Литейное и формовочное оборудование
Для марок литейного оборудования у нас принята пятизначная индексация, в которой первая цифра указывает на технологическое назначение: 1 – для подготовки формовочных материалов и приготовления смесей; 2 – для изготовления литейных форм и стержней; 3 – для выбивки литейных форм и стержней; 4 – для очистки отливок; 5 – для литья в оболочковые формы; 6 – для литья по выплавляемым и выжигаемым моделям; 7 – для литья под давлением; 8 – для литья в кокиль; 9 – для центробежного литья. Вторая цифра обозначает технологический вид: 1 – вибростолы; 2 – машины формовочные; 3 – машины стержневые; 4 – пескометы и т. д. Третья цифра означает конструктивный тип: 1 – пневматическая встряхивающе-прессовая без поворота полуформы; 2 – то же с поворотом полуформы и т. д. Четвертая и пятая цифры характеризуют типоразмер оборудования. Например, модель 22211 относится к оборудованию для изготовления форм и стрежней (2), к формовочным машинам (2), конструктивный тип которых – встряхивающе-прессовые с поворотом полуформы; 11 – обозначает, что эта машина производит полуформы в опоке 500×400 мм.
Оборудование для подготовки формовочных материалов
Формовочные смеси
Отливки составляют 40 % фасонных заготовок в машиностроении. За год в нашей стране производится около 25 млн. тонн отливок, причем 80 % из них – литьем в разовые объемные песчаные формы. Формовочные смеси для производства таких форм делятся на три группы: 1. Сырые глинистые смеси малой прочности (ПГС), не подвергающиеся после уплотнения при формовке тепловому или химическому упрочнению. Основные компоненты: оборотная смесь 90–98 %, кварцевый песок и формовочная глина, влага. Литьем в песчано-глинистые формы (ПГФ) изготовляется половина всех отливок. 2. Упрочняемые смеси средней прочности. Упрочняются уплотнением при формовке, а затем при сушке. Применяются редко из-за длительности сушки. 3. Самотвердеющие смеси высокой прочности, которую они приобретают на модели в результате химического процесса. Смеси делятся на облицовочные (примыкая к модели, они определяют качество поверхности отливки, поэтому отливки получаются высо- кого качества), наполнительные (заполняют остальной объем формы, качество отливок ниже, чем у облицовочных смесей) и единые (вся форма заполняется одинаковой смесью). Для изготовления стержней применяют смеси (2) и (3) группы. Третья группа включает в себя несколько видов смесей: жидкостекольные, жидкие самотвердеющие смеси (ЖСС), пластичные самотвердеющие смеси (ПСС), холоднотвердеющие смеси (ХТС). Для изготовления стержней и оболочковых форм применяют также песчано-смоляные смеси.
Оборудование
Подготовка формовочных материалов заключается в обеспечении однородного мелкофракционного состава. Для этой цели применяются разнообразные дробилки и мельницы. Щековые дробилки (рис. 1.18) рекомендуются для дробления отработанных жидкостекольных смесей и др. материалов. Дробление производится за счет сжатия между дробящими плитами неподвижной 1 и подвижной 2 щек. Качание подвижной, являющейся одновременно шатуном, осущест-вляяется при вращении экцентриково-го вала 3, распорная плита 4 поддерживает низ щеки 2, сохраняя заданный зазор между дробящими плитами. Ще-ковые дробилки СМД-116, СМД-109, СМД-108 имеют производительность 7,8–30 м3/ч. У молотковых дробилок материал подается через воронку в корпус, внутри которого он дробится молотками, закрепленными с помощью шариков на вращающемся роторе в виде лучей (по радиусу). Продукты дробления проваливаются вниз сквозь колосниковую решетку. Корпус дробилки облицован износостойкими плитами. Молотковые дробилки СМД-112, СМД-114б, СМД-147 производительностью 10–27 т/ч рекомендуются для отработанных холоднотвердеющих смесей, угля и др. материалов. Валковые дробилки (рис. 1.19) предназначены для отработанной смеси, стержней на жидком стекле и др. материалов. Дробление у них происходит затягиванием в зазор между вращающимися в разные стороны валками 2, 5, один из которых опирается на пружину 3, предохраняющую дробилку от поломки при попадании в бункер недробящих-ся, например металлических, кусков. Расстояние между валками регулируется прокладками 4.

Рис.1.18. Щековая дробилка

5 4 Рис.1.19. Валковая дробилка
У роторных дробилок измельчение происходит в результате ударов кусков об отбойные плиты, на которые куски отбрасываются вращающимися относительно горизонтальной оси ротором с битами. Производительность роторных дробилок: СМД-85 – 55 м3/ч, СМД-86 – 125 м3/ч. В вибрационных дробилках куски истираются друг о друга и о стенки бункера с шипами, ребрами, отверстиями. Вибрация возбуждается системой на пружинных опорах под действием вращающихся эксцентриков. Вибрационная дробилка 12213 имеет производительность 15 т/ч. Мельницы шаровые 151М2, а также модели МШЦ и МШР предназначены для тонкого измельчения глины, каменного угля и др. материалов. Представляют собой вращающийся около горизонтальной оси барабан, наполненный измельчаемым материалом и металлическими шарами. Шары за счет вращения барабана поднимаются на некоторую высоту и падают, дробя материал.
Для просеивания различных материалов применяют сита. Они бывают барабанные, вибрационные и инерционные. Сита также делятся на сита грубой и тонкой очистки. Параметры отработанной смеси после выбивки в зависимости от близости к отливке значительно различаются: влажность колеблется от 0 до 3 %, а температура может достигать 80–120 оС. Поэтому перед повторным использованием необходимо охладить смесь и усреднить влажность, для чего применяют различные охладители. При многократном использовании формовочных и стержневых смесей изменяются их свойства. В особенности это относится к песку: изменяется объем зерен, происходит растрескивание, сращивание. Восстановить свойства смесей можно с помощью регенерации, которая включает в себя дробление, магнитную сепарацию металлических включений, просеивание, очистку поверхности песчинок от пленки связующего, обеспыливание песка и классификацию – разделение по фракциям (размерам зерен).
При гидравлической регенерации зерна песка интенсивно промываются в потоке воды. Важнейшим элементом системы гидравлической регенерации является оттирочная машина, где песок очищается за счет соударения в потоках пульпы, создаваемых лопатками вертикальных валов двух камер, имеющих разный угол наклона. Система регенерации содержит также железоочистители, дробилки, грохоты, классификаторы, сушилки и охладители. В системах сухой механической регенерации моделей 14311–14316 зерна песка очищаются от пленки связующего перетиранием смеси в дробилках. Образующаяся пыль удаляется вместе с отсасываемым воздухом. При термической регенерации пленки с зерен песка сжигают прока ливанием смеси при 550–800 оС, после чего производят воздушную сепарацию. Этот способ в 2–3 раза дороже механической регенерации. Имеются установки термической регенерации РТ 0,4 – РТ 10 (цифры указывают на производительность).
Оборудование для приготовления формовочных и стержневых смесей
Формовочные и стержневые смеси состоят в основном из кварцевого песка, пылевидных и жидких добавок. Процесс приготовления смеси состоит из дозирования всех компонентов смеси, включая воду, загрузки их в смесители в определенной последовательности, перемешивания для обеспечения однородности и заданных свойств готовых смесей. Смесители литейные чашечные периодического действия с вертикально вращающимися металлическими катками 15101–15108 предназначены для приготовления единых, наполнительных, облицовочных и стержневых смесей из песчано-глинистых фракций с пылевидными и жидкими добавками. Приставка СК к индексу модели указывает на наличие у смесителя скипового подъемника для загрузки с целью использования в смесеприготовительных системах реконструируемых цехов. При вращении вертикального вала 3 смесь размешивается и растирается катками 2, вращающимися на горизонтальных осях 4, устанавливаемыми с регулируемым зазором «а» относительно чаши 1. Смесь перемешивается, так называемыми, отвалами, расположенными между катками. При этом песчинки обволакиваются оболочкой связующего. Запыленный воздух отсасывается из-под колпака гати. Производительность бегунов (второе название смесителей) зависит от длительности цикла. При цикле 2–4 мин она составляет у модели 15108–15110 – 60 м3/ч. У смесителей моделей 15326 и 15328 катки вращаются на горизонтальных осях. Применяются такие бегуны в основном для сырых песчано-глинистых смесей (ПГС). Производительность 15328 при цикле 2,5 мин = 38,4 м3/ч.
Более производительны смесители (бегуны) литейные чашечные непрерывного действия 15204, 15207, 15208, производительность 8-го габарита достает 240 м3/ч. По конструкции они представляют собой смесители периодического действия с вертикально вращающимися катками, смежные чаши которых сообщаются через общий сегмент. Увеличение производительности происходит благодаря последовательному смешиванию двумя парами катков. Встречное вращение валов в чашах сдвинуто по фазе на 90о и синхронизировано. Разработаны комплексы оборудования для автоматизированных смесительных систем массового и крупносерийного производства КР6, 3К16П-К100НП – А-К400Н, включающие смесители периодического (П) и непериодического (Н) действия, охладители смеси, аэраторы, сита, же- лезоотделители, ленточные конвейеры с весовыми устройствами и плуж-ковым сбрасывателем. Для производства оболочковых форм используются смеси, где каждая песчинка покрыта тонким слоем связывающего – термореактивной слюдой. Смеситель центробежный периодического действия 15411 для приготовления плакированных смесей горячим способом производительностью 1 т/ч имеет нагреватель песка – камеру с вращающимся барабаном внутри нее. Барабан несет ковши, поднимающие и высыпающие песок в верхнем положении.
Песок при падении проходит зону нагрева и поступает в центробежный смеситель с двумя катками на дисках. Затем смесь поступает через вибросито в охладитель. Установка имеет также емкости и дозаторы для смолы, уротропина и стеарата кальция. При изготовлении смесей применяют также лопастные смесители, основными элементами которых являются горизонтальные валы с лопастями, вращающимися в желобе. Лопасти захватывают материалы и перемещают их по окружности и вдоль желоба, постоянно вороша, за счет чего и происходит перемешивание. Лопастные смесители применяются для приготовления ХТС и ЖСС.
Оборудование
ПРОВЕРЕННЫЕ АНГЛИЙСКИЕ ТЕХНОЛОГИИ, ОТТОЧЕННЫЕ ВЕКАМИ



Литейное оборудование Eurotek – английские технологии на украинских предприятиях
Для эффективного литейного производства требуется специальное оснащение. Чтобы повысить качество продукции, увеличить объемы предприятия, минимизировать трудовые ресурсы, снизить влияние человеческого фактора на технологический процесс, необходимо использовать современные автоматизированные установки, агрегаты и приборы, технические характеристики которых отвечают требованиям действующих стандартов безопасности. Литейное оборудование, поставляемое из Великобритании, имеет сертификаты соответствия и гарантии от производителя.
Характеристика ассортимента
ООО «Укрфаворит» предлагает целый комплекс специализированных установок и агрегатов, необходимых для осуществления работ, связанных с производством высококачественных отливок. Компания поставляет оборудование для литейных цехов, литейно-механических, сталелитейных, машиностроительных и других заводов Украины:
- высокоскоростные смесители песка Triton. Производительность установки – до 60 тонн в час. Благодаря оснащению смесителя инверторным двигателем агрегат работает в энергосберегающем режиме, что обеспечивает экономию энергоресурсов и, соответственно, снижение себестоимости продукции. Оборудование способствует равномерному распределению компонентов XTC-смеси. Лопатки для перемешивания изготовлены из высокопрочного чугуна. Характеризуются устойчивостью к механическому износу и увеличенным эксплуатационным ресурсом;
- установки регенерации смеси Trojan. Оборудование характеризуется эргономичной формой и компактными размерами, поэтому не требует много свободного пространства для размещения. Установка применяется в цехах, где ценится каждый квадратный метр. Для удобства монтажа и проведения ТО узлы устанавливаются на общую стальную платформу;
- манипуляторы форм Titan. Каталог включает оборудование с гидравлическим, пневматическим или электроприводом. ООО «Укрфаворит» реализует манипуляторы для сборки и транспортировки литьевых форм различных габаритов, что позволяет каждому предприятию подобрать для себя оптимальный вариант агрегата в зависимости от требований технологического процесса;
- комплектующие для оборудования литейного производства. ООО «Укрфаворит» поставляет насосы для смесителей, которые применяются для производства XTC-смеси, узлы контроля работы миксера и управления технологическим процессом и др.
Установки для литейного производства Eurotek идут с руководством по эксплуатации.
Английские технологии, доступные украинским предприятиям
ООО «Укрфаворит» поставляет на отечественные литейные заводы и комбинаты европейское оборудование, которое позволяет выпускать продукцию эталонного качества. Компания предоставляет услуги в комплексе. Она оказывает помощь при подборе установок для литейного производства, настройке агрегатов, в решении проблем с технологией, обучением кадров.
Преимущества сотрудничества с ООО «Укрфаворит» в цифрах:
- осуществили запуск оборудования на 9 литейных предприятиях;
- организовали 460 командировок техотдела на заводы Украины;
- выполнили 40 переводов предприятий с одного процесса на другой;
- провели 1 500 испытаний на 500 литейных заводах;
- составили более 400 техотчетов.
Компания «Укрфаворит» более 12 лет успешно работает на отечественном литейном рынке, предлагает 100% поддержку предприятиям Украины на всех этапах сотрудничества. Обращайтесь!
Оборудование для литья металла
Приобретение мини-литейного завода – готовый бизнес с быстрым стартом
Что такое литье металлов и как на этом можно заработать
Литье – один из способов обработки различных металлов. С его помощью можно создавать предметы разного размера и конфигурации. Это наиболее простой и доступный способ, который осуществляется с помощью специального оборудования. Сейчас многие производители предлагают строительство мини-завода «под ключ».
 Мини литейный цех
Мини литейный цех
Это значит, что будет разработан индивидуальный проект производственного комплекса, планировка расположения цехов, размещения оборудования, подведение всех необходимых коммуникаций.
Почему выгодно обратить внимание на готовые комплексы «под ключ»? Потому что:
- производители точно рассчитывают необходимую производственную площадь;
- максимально эффективно размещают коммуникации;
- предоставляют полный спектр услуг по наладке оборудования;
- приобретая завод «под ключ», можно сразу приступать к процессу производства.
 Технические характеристики литейного оборудования
Технические характеристики литейного оборудования
Если выбор сделан в пользу такого комплекса, то следующим шагом в организации бизнеса будет поиск заказчиков. Изделия из литьевого металла пользуются большим спросом практически во всех отраслях промышленности:
 Гибка листового металла
Гибка листового металла
- станкостроении;
- автомобильной отрасли;
- приборостроении;
- производстве бытовой техники;
- судостроении;
- производстве медицинского и стоматологического оборудования;
- ювелирном искусстве;
- изготовлении предметов декора дома и приусадебного участка;
- отрасли строительных материалов.
А мини-завод – это автоматизированный комплекс: чтобы переключиться на новый вид производимых изделий или металлических заготовок необходимо лишь внести изменения в программный комплекс и изготовить новые пресс-формы. А стоимость нестандартных деталей по индивидуальному заказу в несколько раз выше типового производства.
Еще одним преимуществом мини-заводов «под ключ», является то, что они спроектированы так, что могут обрабатывать все виды металлов, в то время как крупномасштабные линии имеют для этого отдельные цеха.
Какие виды металла можно использовать для работы
С помощью литейного оборудования можно производить детали и заготовки из следующих видов металла:
- чугуна;
- стали;
- меди;
- алюминия;
- бронзы;
- латуни.
 Машина для литья отливок из медных сплавов
Машина для литья отливок из медных сплавов
Сталь – наиболее распространенный металл для изготовления различных деталей. На производственном оборудовании можно обрабатывать метал следующих марок:
- низколегированная;
- высоколегированная;
- углеродистая;
- легированная сталь.
Этот материал широко используется в машиностроении и станкостроении благодаря своим высоким показателям прочности и пластичности. Не менее популярны и изделия из чугуна. Наибольший спрос предоставляют мебельные компании, которые изготавливают чугунные элементы мебели и декора.
 Отливки из стали 110Г13Л
Отливки из стали 110Г13Л
Алюминий – один из самых распространенных видов металла, он характеризуется податливостью к обработке, легкостью, а добавление в состав магния или меди обеспечивает высокую прочность изделию. Технологии современного оборудования позволяют отливать алюминиевые детали и заготовки любой сложности, конфигурации (массой от 100 грамм и до нескольких тонн).
Способы литья
В зависимости от марки металла, вида, размера, формы будущей отливки, выбирается наиболее подходящий и экономически обоснованный способ литья. В настоящее время существуют около 50 методик, но наиболее распространенными считаются следующие:
- литье в кокиль;
- литье под давлением;
- в песчаные формы;
- по выплавляемым моделям.
Схема литейно-прокатного агрегата для производства из разных легированных сталей
Кокиль – модель-форма, в которую заливается расплавленный металл, после остывания получается готовое изделие. Это наиболее популярный способ литья, однако, он требует большого профессионализма на этапе изготовления кокиля, поскольку здесь важна точность, ведь от качества формы будет зависеть конечный результат.
 Машины для литья в облицованный кокиль
Машины для литья в облицованный кокиль
Для крупносерийного производства этот способ наиболее выгоден, поскольку кокиль изготавливается один раз, а эксплуатироваться может до нескольких тысяч. При литье в кокиль минимальная толщина стенок детали должна быть 3 мм, а масса изделия – от 20 г до 50 кг.
Литье под давлением также один из популярных способов. Для него используют специализированные автоматические машины. Для различных сплавов металлов используют или метод низкого давления, или высокого. Технология несложная:
- металл плавится в печи;
- подается под давлением в специальную пресс-форму, которая имеет очертания будущей отливки. Давление может быть в пределах от 8 до 700 МПа;
- после остывания получается готовое изделие.
 Конвертер для стали
Конвертер для стали
Таким способом можно производить отливки с минимальной толщиной стенки – от 0,8 мм и массой от 4 г до 12 кг.
Литье в земляные или песчаные формы – один из наиболее древних способов, но им успешно пользуются и по сегодняшний день. Для начала изготавливают модель, с помощью которой делают отпечаток в песчано-глинистой смеси. При этом следует предусмотреть припуски на последующую механическую обработку изделия. Сама модель может быть деревянной, пластмассовой или металлической. Этот способ подходит для монолитных и крупных деталей, с его помощью можно отливать изделия массой до 40 т.
Составные элементы мини-завода и их технические характеристики
Российская компания ООО «Стандарт» предлагает организовать «под ключ» мини-литейный завод для осуществления литья металла кокильным способом. Такой комплекс может работать с алюминием, медью, сталью и их сплавами. На станках можно отливать изделия любой формы и конфигурации благодаря возможности самостоятельно изготавливать формы-матрицы.
 Литейная машина фирмы KURTZ
Литейная машина фирмы KURTZ
В комплект мини-завода «под ключ» входит следующее оборудование:
- отражательная печь – она необходима для плавления металла. Технические характеристики:
- вариант энергоносителя – газ, электричество, отработанное топливо, солярка;
- энергопотребление – 1 баллон газа на 20 часов работы или 30 кВт/ч;
- емкость бункера – до 1 т;
- производительность – до 600 кг/ч;
 Отражательная печь для литейного мини завода
Отражательная печь для литейного мини завода- кокильный станок – необходим для непосредственной отливки изделий. Он может быть двух видов:
- однопозиционный – для изделий, которые не имеют обратных углов. Форма может раскрываться только в одну сторону;
- многопозиционный – предназначен для деталей сложных форм, кокиль раскрывается вверх и вниз.
 Кокильная машина 82А505
Кокильная машина 82А505- потребляемая мощность – до 2,5 кВт/ч;
- оказываемое усилие на сжатие – до 190 т;
- кокиль – форма для будущих изделий – при необходимости ее может изготавливать компания по индивидуальным чертежам.
Обзор некоторых вариантов производственных комплексов «под ключ»
Прессовая машина для литья металла. Она предназначена для работы с пресс-формами и наиболее часто используется при изготовлении деталей из цветного металла. Характеристики:
 Машина непрерывного литья
Машина непрерывного литья- создаваемое давление – от 33 до 135 МПа;
- потребляемая мощность – 30 кВт/ч;
- максимальный вес одной отливки – 6 кг (алюминий);
- стоимость – 700 000 рублей.
Машинный комплекс «под ключ» PR-1000 от компании АБ Универсал предназначен для отливки цветных металлов, характеризуется полной расплавкой, бесшлаковым литьем, точным наполнением пресс-форм – это обеспечивает высокое качество готовых изделий. Характеристики:
 Разработка конструкции горизонтальной машины непрерывного литья заготовок из цветных металлов
Разработка конструкции горизонтальной машины непрерывного литья заготовок из цветных металлов- объем тигля – до 2000 см 3 ;
- максимальная масса одной отливки – до 5,4 кг (алюминий);
- максимальная высота опоки – 400 мм;
- диаметр опоки – до 500 мм;
- мощность – 30 кВт;
- габариты – 2000*1500*850 мм;
- стоимость – 1 500 000 рублей.
Производственный комплекс DTC-280 «под ключ» от компании Глобал-Маш предназначен для изготовления литых изделий из цветных металлов. Технические характеристики:
 Дробелитейные машины предназначены для производства литой стальной и чугунной дроби
Дробелитейные машины предназначены для производства литой стальной и чугунной дроби- размеры форм – от 250 до 680 мм;
- давление прессования – до 188,4 МПа;
- площадь отливки – до 290 см 3 ;
- мощность – 18,5 кВт;
- габариты – 2560*1410*6420 мм;
- вес – 11500 кг;
- стоимость – 6 000 000 рублей.
Расценки на производимую продукцию
Для того, чтобы определить, выгодно ли приобретать готовый мини-завод «под ключ», необходимо сопоставить собственные затраты со стоимостью конечной продукции. Унифицировать цены в отрасли довольно сложно, поскольку они формируются с учетом изготовления кокиля или пресс-форм, а также объема производства, вида металла, сложности изделия. Поэтому стоимость работ будет рассчитываться для каждого заказчика индивидуально. Можно привести пример расценок на отливки из различных металлов:
 Припуски на механическую обработку отливок
Припуски на механическую обработку отливок- серый чугун – от 69 рублей за кг;
- легированный чугун – от 170;
- высокопрочный чугун – от 118;
- углеродистая сталь – от 87;
- низколегированная сталь – от 126;
- легированная сталь – от 210;
- жаропрочная сталь – от 350;
- отливки из алюминиевых сплавов – от 320;
Оборудование для литья металла
Литье металлов используется для получения различных изделий и деталей. Процесс осуществляется методом заливки расплавленного материала в заранее подготовленные пресс-формы.
После того, как отливка остынет, она затвердевает и приобретает нужную форму. Такой способ обработки весьма популярный, поскольку его технология довольно проста и не требует больших затрат времени.
Для проведения всех процедур используется специальное оборудование для литья металла, которое может обладать разными качественными характеристиками и выполнять разные функции, в зависимости от назначения.
Специфика литья металлов на специальном оборудование
Процесс литья не представляет собой ничего сложного, но так кажется только на первый взгляд.
Прежде всего, стоит помнить, что все металлы имеют разную температуру плавления, потому, если производство выпускает детали из различных материалов, оно должно быть оборудовано специфическими плавильными печами, которые могли бы обрабатывать все виды металла.
Во-вторых, для того, чтобы металл принял конфигурацию формы, полностью заполнил ее, он должен обладать хорошей жидкотекучестью. Это свойство присуще не всем материалам, наименьшую температуру плавления имеет сталь, – это черный металл с большим содержанием железа, потому он хуже всего подходит для обработки данного типа.
Оборудование для литья металла выбирают в зависимости от того, какие именно материалы будут использоваться для изготовления изделий и деталей.
Сферы применения металлических отливок:
- Автомобильная промышленность;
- Станкостроение;
- Ювелирное искусство;
- Стоматология (металлические пломбы и коронки);
- Приборостроение;
- Изготовление бытовой техники.
Какое оборудование используется для получения отливок из металла
Для получения качественных отливок, полностью соответствующих чертежам, используется специальное оборудование для литья металла.
К числу агрегатов можно отнести: печи литейные, специальные машины, вспомогательные устройства и механизмы, установки, автоматы и комплексы для литья, ковши. Каждая категория имеет свои собственные особенности, которые мы рассмотрим более подробно.
Литейные печи
Специальные устройства, в которых плавится металл, называют литейными печами.
Существует несколько видов агрегатов, которые широко используются на производствах:
- Индукционные (быстро плавят металл посредством пропускания через него тока);
- Электрические дуговые (расплавляет материал, нагревая его электродугой постоянного или переменного тока);
- Газовые (осуществляют нагрев горящей газово-воздушной смесью, в основном используется для обработки драгоценных и цветных металлов, которые имеют небольшую температуру плавления).
Все печи имеют свои достоинства и недостатки, потому их выбирают в зависимости от вида материала, с которым будут работать, и необходимого конечного результата. На массовых серийных производствах проще всего использовать индукционные или электрические дуговые агрегаты, поскольку они позволяют быстро плавить большое количество металла с любыми физико-химическими свойствами.
В ювелирном деле наиболее выгодным и удобным вариантом станет газовая печь, поскольку в ней можно четко контролировать температуру, что дает возможность обрабатывать разные материалы.
Машины для литья
Это вид оборудования используется для отливок, он помогает им полностью заполнить форму.
В зависимости от способа прессования выделяют машины холодного и машины горячего литья.
В агрегатах первой группы прессование происходит только с применением высокого давления, а второй – путем воздействия поршней с небольшим давлением на расплавленный материал.
Автоматизированные системы
На производствах, которые выпускают большой объем продукции, все чаще начали применять специальные автоматизированные системы для литья, которые позволяют свести участие человека в этом процессе к минимуму.
Специально запрограммированные линии, в которые могут быть включены роботы, выполняющие различные функции, выполняют все процессы, за их работой следит только оператор, который может управлять процессами с персонального компьютера. Такой метод работы позволяет значительно снизить затраты на содержание штата и потребление энергоресурсов, все современные агрегаты и системы являются малозатратными.
Ковши
Это оборудование для литья металла выполняет такие функции как хранение, транспортировка и подача расплавленного материала. Оно может быть различной формы, вместительности, способа разливки и метода управления, для каждого производства выбирают ковши, обладающие определенным набором характеристик, от которого зависит удобство работы.
Современное оборудование для литья металла
Последние новинки в сфере обработки металлов будут представлены на выставке «Металлообработка», которая состоится в ЦВК «Экспоцентр».
В ходе мероприятия экспоненты представят высокотехнологическое оборудование для литья металла и других методов его обработки. Гости смогут познакомиться с разработками более тысячи компаний из разных стран мира.
Оборудование для литья металла
Литье металлами в Top 3D Shop: золото, серебро, латунь, медь, мельхиор, нейзильбер, алюминий, олово. Для крупных партий возможно литье сталями и промышленными сплавами. Цены и подробности по запросу.

Собственное производство
В распоряжении собственное оборудование и штат из 5 инженеров
Высокая скорость выполнения заказов
Мы осуществляем полный технологический цикл включая создание мастер модели и отливок внутри своей компании.
Разумные цены
Мы не отдаем работу подрядчикам, а выполняем ее сами. За счет этого мы предлагаем конкурентные цены
Достойное качество продукции
Все наши инженеры прошли обучение и сертифицированы. Это гарантирует отсутствие брака в вашей продукции
Для определения стоимости и сроков выполнения литья металлов вашего объекта направьте ваш запрос через форму или на почту:
В запрос нужно включить следующую информацию:
1. Фотография объекта
2. Размеры объекта (длина, ширина, высота в мм)
3. Любую необходимую дополнительную инфомарцию
Оборудование для литья металла
Металлургия – одна из основных отраслей промышленности. Чтобы все технологические процессы проходили эффективно, необходимо качественное оборудование для литья металла под давлением.
Отливание металлических элементов под воздействием давления – процесс, в ходе которого металл заполняет форму и застывает в таком состоянии. На сплав воздействует высокое давление – от 7 до 700 Мпа. Этот метод часто используют для сплавов чистых цветных и драгоценных металлов, так как они плавятся при небольшой температуре. Его также используют для пластмасс и определенных сортов стали, имеющей меньшую прочность.
В этом разделе интернет-магазина вы найдете машины для литья металлов под давлением от ведущих мировых производителей. Мы предлагаем только проверенную технику, которая проходит строгий контроль качества сначала перед отгрузкой, а затем перед продажей покупателю. Несколько этапов проверки помогают реализовывать только лучшие варианты промышленных машин.
Оборудование для литья металла представлено в широком ассортименте. Здесь можно найти варианты для работы любой производственной организации – крупной или мелкой. На весь товар предоставляется гарантия. Цена техники ниже, чем у конкурентов, так как мы работаем с производителями напрямую и можем позволить вам купить товар совсем недорого.
Черные металлы обычно не обрабатывают путем литья под давлением, так как они более прочные и для плавления материала или сплава потребуется очень высокая температура. Наша компания также предоставляет услуги доставки оборудования в любую точку города и его профессиональную наладку. Звоните нам и задавайте все интересующие вопросы.
1. Литьё металлов #Литье металлов_иннов_технология
2. Общая информация #Литье металлов_иннов_описание
2.1 Описание назначения #Литье металлов_иннов_назначение
Литьём под давлением изготавливают:
- детали автомобильных двигателей (в том числе алюминиевые блоки, детали карбюраторов);
- детали сантехнического оборудования;
- детали бытовых приборов (пылесосы, стиральные машины, телефоны);
- детали приборов
- детали кораблей
- детали самолетов
- детали для аэрокосмической промышленности
- детали автомобилей
- корпуса электродвигателей
- детали для энергетической промышленной
- деталей для централизованного отопления квартир и домов
Также литьё под давлением используется при производстве компьютеров, смартфонов и прочей электроники.
Практически любую деталь из алюминия можно отлить на машинах литья под давлением. Поскольку при литье под давлением можно получить детали с высокими допусками по пористости и плотности изделия.
2.2 Используемые материалы #Литье металлов_иннов_материалы
Способ литья под давлением применяется для сплавов цветных металлов (на основе цинка, алюминия, меди, магния, сплав олово-свинец) из-за их низкой температуры плавления, а также для некоторых сталей.
Важнейшее свойство металла, который предполагается использовать для литья, – его текучесть. Сплав в расплавленном виде должен максимально легко перетекать из одного тигля в другой, заполняя при этом его мельчайшие выемки. Чем выше текучесть, тем тоньше стенки можно сделать у готового изделия. С металлом, который растекается плохо, намного сложнее. В обычных условиях он успевает схватиться значительно раньше, чем заполнит все промежутки формы. Именно с этой сложностью промышленники сталкиваются, когда выполняют литье сплавов металлов.
Наиболее востребованными в промышленности являются металлы, имеющие низкую температуру плавления, так как их производство менее затратное. Чем ниже температура плавления материала, тем легче производится его отливка.2.3 Описание технологического процесса #Литье металлов_иннов_процессы
Современное литейное производство кроме традиционной технологии заливки жидкого металла в песчаные формы применяют и другие высокотехнологичные, производительные способы литья:
- вакуумный;
- центробежный;
- под давлением;
- центробежный;
- оболочковый;
- многократный;
- ртутный;
- по выплавляемым моделям;
- электрошлаковый.
Чаще всего сегодня в промышленных масштабах используются следующие технологии производства:
- в металлические формы (коколь);
- статическое литье;
- отливка под давлением;
- в оболочковые формы;
- в выплавляемые модели.
Отливка под давлением
- Первый этап, это раскрытие пресс-формы и смазка. Это необходимо для того, чтобы готовая отливка легко отходила от полостей пресс-формы и металл в поршне не застывал до того, как он будет запрессован. Также образуется пленка, которая помогает стабилизировать температуру и защищает поверхность пресс-формы, что увеличивает срок службы оснастки.
- Второй этап, это смыкание пресс-формы. Усилие смыкания пресс-формы эта та характеристика, которая по современной классификации дает название всей машине, то есть например если у машины литья под давлением название C300D, то ее усилие смыкания 3000 кило-Ньютонов или 300 тонн и она является аналогом машины литья под давлением 711А08 по Советской классификации. Другими словами такая машина способна сдержать металл, который создает усилие, стремящееся раскрыть пресс-форму в триста тонн.
- Третий этап, это заливка металла в поршень. После смазки пресс-формы и поршня рабочий зачерпывает из печи необходимое количество металла и заливает его в горловину поршня.
- Четвертый этап, это запрессовка металла. Поршень под воздействием пневматики, в которую как правило закачан азот, совершает поступательное движение и закачивает метал в камеру прессования.
- Пятый этап, это снятие готового изделия.
2.4 Серийность (#Литье металлов_иннов_серийность)
Данный метод изготовления заготовок отличается высокой производительностью. Но иногда чтобы переналадить линию для выпуска новой заготовки требуется вложить значительные средства, так как оборудование и оснастка очень дорогие (литье металлов под давлением).
3. Требования по обеспечению производства(#Литье металлов_иннов_обеспечение)
3.1 Используемое оборудование (#Литье металлов_иннов_оборудование)
Для литья металлов пускают в ход разные емкости, которые разделяют на песочные, применяемые только один раз во время оливки, а также многократные. Многоразовые отливочные емкости делают из разных материалов:
- чугуна;
- жаропрочной стали;
- огнеупорной керамики;
- графита.

Широко распространены чугунные кокили и изложницы. При изготовлении продукции из алюминия, меди и других цветных сплавов выполняют металлические формы из чугуна, меди и латуни.
Такое решение было принято давно, оно позволяет легко проводить подготовку материалов к основному процессу. Сам процесс длится недолго, модели выходят высокого качества. При выполнении этой технологии привлечение большого количества рабочих не требуется.
Металлические отливочные емкости бывают открытыми и закрытыми. Открытые – это изложницы, а закрытые – кокили. В закрытых емкостях имеется полость, повторяющая размеры выплавляемой детали. Заливка жидкого металла в них проводится через специальное отверстие.
Оболочковые отливочные емкости используются при заливке сплавов цветных и драгоценных металлов, а также изделий из стали. Для отливки сплавов цветных металлов их делают из порошкообразного диоксида кремния или гипса.
При изготовлении продукции из золота, платины и серебра пресс-форму делают из легкоплавкого материала, который заполняется ртутью, парафином или пластмассой, что позволяет создавать продукт сложной конфигурации небольшой толщины.
Для стали годится только отливка под давлением, так как материал этот хорошей текучестью не обладает.
Литье металлов под давлением
Пресс-формы
Литейные машины с горячей камерой прессования
Литейные машины с холодной камерой прессования
Кокильные машины для литья металлов
3.2. Требования к заготовке (#Литье металлов_иннов_заготовка)
– Текучесть
Сплав в расплавленном виде должен максимально легко перетекать из одного тигля в другой, заполняя при этом его мельчайшие выемки. Чем выше текучесть, тем тоньше стенки можно сделать у готового изделия. С металлом, который растекается плохо, намного сложнее. В обычных условиях он успевает схватиться значительно раньше, чем заполнит все промежутки формы.3.3. Требования к температуре (#Литье металлов_иннов_температура)
Металл для отливки нагревают немного выше температуры плавления. Некоторые виды металлов можно расплавить и залить в формы в домашних условиях, например аллюминий.
3.4. Требования к давлению (#Литье металлов_иннов_давление)
3.5 Ограничения по форме и конструкции (#Литье металлов_иннов_ограничения)
Отливка ограничена:
– по сложности конфигурации, так как при отделении отливки от литейной формы могут происходить повреждения.
– по толщине, так как расплав равномернее затвердевает, если изделие тонкое.3.6 Иные (#Литье металлов_иннов_иныетребования)
– Осадка при охлаждении.
Чаще всего применяют сплавы на основе алюминия, цинка, меди и олова-свинца (литье цветных металлов). Температура плавления у них сравнительно невелика, а потому достигается очень высокая технологичность всего процесса. Кроме того, у этого сырья сравнительно маленькая осадка при охлаждении. Это означает, что можно производить детали с очень незначительными допусками, что при выпуске современной техники чрезвычайно важно.3.7 Постобработка(#Литье металлов_иннов_обработка)
4. Характеристики готовых деталей
4.1 Механические свойства (#Литье металлов_иннов_механика)
4.2. Оптические свойства (#Литье металлов_иннов_оптика)
Глянцевая/матовая – оптические свойства готовой детали зависят от металла и способе литья.
4.3. Тепло/электро проводность (#Литье металлов_иннов_проводимость)
Электропроводность зависит от используемого металла, теплопроводность высокая.
4.4. Тактильные (#Литье металлов_иннов_тактильность)
Высокое качество поверхности (5—8 классы чистоты для алюминиевых сплавов)
4.5. Внешние признаки применяемой технологии (#Т_иннов_признаки)
Часто особенно на дешевых изделиях видно линию разъема формы, также могут быть видны следы толкателей. Также на детали можно увидеть место, где был литник.
4.6. Иные (#Литье металлов_иннов_иныехарактеристики)
Изделия могут быть массой от десятков граммов до десятков килограммов.
3D-технологии для литейного производства: как создать форму для отливки за неделю

3D-технологии, интегрированные в технологическую цепочку литейного производства, обеспечивают предприятию реальную выгоду. Как показать все преимущества 3D-сканирования и 3D-печати? Нагляднее всего – продемонстрировать процесс создания детали с нуля аддитивными методами и провести сравнение с традиционными технологиями. С этой целью мы обратились к Павлу Чадушкину, ведущему специалисту производственного направления RP-центра компании iQB Technologies.
– Итак, наша задача – создать эталонную деталь на основе цифровой модели для последующей отливки реального изделия. С чего начинается этот процесс, если мы применяем 3D-технологии?
– Прежде всего, нам необходимо исходное изделие, которое нужно отсканировать, а затем выполнить обратное проектирование (реверс-инжиниринг). Конечно, оно должно быть новое, не бывшее в употреблении, чтобы не было износа детали. Мы оцениваем, насколько сложна ее геометрия и после этого задаем только один вопрос: какой должен быть допуск по точности? Уже по внешнему виду можно понять, каким образом эта деталь производится. Чаще всего это литье (высокоточное или в землю), фрезерование или изготовление на токарном станке. У каждой из этих методик производства есть свои допуски.
После того, как мы имеем представление о технологии производства и допуске, мы выбираем оборудование, а именно – 3D-сканер с нужными нам параметрами точности, и производим оцифровку изделия. Например, ручной сканер Creafrom HandyScan 700 или стационарный Solutionix C500. Такие устройства метрологического класса уже хорошо зарекомендовали себя на производственных предприятиях. Получив 3D-модель, мы переносим ее в программное обеспечение Geomagic Design X, позволяющее быстро и легко обработать данные 3D-сканирования с целью выполнения контроля геометрии и реверс-инжиниринга. Затем к работе подключается инженер, который по результатам сканирования обрисовывает эту деталь и создает твердотельную модель.
В процессе обрисовки инженер исключает из твердотельной модели различные недостатки изделия. Здесь нужно подчеркнуть, что абсолютно любое изделие имеет производственные деформации. Они могут быть обусловлены разными факторами – например, неверно подобранным материалом, сложной формой, деформацией во время транспортировки, изношенным инструментом, с помощью которого производилось изделие.В любом случае, какой бы объект мы ни взяли для 3D-сканирования, он будет содержать дефекты и отклонения от эталона, а наша задача – создать этот самый эталон. Если деталь круглая, то совершенно точно можно сказать, что отверстие в ней будет не круглым, а эллипсовидным. Соответственно, инженер с помощью ПО этот эллипс исключает и создает окружность правильной формы. Таким путем, обрисовывая каждый элемент геометрии, мы исправляем все недостатки. Когда деталь полностью обрисована, у нас получается твердое тело, которое можно запускать в производство.

Отливка перепускного клапана стравливания избыточного давления газа (в разрезе)
– Мы получили CAD-модель. Теперь нужно определить, каким способом производить изделие.
– Традиционный способ – подготовка оснастки для литья восковых моделей на станке с ЧПУ. В этом случае модель должна адаптироваться под станок, со своими допусками, уклонами, скруглениями – все зависит от оборудования и инструментов, с помощью которых деталь будет производиться.
Но теперь есть и второй путь – 3D-печать, которая является идеальным решением для прототипирования и изготовления малых серий.
Ключевое преимущество аддитивных технологий – возможность создавать изделия максимально сложной формы (в том числе с мельчайшими деталями), которые нельзя произвести традиционными методами. Кроме того, при запуске печати необязательно учитывать сложность геометрии. Это особенно актуально для производства изделий путем металлического и пластикового литья.Если изделие имеет простую форму, то зачастую целесообразнее его производить на станке с ЧПУ. Если же геометрия сложная, то 3D-печать – оптимальный вариант.
Когда нам нужен не один рабочий прототип, а малая серия – от 10 до 1000 изделий, используется литье в силикон, или двухкомпонентное литье. Для этого нужно получить мастер-модель – эталон, по которому будет создаваться силиконовая форма, в которую затем заливается пластик или воск.
– Мы выяснили, что 3D-печать – незаменимое решение при производстве продукции с использованием металлического и пластикового литья. Можете привести пример создания конкретной детали?
– Возьмем корпус обыкновенного телефона из пластика. Во-первых, он делится на две половины, нижнюю и верхнюю. Чтобы произвести одну из половин, надо сделать матрицу и пуансон – это оснастка для литья пластика под давлением. Металлическая форма, состоящая из двух половин, смыкается, затем в нее под давлением подается пластик, который принимает форму внутренней геометрии изделия.
При традиционном производстве на станке с ЧПУ вытачивают внешнюю и внутреннюю форму каждой половины. Но если у нас есть 3D-принтер, мы печатаем сразу готовое изделие целиком, металлическую оснастку делать не нужно. Мало того что ее долго изготавливать, она будет баснословно дорогая для тиража в десять штук. Таким образом, выгода 3D-печати очевидна – отпадает необходимость фрезерования для получения оснастки.Телефон – продукт массового производства, и речь идет не о десяти, а о тысячах изделий. Как раз в этом случае нужны матрица и пуансон, и постоянная штамповка большого тиража. Кроме того, если понадобится внести какое-то небольшое изменение в конструкцию, мы можем оперативно исправить CAD-модель, сразу напечатать прототип и проверить его на собираемость, посмотреть, правильно ли мы разработали геометрию.
– При создании выплавляемых и выжигаемых мастер-моделей для литья с помощью 3D-принтера используется, соответственно, воск и фотополимер (технология печати MJP, технология литья QuickCast). Как выглядит производственная цепочка с использованием этих материалов и в чем их различия?
– Использование напечатанных на 3D-принтере выплавляемых восковых и выжигаемых фотополимерных моделей имеет одну и ту же механику, немного различаются алгоритмы действия.
У нас есть напечатанная восковая модель. Мы создаем для нее корку (то есть форму, в которую заливается металл), обмазывая мелкодисперсным порошком толщиной не менее 6-8 мм. Вид материала и толщина корки зависит не только от сложности геометрии и габаритов изделия, но и от металла, который будет литься в будущую форму. Затем деталь помещается в печь. В печи воск выплавляется, а сама корка отвердевает, и у нас получается твердая форма для литья металла.
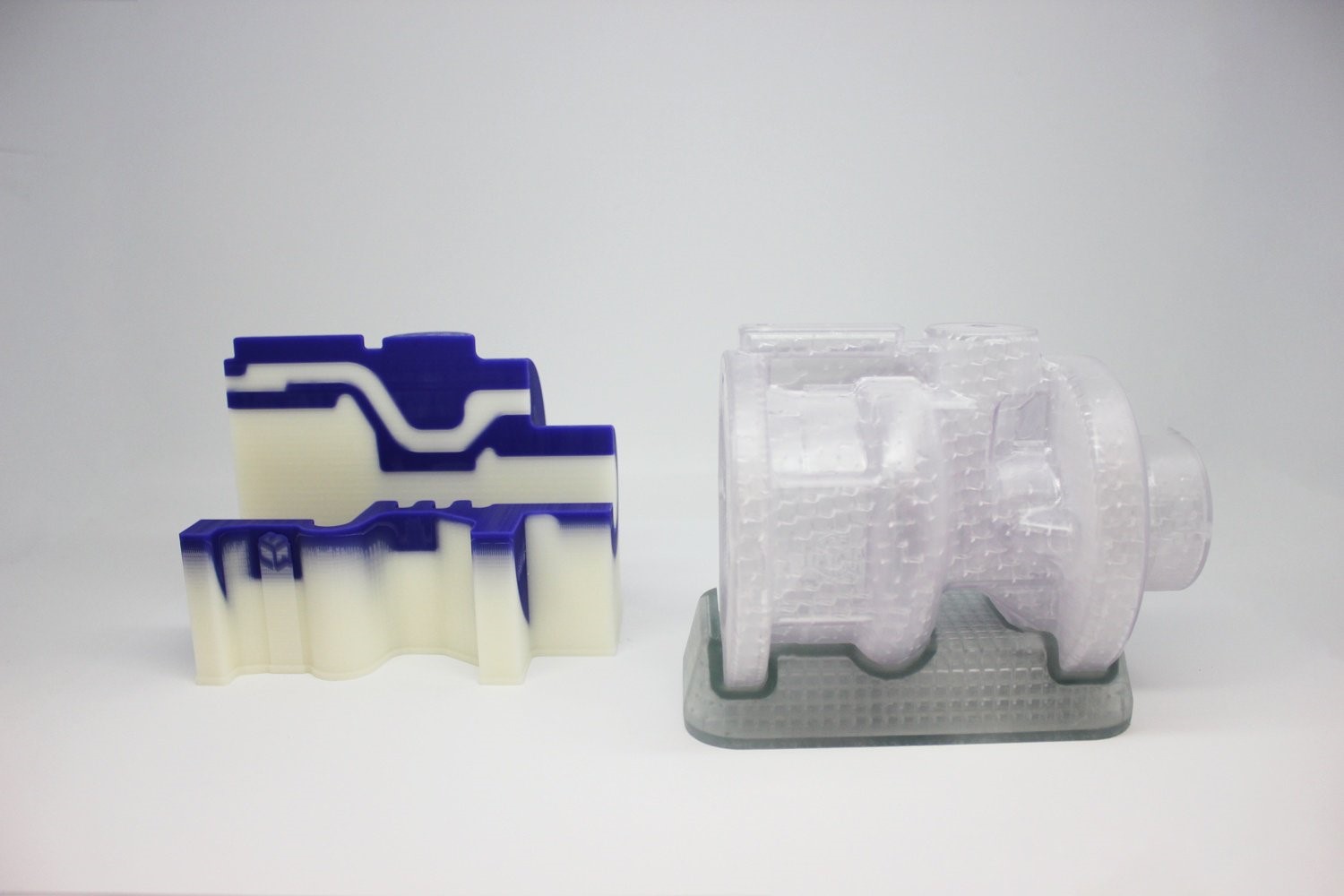
Восковая и фотополимерная модели перепускного клапана, напечатанные на 3D-принтерах
Что касается выжигаемого фотополимера, то мы так же кладем изделие в печь, но если воск вытапливается при температуре +200⁰С градусов, то фотополимер – при +950⁰С. Корка так же затвердевает, а материал, из которого была создана модель, выгорает.
Далее в получившуюся форму заливается раскаленный металл – это может быть и алюминий, и титан, и даже магний. Форма остывает, после чего корка разбивается молотком или вибромашиной, и мы получаем отливку.
Следующий этап – мехобработка. Она заключается в том, чтобы сделать поверхность детали более гладкой – обрезать литники, по которым заливался металл, зашлифовать их, снять излишнюю шероховатость изделия. На этой стадии нам также может потребоваться сверление отверстия или подгонка крепежных элементов – для этого применяются станки с ЧПУ для финальной обработки изделия до его конечного варианта (шлифовальные, пескоструйные, сверлильные и т.д.).
– От чего зависит выбор воска или фотополимера?
– Восковые машины относительно дешевы, при этом расходный материал – дорогой. С фотополимерными 3D-принтерами ситуация обратная. В сравнении с фотополимером воск достаточно хрупкий материал, это его недостаток. Но на сегодня восковая 3D-печать обеспечивает самую точную и самую гладкую поверхность. К тому же, восковое литье является традиционным для всех литейных производств в России. Соответственно, фотополимер подойдет там, где нужны модели большего размера, а прочность и детализация менее критичны. Пользователь должен сделать выбор, исходя из того, какие объемы он будет печатать, насколько часто он будет обращаться к прототипированию.
Так, на литейных предприятиях по всему миру, в России в том числе, активно используются профессиональные 3D-принтеры от 3D Systems, ведущего мирового производителя аддитивных установок. При этом ряд компаний имеют свой парк 3D-оборудования, другие заказывают услуги 3D-печати у подрядчиков.
– Мы подробно рассмотрели, как и в каких случаях выгодно использовать 3D-принтеры и 3D-сканеры. Если резюмировать: почему литейному предприятию необходимо внедрять аддитивные технологии?
– Для сокращения сроков производства при изготовлении опытных образцов и деталей малого тиража. Мы экономим и время, и деньги.
Вернемся к сравнению традиционного процесса с аддитивным. В первом случае это выглядит следующим образом:
1. Конструктор разрабатывает деталь, затем передает свою разработку инженеру.
2. Инженер адаптирует ее под методику производства вместе с технологом.
3. Дальнейшая адаптация заключается в том, что создается чертеж будущей формы матрицы и пуансона или чертеж, по которому деталь будет вытачиваться на фрезеровочном станке.
4. Затем на станке изготавливают матрицу и пуансон и отдают их на производство.Так вот, с момента выдачи конструктором готового проекта инженеру и до получения формы, по которой будет отливаться изделие, проходит от полугода до года. И прошло, допустим, полгода, сделали десять опытных образцов, отдали их конструктору, он примерил эти металлические болванки, а они не совпадают с посадочными местами. Он понимает, почему они не совпадают, дорабатывает эту модель, и дальше цикл повторяется. Проходит еще минимум полгода до следующей примерки.
С помощью 3D-принтера конструктор фактически нажатием одной кнопки отправляет на печать свое изделие и отдает его сразу на производство в отливку. Срок сокращается с года или полугода до недели максимум. Это самое главное преимущество. Плюс, мы экономим значительные средства на изготовление формы. И, наконец, мы имеем возможность создавать изделия с геометрией любой сложности и, при необходимости, быстро оптимизировать конструкцию в программном обеспечении.
Литье металла
Литье металла: Основные виды и особенности
Группа компаний «Литейное производство» предлагает литье металла в Москве с использованием современного оборудования.При этом для каждого вида металла используется своя технология, позволяющая создавать определенные условия. Это дает возможность металлу заполнить все полости подготовленной формы. Металлы имеют разную жидкотекучесть, которая характеризует способность расплава растекаться.
Литье под давлением
Современное литье металлов обеспечивает высокую точность и оптимальный показатель шероховатости. Литье на заказ под давлением позволяет получать изделия с минимальной толщиной стенок. Для получения отливки расплавленный металл помещается в форму, где он прессуется под высоким давлением. Данный метод, в большинстве случаев, применяется при литье цветных металлов, но существуют специальные способы литья под давлением для производства изделий из чугуна и стали.
Литье металлов под давлением обладает наиболее низкой себестоимостью производства и позволяет получать отливки сложной формы, с высокой геометрической и массовой точностью и необходимыми механическими свойствами. Литье металлов под давлением является массовым и крупносерийным способом литья и зачастую единственным и самым эффективным методом для многих изделий.
Литье в землю и по ХТС
Литье металлов на заказ в землю и по ХТС является одним из наиболее простых методов, который может использоваться только в том случае, если не требуется высокий показатель точности. Применяется для литья цветных металлов, чугуна и сталей различных марок. Литье на заказ в землю и по ХТС применяется при крупносерийном производстве, когда нет особых требований к шероховатости поверхности, размерной и массовой точности готового изделия.
Этот метод производства отливоков применяется с давних времен. Для этого метода литья производится деревянная, металлическая или композитная модель, которая засыпается специальной смесью. В готовую полость заливается металл. После того как металл застыл, форма разбивается. Несмотря на низкий показатель точности и высокую шероховатость, метод позволяет лить изделия больших размеров, вес которых достигает 6 и более тонн.
Литье по выплавляемым моделям
Это достаточношироко распространенный метод литья, при котором используются модели из парафина или другого легкоплавкого вещества. Готовая модель покрывается огнеупорной оболочкой. Применение данного метода дает возможность получать отливки с толщиной стенок до 1,5 мми габаритными размерами до 500 мм. К преимуществам данного метода литья относятся низкая шероховатость поверхности и достаточно высокая точность размеров, благодаря чему готовые изделия могут применяться без дальнейшей механической обработки.
Литье с кристаллизацией под высоким давлением
Такое литье металла на заказ, так же иногда называемое “жидкой штамповкой” позволят получать отливки, которые по своим физическим и эксплуатационным свойствам превосходят детали, произведенные другими методами. К преимуществам относится высокий показатель прочности, твердости. Литье с кристаллизацией под высоким давлением является относительно более дорогим методом по сравнению с литьем под давлением или в кокиль, поэтому применяется в основном для получения отливок, к которым предъявляются повышенные требования по механическим свойствам, герметичности, внутренней пористости и т.д.
Преимущества сотрудничества с ГК «Литейное производство»
Группа компаний «Литейное производство» предлагает профессиональное литейное производство металлов в Москве. К преимуществам сотрудничества относится:
- современное оборудование;
- использование различных методов литья;
- высокое качество готовых изделий;
- точное соблюдение сроков.
К тому же в нашей компании вы сможете заказать литье из различных видов металлов по лучшей цене в Москве. Обратившись к нам, мы с помощью наших специалистов подберем оптимальный метод литья для решения Ваших задач и Вы можете, быть уверены в высоком качестве готовых изделий и самой выгодной стоимости вне зависимости от сложности поставленной задачи. работы.
Источник http://www.spec-tehnica.ru/articles/articles_786.html
Источник http://ukrfavorit.com.ua/oborudovanie/
Источник http://gazsnabstroy.ru/oborudovanie/oborudovanie-dlya-litya-metalla