом, оснащенного автоматическими. [читать подробенее]
Источник https://studopedia.ru/2_19447_avtomaticheskie-linii.html
Источник https://technomax.pro/products/automatic
Источник http://oplib.ru/sport/view/953611_struktura_avtomaticheskoy_linii