ГОСТ 14918-80 — область применения и основные положения
Коррозия разрушает около 10% всего производимого в мире металла, каждая шестая-седьмая домна работает впустую: выплавленная в ней сталь в течение года полностью превращается в ржавчину. Даже в развитых странах с высокими технологиями ущерб, наносимый коррозией, может достигать 4% от ВВП. Один из самых эффективных способов защиты от коррозии — нанесение на поверхность металлоконструкций защитного слоя из цинка. Цинкование в несколько раз дешевле лакокрасочных покрытий, и, в то же время, продлевает срок службы металла на 30-40 лет.
Листовую (также рулонную) оцинкованную сталь получают:
- горячим цинкованием тонколистовой рулонной холоднокатаной стали;
- путем нанесения гальванического покрытия;
- напылением (газо-термическим методом);
- термодиффузным цинкованием.
Наиболее распространенным является горячее цинкование, эта технология позволяет изготавливать прочное и долговечное антикоррозионное покрытие толщиной от 10 до 60 мкм при наименьших затратах. Матово-белое, иногда с серым оттенком без блеска покрытие, получаемое горячим цинкованием, уступает по декоративным качествам блестящим и серебристым гальваническим, однако обладает большей твердостью и отличными прочностными характеристиками.
Лист оцинкованный ГОСТ 14918-80 (технические условия и требования)
Стандарт 14918-80 распространяется на холоднокатаную углеродистую сталь толщиной от 0,5 до 2,5 мм, прошедшую операцию непрерывного горячего цинкования (в результате которой на поверхности металла образуется коррозионностойкий сплав Zn-Fe). Для оцинковки из низкоуглеродистых сталей технические условия определяются отдельно, стандартом Р 52246-2004.
| № | Классификация оцикнованной стали ГОСТ 14918-80 | Группы, категории, классы | Аббревиатура (используется для условного обозначения) |
| 1 | Группы назначения | Общего назначения | ОН |
| Для холодного штампования | ХШ | ||
| Для холодного профилирования | ХП | ||
| Под окраску | ПК | ||
| 2 | Категории вытяжки | Весьма глубокая вытяжка | ВГ |
| Глубокая | Г | ||
| Нормальная | Н | ||
| 3 | Качество протекторного слоя | Уменьшенная разнотолщинность | УР |
| Нормальная разнотолщинность | НР | ||
| 4 | Толщина слоя оцинковки, класс | I класс | 1 |
| II класс | 2 | ||
| Повышенный | П | ||
| 5 | Внешний вид оцинковки/вид узора кристаллизации (по договоренности с заказчиком) | С кристаллизационным рисунком | КР |
| Без кристаллизационного рисунка | МТ |



Влияние ГОСТ на качество оцинкованной стали
Стандартом жестко регламентируются требования к качеству оцинкованной стали, объему испытаний и методике проверки предприятиями качества готовой продукции. Каждая партия оцинкованной стали должна иметь документ, оформленный по ГОСТ7566-94, подтверждающий соответствие данной партии требованиям ГОСТ 14918-80, сертификат соответствия, получаемый покупателем металла, при этом гарантирует, что продукция прошла на заводе-изготовителе все необходимые испытания.
Качество поверхности листов проверяют внешним осмотром. Для проверки на растяжение, на прочность сцепления защитного покрытия с металлической основой и для оценки микроструктуры, а также толщины покрытия и разнотолщинности, из рулона вырезают образцы.
Все это практически исключает выход некачественной готовой продукции за территорию предприятия-изготовителя.
![]()
Полностью готовые к перевозки листы оцинкованной стали по ГОСТ 14918-80
ГОСТ14918-80 также регламентируются требования к упаковке, транспортировке и хранению оцинкованной стали, дополняющие ГОСТ 7566-94. Для защиты поверхности при транспортировке и хранении, оцинкованную сталь консервируют пассивированием или промасливанием.
Листы упаковывают в пачку, боковые поверхности которой защищают швеллерами из отожженного стального листа. Снизу к пачке крепятся деревянные бруски.
Пачки и рулоны оцинкованной стали должны быть прочно обвязаны металлической лентой. Вес одной пачки или рулона не должен быть меньше 3 и больше 10 тонн.
Полезная статья? Сохраните ее в соцсетях, чтобы не потерять ссылку!
Читайте по теме:
Расчет несущей способности профнастила
Какова несущая способность профнастила? Для чего его можно применять и как выбрать марку для Ваших нагрузок? Описание, характеристики, расчеты — обо всем этом в статье. Читайте!
Расход профнастила на м² и п.м.
Норма расхода профнастила на кровлю, фасад или забор. Существуют ли общие нормы расхода профлиста? Что нужно учитывать, когда считаете расход профнастила на 1м²? Обо всем этом — в статье.
Лист оцинкованный, размеры по ГОСТ 19904-90 (сортамент)
Размеры, предельные отклонения и требования к точности изготовления для оцинкованной стали устанавливаются сортаментом ГOCT 19904-90 так же, как и для не оцинкованной холоднокатаной листовой стали.
Оцинкованная сталь по ТУ согласно ГOCT 14918-80 изготавливается шириной от 700 до 1800 мм (размерный шаг в зависимости от диапазона 50, 100 и 150 мм), длиной от 1000 до 6000 мм (размерный шаг 20, 80, 100, 150, 200, 300, 500 мм), однако по согласованию с потребителем в случае необходимости допускается устанавливать и другие размеры.
Толщина оцинкованного листа регламентирована в пределах от 0,5 до 2,55 мм, причем сортаментом определяется следующий размерный шаг:
- диапазон толщин 0,5-0,8 мм — шаг составляет 0,05 мм;
- диапазон 0,8-1,8 мм — шаг 0,1 мм;
- диапазон 1,8-2,5 — шаг 0,2, последний — 0,3 мм.
Нормы изготовления
Производство оцинковки регламентируется ГОСТом 14918-80. Продукция выпускается в виде листов, рулонов с необрезными и обрезными кромками. Хорошие технические характеристики заготовок обусловлены использованием стали марок высокого качества. Химический состав металла контролируют ГОСТы 1050-74, 9045-80, 380-71. Какая именно марка холоднокатаной стали используется для производства оцинкованной стали, зависит от категории вытяжки.
Например, для оцинковки холодной штамповки категорий вытяжки Н и Г берут металл с массовой частью фосфора до 20-25%, серы — до 0,035%. Для холодной штамповки (ХШ) категории вытяжки ВГ используют следующие марки: 08пс, 08ю, 08кп. Для группы общего назначения (ОН) оцинкованных изделий производятся из стали с массовой частью серы 0,045%, фосфора — 0,04%.
Разновидности обработки
Стальные оцинкованные заготовки применяют для следующих видов обработки:
- изготовление различных изделий народного хозяйства;
- окрашивание полимерными красками для использования в строительстве, ландшафтном дизайне, интерьере;
- профилирование холодным способом (ХП) (для применения в строительстве, обустройстве территорий);
- холодная штамповка (ХШ) для изготовления различных деталей в машиностроении, судостроении, для предметов быта.
Вес оцинкованного листа
Вес оцинкованного листа (одного квадратного метра) теоретически можно рассчитать по формуле:
- M — вес 1 м² листа оцинкованного, кг;
- M1 — вес 1м² стального листа без плакирующего слоя толщиной 1 мм;
- t1 — толщина стального листа без покрытия;
- M2 — вес 1 м² плакирующего цинкового слоя толщиной 1 мм;
- t2 — толщина cлоя цинка с обеих сторон листа.
Удельный вес углеродистой стали равен 7,85 г/см³, или, для удобства расчетов, принято считать, что 1 м² листовой стали толщиной 1 мм весит 7,85 кг. Удельный вес цинка несколько меньше — 7,13 г/см³, то есть 1 м² цинка толщиной 1 мм весит 7,13 кг. С учетом этих величин формулу (1) можно переписать:
Толщина слоя цинка зависит от класса покрытия (ГOCT 14918-80) и указывается в условном обозначении:
| Класс | Предельные величины толщины слоя, мм | Масса протекторного слоя с двух сторон, кг |
| I | От 0,018 до 0,04 Средняя величина 0,029 | 0,258-0,570 Средняя 0,414 |
| II | От 0,01 до 0,018 Средняя величина 0,014 | 0,1425-0,258 Средняя 0,200 |
| П (повышенный) | От 0,04 до 0,06 | 0,57-0,855 Средняя 0,712 |
Чтобы рассчитать вес оцинкованного листа, можно пользоваться также формулой, учитывающей массу покрытия в зависимости от класса толщины слоя:
- M — лист оцинкованный вес 1 м², кг
- t1 — толщина стального листа без покрытия;
- Мп.с. — средняя величина веса протекторного слоя в зависимости от класса толщины, величина нормируется ГOCT 14918-80.
Чтобы рассчитать, сколько весит лист оцинкованный (вес одного листа нужного размера), пользуются формулой:
- Mлиста — вес одного листа оцинкованного, кг;
- M — вес 1 м², кг;
- S — площадь листа, м².
Учитывая, что сортаментом ГОСТ 19904-90 допускаются отклонения от расчетной массы до 3% (из-за регламентированных предельных отклонений по толщине, длине и ширине), а также с учетом малой толщины плакирующего слоя и небольшой разницы между удельным весом стали и цинкового сплава (в состав которого может входить свинец и алюминий), теоретически рассчитанная масса может несколько отличаться от действительного веса.
| № | Толщина листа, мм | Вес 1 м² стали без цинкового покрытия , кг | Вес 1 м² оцинкованной стали, 1 класс толщины покрытия , кг | Вес 1 м² оцинкованной стали, 2 класс толщины покрытия , кг | Вес 1 м² оцинкованной стали, класс толщины покрытия П , кг | Количество м² в тонне оцинкованной стали 2 класса |
| 1 | 0,50 | 3,925 | 4,339 | 4,125 | 4,637 | 242,42 |
| 2 | 0,55 | 4,317 | 4,731 | 4,517 | 5,029 | 221,36 |
| 3 | 0,60 | 4,710 | 5,124 | 4,910 | 5,422 | 203,67 |
| 4 | 0,65 | 5,103 | 5,517 | 5,303 | 5,815 | 188,60 |
| 5 | 0,70 | 5,495 | 5,909 | 5,695 | 6,207 | 175,59 |
| 6 | 0,75 | 5,888 | 6,302 | 6,088 | 6,600 | 164,2 |
| 7 | 0,80 | 6,280 | 6,694 | 6,480 | 6,992 | 154,32 |
| 8 | 0,90 | 7,065 | 7,479 | 7,265 | 7,777 | 137,65 |
| 9 | 1,00 | 7,850 | 8,264 | 8,050 | 8,562 | 124,22 |
| 10 | 1,10 | 8,635 | 9,049 | 8,835 | 9,347 | 114,09 |
| 11 | 1,20 | 9,420 | 9,834 | 9,620 | 10,132 | 103,95 |
| 12 | 1,50 | 11,775 | 12,189 | 11,975 | 12,487 | 83,51 |
| 13 | 2,00 | 15,700 | 16,114 | 15,900 | 16,412 | 62,89 |
| 14 | 2,50 | 19,625 | 20,039 | 19,825 | 20,337 | 50,45 |
Согласно ГOCT 14918-80, оцинкованная сталь может изготавливаться с дифференцированным покрытием: на одной стороне класс толщины №2, а на другой — №1 или П, что учитывается при расчете массы.
Преимущества и недостатки материала
Если бы существовали совершенные виды строительных материалов, то не трудно предположить, что их производители, продавцы, да и строители давно бы остались без работы. У каждого материала есть свои преимущества и недостатки.
Поэтому оцинкованный металл не является исключением. Но, приступая к монтажу кровли, каждый уважающий себя мастер обязан знать, какими свойствами обладает кровельный материал.
О преимуществах, по порядку:
- Первым и одним из основных преимуществ, бесспорно, является низкая стоимость материала. Она обусловлена хорошо налаженным, относительно не дорогим способом массового производства стали.
- Вторым, главным преимуществом оцинкованного металла. является его высокая прочность и долговечность. Оцинкованный профиль прекрасно выдерживает ветровые, снежные нагрузки, град, перепады температур, влияние ультрафиолетового излучения.
- Сложные конструкции крыши также можно устраивать при помощи оцинкованных профилей, если предварительно заказать нужные формы и размеры.
Недостатков у этого вида кровли тоже не очень много.
Пожалуй, всего лишь два:
- Кровля из оцинкованной стали требует очистки и покраски, примерно один раз в 5 лет.
- Оцинкованный профиль далеко не является образцом звукоизоляции, поэтому к монтажу предъявляются повышенные требования. При устройстве кровли из оцинкованной стали требуются снегозадержатели, заземление.
По поводу лёгкости монтажа этого вида кровли, мнения экспертов расходятся. Встречаются даже такие, которые говоря о лёгкости устройства кровли, сразу же противоречат своим высказываниям, сделанным немного ранее.
Что можно сказать по этому поводу? Наверно, единственно правильным советом будет только один: пусть устройством оцинкованной кровли занимаются люди с большим опытом в этом деле. Тем более, что цена материала не значительная, так что на монтаже можно не экономить.
Технология монтажа оцинкованной кровли

Устройство оцинкованной кровли по этапам существенно не отличается от других видов кровельных материалов. Здесь лишь особенное внимание стоит уделить системе звукоизоляции и максимальной прочности несущих элементов кровли, с учётом того, что металлический профнастил – один из самых тяжёлых видов кровельных материалов.
Для того, чтобы в ветреную погоду, при выпадении дождя металлическая крыша не грохотала, важно уделить внимание шагу крепления профильных элементов: если расстояние от одного до другого места крепления будет слишком большим, то повышенного шума избежать будет сложно, даже с учётом монтажа звукоизоляции. Таковы общие рекомендации.
Теперь об этапах укладки в последовательном порядке:
- Монтаж оцинкованной кровли начинается с установки водоотвода по длине карниза.
- Затем с одной из сторон ската укладывают картину. Картина должна быть уложена ровно, чтобы скат имел правильную геометрию. Для этого лучше предварительно сделать разметку.
- После укладки, первую картину крепят к обрешётке при помощи кламмеров, на уровне 30 – 40 мм ниже планки карниза.
- Затем прикладывают следующий лист, выровняв его в местах загиба; скрепляют при помощи инструмента. Далее, точно также укладывается следующий лист
- Подрезать и закрывать замки на капельнике нужно после закрывания крайнего замка на скате.
- После укладки профнастила на всех скатах крыши, соединяется каждый угол.
- Ширина полос для устройства ендов должна быть достаточной, чтобы изолировать все участки, не накрытые картинами.
- В конце монтажа, при необходимости, устраивается конёк и защитное ограждение.
- Если есть необходимость в покраске крыши сразу же после монтажа, то делают это по окончанию полной установки кровли.
Окрашивание оцинкованного профиля
Несмотря на то, что оцинкованный профнастил является достаточно прочным материалом, покраска придаёт ему дополнительные защитные свойства. Например, в случае незначительных царапин на поверхности, полимерный слой предохраняет профиль от коррозии. Кроме того, окрашенный лист выглядит более привлекательным с эстетической точки зрения.
Окрашенный профиль можно приобрести у изготовителя, но учитывая, что оцинкованный лист может прослужить до 5 лет без полимерного покрытия, некоторые застройщики устанавливают неокрашенный профиль, и спустя 5 лет окрашивают в целях антикоррозийной профилактики.
Что нужно знать о покраске оцинкованной стали? Как и любую окрашиваемую поверхность, оцинкованный профиль необходимо подготовить к покраске. Весь процесс подготовки и покраски профиля заключается в нескольких этапах:
- Подготовка поверхности: удалить грязь, обезжирить при помощи очищенного бензина или других жидкостей; При повторном окрашивании следует очистить поверхность от старой краски, при необходимости нанести слой огрунтовки, пошлифовать, удалить пыль.
- Огрунтовка: металл плохо удерживает краску, поэтому поверхность металла нужно обязательно загрунтовать;
- Окрашивание: для окрашивания можно использовать различные инструменты и приспособления, с учётом площади поверхности: от малярных валиков до краскопульта. Слой краски должен быть достаточно плотным. Желательно выбирать краску с защитным свойством, против ультрафиолетового излучения. Особенное внимание нужно уделять окраске металла в различных местах соединений на крыше.
- Просушка: окрашенную поверхность просушить, желательно избегать при этом влажности. В случае, когда окраска производится непосредственно на крыше, то делать это нужно в сухую погоду.
Устройство картин
Если кровля устраивается не из листового металла, который нарезают по длине ската, а из отдельных картин, то перед укладкой на обрешётку, их соединяют между собой в длину, двойным фальцем. Таким образом, получается целая полоса.
Следующий ряд картин укладывается так, чтобы картины межу собой в итоге были соединены не строго по швам, а смещались на половину листа, в полушахматном порядке. Устройство кровли из металлического материала имеет одну особенность: все дефекты монтажных работ проявляются не сразу, а лишь в процессе эксплуатации. Поэтому важно помнить об этом, чтобы крыша не текла.
В заключение, совет: металл имеет такое, как свойство скольжение, в особенности вовремя покраски. Поэтому имеет смысл использовать дополнительные меры предосторожности во время монтажных работ: лучше надеть для этого специальную обувь, чтобы она не скользила по поверхности и пользоваться страховочным поясом.
Способы устройства кровли из рулонной и листовой стали
По мнению экспертов, монтаж кровли из рулонной или листовой стали – процесс не сложный, благодаря технологии её изготовления, предусматривающей способы соединения картин при помощи фальца. Что такое картина и фальцевое соединение?
Картина – кровельный лист, имеющий кромку, подготовленную для фальцевого соединения.
Фальц – соединительный шов, образованный в местах соединения элементов кровли. Также необходимо знать виды фальцевых соединений.
- Их различают по способу соединения: одинарные и двойные;
- По направлению относительно поверхности кровли – лежачие и стоячие. Вертикальное двойное соединение, являющееся наиболее прочным, используют для боковых краёв, расположенных вдоль скатов, горизонтальные полосы соединяют лежачими фальцами.
Существует, так называемое, защёлкивающееся соединение, которое не требует использования инструмента при монтаже. Также фальцы можно выполнить самостоятельно, при помощи специальных закаточных устройств.
Более удобно использовать заранее подготовленный профильный материал. Такой способ соединения швов даёт экономию времени монтажных работ, сокращение расхода материала. Кроме того, выполненные в производственных условиях картины, дают повышенную герметичность и надёжность кровли при любых климатических условиях.
Ещё одно преимущество: хороший внешний вид. Для выполнения дизайнерских конструкций, изготовленный на производстве материал – незаменимый помощник. Такие картины могут иметь разнообразную форму и размеры, что придаст кровле оригинальный и эстетичный вид.
Ржавеет ли оцинкованная сталь?
Оцинковка железа методом горячего или холодного цинкования считается панацеей от ржавчины минимум на 10…15 лет. Практически это происходит не всегда. С подобной проблемой сталкиваются, в частности, автомобилисты и эксплуатационники конструкций, работающих в условиях влажных, химически агрессивных сред. Почему оцинковка ржавеет?
Некоторые причины недостаточной долговечности оцинкованных покрытий
Если исключить из рассмотрения некачественность проведения самого процесса (чаще всего коррозия оцинковки характерна лишь тогда, когда гальванопокрытие производится не в специализированных условиях), то наличие ржавой оцинковки определяется несколькими факторами.

Среда соприкосновения
Неблагоприятное воздействие на сталь, оцинкованную горячим способом, производит, в частности, почва, куда помещена конструкция. Поскольку в природе реально встречается более 200 различных типов почв, эффективность горячего цинкования в почве различна, и её трудно предсказать.
Что разъедает оцинковку в почве? Основными факторами, определяющими коррозионную активность грунта, являются его влажность, уровень pH и наличие хлоридов. Необходимо учитывать также и дополнительные характеристики:
- Степень аэрации почвы;
- Диапазон суточных колебаний температуры;
- Удельное электрическое сопротивление;
- Текстуру на размер частиц грунта.
Практически установлено, что защита оцинковки от коррозии эффективнее на коричневых песчаных почвах и не так хорошо действует на серых, глинистых. Это связано с тем, что грунт с более крупными частицами быстрее отводит влагу от поверхности. Поэтому оцинкованная деталь подвергается меньшему воздействию влаги, провоцирующей развитие электрохимической коррозии.
Первым шагом к оценке характеристик долговечности оцинкованной стали в почве является классификация грунта в районе применения конструкций из оцинкованного железа. Скорость коррозии стали в почве может составлять от менее 0,2 мкм в год в благоприятных условиях, до 20 мкм в год или более в очень агрессивных грунтах. Таким образом, сильнокоррозионные грунты будут диктовать необходимость надежной системы защиты от коррозии, такой как более продолжительное горячее цинкование, для обеспечения долговременной защиты.
Поскольку почва изменяется даже на небольшой территории, и коррозийность грунта может сильно различаться, неправильная классификация почвы часто приводит к неудовлетворительным результатам.
Ударные воздействия
После прокатки прочность сцепления оцинкованного слоя с основным металлом проверяется по ГОСТ Р 52246-2004. Гальваническую защиту разрешается выполнять двумя способами – горячим цинкованием или нанесением железо-цинкового покрытия. При этом толщина оцинковки определяется классом покрытия. Их четыре:
- Оцинковка посудохозяйственных изделий (толщина покрытия – не менее 70 мкм);
- Повышенное качество (толщина покрытия 40…60 мкм);
- Покрытие 1 класса (толщина покрытия 18…40 мкм);
- Покрытие 2 класса (толщина покрытия от 10 мкм).

Непосредственно прочность цинкового покрытия оценивается результатами технологических испытаний на изгиб, регламентируемых нормами ГОСТ 14019-2003. При этом нормируется только изменение формы тестируемых образцов, но не скорость приложения деформирующего усилия. Между тем известно, что ударный характер взаимодействия снижает прочность сцепления поверхностных покрытий на 30…35%. Таким образом, если деталь периодически подвергается механическим ударам твёрдых частиц (для автомобиля это, например, мелкий камень или гравий), то оцинкованное железо ржавеет из-за появления трещин и царапин в местах контакта.
Может ли оцинковка ржаветь сама по себе?
Может, и основным провокатором процесса является влага. Любая оцинковка в воде ведёт себя совершенно не так, как нам бы хотелось.
Как известно, металл, который лишь периодически соприкасается с водой (практически всегда имеющей достаточно высокий кислотный потенциал), фактически представляет собой макробатарейку, электроды которой имеют определённую разность потенциалов. Если цинка в слое достаточно, то срабатывает так называемая протекторная защита, в результате которой коррозии подвергается цинк, а не железо. Но, если поверхностный слой повреждён, то оцинкованное железо ржавеет, особенно, если после начала процесса поверхность оцинковки – влажная.
При контакте металла с водой, содержащей растворённые соли, коррозия усиливается. Образующийся оксид железа отслаивается от поверхности металла, и подвергается воздействию свежих молекул железа, которые продолжают процесс ржавления. В конечном итоге появляются большие окисленные участки, которые вызывают разрушение всей металлической структуры детали.
Белая коррозия и как с ней бороться
Процесс коррозии оцинкованного железа завершается образованием на оцинковке белой ржавчины. Она представляет собой мелоподобное вещество белого цвета, которое образует цинк, подвергающийся воздействию водорода (из воды) и кислорода (из воздуха). В результате такой реакции взаимодействия получается гидроксид цинка.
Белая ржавчина на оцинковке характерна для нового материала. Это связано с тем, что такое покрытие еще не имело возможности образовывать стабильные оксиды, поэтому водород и кислород связываются с чистым цинком. Белая ржавчина часто появляется на оцинкованном листе при его хранении, так как конденсат может попасть в зазор между отдельными листами.

В большинстве случаев белая коррозия делает защитное покрытие бесполезным. В отличие от стабильных оксидов цинка, гидроксиды цинка плохо прилипают к другим материалам. Белая ржавчина также непривлекательна с визуальной точки зрения.
Есть несколько способов предотвратить белую ржавчину:
- Устранить воздействие воды.
- Устранить образование конденсата, позволяя цинку образовывать стабильные оксиды.
- Использовать пассивирующие химикаты или масла.
В первом случае необходимо улучшить круговой обдув изделия воздухом. Также эффективны разумное повышение температуры покрытия или снижение уровня относительной влажности.
Разъедает оцинковку также длительное пребывания конструкции в тёплой среде, поскольку при этом интенсифицируется образование конденсата и соответственно гидроксида цинка. Еще один метод предотвращения образования белой ржавчины заключается в том, чтобы на поверхности цинка образовывать стабильные оксиды. Они будут препятствовать образованию белой ржавчины. Для этого дают покрытию некоторое время пребывать в среде с малой влажностью. Увеличение диоксида углерода, контактирующего с покрытием, также ускорит образование стабильных оксидов цинка.
Удаление ржавчины с оцинковки
Процедуру начинают с очистки уже замеченных участков коррозии. Эффективным способом является последующее поверхностное покрытие оцинковки пассивирующим химическим веществом или маслом. В первом случае предотвращается окисление (хотя и на короткое время), а во втором между цинком и водой создаётся защитный барьер, который препятствует формированию слоя гидроксида цинка. Большинство применяемых масел, однако, через короткий промежуток времени испаряются, поэтому требуется периодическое возобновление такого защитного покрытия.
Ранее для предотвращения коррозии оцинкованного железа использовали составы на основе соединений шестивалентного хрома, но сейчас такие вещества признаны токсичными и применяются крайне редко.
Чем обработать оцинковку от ржавчины?
Используются специальные преобразователи ржавчины. Для того, чтобы удалить ржавчину с оцинковки, вначале очищают поверхность, затем тщательно высушивают её, а потом, строго следуя инструкции производителя, наносят защитное средство. Комбинирование нескольких составов нежелательно, поскольку они потребуют и различной технологии нанесения, в результате которой возможно убрать ржавчину с оцинковки.
Чем красить оцинкованный металл на улице
Существует мнение, что оцинкованную поверхность изделий не нужно защищать дополнительно никакими средствами. Но на самом деле по истечению времени изделия, на которых проведено цинкование, неизбежно нужно красить. А оцинкованные листы, использующиеся для покрытия крыши, тем более должен быть покрашен защитным красками для оцинковки, ведь крыша подвержена постоянному атмосферному влиянию. Чем покрасить оцинковку рассказывается в статье.

Оцинкованное железо — что из себя представляет
Оцинкованное железо считается универсальным, представляет собой листы из кровельной стали, имеющие разные формы и толщину. После появление более инновационных материалов временно потеряло свою популярность, но индивидуальное строительство вернуло его на рынок, по причине надежности и приемлемой ценовой политики.
Цинкование осуществляется, чтобы защитить металл от появления ржавчины и коррозии. Оцинкованными листами покрывают кровлю, ставят забор из профнастила, цинк применяют для труб и т.д. Можно выделить достоинствами, что оцинковка является особо стойкой к негативным погодным условиям, с ней просто работать, в окрашенном состоянии имеет приятный внешний вид.

Как отличить нержавейку от оцинковки
Нержавеющая сталь от оцинкованного железа, прежде всего, отличается временным промежутком, то есть тем, на сколько долго материал может противостоять образованию коррозии. Нержавеющая сталь намного дороже оцинковки, но нечестные продавцы могут продать под видом нержавейки оцинковку. Чтобы не столкнуться с таким обманом, необходимо знать ряд способов для отличия этих двух материалов.
Самый верный метод провести спектральный анализ. Но его не всегда удобно проводить, и придется ждать, пока будут готовы результаты. Поэтому есть не такие точные, но более легкие методы. Первый вариант оценить изделия внешне, на оцинковке есть пятна, которые имеют название «узор кристаллизации». Нержавейка имеет большую матовость, чем оцинкованная поверхность, конечно если не была проведена зеркальная обработка.
Если же нержавейка была подвержена обработке по стандарту ВА, отличить ее по внешним факторам от оцинковки будет почти невозможно. Если у листа большая толщина, то можно посмотреть на линию среза, чтобы понять, однороден ли он.
Можно взять с собой магнит, ведь нержавеющий материал не магнититься, а оцинкованный материал наоборот магнититься. Можно также использовать соляную кислоту. Дело в том, что при контакте кислоты с оцинковкой произойдет химический процесс: появятся пузыри, и слой цинка начнет растворяться. Ну и можно покупать оцинковку у честного продавца, который не подведет.

Чем обусловлена необходимость окрашивания
Слой цинка служит защитным элементов стали от негативного влияния окружающей среды, он надежно защищает поверхность. Но спустя определенный промежуток времени он потеряет свои положительные свойства, и на стали появится «белая ржавчина», которая начнет процесс разрушения. Поэтому нужно применять краску по оцинкованному металлу для наружных работ, такое покрытие убережет изделия, и увеличит период эксплуатации изделия.
Кроме этого краска по оцинковке сделает окрашенное изделие более красивым. Краска для оцинкованного металла потребует вложения денег, но это более экономный вариант по сравнению с заменой испорченного изделия.
Практика показала, что красить лучше оцинкованную продукцию спустя год после начала эксплуатации, цинк начнет слезать, и поверхность станет шершавой, что сделает поверхность более готовой для сцепления с красящим составом. Если требуется провести окраску раньше, используют абразивные средства.

Чем красить оцинковку на улице, чтобы не облезла краска
Важно выбрать правильно, чем красить оцинковку, чтобы получить лучшие защитный барьер, и продлить время эксплуатации кровли. Для этого нельзя выбирать масляные краски потому, что при контакте с цинком будет происходить окисление, в итоге они не будут долго держаться на поверхности.
Виды средств для покраски оцинкованных изделий, которые подходят лучше всего:
- Цикроль. Это акриловые красящее вещество с матовым эффектом, которые стоят из полимеров в органических растворителях. Высокая укрывистость, стойкость к уф-лучам, сцепляемость. Не нужно заранее проводить этап нанесения грунтовки по оцинковке.






Выбирая краску по цинку важно, чтобы она была нейтрально по химическому составу к цинку. Иначе это может привести к повреждению самих листов. Грунт по оцинковке и сам красящий состав лучше брать одной марки, чтобы они точно оказались совместимы, и результат тогда будет намного лучше.
Каким требованиям должны отвечать окрасочные составы
Чтобы выбрать наиболее подходящую краску для внешней покраски оцинкованных предметов нужно понимать, какими свойствами они должны обладать. Далее будет приведен целый ряд требований, на которые следует ориентироваться, чтобы получить надежное покрытие:
- Получение барьерного покрытия от вредного воздействия окружающей среды, что сделает изделие более долговечным;
- Эластичность и хороший показатель сцепления с поверхностью;
- Отличная способность выдерживать ультрафиолет, чтобы цвет не терял яркость долгое время;
- Гидрофобные свойства, чтобы выдерживать попадание воды и снега;
- Морозостойкость и резким перепадам температурных показателей;
- Быстрая сушка;
- Легкое нанесение;
- Безопасность для природы и здоровья человека;
- Декоративность.

Выбор краски для качественного окрашивания оцинковки
Производят специальные красящие вещества, которые хорошо подходят именно для оцинкованного материала. Между собой смеси различаются набором разных элементов, которые наделяют их и разными свойствами.

Акриловые
Акриловые краски для оцинковки хорошо подходят, и обладают качественными защитными показателями. В состав включают органический растворитель, также есть составы водно-дисперсионные, кроме того добавляют компоненты против образования коррозии на металлических предметах. Обычно покрытие бывает матовым.
К плюсам данных средств можно отнести:
- Долгий срок годности;
- Стойкость к перепадам температурных показателей и уф-излучению, что важно при покраске изделий, находящихся на улице;
- Обладает водозащитными качествами;
- Приемлемая цена;
- Хорошие показатели сцепления с поверхностью.

Алкидные
Алкидные средства также имеют хорошие эксплуатационные характеристики. Они покрывают изделия глянцевым цветом. В них есть компоненты, которые оберегают поверхности от образования ржавых участков.
Алкидные краски часто применяют в регионах расположенных рядом с морем.

Виниловые эмали
Виниловые красящие средства становятся все более востребованными, по причине наличия отличных эксплуатационных свойств. Они по некоторым показателям выигрывают у других составов, один из этих показателей – особая стойкость к разным атмосферным воздействиям.
Кроме того хорошо себя проявляют в условиях резкой смены температур. Но стоит отметить и минус этих эмалей – высокая стоимость.

Также в продаже есть резиновые растворы, которые подходят и для оцинкованных материалов, они стойко переносят водное воздействие и другим проявлениям погодных условий, экологичны.

При выборе также смотрят на марку средства. Можно найти большое разнообразие красок в Леруа Мерлен, сеть которых представлена в разных городах: Москве, Санкт-Петербурге, Екатеринбурге, Казани и других.
Можно выделить краски компании «Тиккурила», предназначенным составом для оцинковки можно тиккурить лишь при показателях температуры выше +20 градусов, но при этом недостатки оно отличается хорошими предохраняющими свойствами.
Также подходящими красками являются Промоцинк, «Hammerite», «Полистил».

Технология окрашивания оцинкованного металла
Сам процесс проведения покрасочных работ включает несколько этапов, чтобы получить отличный результат, следует уделить время на изучение способов покраски. И действовать точно по рекомендациям.
Первый этап – подготовка поверхности, который также включает подготовка материала для лучшего сцепления с красящим средством. Чтобы краска проявила сцепляемость с оцинковкой, на поверхности должны быть маленькие «шероховатости». Если поверхность ровная и таких «шероховатостей» почти не наблюдается, их получают с помощью абразивных средств.
Даже если материал простоял год на улице, и уже покрылся необходимым облезлым покрытием, предварительно стоит обезжирить и избавиться от загрязнений.
Уже окрашенное ранее изделие очищают от предыдущего слоя. Для проведения очистки можно применить растворитель, а счищать краску поможет металлическая щетка.
Действуют внимательно, стараясь не зацепить заодно сам цинковый слой.

Дальше проводят очищение от загрязнений. Краску сначала тщательно перемешивают и переливают в удобную емкость. Допускается работа с любым инструментом, подходящим для покраски. Для покраски небольших деталей можно купить специальные краски в баллончиках.
Перед нанесением 2-го слоя, дожидаются пока первый полностью просушиться. Лучше окрашивать изделия двумя слоями. Нанесение трех слоев даст лучший барьерный эффект, и цвет будет яркий и красивый.

Прежде, чем покрасить оцинкованное железо стоит позаботиться и о безопасности. При условии проведения внутренних работ обеспечивают в помещении хорошую вентиляцию. Если красить придется большую площадь, то одевают респиратор и защитную одежду, перчатки.
Нельзя допускать контакта красящих составов с воспламеняющимися предметами, домашними и любыми другими обогревателями. Нельзя курить рядом с местом покраски.

Оцинкованное железо станет еще более прочным, если позаботиться о дополнительной защите его краской. Проведение покраски своими руками несложный процесс, только важно не забывать о мерах безопасности. Также важно отнестись со вниманием к выбору самого красящего вещества, этот этап наиболее важный при работе с покраской оцинкованного железа. Для того чтобы результат покрасочных работ получился красивым, надежным и долговечным.
Видео: Как покрасить оцинкованную деталь
Ржавеет ли оцинкованная сталь?
- О заводе
- Каталог
- Установки компенсации реактивной мощности
- Регулируемые конденсаторные установки КРМ (АУКРМ) — 0,4 кВ
- Нерегулируемые конденсаторные установки КРМ (УКРМ ) — 0,4 кВ
- Тиристорные конденсаторные установки КРМТ (АУКРМТ) — 0,4 кВ
- Комплектующие для конденсаторных установок
- Серия PSPE1 (однофазные конденсаторы)
- Серия PSPE3 (трехфазные конденсаторы)
- Конденсаторы серии AFC3
- Конденсаторы серии FA2
- Конденсаторы серии FA3
- Конденсаторы серии FB3
- Конденсаторы серии FO1
- Конденсаторы серии PO1
- Конденсаторы серии SPC
- Серия K78-99 (пластиковый корпус)
- Серия К78-99 A (алюминиевый корпус)
- Серия К78-99 AP2 (взрывозащищенный)
- Серия К78-98 (пластиковый корпус)
- Серия К78-98 A (алюминиевый корпус)
- Серия К78-98 АР2 (взрывозащищенный)
- Контакты
- Покупателю
- Пресс-центр
- О заводе
- Охрана труда
- Установки компенсации реактивной мощности
- Регулируемые конденсаторные установки КРМ (АУКРМ) — 0,4 кВ
- Нерегулируемые конденсаторные установки КРМ (УКРМ ) — 0,4 кВ
- Тиристорные конденсаторные установки КРМТ (АУКРМТ) — 0,4 кВ
- Комплектующие для конденсаторных установок
- Серия PSPE1 (однофазные конденсаторы)
- Серия PSPE3 (трехфазные конденсаторы)
- Конденсаторы серии AFC3
- Конденсаторы серии FA2
- Конденсаторы серии FA3
- Конденсаторы серии FB3
- Конденсаторы серии FO1
- Конденсаторы серии PO1
- Конденсаторы серии SPC
- Серия K78-99 (пластиковый корпус)
- Серия К78-99 A (алюминиевый корпус)
- Серия К78-99 AP2 (взрывозащищенный)
- Серия К78-98 (пластиковый корпус)
- Серия К78-98 A (алюминиевый корпус)
- Серия К78-98 АР2 (взрывозащищенный)



Конденсаторы для силовой электроники

Конденсаторы для повышения коэффициента мощности

Установки компенсации реактивной мощности 0.4кВ

Моторные и светотехнические конденсаторы
Рассмотрены типичные причины «белой» коррозии оцинкованных стальных изделий и проката. Показана зависимость скорости коррозии цинкового покрытия в зависимости от химического состава окружающей среды и контакта оцинкованного металла с наиболее часто встречающимися при эксплуатации веществами и химическими соединениями.
Прогнозирование долговечности металлоконструкций и изделий из стали базируется не только на скорости коррозии самого металла, но и на времени коррозионного износа антикоррозионных цинковых покрытий. Рассматривая устойчивость к коррозии самого цинкового покрытия нужно учитывать, как стойкость к образованию «белого» коррозионного налета на поверхности, в большинстве случаев вызываемого реакцией почти чистого химически цинка в верхнем слое покрытия с атмосферной влагой, так и коррозию интерметаллидов в нижних слоях покрытия, которая может быть обусловлена спецификой окружающей среды (наличием паров, твердой взвеси веществ и химических соединений в воздухе, почве при подземном расположении труб или металлоконструкций, транспортируемой средой в трубах, контактом с химическими соединениями и т.д.). Причем если белая коррозия (рис. 1 и 2) в основном возникает в период после нанесения цинкового покрытия до завершения пассивации свободного цинка с образованием карбонатов (обычно 6-12 месяцев) и достаточно несложно удаляется механическим способом с последующим нанесением дополнительного слоя при помощи термонапыляющих установок, где цинковая проволока разогревается до парообразного состояния электрической дугой или специальными горелками, или ручным нанесением цинконаполенных или алюминийсодержащих красок, то коррозия интерметаллидов цинка и железа, по сути, определяет долговечность всего покрытия, а значит и стального изделия/конструкции.

Нужно отметить, что способ оцинкования (горячее в ваннах с расплавом или термодиффузионное в среде, где цинковый порошок или пыль является доминирующим по массе) влияет на стойкость к коррозии в основном только через толщину образованных при нанесении слоев интерметаллических соединений цинка и железа или цинка, железа и алюминия (в случае полиметаллических защитных покрытий).
В таблицах представлена международная классификация коррозии оцинкованной стали в зависимости от годового уменьшения толщины защитного покрытия, а также влияние веществ и химических соединений на скорость коррозионных процессов в цинковом покрытии.
Годовое уменьшение толщины покрытия, мкм Классификация коррозии 25-100 Тяжелая >100 Экстремальная Вещество или материал Концентрация Фазовое состояние Классификация коррозии Уксусная кислота 6% Раствор Тяжелая Уксусная кислота 0,1 г / л, в воздухе Пары Тяжелая Ацетон 100% Жидкость Очень низкая Сульфат аммония (удобрение) 100% Твердое Тяжелая Суперфосфат (удобрение) 100% Твердое Очень низкая Сельскохозяйственная известь 100% Твердое Очень низкая Удобрения на основе нитратов 95% (5% влажности) Твердое в гранулах Тяжелая Мочевина 100% Влажное твердое Умеренная Хлорид алюминия 25% Раствор Экстремальная Безводный аммиак 100% Жидкость Низкая Хлористый аммоний 10% Раствор Тяжелая Сульфат аммония 10% Раствор Тяжелая Гипсовые штукатурки 100% Сухие Умеренная Гипс 100% Влажный Низкая Цемент 100% Влажный Очень низкая Глина 100% Твердое Очень низкая Кварцевый песок 100% Твердое сыпучее Нулевая Красный кирпич 100% Твердое Нулевая Портланд-цемент песок раствор 100% Твердое Умеренная Кальций хлористый (моющее средство) 20% Раствор Высокая Лимонная кислота 2% Раствор Экстремальная Карбонат натрия (моющее средство) 2% Раствор Тяжелая Натрий в основе моющих средств 0,5% Раствор Тяжелая Коммерческое мыло (без фосфатов) 0,2-0,5% Раствор Экстремальная Этанол 100% Раствор Низкая Этиленгликоль 50% Раствор Умеренная Формальдегид 0,1 г / л в воздухе Пар Умеренная Бензин 100% Жидкость Низкая Глицерин 100% Жидкость Очень низкая Хлорид магния 1,2% Раствор Тяжелая Метанол 100% Жидкость Очень низкая Метилэтилкетон 100% Жидкость Очень низкая Нефть 100% Жидкость Тяжелая Мазут 100% Жидкость Очень низкая Фенол 100% Твердое Низкая Хлористый калий Любая концентрация Раствор Экстремальная Калия бихромат 15% Раствор Низкая Фторид калия 5% Раствор Очень низкая Азотнокислый калий 0,5-10% Раствор Умеренная Карбонат натрия 0.5% Раствор Тяжелая Хлористый натрий 3% Раствор Экстремальная Едкий натр 0.5% Раствор Тяжелая Трихлорэтилен 100% Жидкость Экстремальная Кислые органические химические соединения — спирты, альдегиды, полиэтилен гликоль, сложные эфиры, эфиры, пластификаторы, гликолевые эфиры, кетоны, мономеры, акриловые, виниловые эфиры, алкиламины, нитрилы 100% Жидкость Очень низкая Из приведенных данных видно, что в целом оцинкованные покрытия будут устойчивы и эффективны в средах при контакте с нефтепродуктами и рядом минералов. Причем если большинство органических веществ условно инертны к цинку (за исключением ряда органических кислот и веществ на их основе), то подавляющее число неорганических соединений и веществ негативны в отношении воздействия на устойчивость цинкового покрытия к коррозии. Удобрения и моющие средства агрессивны по отношению к цинку и его соединениям, а цементные растворы и гипс оказывают отрицательное влияние на стойкость к коррозии только при наличии в них влаги.
Коррозия цинка
Цинк часто используется как основное антикоррозийное средство.
В основе самого процесса оцинковки лежит создание на поверхности металла специального защитного слоя, способного отталкивать воду и не давать материалу контактировать с кислородом.
Отсутствие катализаторов окисления приводит к тому, что на стальных изделиях не появляется ржавчины.
Но может ли ржаветь сам цинк?
Да, коррозия цинка в агрессивных средах возможна. Эту особенность нужно учитывать, когда вы выбираете область использования оцинкованных изделий.
Отказ от учета рисков приведет к тому, что даже защитная обработка не сможет уберечь материал от активного разрушения.
Рассмотрим, что становится фактором риска для запуска процесса коррозии цинка, дадим рекомендации как избежать такой проблемы и значительно продлить сроки использования металлоконструкций.
Главные факторы риска
Как и в случае с другими материалами, вероятность развития коррозии цинка напрямую зависит от особенностей среды, в которой он используется.
Наиболее опасными считаются вода, кислоты и щелочи.
Ржавение под действием атмосферы тоже распространено, потому нужно быть особенно осторожным при эксплуатации стальных конструкций на открытом воздухе.
Рассмотрим все типы рисков подробнее.
Сам по себе цинк относится к материалам, покрытие которыми помогает защитить металлоконструкции при использовании на открытом воздухе.
Так в российском климате прошедший оцинковку металл будет защищен от коррозии, если будет постоянно контактировать с речной водой без сильных загрязнений, периодически попадать под дождь.
Но есть два фактора риска, провоцирующих коррозию:
- Высокие температуры. Если материал контактирует с водой, нагретой до 55 °C, риск начала ржавения становится выше. При подогреве водной среды до 70°C риск становится еще больше. Интересное наблюдение ученых – температуры более 90 – 95 °C уже не так опасны для материала, потому что при таком прогревании на металле начинает образовываться защитная пленка из продуктов коррозии и процесс купируется.
- Состав воды. Большинство видов оцинкованных деталей применяют как в речной, так и в морской воде. Во втором случае из-за особенностей состава, продукты коррозии будут появляться интенсивнее. Многое зависит от толщины покрытия. Она должна составлять 0,13 мм. Сроки использования материала при контакте с морской водой — не более пяти лет. Это показывает, что оцинковка отлично подходит для агрессивных сред.
В остальных случаях коррозии цинка в воде можно не опасаться. Если она и начинается, то идет медленно.
При использовании в морской воде, а также в нейтральных растворах, где процесс проходит с кислородной деполяризацией, его можно замедлить с применением специальных веществ – ингибиторов коррозии цинка.
Контакт с атмосферой
Использование на открытом воздухе вредит любому материалу и цинк не становится исключением.
Но его преимущество в том, что в районах с нормальной экологией и на большей территории России не наблюдается протекания процесса разрушения.
Это достигается за счет появления защитной оксидной пленки.
Сложнее дела обстоят в случае с морской атмосферой. Здесь риск коррозии из-за особого состава воздуха становится значительно выше.
Но даже небольшая толщина цинковой пленки, до 0,03 мм позволяет обеспечить защиту на срок не менее восьми лет.
Самый большой риск связан с районами с плохой экологией. Здесь в воздухе рассеяно множество вредных примесей, появляется риск запуска электрохимической коррозии цинка. Рядом с крупными предприятиями металлоконструкции быстрее выходят из строя.
Опаснее всего районы, в которых в атмосфере рассеяно много таких элементов, как SO2, SO3, HCl. Даже нанесенный цинковый слой в подобных условиях продержится всего 3-4 года.
Кислоты
Кислотная среда представляет большую опасность для всех видов металлов. Вопрос о том, запустится ли процесс коррозии цинка решается в зависимости от нескольких факторов:
- Тип кислоты.
- Концентрация кислоты в растворе.
- Уровень чистоты нанесенного на поверхность цинка.
- Температура среды.
Чем более чистый цинк был использован при обработке, тем меньше вероятности появления коррозии, даже если среда сильно прогрета. Опасны примеси, добавленные к цинку, особенно сульфат меди (CuSO4).
Тип кислоты сильно влияет на скорость и другие особенности процесса коррозии.
Рассмотрим две наиболее распространенные кислоты:
- Соляная. Процесс протекает по химической формуле Zn + 2HCl → ZnCl2 + H2↑. Он характеризуется высокой интенсивностью. Активно выделяется водород, появляется хлорид цинка. При сильных концентрациях в растворе, защитное покрытие разрушается и начинается ржавение основного материала под ним.
- Серная. Записывается формулой Zn + H2SO4(разб.) → ZnSO4 + H2↑. Также протекает с образованием водорода. При этом для реакции также характерно появление сульфата цинка.
Щелочь
Щелочная среда не менее опасна для материалов, чем кислотная. Многое зависит от состава среды и самого типа вещества. Наиболее интенсивно протекает процесс в растворах аммиака.
Дополнительным фактором риска становится контакт с положительно заряженными металлами. При этом интенсивность коррозии в щелочах может стать намного выше.
Что влияет на коррозийную стойкость цинка
Выше уже затрагивался вопрос о том, что состав цинка сильно влияет на его защищенность от коррозии. Так наиболее чистые виды вещества помогают металлу оставаться неповрежденным при контакте со средами повышенной кислотности.
На рынке есть много марок цинка и количество посторонних включений в нем отличается в диапазоне от 0,003 до 2,5%. Кроме основного вещества, в составе также может быть медь, свинец, кадмий и даже мышьяк.
Проблемы могут возникать и в случае отказа от учета особенностей типа примеси, непонимания того, выступает она в качестве катода или анода.
Простой пример – нейтральная атмосферная среда. Чтобы увеличить защиту от коррозии при применении в таких условиях, традиционно используется катодный элемент.
В качестве него выступает металл с более высоким показателем положительного заряда, чем у самого цинка. При правильном расчете концентрации примеси, скорость атмосферной коррозии становится значительно меньше.
Но есть и обратная ситуация.
Когда оцинкованное изделие помещается в агрессивную среду с большим количеством активирующих ионов, а также при контакте с щелочами, легирующие металлы только ускоряют протекание процесса. Специалисты наблюдают растворение и анодных добавок.
Примеси могут ускорить течение коррозии в полтора-два раза. Но такой же эффект может наблюдаться и при нанесении слишком чистого материала без правильно подобранных легирующих компонентов.
Это позволяет сделать вывод, что гнаться только за чистотой не стоит, нужно правильно выбирать добавки в зависимости от типа среды и следить за тем, чтобы общее их содержание оставалось ниже 1%.
Методы увеличения стойкости цинкового покрытия
Из описанного выше может сложиться впечатление, что цинк не такое надежное средство для защиты металлов.
Это не так. Важно правильно выбирать состав материала для нанесения покрытия и грамотно подходить к самому процессу оцинковки.
Чтобы покрытие стало более качественным, его нужно правильно пассивировать. Значительно влияет на коррозийную стойкость использование следующих видов пассиваторов:
- ангидрид (СгО3);
- бихроматы (Сr2О 2- 7);
- фосфаты (PO 3- 4).
Элементы дают значительный прирост уровня защищенности при контакте с агрессивными средами. Но при использовании такого метода важна правильная обработка поверхности. На предприятии выполняется также обезжиривание, промывка и травление заготовок.
Сильно увеличивает коррозийную стойкость и использование внешнего полимерного покрытия.
Оно работает также как и цинковое – не допускает контакта материала с агрессивными средами, стимулирующими возникновение процесса окисления. В качестве альтернативы можно использовать и ряд других распространенных способов.
При выборе вида цинкования, важно понимать, где вы будете использовать изделие, какие риски представляет среда, какая специфика протекания катодно-анодного процесса.
Стоит понимать степень загрязненности, химический состав окружения, максимальные и минимальные температуры, другие потенциальные факторы, стимулирующие коррозию.
Наша компания поможет защититься от коррозии
Выполняем оцинковку на собственных производственных мощностях. Все работы проводятся в точном соответствии с ГОСТ 9.307-89. Метод обработки – горячее цинкование металла.
В пользу выбора компании говорит три причины:
- Три цеха для проведения работ. Это ускоряет работу с заказами. Производственная мощность составляет более 120 тысяч тонн в год.
- Установлена самая глубокая ванна для цинкования в ЦФО. Ее глубина составляет 3,43 метра. Это позволяет работать даже с большими металлическими заготовками.
- Дается гарантия качества. Работы ведутся в точном соответствии с ГОСТ, установлено оборудование от таких европейских фирм, как KVK KOERNER и EKOMOR.
Оставьте заявку или звоните. Выберем лучший вариант состава покрытия в зависимости от области использования, ответим на вопросы про потенциальные риски и расчет длительности защиты с использованием цинкования. Работаем с клиентами со всей России.
Formula4x4 › Блог › Оцинковка кузова. Лечим очаги ржи.

Друзья, здравствуйте!
Решил с вами поделиться старым «дедовским» способом борьбы с очагами ржавчины.
Этот способ не новый, но весьма действенный.
Год назад, я стал активно «вентилировать» тему борьбы с ржавчиной, а это – оцинковка, лужение кузовов автомобиля. Дело в том, что мне в наследство досталась машина Газ М20 «Победа», от моего любимого деда. Для меня процесс восстановления Победы крайне принципиальный и весьма ответственный. В голове кружится только одна мысль, что мне проще построить мега заряженный прототип для Трофей с нуля, чем «накосячить» с восстановлением семейного раритета. Но, решение принято, с активной спортивной жизнью придется на время подзавязать и погрузиться в мир старых автомобилей.
Но, здесь есть свой определенный плюс! Технологий по борьбе с ржой много и проблема с ржавчиной к современным автомобилям актуальна не меньше.
Ниже приведу пример точеного ремонта кузова (оцинковки), после повреждения лакокрасочного покрытия и его дальнейшей защиты от ржавчины.
Подопытным в данном эксперименте вызвался стать наш «Боевик».
Эксперимент был начат год назад.
Ниже приведу фотки технологического процесса с комментариями.
Мы все понимаем, что внедорожник, если он активно используется по назначению, достаточно часто получает мелкие ссадины и царапки.
Как например здесь.
Зачищаем шкуркой место повреждения. Если появилась мелкая ржавчина, ее нужно удалить. Цинк на ржавчину ложиться не будет.

Далее нам понадобятся следующие вещи:
Дешевая батарейка.
На упаковке должно быть написано: Элемент питания с солевым электролитом и марганцево — цинковой системой.
Снимаем с батарейки гламурную наклейку.

Вскрываем брюхо батарейке и вытряхиваем потроха.

Нам нужен только сам контейнер батарейки, т.к. он из цинка.

Отрезаем кусок цинка от контейнера батарейки. Цепляем к нему провод с крокодилом, который потом набросим на плюсовую клемму аккумулятора.

Заматываем цинковую пластину тряпкой, марлей, тампоном, короче чем угодно, главное чтобы небыло прямого контакта с кузовом автомобиля в дальнейшем.

Затем нам понадобится паяльная кислота.
Кидаем крокодил на плюсовую клемму аккумулятора автомобиля, смачиваем тампон (тряпку) паяльной кислотой и начинаем наносить круговыми движениями на повреждение цинк.

Ниже фотки с разных ракурсов по итогам операции.



По окончанию оцинковки место повреждения желательно промыть водой или слабым раствором соды.
p.s. Имейте ввиду, что процесс цинкования сопровождается большим выделением тепла и тряпочка подгарает. Вы имейте это ввиду, и поглядывайте за возможными дырками, чтобы небыло прямого короткого замыкания цинковой пластины и кузова автомобиля.
Напоследок фото повреждения спустя год не выложил. Не нашел фотку на момент творческого порыва, когда писал этот отчетик. Ситуация с местом оцинковки не изменилась. Ржавчина не поползла, все осталось как после цинкования. Постараюсь фотографию «спустя год» доложить в этот обзор или в комментарий.
С уважением,
Всеволод Фомин, команда Формула4х4.
Комментарии 41

Доброго вечера!
Хотелось бы внести некоторую ясность в обсуждаемый процесс.
1. К вопросу стойкости оцинкованной поверхности. Существуют два способа гальванического цинкования: в кислых электролитах и щелочных. Применение кислых электролитов дает менее коррозионностойкое покрытие, но более пористую структуру и стабильный процесс осаждения.
2. Щелочной электролит, с точностью до наоборот. И чаще применяется для деталей со сложной поверхностью и там где требуется высокая коррозионная стойкость.
3. Учитывая гаражные условия, больше подойдет цинкование в кислом электролите. Самое главное его достоинство, это лучшая адгезия грунта к оцинкованной поверхности.
4. И наконец рецепт. Паяльная кислота не очень подходит. Вот рецепт из расчета получить 100-130 мл раствора: серно кислый цинк 40г, сернокислый калий или натрий 5 г, сернокислый алюминий 2г, сахар 1г. Все смешать в 100 мл теплой воды.
5. К вопросу где взять? Сернокислый натрий или калий продается как удобрение. Сернокислый цинк и алюминий, получается растворением цинкового стаканчика и алюминия в аккумуляторной кислоте.
И сам процесс:
1. Купили электролит, смотрим плотность P на этикетке.
2. Вычисляем массу электролита, потребную для приготовления 100мл раствора по формуле: m=3500/(126.6 * P — 131.9)
3. Ставим стакан на весы и отмеряем расчетное количество кислоты m.
4. Добавляем потихоньку! в стакан с кислотой 6г пищевой соды.
5. Добавляем в стакан с кислотой 0.7г алюминиевой фольги и ждем ее полного растворение.
6. Добавляем 20г цинка и ждем прекращения выделения газа. Лучше оставить на ночь.
7. Вынимаем оставшийся цинк и если цинк растворился полностью необходимо добавить новую порцию цинка. По окончанию реакции часть цинка должна оставаться не растворенной.
8. Добавить 1г сахара.
9. Если раствора получилось меньше 100мл добавить чистой воды.
Раствор для цинкования готов!
Всем добрый день, подскажите такие батарейки подойдут?
Лист оцинкованный крашенный – долгая жизнь надежного материала
Сталь, покрытая цинком, тоже не вечна – защитный слой меньше, чем железо, но тоже подвержен коррозии. Лист оцинкованный крашенный не только имеет декоративный вид, но и гораздо долговечней.
1 Оцинкованная сталь тоже ржавеет?
Один из самых распространенных кровельных материалов в настоящее время – оцинкованная сталь. Лист покрыт тонким слоем цинка, защищающем металл от коррозии, происходящей под воздействием агрессивных факторов окружающей среды (высокая влажность, соли, осадки, выхлопные газы и прочее). Благодаря такому покрытию срок эксплуатации конструкций из стали значительно продлевается. Лист оцинкованный в качестве кровли обладает достоинствами:

- достаточно низкая цена – стоимость значительно меньше, чем многих кровельных материалов (металлочерепицы, например);
- стойкость к коррозии и долговечность – благодаря покрытию из цинка срок эксплуатации не менее 20–30 лет;
- экологичность;
- оригинальный дизайн;
- хорошая отражающая способность, не позволяющая крыше сильно нагреваться под лучами солнца.
Однако сам цинк, хотя в гораздо меньшей степени, чем сталь, также подвержен коррозии. Следствием ее является образование на поверхности оцинкованного железа так называемой «белой ржавчины».

Таким образом, этот вид материала нуждается в дополнительной защите от неблагоприятных воздействий. Самым эффективным способом защиты оцинкованной поверхности считается окрашивание. Другой положительный момент в покраске – получение более декоративного вида.
2 Лист оцинкованный крашенный фабричного изготовления
Лист оцинкованный крашенный – превосходный и экономически выгодный материал. Поставляется с заводов-изготовителей, как правило, в рулонах. Предприятия, занимающиеся отпуском этой продукции, производят его нарезку. Обычно выпускают следующих размеров:
- толщина 0,4–1,2 мм;
- длина до 2,5 м (по желанию заказчика может быть до 12 м);
- ширина 710–1800 мм.
Упакованы в защитную пленку из полиэтилена, которую снимают перед монтажом.

Защита стального листа состоит из следующих слоев:
- цинка;
- пассивизации;
- на нижней стороне после пассивизации нанесен слой краски;
- с лицевой стороны – грунтовочный слой, а сверху полимерное покрытие.
Полимерное покрытие может быть нанесено с обеих сторон. Его основная функция – обеспечение защиты от коррозии и предохранение от механических повреждений цинкового слоя. Таким образом, непосредственно стальной лист надежно укрыт от неблагоприятного влияния внешней среды. Благодаря этому срок эксплуатации кровли, например, значительно увеличивается.

В полимеры добавляют окрашивающие пигменты, за счет которых конструкция с таким оцинкованным листом приобретает более привлекательный вид. Для защитного покрытия используют:
- пурал;
- полиэстер;
- полидифторит;
- пластизол.
Оцинкованный лист может быть покрыт с обеих сторон краской. Для окрашивания используют специальные составы с активными антикоррозионными добавками, предохраняющими цинковое покрытие и стальной лист от агрессивных воздействий среды. Эти краски обладают следующими достоинствами:
- влагоустойчивы;
- устойчивы к свету – не выгорают;
- легко переносят перепады температуры;
- имеют высокую адгезию с поверхностью.
3 Свойства окрашенной оцинковки
Преимущества крашенной оцинковки:
- более долговечен, чем обычный оцинкованный лист;
- эстетичный внешний вид;

- простота монтажа: можно устанавливать вдвоем, так как материал легкий – нанимать подъемную технику не нужно;
- помимо крыш используют для обустройства вертикальных ограждений, перегородок, стен, вентиляционных систем, в качестве декорирующего материала фасадов и помещений;
- часто используют для изготовления кровельных элементов (карнизов, ендов, водосточных систем, ветровых досок и других). Благодаря достаточно большому многообразию цветов можно подобрать нужные аксессуары в тон основного материала кровли.
- меньшая звукопроводимость кровли, чем из простой оцинковки.

- высокая звукопроводимость – хорошо передает внешний шум (дождя, града, веток, ударивших по крыше);
- низкая теплоизоляция – в знойную летнюю погоду под кровлей из этого материала жарко, а зимой холодно.
Поэтому при обустройстве кровли из оцинкованного стального листа требуется установка утеплителя, паро- и гидроизоляции. Это особенно необходимо, если на чердаке предполагается жилое помещение.
4 Лист окрашенный оцинкованный – надо ли и как красить обычную оцинковку?
Оцинкованный стальной лист очень часто используют для покрытия крыш коттеджей, домов, а также других зданий. Чтобы значительно увеличить срок эксплуатации такой кровли, оцинковку лучше дополнительно покрасить. Это предотвратит коррозию цинка, сопровождающуюся образованием порошкообразной субстанции под названием «белая ржавчина», и последующее разрушение железа. Кроме того, лист окрашенный оцинкованный выглядит гораздо привлекательнее, чем без нанесенной краски.
Масляные и алкидные эмали не подходят – они вступают в химическую реакцию с цинком, в следствии которой окисленный красящий состав теряет сцепляющие свойства. Покрытие вскоре начинает отслаиваться. Поэтому используют специальную краску типа акриловой грунт-эмали, предназначенной для оцинкованной крыши. Стоит она немного дороже обычных составов, но значительное увеличение срока службы и эстетичный вид крыши окупают это вполне.
Подобные краски надолго защитят поверхность от влажности, солнца, соленого воздуха, атмосферных и других воздействий. Они обладают водоотталкивающими (гидрофобными) свойствами, превосходным сцеплением с поверхностью нанесения, удобны в работе.

Для покраски оцинковки применяют специальные грунтовки (Ростекс Супер, например). Ими также можно покрывать водосточные и вентиляционные трубы. Для окрашивания оцинкованной кровли используют специальный матовый акриловый состав Цикроль. Эта кровельная краска на основе акриловых смол включает полимерные добавки в составе органических растворителей. Отличается:
- превосходной адгезией;
- высокой водо- и атмосферостойкостью;
- высокими антикоррозионными свойствами;
- морозостойкостью;
- не выгорает;
- быстро высыхает.
Также используется водостойкая эмаль Сереброл – однокомпонентная антикоррозионная краска для черного и оцинкованного металла. Алюминиевая пудра – основной компонент. Также в основе ее лежат перхлорвиниловые и эпоксидные смолы, смесь антикоррозийных добавок и органических растворителей. Алюминиевая пудра существенно повышает защитные характеристики покрытия за счет барьерного эффекта. Сереброл обладает следующими высокими свойствами:

- противокоррозионными;
- износостойкости;
- маслобензостойкости;
- атмосферостойкости;
- тиксотропными (становится более плотным в неподвижном состоянии).
5 Подготовка и покраска оцинковки
Производители ЛКМ проводили многолетние испытания, результатом которых стал вывод, что перед покраской оцинкованного листа оптимальным является его старение в течение 1 года. За это время воздействие атмосферы отчасти подготовит поверхность оцинковки под окраску за счет протекания коррозийных процессов. Удаление белой ржавчины будет способствовать лучшей адгезии благодаря созданию шероховатости.
Перед окрашиванием оцинкованную поверхность требуется правильно подготовить:
- очистить от мусора;
- тщательно смыть соли, грязь;
- обезжирить.

Грязь и жир вымывают щелочными растворами (стиральным порошком, например). Остатки моющего состава тщательно смывают чистой водой (лучше всего под давлением). Затем лист хорошо просушивают. После подготовки поверхность оцинковки грунтуют или сразу порывают эмалью (если грунтование не требуется). Краску наносят с помощью валика, маховой кисти или пульверизатора. Для большей эффективности крышу можно покрыть 2–3 слоями эмали.

Окрашивание оцинкованной кровли не отличается от покраски стен и потолков. Состав растушевывают вдоль ската. Сначала краску наносят на спуск кровли, затем продолжают работу от конька в сторону спусков. При использовании Сереброла получают красивый белый оцинкованный лист с насыщенным серебристым оттенком.
Цинкование кровельного листа
Ежегодно около 3 млн. тонн цинка, т.е. 50% его мировой добычи, используется для антикоррозионного цинкования стали. Оцинкованные крупногабаритные стальные конструкции широко используются в промышленности. Отдельное место среди них занимают массивные изделия, работающие в открытой атмосфере: заборы, ограждения, фонарные столбы, опоры электропередач, каркасы быстровозводимых зданий, фасады и крыши.
Сегодня важной, но трудноразрешимой задачей является исключение коррозии кровельного листа из оцинкованной стали. Износ листа происходит естественным путем, а стоимость его замены даже в развитых и развивающихся странах достигает совокупно астрономических показателей.
Оцинкованный кровельный лист в процессе эксплуатации начинает корродировать с верхнего слоя цинка, тем самым защищая само изделие от гораздо более разрушительной «красной коррозии» основы. Это происходит потому, что цинк «аноден» по отношению к железу и обеспечивает так называемую протекторную защиту.
Оцинкованный лист производится прокаткой (формовкой) с последующим покрытием. При горячей прокатке можно получить лист с толщиной 2-3 мм, при холодной — 0,3-2 мм. Толщина покрытия зависит от метода нанесения и условий осаждения. Цинкование металлоконструкций выполняется чаще всего горячим или гальваническим методом.
Горячеосажденный цинк, в отличие от гальванического, может быть получен с бОльшей толщиной, что обеспечивает наилучшие антикоррозионные характеристики. Однако его невозможно далее защитить финишным конверсионным покрытием. В случае же гальванического цинка покрытие можно эффективно и легко хроматировать или фосфатировать. Кроме этого, внешний вид гальванического цинка отличается блеском и равномерностью. Изделие при лучше выдерживает гибку, протяжку и формовку.
2. Условия эксплуатации стального кровельного листа.
Каков срок службы оцинованного кровельного листа? Крыша из оцинкованной стали рассчитана длительный срок эксплуатации. Конкретная цифра зависит от климата. В среднем оцинкованные листы могут прослужить 15-18 лет в сельской местности на открытом воздухе или 3-6 лет в промышленных регионах. Многократные испытания показали, что оцинкованный лист служит в 15-30 раз дольше, чем стальной, однако, и он не вечен.
На оцинкованном листе различают белую и красную коррозию. Белая коррозия так же известна как «пятно от мокрого хранения» или «белая ржавчина». Она характеризует разрушение цинкового покрытия с образованием белого рыхлого продукта — гидроксида цинка. После сильного разрушения цинкового слоя начинает корродировать уже стальная основа, образуется «красная коррозия», т.е. традиционная ржавчина. Без дополнительных мер защиты листа красная коррозия будет распространяться дальше. Изделие рано или поздно придет в негодность и потребует замены.
Есть факторы, значительно ускоряющие коррозию цинка:
- Влажность;
- Присутствие солей (хлоридов);
- Низкая рН среды (повышенная кислотность).
Кислотный дождь – продукт атмосферной реакции диоксида серы или оксидов азота с кислородом воздуха и водой. В результате этого образуется серная или азотная кислота, которая может выпадать в виде осадков.
Диоксид серы — продукт работы плавильных печей и электростанций, использующих уголь как топливо. Он также выделяется при сжигании природного газа, бензина и иных нефтепродуктов.
Для повышения стойкости оцинкованного листа к агрессивным средам предложен ряд альтернатив.
3. Поиск альтернатив.
В 2001 в результате исследований «Bohm, S., Sullivan и J. H., &Worsley, A new corrosion test for organicallycoated galvanized steel products. MaterialsandCorrosion» было установлено, что покрытия стали цинком не так эффективно, как например покрытие цинком с различными неорганическими и органическими добавками.
Отличные результаты показали покрытия Galvalume: цинк с небольшим процентным содержанием алюминия. Покрытие по сравнению с чистым цинком имело большую равномерность, повышенный предел прочности и отличную коррозионную стойкость в широком диапазоне температур.
В исследованиях «Coni, N., Gipiela, M. L., D’Oliveira, A. S. C. M., &Marcondes, P. V. P. (2009). Study ofthe mechanical properties of the hot dip galvanized steel and galvalume®. Journal of the Brazilian Society of Mechanical Sciences and Engineering» было определено, что стандартное цинковое покрытие легко разрушается в имитируемой карбонатно-хлоридной среде. Эти выводы побудили к поиску альтернативного покрытия кровельных листов, особенно для промышленных зон, загрязненных хлоридами или карбонатами.
Разработка сплава 55% Al-Zn (органический композитный материал) позволила в несколько раз увеличить коррозионную стойкость листов крыши (по сравнению с обычным цинком). Органические композитные покрытия образуют защитную пленку, сдерживающую срабатывание механизма коррозии стали в тяжелых условиях эксплуатации (кислотные дожди или присутствие растворенных солей). Более того, смесь пигмента фосфатного типа с кальцийсодержащим пигментом значительно ингибировала коррозию стали в кислых средах.
4. Производство кровли из оцинкованного листа.
В целом, производство кровельных листов можно разделить примерно на шесть этапов:
- Сварка листов;
- Правка;
- Очистка;
- Отжиг;
- Цинкование;
- Финишная обработка.
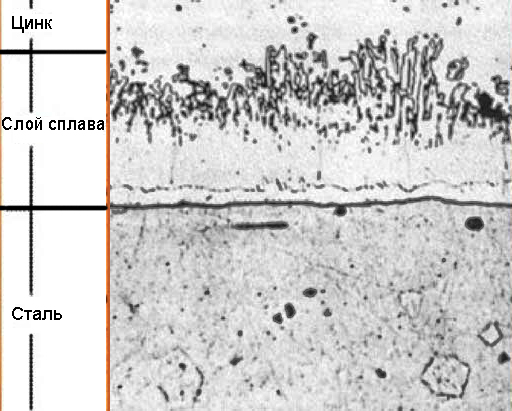
Рисунок 1 – Микроструктура цинкового покрытия, нанесенного горячим методом
Изделия пропускаются через ванны цинкования со скоростью до 180 метров в минуту в виде непрерывных лент. Толщина стального листа составляет от 0,3 до 0.55 мм, а ширина до 1850 мм.
Процесс нанесения покрытия начинается с очистки стали щелочными растворами с ополаскиванием и сушкой. Чтобы сделать изделия мягкими и гибкими очищенная сталь транспортируется в печь для отжига. В печи поддерживается атмосфера из азота и водорода, препятствующая окислению. Вакуумная камера, известная как «рыло», подключается к выходному концу печи и опускается сразу в ванну для покрытия цинком, чтобы избежать повторного окисления нагретого стального изделия воздухом.
В некоторых технологиях производств изделие не поступает из печи напрямую в ванну. В этом случае перед цинкованием требуется изделие протравить и нанести специальный защитный слой (флюс) для защиты поверхности листа от повторных окислений.
В ванне цинкования стальной лист перемещается вокруг погружного валка и вступает в реакцию с расплавленным металлическим цинком. В результате образуется покрытие Затем лист извлекается в вертикальном направлении, с него удаляется избыток расплавленного цинка при помощи воздуходувов под высоким давлением («воздушных ножей»).
Наконец, сталь охлаждается, чтобы цинковое покрытие застыло на ее поверхности. Затвердевание расплавленного металла до того, как он вступит в контакт с другим валком, имеет первостепенное значение, чтобы избежать повреждения или деформации покрытия.
5. Влияние толщины покрытия на надежность оцинкованного кровельного листа.
Толщина горячего цинка измеряется в микрометрах или в г/м2. В зависимости от толщины покрытия изменяется и устойчивость листа к коррозионному разрушению. Например, при любых условиях эксплуатации покрытие G90 прослужит дольше, чем покрытие G60, где G – значит оцинкованный. Однако, с ростом толщины уменьшается пластичность изделия, что в ряде случаев просто недопустимо (данные исследований «Hancock, G. J., Murray, T. M., & llifritt, D. S. (2001). Cold-formed steel structures to the AISI specification. M. Dekker.»). Поэтому толщина покрытия должна быть оптимизирована для достижения благоприятного сочетания коррозионной стойкости и формуемости листа.
Методы контроля толщины горячецинкового покрытия:
- измерительные инструменты (например, микрометр);
- магнитные толщиномеры;
- гравиметрия (взвешивание изделия до и после цинкования);
- оптическая микроскопия по шлифу (ASTM B 487).
6. Свойства оцинкованного кровельного листа.
Блестки (узор в виде снежинок) — распространенный атрибут оцинкованной поверхности. Цинковые покрытия с блестками — декоративные покрытия.
Механические свойства покрытия, влияющие его на внешний вид:
• Прочность. Это сопротивление, оказываемое кровельным листом при приложении внешней нагрузки. Прочность кровельного листа зависит от его способности противостоять внешним воздействиям. Напряжение на стальном кровельном листе может быть сжимающим, растягивающим, сжимающим и растягивающим или на сдвиг.
• Эластичность. Кровельный лист из оцинкованной стали должен иметь возможность вернуться в исходное состояние при снятии нагрузки. Предел упругости кровельного листа — это максимальное напряжение, которое он может выдержать без остаточной деформации.
• Пластичность. Способность стального листа до некоторой степени деформироваться без разрыва. Пластическая деформация возникает при превышении предела упругости. Как правило, уровень пластичности повышается с повышением температуры. Пластичность — одно из свойств материала, которое необходимо учитывать во время вторичных процессов формования. Пластичность позволяет трансформировать оцинкованный лист в различные изделия желаемой формы и размеров путем применения тепла, давления или сочетания деформаций.• Тягучесть. Это свойство, которое позволяет вытягивать сталь при приложении нагрузки или силы. Основой кровельного листа из оцинкованной стали является низкоуглеродистая сталь, которая, как известно, пластична и позволяет формовку изделий экструзией или протягиванием через отверстие в подготовленной головке. Тягучесть стального листа снижается с повышением температуры. Удлинение и уменьшение являются ключевыми параметрами измерения тягучести.
• Ковкость. Способность стали превращаться в лист без трещин после процесса холодной и горячей обработки. Ковкость — свойство сжатия, в то время как тягучесть — это свойство растяжения. Ковкость материала увеличивается с увеличением температуры;
• Хрупкость. Способность ломаться без искажения. Основание оцинкованного листа из мягкой стали менее хрупкое, что позволяет ему не ломаться после большой деформации, в отличие от стекла и чугуна.
• Вязкость. Способность стальных листов противостоять упругим и пластическим деформациям. Оцинкованный стальной лист демонстрирует значительную степень ударной вязкости из-за наличия в нем легированных элементов. Количество энергии, которое может поглотить оцинкованный кровельный стальной лист до разрушения — это и есть его вязкость.7. Методы прогнозирования механических свойств оцинкованного стального листа.
Механические свойства стального листа или рулона можно спрогнозировать до начала процесса цинкования по процессу его производства. Это минимизирует потери материалов.
В исследованиях «Adetunji, O. R., Musa, A. A., & Afolalu, S. A. (2015). Computational Modelling of Chromium Steel in High Temperature Applications. International Journal of Innovation and Applied Studies» были проведены сравнительные испытания механических свойств различных стальных рулонов до оцинкования. Авторы оценили модели, созданные с помощью линейных и нелинейных, мешковинных и других методов построения. Далее авторы сделали прогнозы, используя в общей сложности 30 моделей. Прогнозы были сделаны для каждого параметра, чтобы получить значимую информацию о возможностях этих моделей и методов. Авторы несколько раз протестировали все модели, а также построили отдельную модель, чтобы установить актуальность марок стали и рекомендовать модели для каждого параметра.
Механические характеристики оцинкованного стального листа определялись при помощи интеллектуального анализа данных, таких как нейронная сеть, машина опорных векторов, методы регрессионного анализа и дерева регрессии.
Было обнаружено, что использование нейросетевого метода дает лучший результат в прогнозировании механических свойства оцинкованной стали. Прогноз был подтвержден путем сбора актуальной информации о химическом составе, толщине и ширине листов, полосыскорости и температуры отжига с помощью прогнозных моделей.
Источник https://pressadv.ru/stali/razmer-lista-ocinkovki.html
Источник https://rustaste.ru/rzhaveet-li-ocinkovannaya-stal.html
Источник https://zctc.ru/sections/zinkovanie_krovelnogo_stalnogo_lista
- Установки компенсации реактивной мощности