Делительные головки для фрезерных станков
Универсальная делительная головка токарного и фрезерного станка: как ее сделать своими руками
Токарное и фрезерное оборудование предназначается для проведения работ, связанных с механическим удалением металла с заготовки для придания требуемой формы и размеров. Для выполнения некоторых работ требуется дополнительная оснастка, к примеру, универсальная делительная головка, устанавливаемая на фрезерном оборудовании.
Сегодня она встречается довольно часто, так как позволяет проводить обработку сложных поверхностей. Как правило, поворотная головка для фрезерного станка изготавливается и устанавливается на момент выпуска самого оборудования, так как подобрать наиболее подходящий тип оснастки достаточно сложно. Рассмотрим это устройство подробнее.
Достоинства
С помощью делительной головки, при работах по металлу на фрезерном станке, можно выделить следующие дополнительные функциональные возможности:
- значительно расширить спектр рабочих операций;
- обрабатывать заготовку, которая расположена в удобном или нужном положении относительно плоскости стола, как по вертикали, так и по горизонтали;
- упростить работы по металлу с заготовками различных размеров.
Классификация
Универсальные делительные головки имеют свое обозначение, по которому можно определить их основные рабочие параметры:
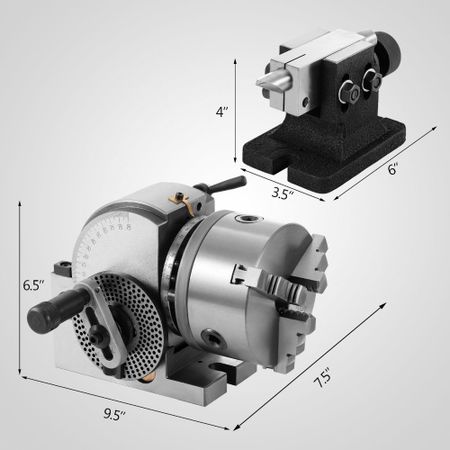
- УДГ 100 — обрабатываются заготовки диаметром 100 мм, размеры по основанию — 260×180 мм, вес — 25 кг;
- УДГ 125 — с ее помощью можно обрабатывать заготовки, максимальный диаметр которых не превышает 125 мм. Размеры основания — 260×180 мм. Вес — 28 кг;
- УДГ 250 — максимально допустимый диаметр обрабатываемой заготовки — 250 мм, габариты — 260×180 мм, вес — 53,6 кг;
- УДГ 320 — заготовка не должна превышать по диаметру 320 мм, размеры по основанию — 290×234 мм, вес — 101 кг;
- УДГ 400 — самая большая делительная головка, которая позволяет работать с заготовками сечением до 400 мм. Габаритные размеры основания — 290×234 мм, вес — 106 кг.
Все вышеперечисленные приспособления имеют цену деления на лимбе 15º.
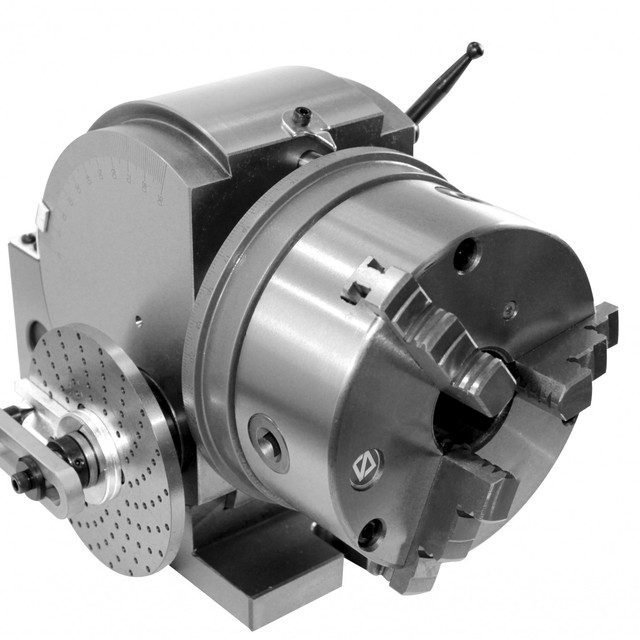
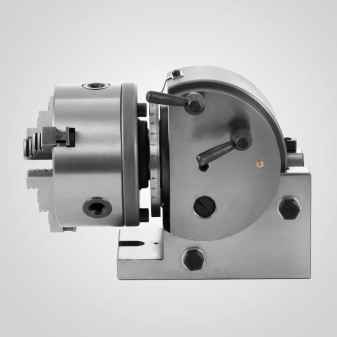
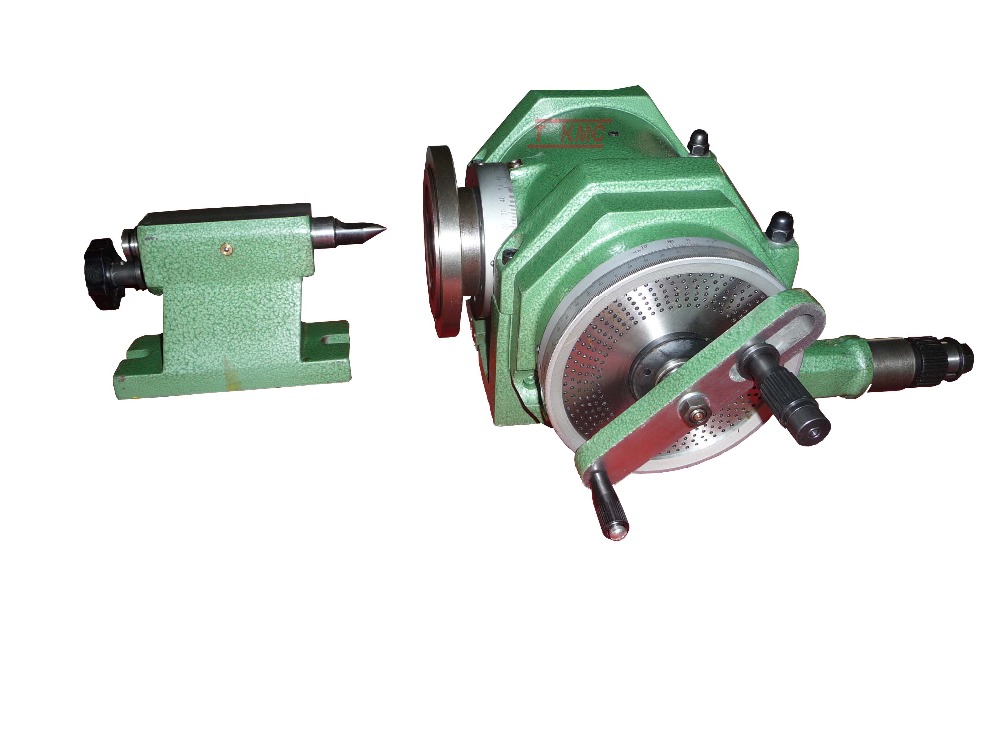
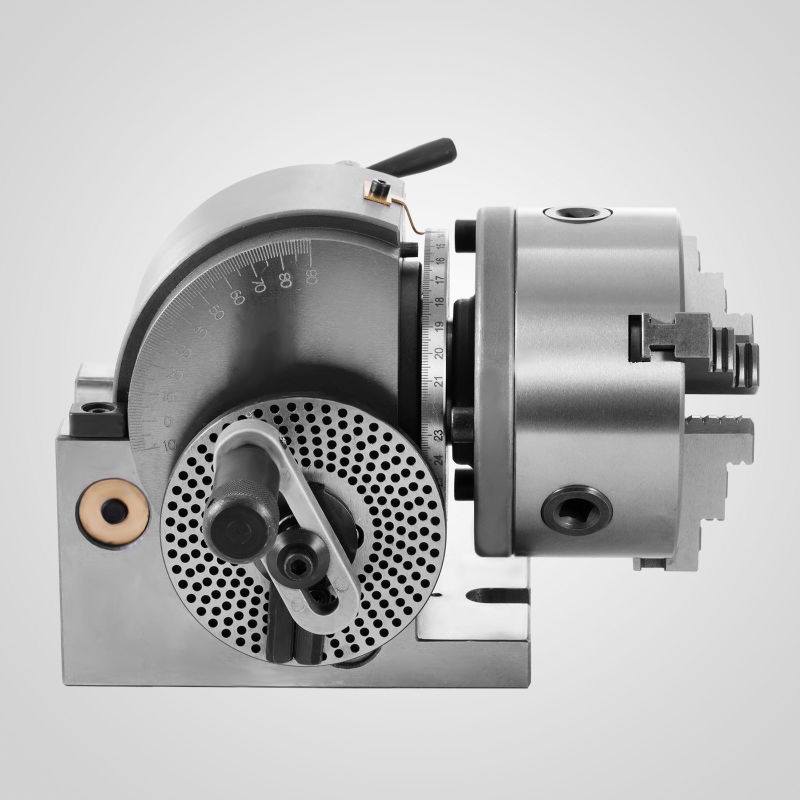
Универсальная делительная головка УДГ-250
Многие параметры являются одинаковыми, так как использование данных устройств рассчитано на стандартное оборудование. Различие в основном — по диаметрам обрабатываемых деталей — чем он больше, тем крупнее и тяжелее устройство.
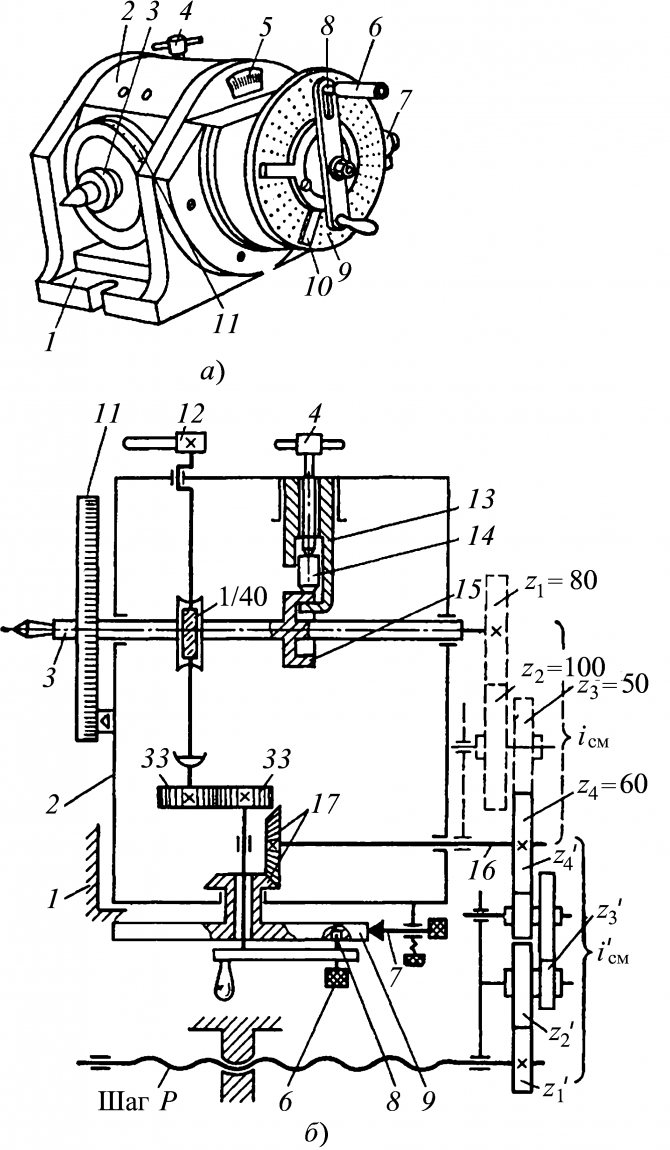
Используется еще один тип обозначений. К примеру — УДГ 40 Д250. Это означает, что делительная головка является универсальной, для полного оборота шпинделя требуется повернуть рукоятку 40 раз, максимальный диаметр обрабатываемой детали не должен превышать 250 мм. к меню
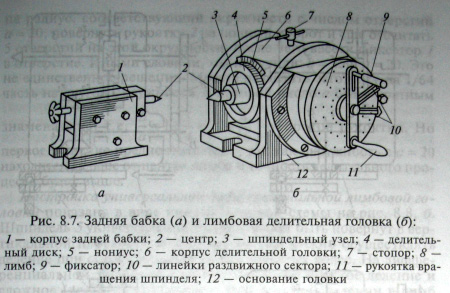
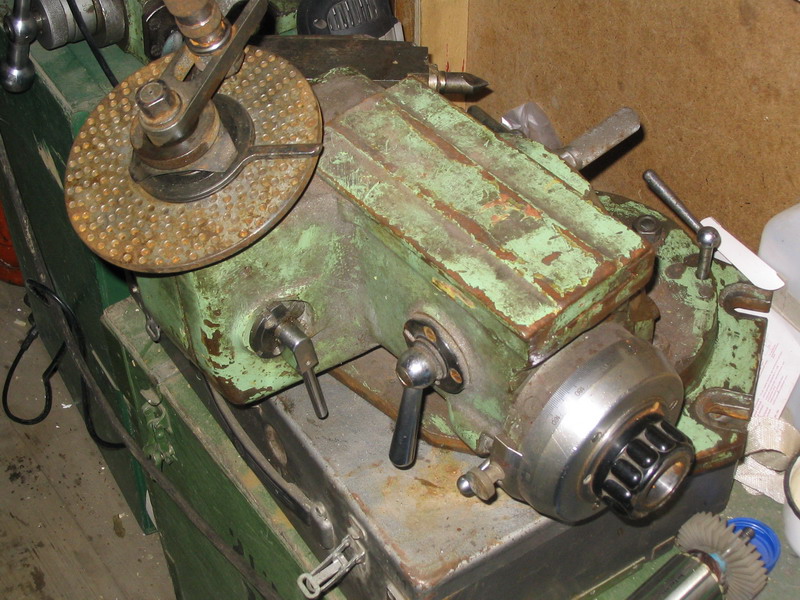
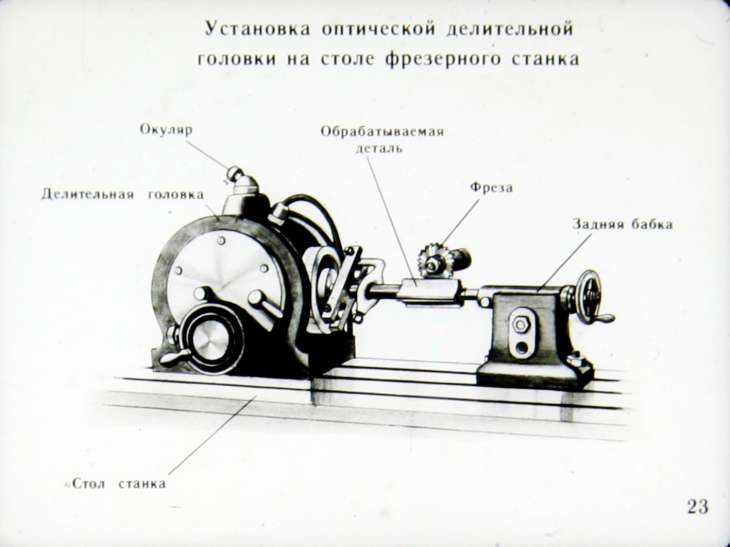
Оптическая делительная головка
Такое устройство используются для выполнения особо точных делений, и в некоторых случаях, для проверки правильности выполненного деления на другом устройстве.
Наверху головки имеется окуляр микроскопа, в оптическую систему которого помещена неподвижная шкала. Цена деления в ней равна 1′, а общее количество частей 60-ти. Деления просматриваются настолько четко, что отсчитать долю в ¼ минуты не представляет никакой сложности.
Рассчитывается угол поворота шпинделя также как и для механической головки. Но следует учесть, что необходимо составлять таблицу всех последовательных углов, так как они суммируются. к меню
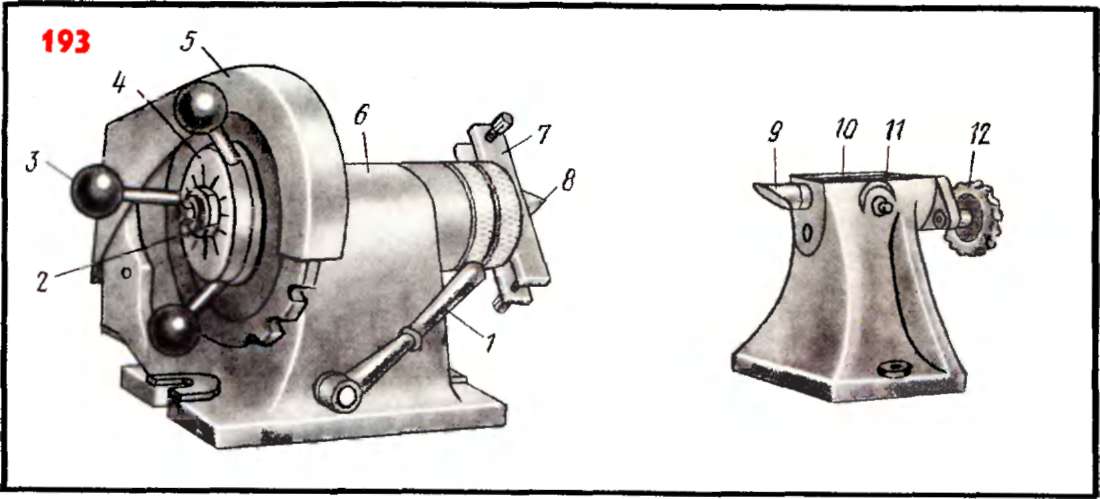
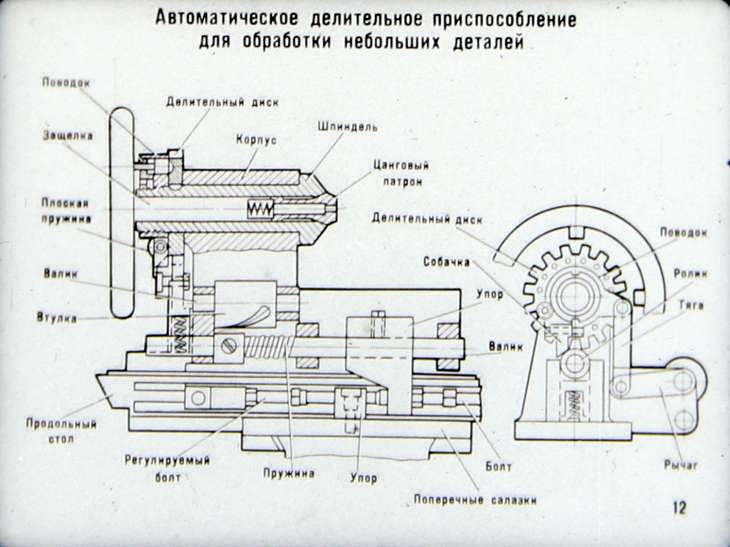
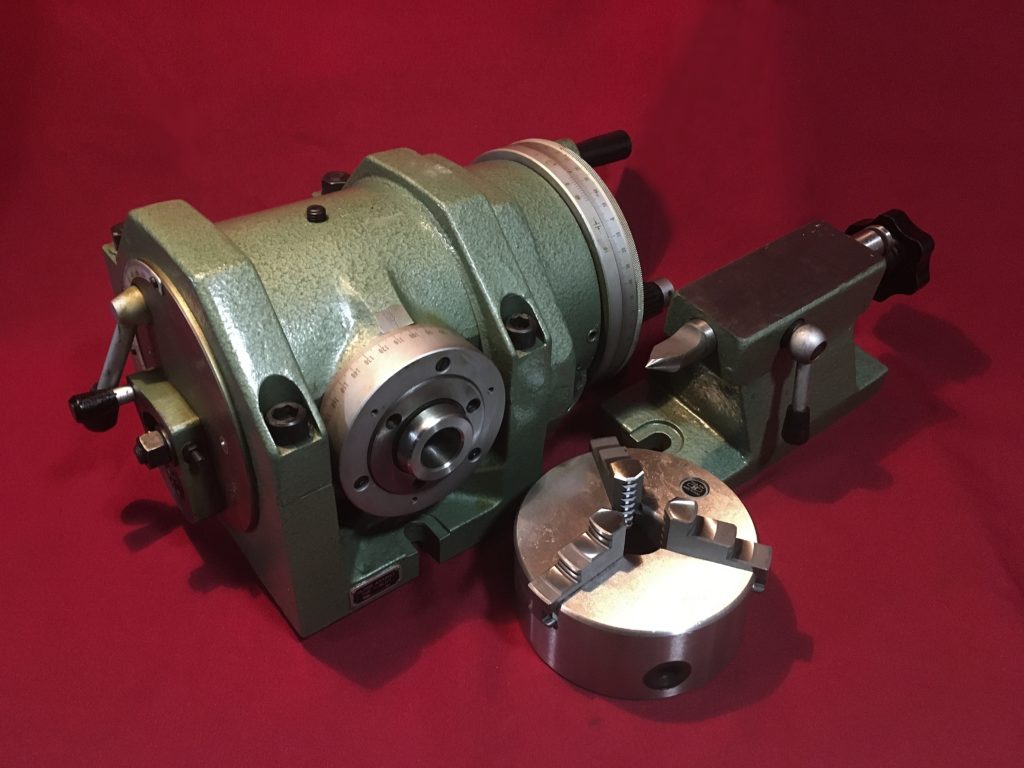
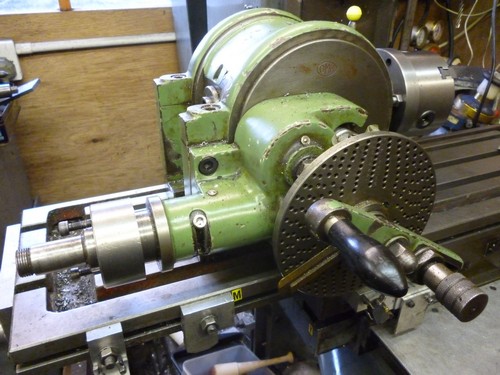
Самодельная делительная головка
При небольших объемах работ по металлу проводимых своими руками, покупать дорогостоящее дополнительное оборудование не имеет смысла, так как затраченные вложения никогда не окупятся.
Самодельная делительная головка
Но домашним мастерам, имеющим в своем распоряжении фрезерный станок, такое приспособление, как делительная головка, все же необходимо. Для ее создания понадобится червячный редуктор, токарный патрон, диаметром в пределах 65 мм, и диск (лимб).
Компоновка этих элементов является стандартной, ничего нового придумывать не нужно. Деления (отверстия) на диске делаются под свои индивидуальные потребности. Все остальное аналогично промышленным вариантам.
После сборки самодельной конструкции необходимо провести ее юстировку. Это делается после того, как деталь сделанная на фрезерном станке при использовании самодельной делительной головки, сравнивается по параметрам с заводским образцом. к меню
Дополнительная информация
Использование различного вида фрезерных головок позволяет выполнять обработку деталей на одном станке, в то время как без их применения, необходимо задействовать несколько. Существует дополнительное оборудование для фрезерных станков в виде таких типов головок:
- угловая;
- расточная;
- долбежная.
В свою очередь они могут быть изготовлены в нескольких вариантах, например — со сменными ножами или пластинами.
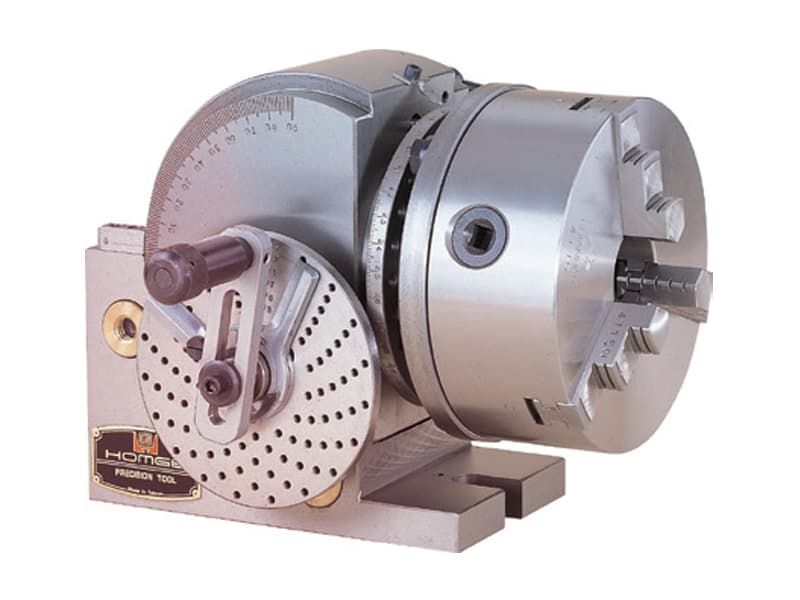
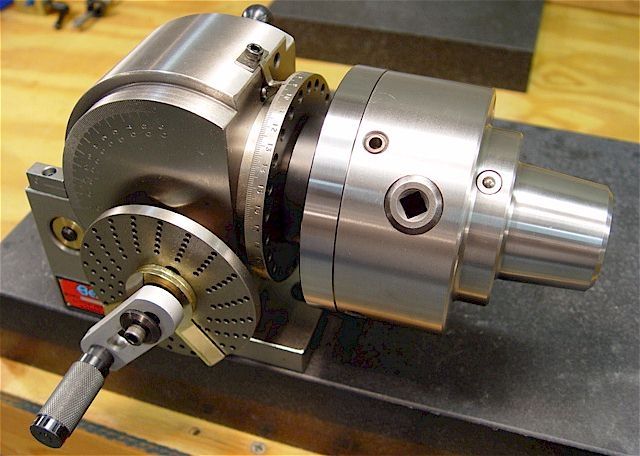
Головка делительная полууниверсальная HOMGE BS-0
Угловая головка также имеет несколько вариантов исполнения:
- головка 90º:
- модульного типа;
- универсальная.
Все эти дополнительные приспособления (угловая, расточная, долбежная головки) значительно повышают точность и увеличивают производительность фрезерного оборудования, так как позволяют осуществлять вертикальную и горизонтальную обработку, а также проведение работ под углом, без переустановки заготовки.
Это интересно: Делительные головки для фрезерных станков — виды, инструкции
В каких сферах используют фрезерные головки?
Дополнительные комплектующие рабочего станка применяются во многих производственных сферах. Чаще всего это металлообрабатывающее и деревообрабатывающее направления.




Инструмент может работать со следующими материалами:
- Металл.
- Гранит.
- Стекло.
- Резина.
- Обыкновенные и драгоценные камни.
- Бумага.
- Гипс.
- Воск.
- Дерево любых видов.
Благодаря многофункциональности инструмента возможно осуществление выпуска таких изделий:
- Шестерни, элементы автомобилей, зубчатые колеса, прочие металлические компоненты.
- Объемные плиты из мрамора.
- Мебель различного плана.
- Стоматологические протезы.
- Скульптуры.
Рекламная продукция (объемные вывески и буквы).
Современные машины при использовании дополнительных насадок представляют собой целый производственный комплекс. Он может работать самостоятельно в разных направленностях, фактически не требуя участия человека.
Настройка и применение
До того как начать пользоваться разделительной головкой, ее стоит правильно выбрать. Для этого мастеру стоит учитывать несколько моментов.
- Параметры изделия. Элементы, благодаря которым она крепится к станине.
- Направление использования инструмента:
высокоточные работы – оптический;
работы на поток – упрощенный вид головки.
Соотношение стоимости и качества. Окупаемость.
Переходы, которые выполняются головками фрезерного станка, имеют прямую зависимость от типа приспособления, а также от характеристик, что устанавливают в соответствии с делением шкалы. Настройка приспособления подразумевает определение объемов сектора окружности.

Поэтапная настройка головки фрезерного станка:
преобразование 360 градусов диаметра окружности в нужное число делений на секторах;
определение синуса угла, что получен в результате расчета;
поворот диска приспособления на нужный угол;
зажим узлового корпуса рукояткой или зажимным механизмом, а также установка рабочего инструмента.
Рассчитать требуемый угол деления можно с помощью формулы, которую предлагает инструкция производителя. После этого деталь требуется закрепить на станочной оправе, осуществляя продольную подачу стола. Таким образом выполняется необходимая операция. Шаг подачи имеет непосредственную зависимость от характера обработки. При формировании зуба он будет равен дистанции между впадин смежных зубьев.

Чтобы увеличить производительность работы, по окончании каждого из рабочих циклов осуществляется ускорение возврата стола и заготовки на первоначальную позицию. Процедура фиксации относительно выбранного отверстия на измерительном диске проводится пружинами. Благодаря использованию делительных головок разных видов мастера могут совершать обработку деталей с применением одного станка. В противном случае придется использовать несколько агрегатов. Головки, в свою очередь, могут иметь сменные ножки либо пластинки.


Дополнительные приспособления в виде делительных головок способны увеличить точность и производительность оборудования для фрезеровки. Они могут использоваться при вертикальных и горизонтальных обработках, а также работе под заданным углом. При этом мастеру не приходится переустанавливать заготовки.


О делительных головках для фрезерных станков смотрите в видео ниже.
Технические характеристики головки УДГ-200
| Наименование параметра | УДГ-160 | УДГ-200 | УДГ-250 | УДГ-320 |
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | П | П | П | П |
| Высота центров, мм | 85 | 105 | 130 | 165 |
| Наибольший диаметр обрабатываемой детали, мм | 160 | 200 | 250 | 320 |
| Расстояние от основания делительной головки до торца шпинделя в его вертикальном положении: не более, мм | 180 | 235 | 280 | 350 |
| Угол поворота шпинделя в вертикальной плоскости вниз от линии центров: не менее, град | 5 | 5 | 5 | 5 |
| Угол поворота шпинделя в вертикальной плоскости вверх от линии центров: не менее, град | 95 | 95 | 95 | 95 |
| Диаметр такарного патрона, мм | 100 | 125 | 160 | 160 |
| Конус шпинделя | Морзе №2 | Морзе №3 | Морзе №4 | Морзе №5 |
| Резьба рабочего конца шпинделя | М33 | М39 | М52 | М60 |
| Диаметр отверстия шпинделя, мм | 14,9 | 20,2 | 26,5 | 38,2 |
| Передаточное отношение червячной пары | 1 : 40 | 1 : 40 | 1 : 40 | 1 : 40 |
| Диапазон деления, включая простые числа | 2..400 | 2..400 | 2..400 | 2..400 |
| Диаметр отверстий сменных колес, мм | 20х19 | 20х19 | 20х19 | 32х19 |
| Число отверстий делительного диска | 16,19,23 30,33,39 49 | 16,17,19 21,23,29 30,31 | 16,17,19 21,23,29 30,31 | 16,17,19 21,23,29 30,31 |
| Число отверстий делительного диска на другой стороне | 17,21,29 31,37,41 54 | 33,37,39 41,43,47 49,54 | 33,37,39 41,43,47 49,54 | 33,37,39 41,43,47 49,54 |
| Цена деления лимба непосредственного деления, град | 15 | 15 | 15 | 15 |
| Модуль сменных шестерен | 1,5 | 1,5 | 1,5 | 2,5 |
| Ширина направляющих шпонок, мм | 12 | 14 | 18 | 18 |
| Габариты и масса делительной головки | ||||
| Габаритные размеры основания головки, мм | 212 х 156 | 260 х 180 | 260 х 180 | 290 х 234 |
| Масса делительной головки, кг | 35,5 | 50 | 53,5 | 101 |
Список литературы
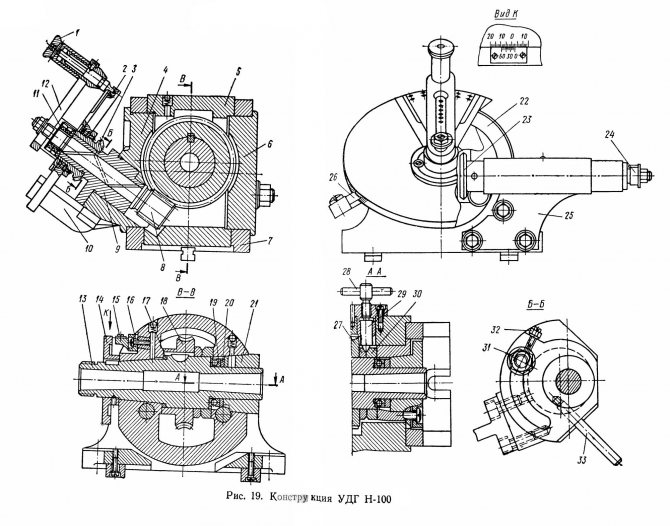
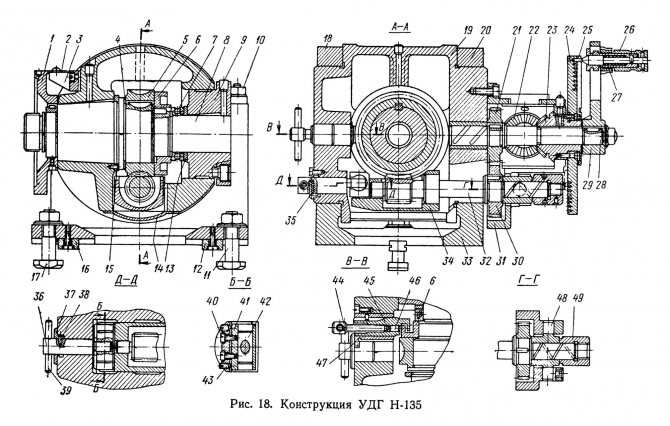
Головки делительные универсальные УДГ Н-100, УДГ Н-135, УДГ Н-160 Инструкция к пользованию, 1970
Универсальные делительные головки УДГ Д-160, УДГ Д-200, УДГ Д-250, УДГ Д-320, УДГ Д-400 Техническое описание и инструкция по эксплуатации, 1983
Головка делительная универсальная УДГ-Д-160А Паспорт, (ТУ2-024-4475-75)
Теплицкий Б.М. Мазо Г.И. Делительные механизмы, 1974
Связанные ссылки. Дополнительная информация
- Фрезерные станки: общие сведения, классификация, обозначение
- Сравнительные характеристики консольно-фрезерных станков серий 6Н, 6М, 6Р, 6Т
- Коробка подач консольно-фрезерных станков серии 6М: 6М12П, 6М13П, 6М82, 6М83, 6М82Ш, 6М83Ш
- Коробка подач консольно-фрезерных станков серии 6Р: 6Р12, 6Р13, 6Р82, 6Р83, 6Р82Ш, 6Р83Ш
- Коробка подач консольно-фрезерных станков серии 6Т: 6T12, 6T13, 6T82, 6T83, 6Т82Ш, 6Т83Ш
- Технология ремонта фрезерных станков
- Регулировка фрезерных станков
- Фрикционная муфта. Фрикционный вал. Муфты фрикционные в металлорежущих станках
- Автоматические циклы фрезерных станков (6Р12)
- Испытания и проверка металлорежущих станков на точность
- Справочник универсальных фрезерных станков
- Заводы производители металлорежущих станков в России
- Производители фрезерных станков в России
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Самодельная делительная головка для токарного станка – Станки, сварка, металлообработка
Делительная головка универсального типа (УДГ) служит для обработки металлических заготовок на фрезерном станке.
Данный элемент позволяет провести несколько видов операций по отделке изделий с учетом особенностей их конфигурации, применяется для производства сложных деталей. Как правило, оборудование комплектуется этим устройством в штатном исполнении.
В противном случае потребуется правильно подобрать модель согласно характеристикам имеющегося токарного приспособления.
Особенности
Универсальная делительная головка служит для увеличения скорости работ. При этом она не должна подвергаться постоянной переустановке.
Изменение позиции по отношении к фрезе выполняется путем постановки устройства в нужное положение. Особо внимательно к этому процессу необходимо относиться при формировании канавок винтового типа.
Перед покупкой делительной головки следует обязательно проверить ее совместимость с имеющимся станком. Любые самодельные вмешательства в конструкцию и непрофессиональные переделки могут негативно отразиться на итоговом качестве продукции.
Конструкция и применение делительных головок для фрезерных станков
Существует ряд специальных приспособлений, которые помогают или же сами закрепляют заготовки. К таким приспособлениям относятся и фрезерные головки.
А все эти действия совершаются на шлицефрезерном станке, закрепленном на столе.
Именно такое приспособление позволяет говорить о том, что они не только имеют какую-то укрепляющую функцию, но, прежде всего, помогают расширить все возможности такого станка, делая работа на нем более практичной и удобной.
Так в чем же заключается назначение делительной головки для фрезерных станков? Такие головки необходимы для того, чтобы не только закреплять саму заготовку, но еще и помогать поворачивать ее, чтобы осуществлять непрерывное вращение для обработки какой-то детали. Но вот такие головки могут быть разной конструкции и, соответственно, они могут быть разделены или на равные части, или на неравные. Но это зависит от того, что именно обрабатывается: сверла, развертки.
Использование фрезерных головок
Делительная головка, позволяющая станку совершать повороты заготовки на разные углы, хорошо выполняет фрезеровку канавок, которые могут быть и прямолинейные, и конические, и цилиндрические. Если же устройство правильно настроить для работы, то тогда по всей окружности необходимой заготовки канавки будет размещаться так, как вам это нужно.
Такие головки можно найти чаще всего на станках, которые называются горизонтально-фрезерными, но при условии, что этого потребует сам заказчик. А вот на универсальных фрезерных станках такая деталь обязательна, иначе работать такое оборудование просто не сможет.




Виды делительных головок
Чтобы работоспособность фрезерных станков была высокой, очень часто на большом производстве применяют такие делительные головки, как многошпиндельные. Но существуют и другие деления такой обязательной детали для изготовления и обработки заготовки.
Виды делительных головок:
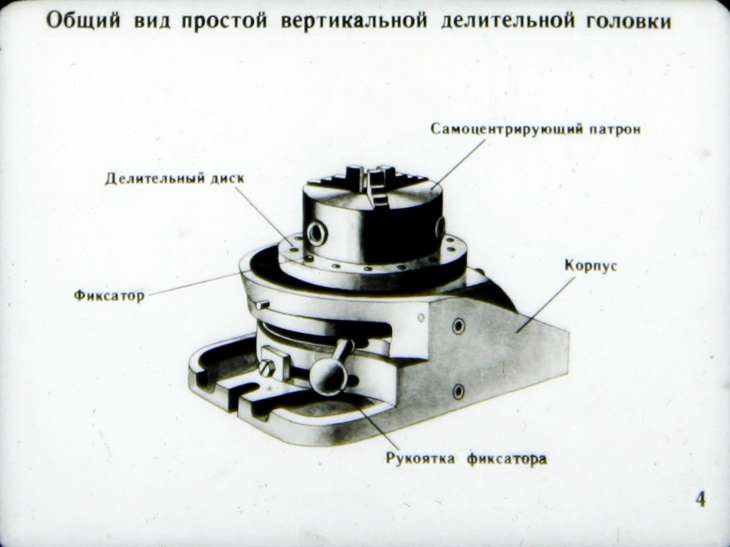
- Простые.
- Универсальные.
- Оптические.
Немного охарактеризуем каждый из этих видов. Итак, простые являются самым простейшим видом по своей конструкции. Управляться с такой делительной частью очень просто, она не требует никаких других особых знаний и умений. С такой головой сможет работать даже человек, который лишь только начинает свою работу на фрезерном оборудовании.
Характеристика простой делительной головки
Обычно такая просто часть хорошо подходит для того, чтобы производить и обрабатывать те заготовки, которые необходимо выпустить в больших количествах и в краткие сроки.
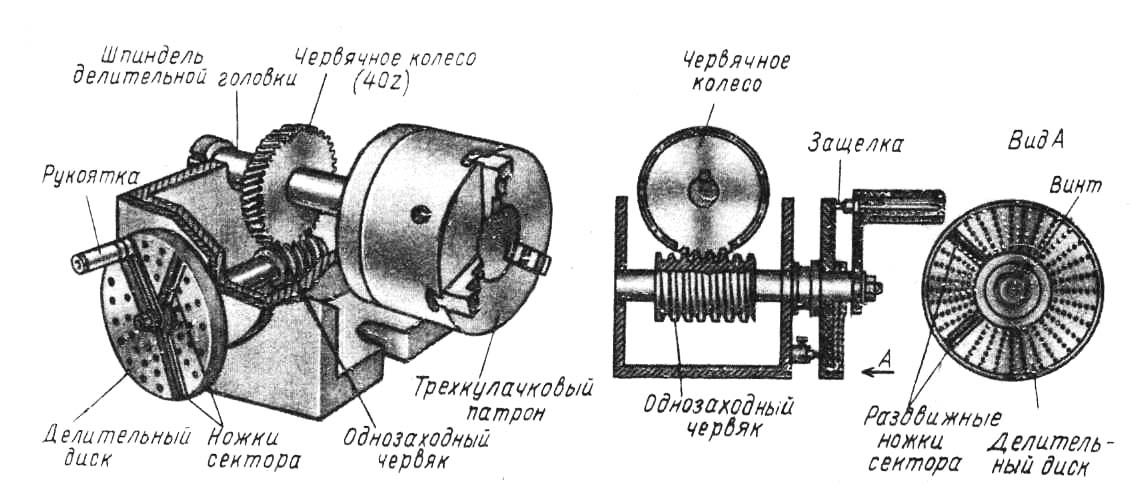
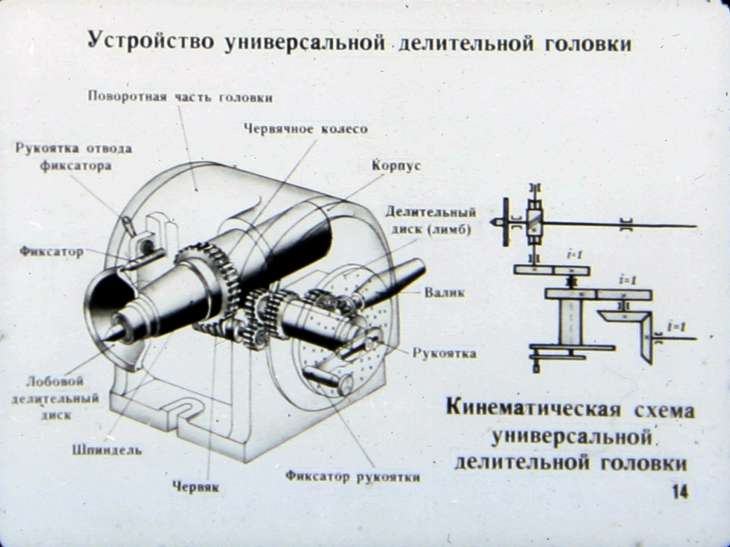
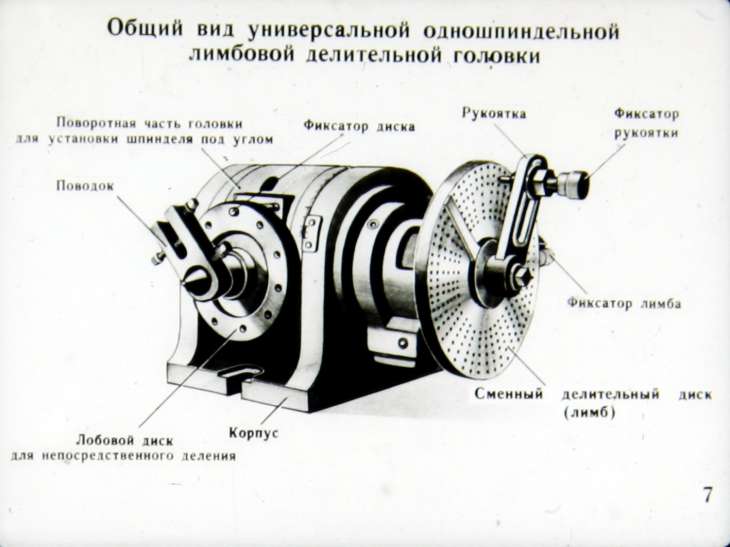
Элементы делительной части:
- Шпиндель.
- Лимб.
- Трехкулачковый патрон.
Теперь кратко о назначении каждого элемента, которые применяется во фрезерном станке. Конец шпинделя помогает закреплять ту деталь, которая будет подвергаться обработке. На шпинделе крепится и лимб.
Все мастера фрезерного дела знают, что лимб — это делительный диск, который позволяет головки делить заготовку на определенное количество частей, которые будут равными. Но можно постараться и изменить это значение так, чтобы происходило деление уже на неравные промежутки.
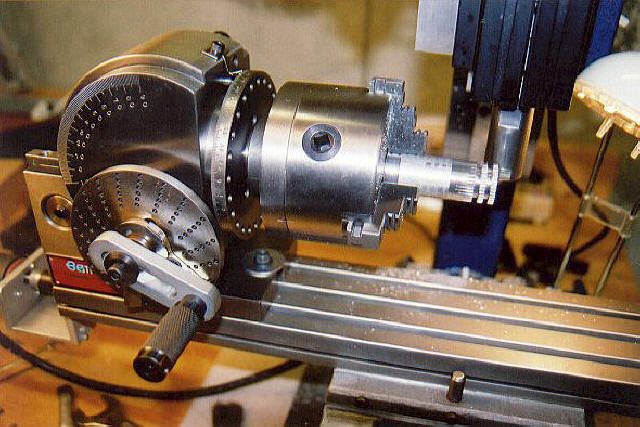
Порядок настройки и применения
Как пользоваться делительной головкой на фрезерном станке и осуществлять переходы? Это зависит от приобретенной модели, цены деления шкалы и других характеристики. Актуальные стандарты тоже важны: для деталей VIII класса точности следует руководствоваться данными ГОСТ 1.758, для IX – 1.643.
В общем случае предварительная отладка и подготовка к эксплуатации сводится к выбору сектора, исходя из диаметра окружности и нужного количества частей. Требуется выполнить такие действия:
- • перевести полный цикл (360 градусов) в необходимое число шагов;
- • высчитать подходящий синус угла;
- • повернуть диск на только что найденную радиальную величину;
- • зафиксировать зажимом (или рукояткой узла) корпус и разместить основной инструмент в таком положении.
Обычно производители в своей инструкции указывают формулу, по которой рассчитывается угол делительной головки, поэтому посмотрим, как работать с УДГ дальше, не будем останавливаться только на вычислениях, перейдем к практике.
Итак, необходимо установить заготовку в оправку аппарата и, при продольной подаче, реализовать нужную операцию. При этом следует учитывать шаг, который зависит от того, что за задача выполняется. Например, при создании зубцов дискретное движение должно равняться дистанции между впадинами соседних элементов.
Производительность можно повысить без ущерба для качества: для этого следует возвращать стол в исходное положение в ускоренном режиме. Фиксацию в отверстии диска надежнее всего осуществлять пружиной.
Методы деления
Угловое смещение заготовок осуществляется методами:
- Непосредственное деление. Производится визуально по оптическому устройству без использования промежуточных механизмов.
- Простое деление. Осуществляется неподвижным диском УДГ. Характеризуется обширной областью применения.
- Комбинированное деление проводится также при использовании делительной головки.
- Дифференциальный метод применим на УДГ, которые имеют комплект сменных зубчатых колёс.
- Непрерывный метод реализуется оптическими и универсальными головками, имеющими кинематическую связь между шпинделем и винтом продольной подачи станка.
Достоинства
С помощью делительной головки, при работах по металлу на фрезерном станке, можно выделить следующие дополнительные функциональные возможности:
- значительно расширить спектр рабочих операций;
- обрабатывать заготовку, которая расположена в удобном или нужном положении относительно плоскости стола, как по вертикали, так и по горизонтали;
- упростить работы по металлу с заготовками различных размеров.
Классификация
Универсальные делительные головки имеют свое обозначение, по которому можно определить их основные рабочие параметры:
- УДГ 100 — обрабатываются заготовки диаметром 100 мм, размеры по основанию — 260×180 мм, вес — 25 кг;
- УДГ 125 — с ее помощью можно обрабатывать заготовки, максимальный диаметр которых не превышает 125 мм. Размеры основания — 260×180 мм. Вес — 28 кг;
- УДГ 250 — максимально допустимый диаметр обрабатываемой заготовки — 250 мм, габариты — 260×180 мм, вес — 53,6 кг;
- УДГ 320 — заготовка не должна превышать по диаметру 320 мм, размеры по основанию — 290×234 мм, вес — 101 кг;
- УДГ 400 — самая большая делительная головка, которая позволяет работать с заготовками сечением до 400 мм. Габаритные размеры основания — 290×234 мм, вес — 106 кг.
Все вышеперечисленные приспособления имеют цену деления на лимбе 15º.
Универсальная делительная головка УДГ-250
Многие параметры являются одинаковыми, так как использование данных устройств рассчитано на стандартное оборудование. Различие в основном — по диаметрам обрабатываемых деталей — чем он больше, тем крупнее и тяжелее устройство.




Используется еще один тип обозначений. К примеру — УДГ 40 Д250. Это означает, что делительная головка является универсальной, для полного оборота шпинделя требуется повернуть рукоятку 40 раз, максимальный диаметр обрабатываемой детали не должен превышать 250 мм. к меню
Оптическая делительная головка
Такое устройство используются для выполнения особо точных делений, и в некоторых случаях, для проверки правильности выполненного деления на другом устройстве.
Наверху головки имеется окуляр микроскопа, в оптическую систему которого помещена неподвижная шкала. Цена деления в ней равна 1′, а общее количество частей 60-ти. Деления просматриваются настолько четко, что отсчитать долю в ¼ минуты не представляет никакой сложности.
Рассчитывается угол поворота шпинделя также как и для механической головки. Но следует учесть, что необходимо составлять таблицу всех последовательных углов, так как они суммируются. к меню
Самодельная делительная головка
При небольших объемах работ по металлу проводимых своими руками, покупать дорогостоящее дополнительное оборудование не имеет смысла, так как затраченные вложения никогда не окупятся.
Самодельная делительная головка
Но домашним мастерам, имеющим в своем распоряжении фрезерный станок, такое приспособление, как делительная головка, все же необходимо. Для ее создания понадобится червячный редуктор, токарный патрон, диаметром в пределах 65 мм, и диск (лимб).
Компоновка этих элементов является стандартной, ничего нового придумывать не нужно. Деления (отверстия) на диске делаются под свои индивидуальные потребности. Все остальное аналогично промышленным вариантам.
После сборки самодельной конструкции необходимо провести ее юстировку. Это делается после того, как деталь сделанная на фрезерном станке при использовании самодельной делительной головки, сравнивается по параметрам с заводским образцом. к меню
Дополнительная информация
Использование различного вида фрезерных головок позволяет выполнять обработку деталей на одном станке, в то время как без их применения, необходимо задействовать несколько. Существует дополнительное оборудование для фрезерных станков в виде таких типов головок:
- угловая;
- расточная;
- долбежная.
В свою очередь они могут быть изготовлены в нескольких вариантах, например — со сменными ножами или пластинами.
Головка делительная полууниверсальная HOMGE BS-0
Угловая головка также имеет несколько вариантов исполнения:
- головка 90º:
- модульного типа;
- универсальная.
Все эти дополнительные приспособления (угловая, расточная, долбежная головки) значительно повышают точность и увеличивают производительность фрезерного оборудования, так как позволяют осуществлять вертикальную и горизонтальную обработку, а также проведение работ под углом, без переустановки заготовки.
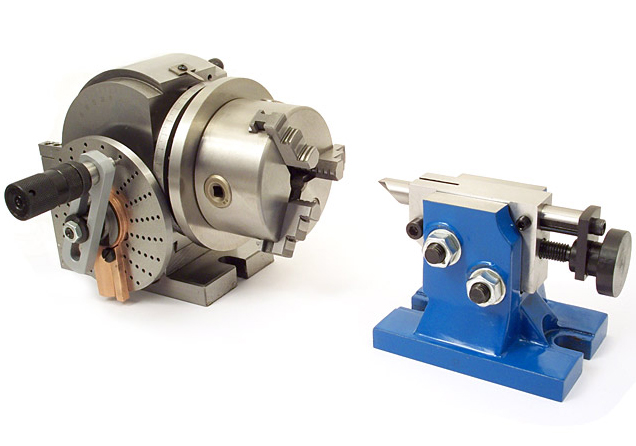
Выбор универсальных делительных головок
При выборе делительной головки УДГ вначале определяются с её типом. Чаще всего используют головки делительные универсальные. Они, в свою очередь, отличаются между собой значением наибольших диаметров обрабатываемых заготовок. К примеру, отечественной промышленностью выпускаются следующие типы делительных головок: от УДГ-Д-160 до УДГ-Д-400 (под диаметры 160, 200, 250, 320, 400 мм).
Все типы приспособлений унифицированы, отличаются, в основном, высотой центров. Для головок делительных универсальных составлены специальные таблицы расчётов простого/дифференциального деления. При выборе приспособления подбирают его рабочий диаметр соответственно размерам закрепляемых деталей. То есть, если обрабатываются заготовки с небольшими диаметрами, лучше установить УДГ такого же типоразмера.
Процесс растачивания отверстий на станке

Для выполнения растачивания на фрезерном станке используют особые резы либо многолезвийные инструменты, манипуляция с которыми заключается в их вращении. Необходимого результата можно также добиться и посредством вращения обрабатываемого изделия.







При первом варианте работы обязательно приходится применять направляющие втулки. Основное их назначение заключается в увеличении прямолинейности и уменьшении увода оси. Что же касается второй схемы обработки, то здесь ось отверстия имеет более прямолинейное положение, но при этом отклонения от оси вращения шпинделя станка отсутствуют.
Расточные работы могут выполняться с применением нескольких видов инструментов:
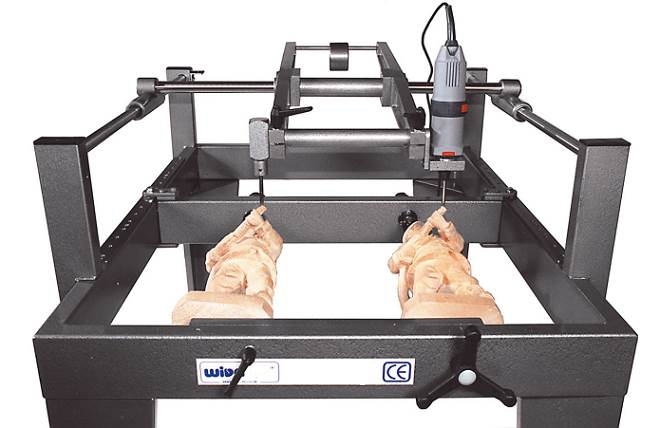
Копировально-фрезерный станок – устройство, изготовление своими руками
Как в производственных, так и в домашних условиях нередко возникает необходимость изготовить деталь, формы и размеры которой полностью идентичны исходному образцу. На предприятиях эта задача решается при помощи такого устройства, как копировально-фрезерный станок, который позволяет изготавливать копии исходной детали большими сериями, отличается высокой скоростью, а также качеством выполняемой обработки.
Что собой представляет процесс фрезерования
Копировально-фрезерные станки и любое другое оборудование фрезерной группы можно встретить практически на любом промышленном предприятии. Объясняется это тем, что операция фрезерования — это один из наиболее распространенных методов, используемых для выполнения механической обработки. Данная технология позволяет выполнять широкий перечень черновых, получистовых и чистовых операций с простыми и фасонными заготовками из черного, а также цветного металла, работать по дереву и пластику. На современном фрезерном оборудовании с высокой точностью и производительностью обрабатываются детали даже самой сложной формы.
Различают два основных типа фрезерования: встречное (подача и вращение инструмента разнонаправлены) и попутное (инструмент вращается в ту же сторону, что и осуществляется подача). Режущая часть инструментов, выполняющих фрезерование, изготавливается из различных материалов, что дает возможность не только успешно работать по дереву, но и выполнять обработку (шлифовку в том числе) даже самых твердых металлов и сплавов, искусственного и натурального камня.
Возможности копировально-фрезерного оборудования
Копировальный станок, относящийся к фрезерной группе, разработан для копировально-фрезерных работ с плоскими и объемными деталями. Кроме того, на таком устройстве можно выполнять гравировку фасонных профилей, наносить на изделия надписи и узоры (даже высокой сложности), осуществлять легкие фрезерные операции по дереву и другим материалам.
Пример результата работы копировально-фрезерного станка
Используя инструменты с режущей частью из различных материалов, на копировально-фрезерных станках обрабатывают детали, выполненные из чугуна, разных сортов стали и цветных металлов. На таких устройствах для выпуска деталей мелкими и крупными сериями успешно производят лопатки турбореактивных двигателей и паровых турбин, гребные винты для судов, штампы вырубного и ковочного типа, рабочие колеса для гидротурбин, формы для прессования и литья, пресс-формы и т.д.
На копировально-фрезерном станке выполняются технологические операции, практически недоступные универсальному оборудованию. Принцип работы такого станка основан на методе копирования, для выполнения которого используется специальный шаблон. Применение шаблона исключает человеческий фактор при обработке даже сложнейших деталей, благодаря чему все готовые изделия имеют одинаковую форму и геометрические размеры. Что удобно, один шаблон можно использовать для точного изготовления большой партии деталей, которые будут полностью идентичны между собой.
Как устроен копировально-фрезерный станок
Копировально-фрезерные станки, как упомянуто выше, используются для плоскостного (обработка профилей) и объемного (обработка рельефов) фрезерования. В качестве рабочего инструмента на них применяются фрезы, которые, обрабатывая контур или объемную поверхность детали, повторяют движения копира. Связь рабочего органа и системы слежения у ручных станков обеспечивается за счет механических, пневматических или гидравлических элементов, нужных для формирования усилия, передаваемого от копира на рабочий орган копировально-фрезерного станка.
Шаблоном на таких станках выступает плоская контурная или пространственная модель, деталь-эталон или контурные чертежи, а элементом, считывающим форму и размеры шаблона, — копировальный палец или ролик, специальный щуп, фотоэлемент. Для изготовления шаблона можно использовать алюминиевый лист или лист из другого металла, пластик или древесину. Шаблон и обрабатываемая деталь располагаются на вращающемся рабочем столе станка.
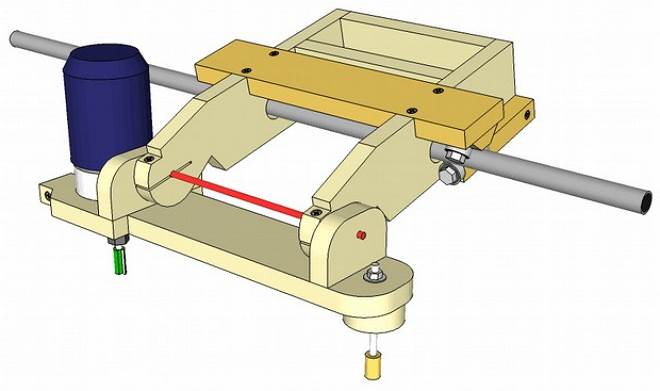
Схема подвижной части одной из разновидностей копировально-фрезерного оборудования
Рабочий орган копировально-фрезерного оборудования приходит в движение благодаря таким конструктивным элементам, как винт, золотниковый клапан, соленоид, дифференциал или электромагнитная муфта. Реле, устанавливаемые в усилительных устройствах копировально-фрезерных станков, бывают электромагнитными, гидравлическими или электрооптическими.
Качество обрабатываемой детали (шероховатость поверхности, точность формы и размеров) зависит от такого параметра, как скорость перемещения следящего устройства. При этом можно добиться следующих характеристик готового изделия: шероховатость – №6, точность профиля – 0,02 мм. Основными элементами исполнительной цепи такого оборудования являются электрический двигатель и гидравлический цилиндр.

Станок за работой
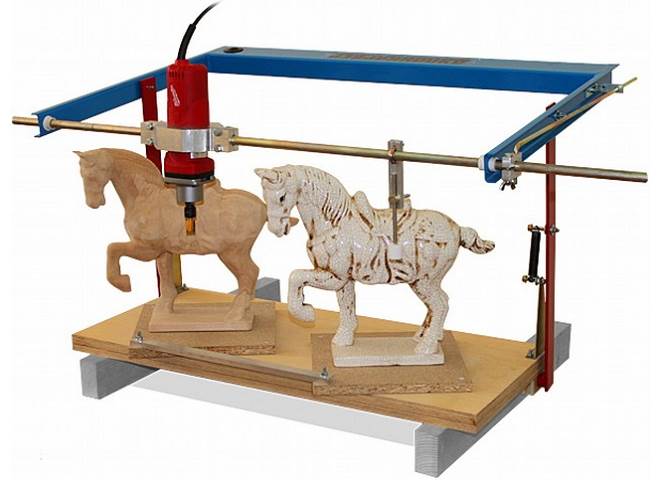
Пантограф, устанавливаемый на копировально-фрезерном оборудовании, обеспечивает копирование в заданном масштабе. Конструкцию пантографа составляют направляющий палец, его ось, инструментальный шпиндель и отдельная ось вращения. Шпиндель и направляющий палец располагаются на одной рейке, от соотношения плеч которой зависит масштаб копирования.
Перемещаясь по контуру шаблона, палец приводит в движение рейку, свободно вращающуюся на оси. Соответственно, на другой стороне рейки шпиндель станка совершает идентичные движения, обрабатывая заготовку. На копировально-фрезерных станках, которые изготавливаются своими руками, такое устройство также не будет лишним, его наличие значительно увеличивает функциональность оборудования.
Разновидности станков копировально-фрезерной группы
Оснащение копировально-фрезерного станка может включать приводы различного типа. На основе этого параметра выделяют:
- оборудование с пантографом (пригодное для обработки деталей в 2–3 измерениях);
- устройства с копиром, закрепленным на поворотной рейке, перемещающейся в вертикальной плоскости;
- одно- и многошпиндельные станки, оснащенные поворотными столами круглой или прямоугольной формы;
- станки, подача на которых обеспечивается за счет механических, электрических, гидравлических устройств;
- фотокопировальное оборудование.
Самодельный копировальный станок может относиться к любому из этих типов (в том числе и к копировально-шлифовальным станкам). Надо только найти в интернете чертежи и подобрать комплектующие.

Пример самодельного копировально-фрезерного станка
По степени автоматизации и способу фиксации обрабатываемой детали выделяют следующие категории копировально-фрезерных станков:
- ручные или настольные, на которых заготовка фиксируется механическим способом (на этих устройствах можно рассверливать отверстия различной формы в соответствии с шаблоном);
- автоматическое оборудование стационарного типа, заготовки на котором фиксируются при помощи пневматических прижимов (на таких станках работают с алюминием);
- автоматическое оборудование стационарного типа с пневматическими прижимами, на котором установлена трехшпиндельная головка (на этих копировально-фрезерных станках одновременно рассверливают тройные отверстия, что не позволяют выполнять агрегаты двух предыдущих типов).
Как работает копировально-фрезерный станок
Как было замечено выше, на копировально-фрезерном станке заготовка обрабатывается с помощью задающего устройства — копира. Все перемещения копира по контуру или поверхности шаблона передаются благодаря специальному (копировальному) устройству на рабочую головку станка, в которой закреплена фреза. Таким образом, режущий инструмент в точности повторяет все те движения, которые совершает копир, используемый для оснащения фрезера.

Еще один вариант самоделки
Движения элементов копировально-фрезерного станка в процессе обработки детали подразделяются на главные (вращение и перемещение шпинделя при врезании инструмента в материал заготовки, перемещение по контуру рабочего стола и салазок) и вспомогательные (движение шпиндельной головки, салазок и стола в ускоренном режиме, а также установочные перемещения, которые совершают трейсерный столик, копировальный палец, упоры и зажим, фиксирующий шпиндельную головку).
В копировально-фрезерных станках, работающих по алюминию, могут быть реализованы две схемы слежения: простое действие и действие с обратной связью. При реализации схемы прямого действия рабочий орган станка совершает движения за счет того, что он жестко связан с копиром. Схема обратного действия не предусматривает такой связи и перемещения от копира на рабочий орган передаются не напрямую, а через следящую систему.
Как уже говорилось выше, на копировально-фрезерных станках выполняют контурное и объемное фрезерование. При контурном фрезеровании движения копира происходят в плоскости, параллельной или перпендикулярной оси инструмента. В первом случае перемещение рабочего стола оборудования может быть только продольным, а фреза и копировальный палец двигаются вертикально. Во втором случае стол двигается как в продольном, так и в поперечном направлении. При объемном фрезеровании деталь обрабатывается поэтапно – благодаря нескольким передвижениям стола и инструмента, совершаемым в параллельных плоскостях.
Схема прямого действия может быть реализована и через пантограф, который позволяет уменьшать размеры готовых изделий по отношению к размерам используемого шаблона (масштабировать). Чаще всего такое дополнительное устройство, которое легко сделать и самому, устанавливают на станки, используемые для гравировочных и легких фрезерных работ.

Очередная вариация сделанного самостоятельно станка
Как изготовить копировально-фрезерный станок своими руками
Приобрести копировально-фрезерный станок для оснащения своей мастерской хотели бы многие домашние умельцы, но стоимость такого оборудования достаточно велика. Между тем, обладая желанием, затратив не так много времени, сил и финансовых средств, можно изготовить такое оборудование своими руками.
Естественно, самодельное копировально-фрезерное оборудование не сравнится с профессиональным по своей мощности, надежности и функциональности, но и на таких станках можно выполнять качественные копии, работать с их помощью по дереву и обрабатывать заготовки из других материалов. Многие пытаются приладить копирующее устройство к уже имеющемуся фрезерному станку, однако это нецелесообразно, так как при этом приходится переделывать практически весь станок. Как показывает практика, свой самодельный станок копировально-фрезерного типа лучше собирать с нуля, подобрав для этого соответствующие комплектующие.

Самодельное копировально-фрезерное устройство с пантографом
Своими руками копировально-фрезерное устройство проще всего изготовить по типовой схеме, которая включает в себя несущую конструкцию – раму, рабочий стол и фрезерную головку. Приводом для обеспечения вращения рабочего инструмента является электродвигатель, передающий движение через двухступенчатый механизм, позволяющий получать две скорости. Рабочий стол этого самодельного устройства можно регулировать по высоте.
Многие из тех, кто копировально-фрезерный станок изготовил своими руками, отмечают, что при смене режимов работы, у такого оборудования начинает проявляться масса недостатков. Наиболее распространенными из таких недостатков являются вибрации рамы станка, искривление заготовки и ее прогиб, некачественное выполнение копирования и др. Чтобы избежать таких проблем, лучше всего делать копировально-фрезерное устройство узкоспециализированным и сразу настраивать его на обработку однотипных заготовок. Объясняется это тем, что самому учесть все недочеты, которые будут возникать у универсального оборудования при смене режимов работы, практически невозможно.
Первое, что необходимо сделать перед изготовлением копировально-фрезерного станка своими руками, — это определиться с задачами, которые вы собираетесь решать с его помощью. От этого будут зависеть размер рабочего стола, способ закрепления заготовок и шаблона, направления перемещения режущего инструмента.
В зависимости от того, какие детали вы собираетесь изготавливать на своем самодельном копировально-фрезерном станке (а также от материала их изготовления), подбирается мощность электродвигателя. Так, для выполнения гравировки и других работ по дереву вполне подойдет электродвигатель мощностью 150–200 Вт.
Щуп и рабочий орган станка жестко закрепляются между собой и устанавливаются над рабочим столом так, чтобы высота их расположения и их плоскости полностью совпадали. Такая конструкция после установки должна передвигаться горизонтально и вертикально параллельно всем сторонам рабочего стола.
Правила работы на фрезерном станке
По технике безопасности при работе на фрезерных станках по металлу.
I. Общие требования.
1. К работе на фрезерном станке допускаются рабочие, усвоившие данную инструкцию по технике безопасности.
2. При выдаче новой работы рабочему-фрезеровщику, мастер обязан провести с ним инструктаж и показать безопасные приемы работы.
3. Станок, пусковое устройство, защитные ограждения, электрооборудование станка, местное освещение и заземление станка должны содержаться в исправном состоянии.
4. Рабочий инструктаж и индивидуальные защитные средства должны выдаваться на рабочие места в исправном состоянии.
5. На станках, где обрабатываемые детали весят более 20 кг, рабочее место должно быть оборудовано подъемным механизмом.
6. Рабочие места, проходы и проезды не должны загромождаться материалами, приспособлениями и изделиями, должны содержаться в частоте. Пол не должен иметь скользких мест и выбоин. Под ногами у рабочего должна быть исправная деревянная решетка.
II. Обязанности рабочего до работы.
Привести в порядок свою одежду: обшлага рукавов застегнуть на пуговицы или затянуть резинкой. Волосы убрать под головной убор: под кепку, берет или косынку без свисающих концов.
Детали, поступившие на обработку, уложить в тару или штабель так, чтобы не могли разваливаться или упасть или так, чтобы они не загораживали рабочего места и проходов. Запрещается хранить детали на рабочем месте вокруг станка навалом.
Осмотреть станок и убедиться в исправности механизма управления, тормоза, защитных ограждений, заземления, инструмента и подножной решетки. В случае обнаружения той или иной неисправности, к работе не приступать, немедленно заявить об этом мастеру и только после устранения неполадок с разрешения мастера приступать к работе.
Смазать станок при включенном моторе, после чего проверить его на холостом ходу.
III. Во время работы.
Надеть защитные очки или защитный щиток из плексиглаза, если есть забинтованные пальцы, одеть резиновые напальчники.
После закрепления детали на станке следует убрать со стола инструмент, установить ограждение в рабочее положение, предотвращающее разлетание стружки, и только поле этого включить станок.
Убирать или устранять со станка стружку только крючком, лопаткой, щеткой или другими специальными приспособлениями и только после полной остановки шпинделя станка. Сдувать со станка стружку ртом и сжатым воздухом нельзя.
При применении охлаждающей жидкости пользоваться предохранительными щитками для защиты от брызг. В случае отсутствия или неисправности насоса, подающего охлаждающую жидкость, охлаждение фрезы производить специальной кистью или масленкой. Применять для этой цели концы, тряпки и другие предметы воспрещается.
Смену инструмента, чистку или смазку производить только при полной остановки шпинделя и выключенном моторе станка.
Останавливать станок и выключать электродвигатель в следующих случаях:
а) при уходе от станка даже на самое короткое время;
б) при временном прекращении работы;
в) при перерыве в подаче электроэнергии;
г) при подтягивании болтов, гаек и клиньев и прочих соединений станка и приспособлений;
д) при чистке станка от стружки.
При измерении или смене обрабатываемых деталей, остановить станок и отвести деталь от фрезы на безопасное расстояние.
Во время работы пользоваться только исправным инструментом и приспособлениями.
Не передавать и не принимать никаких предметов через обрабатываемое изделие или через какую-либо движущуюся часть станка во время его работы.
Соблюдать установленный режим обработки и не перегружать станок.
Затягивать оправки только ключом, предварительно выключить перебор, чтобы шпиндель не поворачивался; не оставлять ключа на головке затяжного болта или гайки после установки фрезы и оправки.
Пользоваться ключами, размеры которых точно соответствуют головкам болтов и не наращивать ключи трубами и другими рычагами.
Не класть между зевом ключа и гайки.
Не класть детали и инструмент на станок.
Не зажимать детали и режущий инструмент ударами молотка, ключа и т.д.
При установки изделий или материала в тисках на фрезерном станке для подстукивания пользоваться молотком из цветного металла.
Не работать на станке в рукавицах, но надевать и снимать фрезу обязательно в рукавицах, также снимать и устанавливать деталь с острыми кромками и заусенцами только в рукавицах. Фрезу более 3-х кг подводить к шпинделю станка подъемом стола, подложив под фрезу деревянную подкладку.
Для удаления переходной втулки из шпинделя пользоваться специально выколоткой.
Снимать и надевать ремни на шкивы только после полной остановки станка и электромотора.
Не допускать к работе на станке посторонних лиц.
Не загромождать рабочее место деталями и другими предметами. Поддерживать постоянную частоту и порядок на своем рабочем месте.
В случае получения травмы или засорения глаз на производстве нужно немедленно сообщить мастеру и обратиться за медицинской помощью в здравпункт.
После окончания работы:
Выключить станок и мотор, привести в порядок инструмент, свое рабочее место.
Очистить станок, приспособления ограждения от пыли и грязи.
О всех неисправностях станка, приспособлений, инструмента сообщить мастеру и своему сменщику.
ПРИМЕЧАНИЕ: Нарушение данной инструкции рассматривается как нарушение правил внутреннего распорядка. Фрезеровщик должен знать инструкцию по технике безопасности при работе на наждачном станке.
Режущий инструмент. Фрезы торцевые
Торцевая фреза(приложение Б.) представляет собой многолезвийный инструмент в виде тела вращения, имеющий зубья для фрезерования. Торцевая фреза — это режущий инструмент. Каждый зуб фрезы – это обычный резец. Торцевые фрезы находят применение при обработке плоских поверхностей деталей на фрезерных станках. При вращении торцевой фрезы ее зубья контактируют с материалом поочередно. Ось торцевых фрез при установке располагается перпендикулярно обрабатываемой плоскости детали. Основная нагрузка по резанию приходится на режущие боковые кромки, которые расположены на наружной поверхности.
Угол контакта с заготовкой у торцевых фрез определяется диаметром фрезы и шириной фрезерования. Величина припуска не влияет на него. Даже незначительная его величина обеспечивает плавную работу.
Торцевая фреза более массивная и жесткая. Это позволяет удобно размещать и закреплять фрезы. Торцевое фрезерование характеризуется большей производительностью относительно фрезерования цилиндрического. В настоящее время большая часть фрезеровальных работ выполняется торцевыми фрезами.
Различают фрезы торцевые в зависимости от материала режущей части. Это фрезы углеродистые, твердосплавные, быстрорежущие, минералокерамические и другие.
По конструкции торцевые фрезы разделяют на цельные – их зубья выполнены совместно с корпусом, сборные – имеют вставные зубья либо пластинки из твердого сплава.
В зависимости от способа закрепления можно выделить фрезы насадные, которые закрепляются на оправке со шпонкой и концевые: их закрепляют на хвостовик.
По расположению лезвий фрезы, а также по виду проводимых работ различают фрезы цилиндрические, торцевые, отрезные, дисковые, фасонные, пазовые, червячные, модульные зуборезные и другие.
Режущая часть каждого зуба имеет режущие кромки, проходящие через вершину зуба. Расположение режущих кромок определяется их проекцией на осевую плоскость. Выделяют главную режущую кромку и вспомогательную. С целью снижения шероховатости обработанной поверхности вспомогательная кромка разделена на дополнительную кромку и собственно саму вспомогательную кромку. Зубы фрезы могут иметь прямолинейную вершину либо скругленную. Фрезы торцевые со скругленной вершиной имеют более высокую износоустойчивость, менее зависимы от силы биения главных режущих кромок. Они находят применение для чернового и получистового фрезерования.
Фрезы торцевые насадные, изготовленные из быстрорежущей стали могут иметь мелкий либо крупный зуб. Используют для фрезерования плоскостей и уступов, а также пазов в деталях из чугуна и стали, имеющих небольшую глубину.
Для фрезерования невысоких уступов и открытых поверхностей деталей используют торцевые насадные фрезы со вставными ножами, изготовленными из быстрорежущей стали.
Для мокрого фрезерования и шлифования полов из разных материалов используется алмазная сегментная торцевая фреза. Разный размер алмазного зерна сегментов определяет чистоту и качество обрабатываемой поверхности.
Мерительный инструментГлубиномер микрометрический.
Микрометрический глубиномер(Приложение В.) предназначен для измерения глубины пазов и высоты уступов до 300 мм. Состоит он из микрометрической головки, стебля и основания. Микрометрическая головка аналогична барабану микрометра. Считывают размеры при пользовании этим инструментом так же, как и при замерах микрометром. Цифры у штрихов стебля и барабана нанесены в обратном порядке по сравнению с микрометрами, так как чем больше глубина, тем дальше выдвинут микровинт.
Микрометрические глубиномеры выпускаются 1-го и 2-го классов точности.
Глубиномеры выпускаются двух классов точности — 1 и 2-го. Пределы допускаемой погрешности (в диапазоне перемещения микрометрического винта) глубиномеров 1-го класса точности с диапазоном измерения 0—100 мм не должны превышать ±3 мкм, а глубиномеров с диапазоном измерения 0-150 мм — ±4 мкм; для глубиномеров 2-го класса точности соответственно ±5 и ±б мкм.
Глубиномеры укомплектовываются установочными мерами длиной 25,75 и 125 мм. Отклонения длины установочных мер от номинальных размеров не должны превышать: для меры 25 мм 1 и 2-го классов точности соответственно ±0,5 и ± 1 мкм, для меры 75 мм — ±0,75 и ± 1,5 мкм и для меры 125 мм — ± 1,5 мкм.
Реферат введение в специальность – «Современное машиностроение»
Современное машиностроение значительно отличается от машиностроения пяти-десятилетней давности. В настоящее время данная отрасль основывается на наукоемких, компьютерных технологиях. Именно в этом и состоит основное отличие – развитие и процветание отрасли зависит не только от количества и качества электроэнергии и ресурсов, но и от применяемых технологий. Появилась возможность производства специализированных машин и роботов, имеющих высокую эффективность, разнообразные настройки. При этом механические узлы заменились постепенно на интеллектуальные, что позволяет не только ускорить производственные процессы, но и сократить используемые площади.
Основной задачей современного машиностроения является повышение качества услуг в короткие сроки с минимальными материальными затратами. При этом требования к конечной продукции остаются высокими – надежность материалов, точность изготовления.
Основным результатом решения приведенных проблем является внедрение сверхскоростной обработки деталей за одну установку на высокоэффективном технологическом оборудовании. В последние десятилетия стремительно развивается новое направление современной науки и техники – мехатроника, что дало толчок развитию новых поколений технологического оборудования с механизмами параллельной структуры.
Согласно Государственному образовательному стандарту Российской федерации: «Мехатроника» – это отрасль науки и техники, которая построена на синергическом объединении узлов точной механики с электронными, электротехническими и компьютерными компонентами, что обеспечивает проектирование и производство качественно новых модулей, систем и машин с интеллектуальным управлением их функциональными движениями. Такое определение закладывает идею глубокой взаимосвязи механических, электронных и компьютерных элементов, как трех пересекающихся кругов, внешней оболочкой которых является производство – менеджмент – требования рынка.
Однако стоит заметить, что модернизация машиностроения сказалась, в первую очередь, на системах управления, не затронув рабочие агрегаты и аппараты. С точки зрения конкурентоспособности это не самый лучший вариант развития данной отрасли. Современные станки, агрегаты должны отвечать ряду требований: многофункциональность, то есть возможность создания на данной машине нескольких вариантов продукции, возможность выбора технологического процесса (сборка, измерение и испытание); много поточность, то есть возможность организации параллельный процессов, возможность перераспределения нагрузок.
Их разработкой должны заниматься профессиональные фирмы с отличной репутацией, гарантийной и послегарантийной поддержкой. Современное машиностроение требует и соответствующего обслуживающего персонала. Теперь это должны быть не рабочие люди (токари, слесари), а высокопрофессиональные специалисты-инженеры, прекрасно владеющие компьютерами, знающие весь технологический процесс, способные принять правильное решение при возникновении аварийной ситуации. Соответственно модернизация в производственной сфере влечет за собой и модернизацию в образовательной.
В настоящее время в России машиностроение развивается достаточно высокими темпами, однако недостаточными, чтобы отвечать требованиям, предъявляемым к конечной продукции, чтобы оставаться конкурентоспособными на современном рынке.
1. Кучер, А.М. Альбом металлорежущих станков/ А.М. Кучер, М.М. Киватицкий, А.А Покровский. — Ленинград: Машиностроение, 1972. – 308 с.
2. Прокопьева, А.В. Методические указания к практическим работам студентов в механической мастерской Ч.2/ А.В. Прокопьева. — Иркутск: ИрГТУ,2012. – 50 с.



Работа фрезерного станка основана на движении фрезы, закреплённой на шпинделе. При движении инструмента, ему на встречу подаётся заготовка. Её можно резать горизонтально, вертикально, делать выборку или обрабатывать торцевые части в зависимости от выбора станка. Управление фрезерным станком осуществляется за счёт ЧПУ. Оператору необходимо лишь установить заготовку, включить нужную программу и следить за выполнением.
Нюансы при работах, выполняемых на фрезерных станках
Правильная резка возможна лишь при соблюдении таких параметров:
- глубина за проход;
- скорость подачи;
- правильный подбор фрезы и её охлаждение.
Некоторые металлы не обязательно охлаждать, но, к примеру, алюминий будет плавиться под воздействием температуры. Всё потому, что концевая фреза достигает высокой скорости вращения, а при трении взаимодействующие части сильно нагреваются. Алюминий начинает плавиться при показателе всего в 648 градусов по Цельсию.

Как работать на фрезерном станке с ЧПУ, контролируя все параметры?
Обычно оператору не приходится управлять фрезерным станком, так как ЧПУ контролирует процесс. Однако от повышения температуры никуда не деться, да и сбои порой случаются. Специалист должен:
- Следить за подачей охлаждающей жидкости или воздуха на торцевую фрезу. Это не только охлаждает металл, но и способствует увеличению эффективности резания.
- Правильно закреплять заготовку, иначе на выходе получится неправильная деталь.
- Правильно подбирать фрезу.
- Распознавать сбои в программе.
Как подобрать фрезу?
Фреза – режущий инструмент с зубьями. Наличие больших зубьев повышает производительность, однако для более мелких поделок не подходит. Фрезы бывают:
- дисковые, пазовые и концевые: для пазов и канавок;
- модульные и пальцевые: для нарезания зубчатых колес;
- цилиндрические и торцевые: для обработки плоскостей;
- фасонные: для обработки шаблонных поверхностей.
Как добиться хороших показателей, при работах, выполняемых на фрезерных станках?
При резке металла вибрация – основная проблема. Убедитесь перед началом работ, что станок хорошо закреплён. Используйте анкерные болты, чтобы улучшить крепление к полу. Устройство вообще не должно двигаться.
Новички часто неэффективно используют фрезу, задействовав только её кончик. Чем глубже получается пройти по заготовке фрезой, тем равномерней будет износ инструмента, что значительно продлевает его срок службы.
Правила безопасности при работе на фрезерном станке
Работать на фрезерном станке небезопасно, если оператор не знает элементарных правил. Все они прописаны в инструкции по охране труда при работе на фрезерном станке. Она состоит всего лишь из 5-и основных пунктов с подпунктами, зато их знание позволит эффективно распоряжаться станком и убережёт здоровье оператора.

Во время работы на станке с ЧПУ оператор обязан неукоснительно соблюдать технику безопасности — это поможет не только продлить срок эксплуатации оборудования, но и, возможно, сохранит здоровье и жизнь специалиста.
Неосторожные действия и несоблюдение техники безопасности, в частности при контакте с вращающимися деталями оборудования, могут привести к травмам. Обломки фрезы в случае повреждения способны нанести серьезные ранения. Опасна также отлетающая стружка.
Подробно меры безопасности для персонала расписаны в «Типовой инструкции» (РД 153-34.0-03.290-00).

Допуск к работе
К работе на фрезерном станке допускаются рабочие, прошедшие специальную подготовку, в том числе в учебных заведениях. Обязательные условия:
- возраст старше 18 лет;
- допуск по электробезопасности — II группа и выше;
- прохождение медосмотра;
- прохождение инструктажа по технике безопасности — первичного (в соответствии с нормативными документами) и вторичных;
- знание и соблюдение мер пожарной безопасности;
- прохождение стажировки;
- сдача зачета по охране труда.
Важно! Фрезеровщик получает разрешение работать на определенном станке; при установке нового оборудования ему необходимо еще раз пройти инструктаж.
Источники опасности
Пребывание в производственном цехе сопровождается повышенным риском получения травм и может быть опасным для жизни. К источникам опасности относятся:
- Детали с острыми краями (риск порезов).
- Электрические узлы, в том числе корпусные детали без надлежащего заземления, которые могут стать причиной поражения током.
- Вращающиеся элементы (шпиндели, фреза), которые могут привести к травматической ампутации конечностей или наматывании длинных волос.
- Стружка и пыль, которые способны нанести серьезный урон здоровью в случае попадания на слизистые оболочки или в легкие (при вдыхании).
- Токсичные расходные материалы (масла, смазочно-охлаждающие жидкости и т.д.) могут привести к отравлению.
- Нагревающиеся детали и части корпуса при касании к ним могут вызвать серьезные ожоги.
Помимо этого, накопление стружки при несоблюдении мер противопожарной безопасности может стать причиной пожара.
В зависимости от организации производства инструкция по технике безопасности дополняется пунктами соответствующими специфическим рискам.
Требования к рабочему месту
Соблюдение техники безопасности при работе на фрезерном станке начинается с правильной организации рабочего места оператора. При этом учитываются такие основные требования:
- площадь рабочей зоны должна как минимум в 2 раза превышать площадь основания фрезерного станка;
- негорючая отделка стен, потолка и пола;
- твердый ровный пол;
- надежная фиксация оборудования;
- достаточная степень освещенности рабочей зоны и контрольно-измерительных устройств, а также ПК (если станок с ЧПУ);
- соответствие инженерных сетей требованиям, указанным производителем оборудования;
- наличие деревянных настилов в районе рабочей зоны (ширина от 60 см), ступенек и подножек, обеспечивающих доступ к элементам управления, расположенным на высоте.
Перед запуском фрезерного станка следует удостовериться в его исправности, особое внимание уделить трущимся деталям — достаточно ли смазки, пригодна ли она или нуждается в замене.
Подготовка к работе
Прежде чем приступать к непосредственной обработке заготовок, специалист должен выполнить следующие действия:
- Надеть спецодежду и средства индивидуальной защиты (очки, лицевой щиток, полу- или полную маску, ботинки, рукавицы и т.д.). Волосы необходимо полностью заправить под головной убор.
- Проверить заземление (правильность подсоединения к корпусу, целостность) и защитное ограждение приводных ремней.
- Подготовить необходимые инструменты — только те, которые потребуются для выполнения конкретной работы.
- Закрепить заготовку и проверить надежность.
- Проверить системы охлаждения (в том числе рабочей жидкости на некоторых станках).
- Запустить фрезерный станок на холостом ходу, для некоторых моделей — с включением функции самотестирования. Оценить состояние органов управления, работу движущихся элементов.
Свободное вращение шпинделя проверяют вручную. Инструментальный портал при этом должен находиться в верхней позиции, чтобы избежать разрушения фрезы.
- использование неисправного инструмента;
- наличие сколов и деформаций на режущих элементах;
- присутствие выбоин, трещин и иных дефектов на гаечных ключах, разбалтывание подвижных узлов;
- наличие трещин, заусениц и острых краев на поддерживаемых вручную участках.
При выявлении любых проблем с техникой или возникновении риска для здоровья и жизни людей необходимо немедленно остановить работу и уведомить руководство.

Установка фрез и фиксация деталей
Перед установкой заготовки необходимо удалить стружку и масло с ее поверхности — это необходимо для правильного размещения детали и надежного крепления. Фиксацию предпочтительнее осуществлять как можно ближе к обрабатываемому участку.
Обратите внимание и на другие рекомендации:
- Для фиксации заготовки следует использовать тиски или специальные приспособления, губки которых оснащены насечкой (для повышения надежности крепления). При применении пневматики, гидравлики или электромагнитных держателей следует исключить возможность повреждения электропроводки и трубок, через которые поступает воздух или рабочая жидкость.
- Подача детали всегда осуществляется к уже вращающейся фрезе. Чтобы измерить заготовку, фрезу необходимо разместить на безопасном расстоянии. Перед тем как вынимать готовую продукцию, станок необходимо остановить.
- При установке нескольких фрез их зубья должны находиться в шахматном порядке.
- Не допускается внезапное изменение параметров фрезеровки (скорости, глубины).
- Руки не должны попадать в опасную зону, где велика вероятность повреждения вращающейся фрезой.
- При наличии дефектов и повреждений на фрезе использовать ее категорически запрещается, в том числе при наличии трещин, раскрошенных участков и прижогов.
- Следует своевременно удалять стружку, скопившуюся на оправке и фрезе.
- Во время снятия фрезы нельзя касаться ее голыми руками; для этого обязательно нужно использовать эластичную прокладку.
Важно! Биение фрезы не должно превышать 0,03 мм — проверку проводят перед началом обработки заготовок.
В зависимости от специфики обрабатываемых деталей и особенностей производства правила техники безопасности могут отличаться.
Меры безопасности во время работы
Если направления вращения фрезы и подачи заготовки совпадают, есть вероятность повреждения зубьев: на обычном оборудовании деталь необходимо подавать в обратном направлении. Попутное фрезерование возможно на специальных станках.
Другие меры безопасности, которые важно соблюдать непосредственно в процессе работы:
- как только возникнет биение или вибрация фрезы, оборудование необходимо немедленно остановить (для этого фрезерные станки оснащены быстродействующими тормозными приспособлениями);
- пока станок работает, категорически не разрешается выполнять смазку и чистку, обслуживание охлаждающей системы;
- не допускается снятие ограждения;
- снятие деталей станка со шпинделя выполняют с помощью специальной выколотки; предварительно на рабочий стол необходимо установить деревянную подкладку;
- во время скоростного фрезерования обязательно использование стружкоотводчиков и стружкоулавливателей, специальных щитков и экранов;
- все подвижные детали (передаточные валы, шпиндели и т.д.) должны быть ограждены.
При этом категорически запрещается:
- проводить манипуляции с фрезой без использования защитных приспособлений,
- снимать предохранительные устройства и ограждения до полного прекращения работы техники,
- оставлять фрезерное оборудование без присмотра на движущемся столе,
- использовать фрезы с поврежденными зубьями.
Особое внимание необходимо уделять подвижным частям и деталям — именно они чаще всего становятся причиной травм.
Важно! Запрещено совмещать работу с приемом пищи, курением и иными занятиями, не имеющими отношения к выполнению производственных задач.
Аварийные ситуации
Работу следует немедленно остановить в следующих случаях:
- При перегреве двигателя. Необходимо его тут же отключить и дождаться, пока он остынет. Нельзя обливать мотор водой или накрывать мокрой ветошью.
- Если появился стук, запах горелого, повредилась фреза.
- При гудении двигателя, обрыве заземления, застревании инструмента в заготовке или его поломке.
- При выявлении напряжения на металлических частях станка.
- При обнаружении любых других сбоев в функционировании оборудования.
При малейшем подозрении на неисправность продолжение дальнейшей работы недопустимо.
В случае возгорания следует незамедлительно отключить станок, вызвать пожарную службу (101) и оповестить руководство и коллег, после чего приступить к тушению пожара огнетушителями, песком и другими имеющимися средствами.
Первая медицинская помощь
В зависимости от видов полученных травм первая помощь оказывается одним из следующих способов:
- При поражении электрическим током исключить его дальнейшее действие (отключить станок), вызвать скорую помощь (103), обеспечить доступ свежего воздуха. Если пострадавший потерял сознание, нужно поднести к его носу смоченную нашатырным спиртом ватку, при необходимости выполнить искусственное дыхание. Реанимационные действия осуществляют до восстановления дыхания или прибытия скорой помощи.
- При получении пострадавшим термических ожогов необходимо вынести его из опасной зоны, потушить одежду (водой или тканью), дать обезболивающее, на пострадавшие участки наложить стерильные повязки, дождаться прибытия скорой помощи.
- При химических ожогах до прибытия бригады СМП следует аккуратно удалить твердые частички веществ тампоном или ватой; пораженный участок кожи промыть большим количеством воды.
Важно! При любых ожогах категорически запрещается вскрывать пузыри, срывать одежду, касаться пораженных участков кожи руками.
- При переломах необходимо иммобилизировать сломанную кость с помощью шины или имеющихся в наличии материалов, после чего обеспечить пострадавшему профессиональную медицинскую помощь. При подозрении на повреждение позвоночника категорически запрещается прогибание туловища. Транспортировать пострадавшего надо исключительно на носилках, предварительно поместив подушки или свернутую одежду под шею и плечи.
Внимание! Запрещено самостоятельно вправлять переломы и вывихи.
- При травме головы следует обеспечить пострадавшему покой; если есть раны, наложить стерильные повязки. При рвоте в бессознательном состоянии необходимо повернуть голову набок во избежание попадания рвотных масс в дыхательные пути.
- При артериальном кровотечении наложить жгут на область выше раны, указать время фиксации (зимой до 1 часа, летом — до 2 часов).
- При венозных и капиллярных кровотечениях необходимо наложить давящую повязку.
Важно! Если в ране находится инородный предмет, его нельзя вынимать самостоятельно; предмет следует зафиксировать, а повязку при этом нужно накладывать вокруг.
Завершение работ
Завершив выполнение производственных задач, работник должен выключить оборудование. Перед тем как покинуть рабочее место, необходимо:
- собрать осевшие на станке стружки и металлическую пыль;
- очистить технику от грязи;
- положить инструменты и приспособления на места;
- обеспечить смазку подвижных деталей станка;
- проверить систему охлаждения, в том числе проходимость водяных магистралей; если требуется, их следует продуть;
- доложить начальнику о выявленных во время работы недочетах или неисправностях.
Рабочую зону возле станка также следует привести в порядок. Готовая продукция, инструменты, приспособления, расходные материалы и прочий инвентарь должны располагаться в отведенных для этого местах. Еженедельно следует проводить генеральную чистку потолка, стен и пола промышленным пылесосом. Запрещено складировать остатки стружки в непосредственной близости к технике или в производственном цеху.
Завершающий этап — снять средства защиты и спецодежду, положить их в шкаф, после чего вымыть лицо и руки.
Соблюдение техники безопасности и гигиены труда при работе на фрезерных станках продлевает срок эксплуатации оборудования без ремонта, снижает вероятность непредвиденных поломок и обеспечивает сохранность здоровья и жизней сотрудников.
Источник https://molibden-wolfram.ru/delitelnye-golovki-dla-frezernyh-stankov-vidy-instrukcii/
Источник http://met-all.org/oborudovanie/stanki-frezernye/kopirovalno-frezernyj-stanok-svoimi-rukami.html
Источник https://master-kleit.ru/origami/pravila-raboty-na-frezernom-stanke/