Организация эксплуатации, технического обслуживания и ремонта оборудования
Данный стандарт предназначен для проведения работ по организации эксплуатации, техническому. обслуживанию и ремонту оборудования.
Стандарт разработан отделом обслуживания оборудования.
1 Область применения
Настоящий стандарт устанавливает порядок поступления нового оборудования в производство и его последующего обслуживания, регламентирования планирования и проведения ремонтов, ведения записей.
Стандарт распространяется на все участки основного производства и вспомогательные подразделения.
2 Нормативные ссылки
В настоящем стандарте использованы следующие руководящие и методические документы:
- «Типовая система технического обслуживания и ремонта метало- и деревообрабатывающего оборудования. Министерство станкостроительной и инструментальной промышленности экспериментальной НИИ металлорежущих станков M1988 г.
- СТП СМК. Закупки. Порядок приема закупленной продукции на склады предприятия, хранения и выдачи в производство.
- СМК. Инструкция Управление процессами. Действия в нештатных ситуациях.
- Инструкция по утилизации отходов.
- Изготовление образцов изделий на основном производстве.
3 Определения
В настоящем стандарте использованы следующие термины и определения
1) Технологическое оборудование основное — токарные станки и токарные автоматы, обрабатывающие центры, фрезерные станки, шлифовальные станки, сверлильные станки, пресса, линии поверхностного монтажа, стенды контроля и другое оборудование, используемое для изготовления продукции.
2) Технологическое оборудование вспомогательное – оборудование (грузоподъемные механизмы, станки и т.п.), используемое для поддержания основного оборудования в исправном состоянии (ремонт, изготовление запасных частей и т.п.).
3) Техническая эксплуатация технологического оборудования совокупность организационно-технических мероприятий по использованию, техническому обслуживанию технологического оборудования и надзору за ним, направленных на предупреждение преждевременного износа деталей, узлов и механизмов, а также его содержание в состоянии, соответствующем установленным требованиям.
4) Использование технологического оборудования – непосредственная эксплуатация (применение) оборудования производственным персоналом для выполнения технологических процессов (операций) в соответствии с режимами, заданными в НД на изготовление продукции.
5) Техническое обслуживание технологического оборудования – комплекс работ, выполняемых производственным персоналом во взаимодействии с ремонтными службами, в целях обеспечения его исправности и работоспособности в период между текущими ремонтами (осмотры, профилактические работы, замена смазки и рабочего инструмента и т.п.) в соответствии с инструкциями по эксплуатации.
6) Надзор за состоянием технологического оборудования текущее ежемесячное наблюдение и оценка состояния оборудования, а также, соблюдение правил по эксплуатации и технического обслуживания, осуществляемые рабочим (оператором), производственными мастерами в целях предупреждения преждевременного выхода оборудования из строя.
7) Надзор за состоянием технологического оборудования ПЕРИОДИЧЕСКИЙ — плановые и внеплановые проверки службой отдела обслуживания оборудования, состояния эксплуатируемого оборудования и технического обслуживания оборудования в цехах основного и вспомогательного производства в целях поддержания его характеристик в соответствии с установленными требованиями.
8) Для обеспечения постоянной технической готовности оборудования предусматриваются следующие виды предупредительного обслуживания и ремонта:
- Плановое техническое обслуживание ТО1
- Плановое техническое обслуживание TО2
- Текущий ремонт ТР
9) Техническое обслуживание и ремонт (ТОиР) технологического оборудования — выполнение в плановом порядке работ на деталях, узлах, механизмах оборудования с целью восстановления технических характеристик, предусмотренных в ГОСТах или заданных в условиях заводов-изготовителей и обеспечение его работоспособности и требуемой технологической точности до очередного ремонта.
10) Ремонтный цикл — это повторяющаяся совокупность различных видов технического обслуживания, выполняемых в предусмотренной последовательности через установленные, равные числа часов оперативного времени работы оборудования, называемые межремонтными периодами.
11) Структура ремонтного цикла — это перечень видов технического обслуживания, входящих в его состав, расположенных в последовательности их выполнения, рекомендуемого большинством заводов изготовителей оборудования.
12) Техническое обслуживание ТО1 — это операция планово-технического обслуживания выполняемая с целью проверки всех узлов оборудования и накопления информации об износе деталей и изменении характера их сопряжений, необходимых-для подготовки предстоящих ремонтов. Выполняется по заранее составленному плану, как правило, без разборки узлов, визуально или с помощью средств технической диагностики. При осмотре может производиться устранение мелких неисправностей (приложение А).
13) Техническое обслуживание TО2 — это плановое обслуживание, выполняемое для обеспечения или восстановления работоспособности оборудования и состоящее в замене и (или) восстановлении отдельных частей (приложение Б).
14) Текущий ремонт ТР — это ремонт, выполняемый для восстановления исправности и полного восстановления ресурса оборудования с заменою или восстановлением составных частей ограниченной номенклатуры и контролем технического состояния составных частей, до восстановления точностных характеристик оборудования, выполняемый в объеме, установленном в нормативно-технической документации. перечень работ в приложении В.
15) Ремонт капитального характера PK — это ремонт, выполняемый для восстановления полной Исправности и полного восстановления ресурсов оборудования с заменой или восстановлением всех частей и комплектующих, включая базовые, до восстановления точностных характеристик, выполняемый в объеме, установленном в нормативно-технической документации. Перечень работ приведен в приложении Г.
В ходе проведения технического обслуживания TО2 выявляется необходимость проведения PK , с составлением акта и дефектной ведомости.
В случае невозможности проведения PK силами ремонтной службы 000, ремонт осуществляется сторонней организацией, с заключением договора и выделением бюджетных средств на проведение PK. (Стоимость ремонтных работ закладывается в бюджет косвенных расходов следующего года.)
16) Аварийный ремонт (АР) — это ремонт вследствие отказа оборудования, вызванный нарушением правил технической эксплуатации.
4 Обозначения и сокращения
- АР — аварийный ремонт
- БТД — бюро технической документации
- ГОО — группа обслуживания оборудования
- Дпр — дирекция по производству
- ЛИО -лист изготовления образцов
- НД –нормативная документация
- ОГТ -отдел главного технолога
- ООО -отдел обслуживания оборудования
- ОГЭ -отдел главного энергетика
- РИУ -ремонтно-инструментальный участок
- СМК –система менеджмента качества
- СТП -стандарт предприятия
- СЭМ — система экологического менеджмента
- ТД — техническая документация
- ТО — техническое обслуживание
- ТОИР — техническое обслуживание и ремонт
- ТР — текущий ремонт
- РК — ремонт капитального характера
- ПКИ — покупные комплектующие изделия.
- ЦС — центральный склад
- ЦФО — центр финансовой ответственности
5 Общие положения
Основными задачами, решаемыми в ходе технической эксплуатации и ремонта технологического оборудования, являются:
- обеспечение качественного и своевременного межремонтного технического обслуживания оборудования, усиление роли и ответственности эксплуатационного персонала производственных цехов в обеспечении эффективной, ритмичной работы технологического оборудования, разработка и внедрение мероприятий по совершенствованию технического обслуживания оборудования;
- анализ надежности оборудования и обоснование потребности в запасных частях, и их своевременное наличие;
- повышение квалификации и уровня специализации ремонтного персонала.
Ответственность за организацию эксплуатации, технического обслуживания и ремонтов оборудования несет Заместитель директора по производству.
Ответственными за выполнение ремонтов, проведение и верификацию наладок оборудования являются начальники цехов, группы обслуживания оборудования, а также группы электроники и анализа неисправностей (в соответствии с должностными инструкциями).
Ответственным за правильную эксплуатацию оборудования является обслуживающий персонал предприятия, непосредственно выполняющий на данном оборудовании предусмотренные техпроцессы (операции).
6 Приемка нового оборудования в эксплуатацию
6.1 По вновь прибывшему оборудованию, кладовщик центрального склада, после идентификации принадлежности к центру финансовой ответственности (ЦФО) согласно Плану инвестиционных расходов и оприходования по товарной накладной «ТОРГ -12»‚ в течение 1 дня сообщает об этом службам Технического директора, главного инженера, и дирекции по производству. Комиссия в составе представителей центрального склада, группы обслуживания оборудования, отдела обслуживания оборудования, совместно с лицом, принимающим оборудование на ответственное хранение, проводит анализ состояния упаковки (тары), ее целостности, а также проверяется комплектность оборудования согласно документации комплектности (комплектовочная ведомость, товаротранспортная накладная, спецификация к договору поставки).
Работник центрального склада в течение 1 дня оформляет «Акт приема объекта основных средств на ответственное хранение» в 3-х экземплярах с подписями сдатчика основного средства (центральный склад) и получателя, на чьей площади будет храниться до ввода в эксплуатацию основное средство (начальник цеха). Одновременно в Акте представитель ЦФО ставит отметки о планируемых работах и сроках выполнения. Один экземпляр Акта направляется работником ЦС в бухгалтерию.
6.2 Установка оборудования в цехе и подключение необходимых коммуникаций производится на основании утвержденной планировки и плана мероприятий работниками ГОО, ООО и ОГЭ или подрядными организациями.
6.3 Техническая документация на новое оборудование регистрируется в Журнале, и хранится в архивах ГОО, 000 по территориальному нахождению оборудования. При поставке с оборудованием документации в единственном экземпляре, работники технического бюро 000 или ГОО обязаны создать рабочую копию. При необходимости перевода с иностранного языка технической документации — разместить заявку на перевод ТД.
6.4 Проведение пусконаладочных работ осуществляется представителями Поставщика оборудования. ответственным за организацию данных работ является Заместитель директора по производству, или Директор по производству.
По завершении пуско-наладочных работ производится сдача технологического оборудования в эксплуатацию с оформлением Акта приемки пусконаладочных работ, совместно с представителями Поставщика с одной стороны и представителями цеха, ООО и ОГТ с другой стороны.
Оформленный надлежащим образом Акт приемки пусконаладочных работ является основанием для оформления Акта ввода в эксплуатацию нового оборудования, который должен быть представлен в бухгалтерию в течение 10 рабочих дней. В случае невозможности эксплуатации оборудования (отсутствие готовности подготовки производства, необходимости дополнительной оснастки и т.п.) представитель ЦФО делает соответствующие отметки в «Акте приема объекта основных средств на ответственное хранение» с указанием предполагаемого срока ввода в эксплуатацию.
При отсутствии необходимости проведения пусконаладочных работ на оборудовании, Акт ввода в эксплуатацию нового оборудования должен быть представлен в бухгалтерию в течение 10 рабочих дней с момента готовности оборудования к эксплуатации.
В процессе проведения пусконаладочных работ фирмой поставщиком, рабочая группа, в составе представителей ОГТ, ООО и цеха, детально изучает работу оборудования, производит рабочие настройки, осуществляет проверку работы (соответствие требованиям) путем выпуска опытных образцов и проверку соответствия паспортным данным. Результаты по выпуску опытных образцов фиксируются в чек-листе. Работа металлообрабатывающего оборудования оценивается и фиксируется в соответствии с положением по проверке оборудования на соответствие требованиям по точности. Инициатором запуска опытных образцов деталей является цех и представитель ОГТ. В случае получения удовлетворительных результатов, оборудование принимается в эксплуатацию.
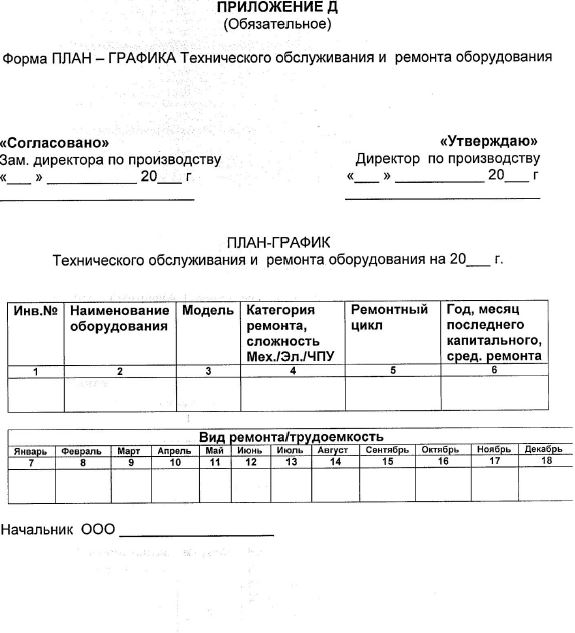
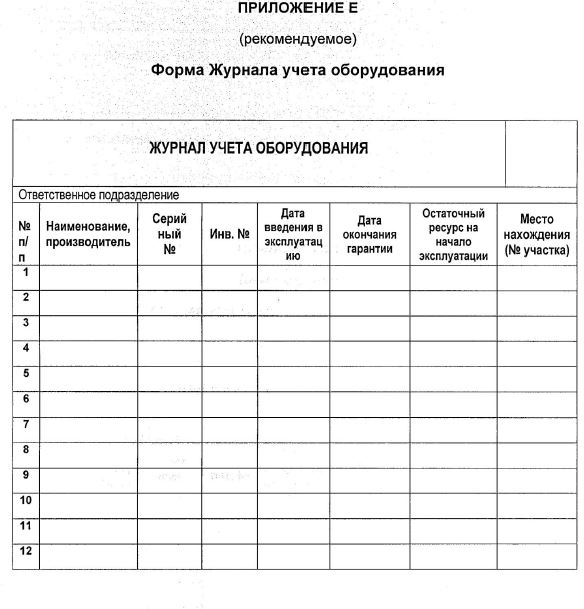
После оформления Акта ввода в эксплуатацию нового оборудования цехом-владельцем и присвоения оборудованию инвентарного номера бухгалтерией, ООО или ГОО включает данное оборудование в План- график технического обслуживания и ремонта оборудования (ТОиР) (Приложение Д) и в Журнал учета оборудования (Приложение Е) на текущий год.
7 Планирование и проведение ТОиР, внеплановые ремонты
7.1 Планирование ТОиР осуществляется с учетом рекомендаций разработчика оборудования и общего времени работы единицы оборудования с момента её ввода в эксплуатацию.
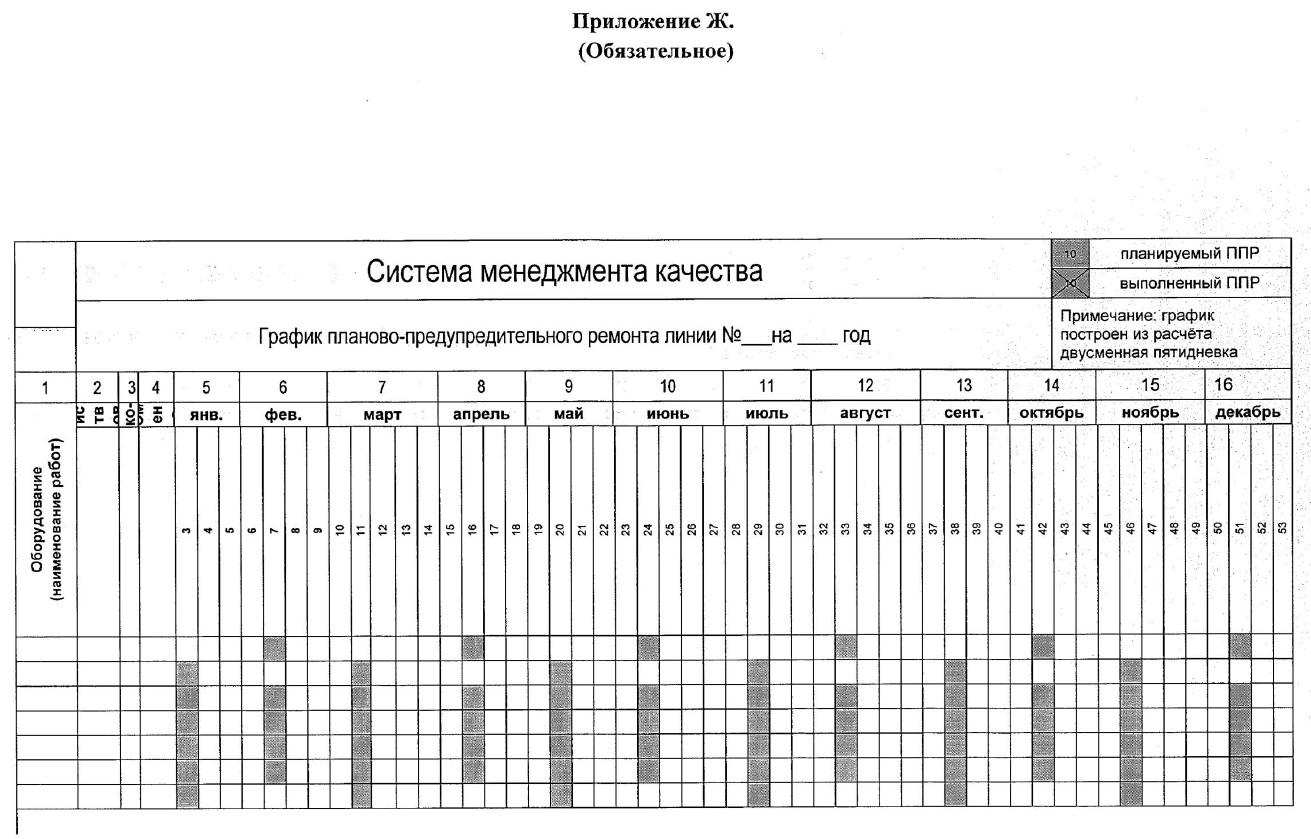
Плановый ремонт оборудования осуществляется в соответствии с План-графиком ТоиР на текущий год (приложение Д) Графики составляются руководителями ГОО и ООО в конце текущего года на следующий год, согласовываются с ПДО и утверждаются Директором по производству в срок до 25 декабря года, предшествующего планируемому.
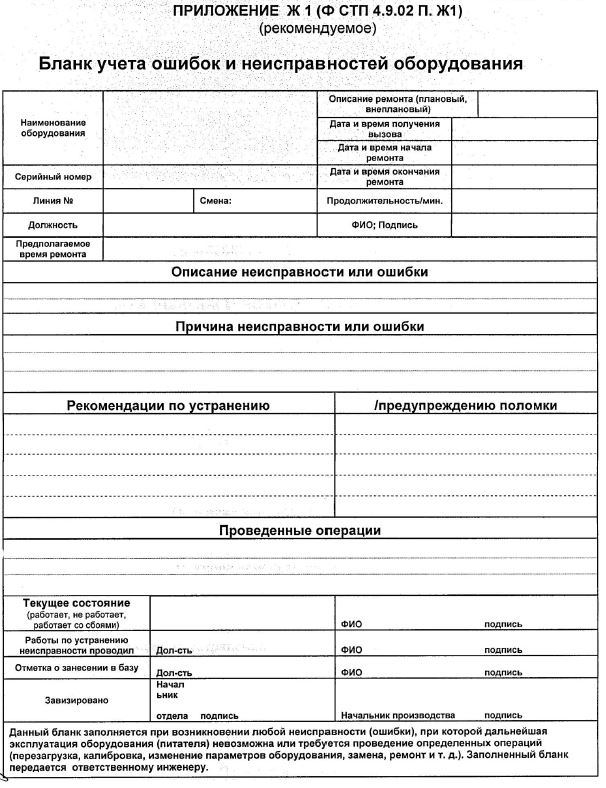
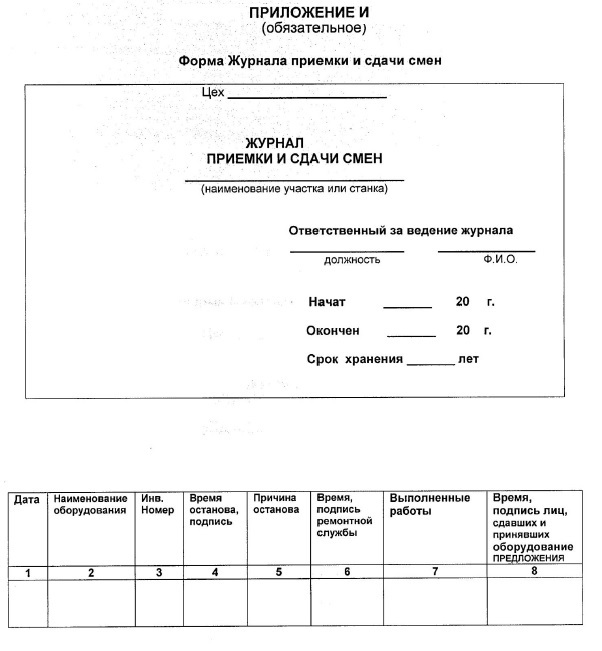
При составлении графиков необходимо учитывать случаи поломок оборудования, которые фиксируются в Журнале внеплановых ремонтов оборудования (Приложение Ж1) и журнале приемки и сдачи смен (Приложение И), а также в электронном файле.
Необходимо проводить анализ поломки, выявить коренную причину, включая профилактику или принудительную замену вышедшей из строя детали в график ТОиР.
7.2 Перед началом работы персонал, эксплуатирующий оборудование, обязан проверить его исправность, выполнить работы по ежедневному обслуживанию оборудования (Приложение К). При выявлении несоответствий в работе оборудования, а также истечении сроков предусмотренных профилактических и ремонтных работ, обслуживающий персонал докладывает мастеру, данные факты регистрируются в журнале приемки и сдачи смен.
Контроль над ведением журнала приемки и сдачи смен, возлагается на сменного мастера.
Перед сдачей оборудования сменщику (при необходимости), а также в ремонт, или ‚на переналадку, обслуживающий персонал:
- производит очистку его от остатков стружки, металлической пыли и грязи, пластифицированного материала в процессе выгонки;
- снятие оснастки, удаление масла или смазочно-охлаждающих жидкостей, технологического сырья и материалов;
- организует перемещение из рабочей зоны изделия (годные, негодные) в специально отведенное в цехе место и сдает оборудование представителю ГОО для проведения работ.
После проведения работ по ТО и ремонту специалистами ГОО оборудование и рабочая зона должны передаваться представителям цеха по чистоте.
7.3 Внеплановые ремонты оборудования с анализом поломок фиксируются в Журнале внеплановых ремонтов оборудования (приложение Ж1). Для визуализации состояния оборудования в производстве имеются информационные стенды ежесменного обслуживания (ЕТО), заполнение которых регламентировано приложением П.1.
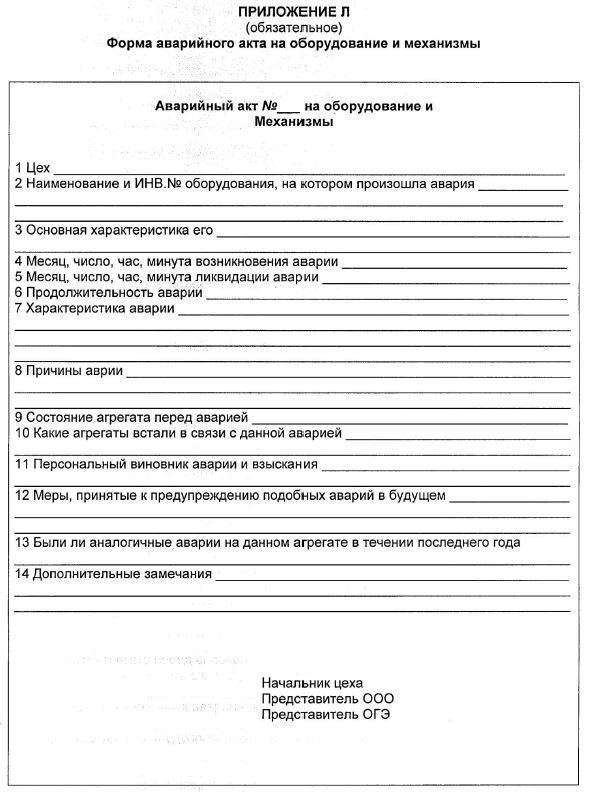
7.4 В случае аварии оборудования по вине цехового персонала инженером ГОО составляется Аварийный Акт (приложение Л). В зависимости от тяжести последствий аварии ремонт может производиться по методике текущего ремонта.
7.5 Отклонения от графика ТОиР, в виде исключения, допускаются только по письменному распоряжению Директора по производству.
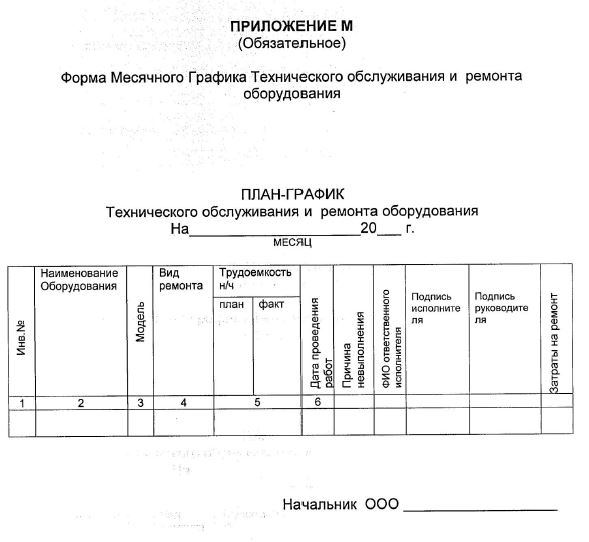
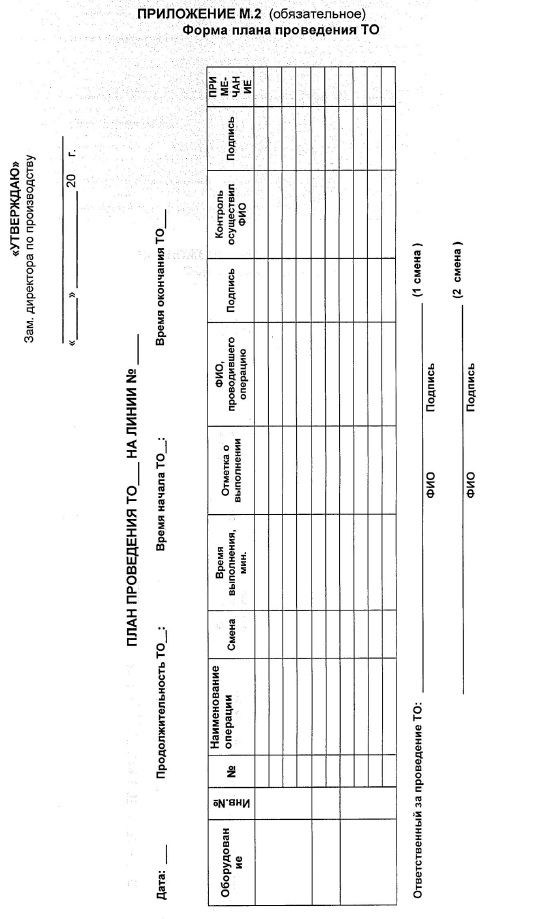
7.6 Месячные графики ТОиР составляются ГОО до 25 числа месяца, предшествующего планируемому периоду. В форме графиков отражен обязательный состав работ по ТО (приложение М, М1, M2).
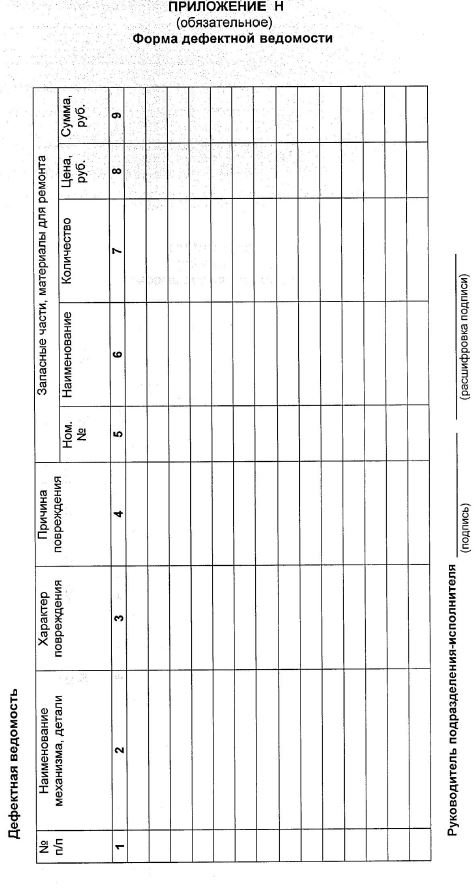
7.7 При проведении текущего ремонта составляются дефектные ведомости (приложение Н), на основании которых определяются выявленные дефекты и неисправности, способы их устранения, а также уточняется потребность в материалах, запасных частях и ПКИ)
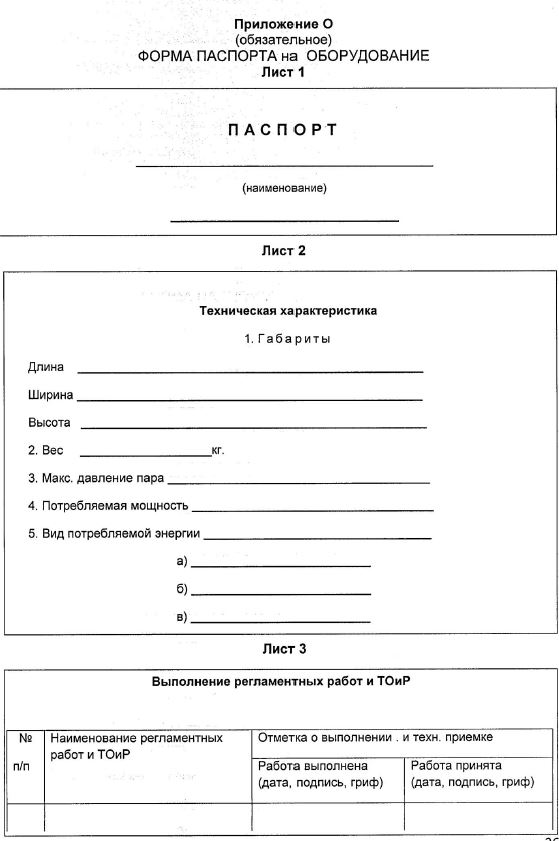
Эта информация заносится в электронный паспорт (приложение О)- данной единицы оборудования.
Заполнение вышеуказанных документов производится на основании рекомендаций, изложенных в Приложении П.
Независимо от того, кто осуществляет ремонт или переналадку оборудования (ремонт может осуществляться приглашенными специалистами из специализированных организаций) начальники цехов, руководители ГОО должны организовать проверку качества работы оборудования после ремонта/наладки путем пробного запуска (выпуска пробных образцов), результаты проверки фиксируются в чек-листе (ПИО).
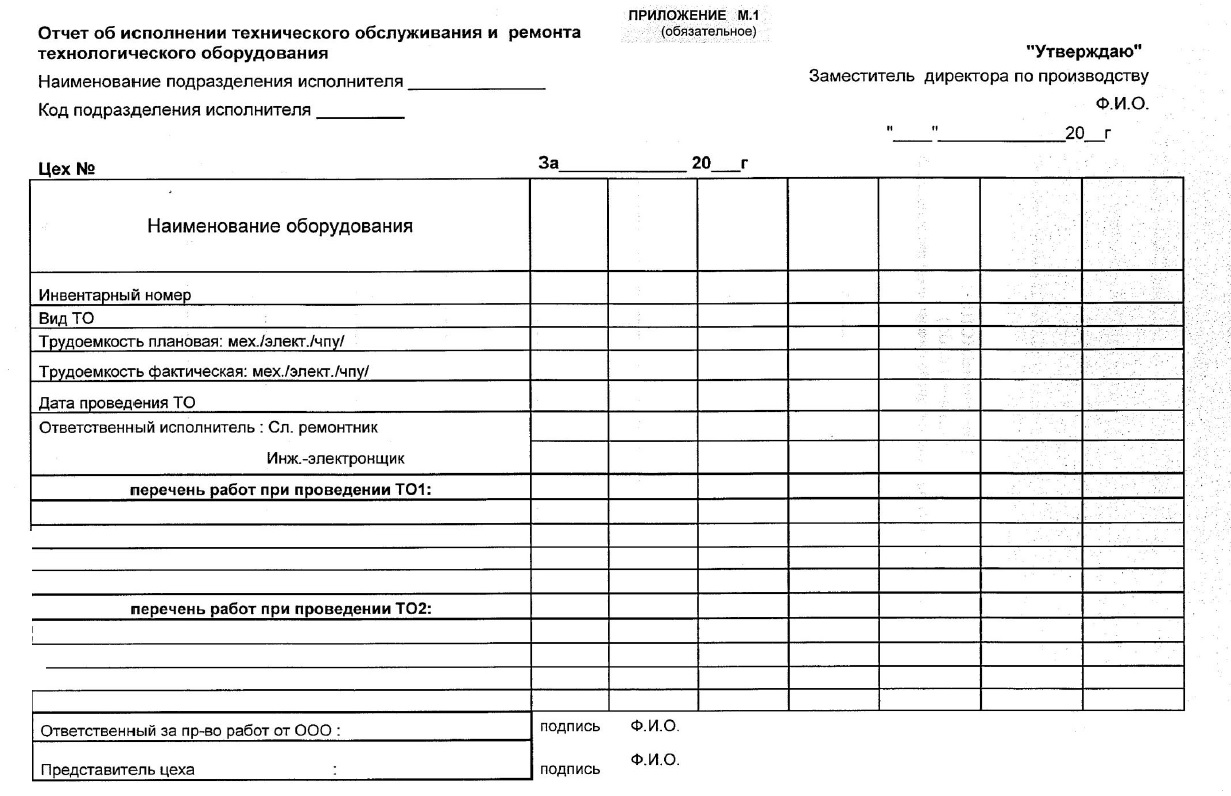
При положительных результатах приемки оборудования после ТО или текущего ремонта, начальник цеха подписывает Отчет об исполнении ТОиР оборудования в соответствующей графе (приложение М, М1, М2).
Акт о приемки оборудования из ТР (приложения С) оформляется после 72 часов работы его под нагрузкой.
7.8 На оборудование, входящее в график-‚ТОиР, на видном месте крепится бирка (приложение Т) содержащая информацию: Инвентарный номер, ответственное лицо за проведение ТОиР, срок очередного обслуживания. (Срок определяется временным интервалом между текущими ремонтами в соответствии с графиком ТОиР).
8 Планирование и закупка запасных частей
8.1 Учет запасных частей оборудования для проведения ТОиР и снижения простоев в межремонтный период, осуществляется руководителями ГОО и ООО B электронной форме (приложение У).
8.2 Необходимый перечень покупных запасных частей определяется исходя из загруженности и количества единиц оборудования, из анализа частоты поломок оборудования и сроков поставки запасных частей.
8.3 Для обеспечения наличия необходимых запасных частей в, соответствии с графиком ТОиР Заместитель директора по производству, а также руководители ГОО и ООО в конце текущего года составляют План закупок запасных частей на следующий гjд (приложение Ф).
На основании утвержденного плана закупок запасных частей руководители ГОО и ООО направляют заявки на приобретение запасных частей и расходных материалов в дирекцию по закупкам и логистике.
8.4 Изготовление запасных частей для оборудования силами РИУ производится на основании заявок руководителей ГОО и ООО, согласованных с Заместителем директора по производству.
9 Обеспечение точности и стабильной работы оборудования
В целях обеспечения точности изготовления продукции в периоды между ТОиР, перед началом работ, наладчик проводит работы по наладке оборудования, с обязательным контролем качества «первой детали» со стороны наладчика. При положительных результатах наладчик передает данное оборудование оператору, для дальнейшей эксплуатации.
Контроль над своевременностью и качеством наладки осуществляется мастером цеха, технологом цеха и контролером ОТК.
10 Вывод оборудования из эксплуатации
В случае не востребованности оборудования, оно подлежит демонтажу (своими силами или силами приглашенных специалистов) и передаче сторонней организации или консервации в соответствии с условиями хранения.
Процесс организует Заместитель директора по производству, либо Главный инженер.
После демонтажа технологического ‚ оборудования, главный технолог должен обеспечить актуализацию планировок цехов.
11 План действий на случай непредвиденных обстоятельств
Ежегодно, до 15 февраля текущего года разрабатывается План действий на случай непредвиденных обстоятельств. В данном плане рассматриваются обстоятельства, возникновение которых может привести к невыполнению требований потребителя, а также предусматриваются действия направленные на устранение (уменьшение) рисков, связанных с данными обстоятельствами.
План утверждается директором по направлению, передается в БТД для размещения в сетевой папке.
Ежегодно, проводится актуализация плана, при необходимости он дорабатывается и передается в БТД.
ПРИЛОЖЕНИЕ А
Перечень работ, выполняемых при проведении технического обслуживания ТО1
1 Работы, проводимые слесарем:
- Работы, выполняемые при ежедневном обслуживании оборудования;
- Пополнение или замена масла в картерах (производиться по графикам смазки оборудованиях
- Замена или очистка фильтров смазочных систем;
- Устранение утечки масла;
- Пополнение масла в гидросистемах и проверка поступления масла к местам смазки;
- Промывка или замена фильтров;
- Устранение люфтов в соединениях;
- Проверка регулировки клиньев, планок и, при необходимости выборка зазоров;
- Проверка плавности хода рабочих органов оборудования, и при необходимости, обеспечение плавности хода;
- Устранение дефектов, выявленных в процессе эксплуатации оборудования (отмеченных в журнале эксплуатации оборудования подтяжка ослабленных винтов неподвижных соединений в оборудовании;
- Выявление изношенных деталей, требующих замены при ближайшем ремонте;
- Проверка и очистка системы охлаждения;
- Проверка исправности действия ограничителей, упоров, переключателей;
- Проверка натяжения ремней, пружин;
- Вскрытие крышек для проверки состояния деталей по внешнему осмотру.
2 Работы проводимые электриком:
- Проверка чистоты и очистка (от пыли, грязи, масла, посторонних предметов и стружки) пульта программного управления, шкафа эл.оборудования‚ пульта ручного управления, электроприводов;
- Чистка коллектора эл.двигателя постоянного тока от пыли;
- Чистка контактов контактно-релейной аппаратуры;
- Проверка надежности стыковки всех соединительных разъемов контактных зажимов.
3 Работы проводимые инженером — электронщиком устройств с ЧПУ:
- Проверка и при необходимости наладка схемы управления электроприводами.
ПРИЛОЖЕНИЕ Б
Перечень работ, выполняемых при проведении технического обслуживания ТО2
- Работы проводимые слесарем:
- Работы выполняемые при ТО1;
- Выборка люфтов в винтовых парах;
- Регулировка плавности движения подвижных частей станка;
- Регулировка подшипников шпинделя;
- Регулировка фрикционных и эл.магнитных муфт;
- Зачистка забоин, царапин, задиров на направляющих;
- Подтяжка и замена крепежа;
- Чистка, натяжение или замена цепей, ремней, лент;
- Промывка картеров и замена масла в них;
- Ревизия и промывка или замена фетровых уплотнений;
- Работы проводимые электриком:
- Проверка состояния рабочей поверхности коллектора, износа щеток, регулирование щеточного механизма двигателя постоянного тока;
- Проверка креплений Электрических машин и пуско-регулирующей аппаратуры
- Проверка заземления элементов приводов, шкафа электрооборудования и пульта программного управления;
З. Работы проводимые инженером — электронщиком устройств с ЧПУ:
- Проведение специальных проверок и измерений на пульте программного управления, тиристорных преобразователей в электроприводах, указанных в инструкциях по эксплуатации станков с программным управлением заводов изготовителей;
- Проверка напряжений на входе функциональных групп схемы;
- Проверка по тест- программе технологической работы станка (при потере работоспособности станка выявляются и устраняются причины потери);
- Замена резисторов, конденсаторов, диодов, транзисторов, тумблеров, микровыключателей и других элементов системы управления станка по результатам проверок и измерений;
ПРИЛОЖЕНИЕ В
Перечень работ, выполняемых при проведении текущего ремонта ТР
1 Работы проводимые слесарем — ремонтником:
- Работы выполняемые при ТО2;
- Частичная разборка станка в целях выявления и замены износившихся деталей, регулировки подшипников, муфт и т.д.;
- Промывка масляных емкостей;
- Замена уплотняющих прокладок, колец, манжет, сальников;
- Замена износившихся крепежных деталей;
- Зачистка посадочных поверхностей под инструмент и приспособления;
- Пригонка и подтягивание регулировочных клиньев и планок;
- Проверка рычагов переключения скоростей и подач на точность зацепления зубчатых колес и муфт;
- Очистка и, при необходимости, ремонт емкости для охлаждающей жидкости;
- Ремонт заградительного устройства кожуха, конвейера и сборника стружки;
- Проверка и (при необходимости) ремонт или замена ограничителей, переключателей, упоров и т.д.;
- Ревизия и, при необходимости, ремонт системы смазки, фильтров, коллекторов;
- Испытание и проверка станка на работоспособность и точность работы по тест программе;
- Замена масла в гидросистеме станка, очистка и замена фильтров;
- Проверка и (при необходимости) замена следящей системы гидропривода;
- Проверка и (при необходимости) регулировка переключения золотников;
- срабатывания клапанов и дросселей;
- Проверка и (при необходимости) замена гидронасосов и гидромоторов.
2 Работы проводимые электромонтером:
- Изменение сопротивление изоляции электрических машин, обмоток электромагнитных муфт, трансформаторов, катушек контакторов, магнитных пускателей, автоматов пускателей и автоматов присоединения цепей управления и защиты электропроводов, тиристорных преобразователей, пульта программного управления, защиты и возбуждения машин постоянного тока, присоединенных к главной силовой цепи;
- Измерение сопротивления заземления станков, шкафа электрооборудования, пульта управления, отдельно отремонтированных насосных станций, электрических машин и т.д.;
- Смазка подшипников всех электрических машин;
- Замена щеток у двигателей постоянного тока;
- Проверка соединения обмоток всех электрических машин;
- Проверка механической и электрической настройки пускорегулирующей аппаратуры и, при необходимости, регулировка.
З. Работы проводимые инженером — электронщиком устройств с ЧПУ:
- Проверка и регулировки блокировочных связей в схеме электроприводов и устранение дефектов;
- Проверка осциллографом тока якоря электродвигателя постоянного тока тиристорного привода и (при необходимости) проведения настройки;
- Наладка и регулировка отдельных функциональных групп или устройств тиристорных преобразователей и пульта управления;
- Проверка электрических машин, трансформаторов, электромагнитных муфт, магнитных пускателей, автоматов, реле, блоков, конечных выключателей, плат и других элементов и устройств системы управления и (при необходимости) снятия их проведения ремонта с заменой на новые или отремонтированные.
ПРИЛОЖЕНИЕ Г
Перечень работ, выполняемых при проведении ремонта капитального характера РК
1 Работы проводимые слесарем;
- Полная разборка оборудования и всех его сборочных единиц;
- Замена или восстановление всех износившихся деталей;
- Замена гидравлического привода новым или капитально отремонтированным;
- Шлифование или шабрение всех направляющих поверхностей станины и базовых поверхностей, кареток, колонн, стоек, траверс и т.п.;
- Восстановление выкрашенных поверхностей пазов оборудования и т.п.;
- Сборка оборудования и проверка правильности взаимодействия всех узлов;
- очистка, шпаклевка и окраска оборудования;
- Проверка и испытание оборудования по стандартам и техническим условиям на точность и жесткость по всем параметрам, как для нового оборудования;
2 Работы проводимые электриком:
- Испытание напряжением (1000В, частота 50 Гц) изоляции соединительных проводов силовой цепи и замена поврежденных;
- Замена проводов с поврежденной изоляцией в цепях управления;
- Наладка и регулировка всех функциональных групп или устройств тиристорных преобразователей и пульта программного управления, пульта ручного управления;
3 Работы проводимые инженером — электронщиком устройств с ЧПУ:
- Комплексная наладка-системы управления и механизмов оборудования, увязка работы всех элементов и устройств системы управления и механизмов оборудования, регулировка и настройка системы управления вхолостую и под нагрузкой, снятие основных характеристик работы оборудования.
Критерии проведения ремонта капитального характера РК
1 Техническое состояние оборудования (на основании дефектной ведомости)
- Износ направляющих (необходимость шлифовки, шабровки);
- Износ трущихся поверхностей базовых деталей основных узлов (необходимость восстановления и замены деталей);
- Необходимость замены подшипников шпинделя и в основных узлах оборудования;
- Необходимость замены эл. аппаратуры ‚ эл. приводов , гидроприводов и гидроцилиндров;
2 Участие в технологическом цикле завода:
- Невозможность замены данного оборудования в технологическом цикле на оборудование той же марки или дублирующее.
3 Экономическая целесообразность:
- Соизмеримость ‚ затрат. на поддержание оборудования в работоспособном состоянии с затратами на проведение ремонта капитального характера.
Приложение К
Перечень, работ, выполняемых при проведении ежедневного обслуживания
1 Работы проводимые слесарем:
- Визуальная проверка отсутствия вибраций отдельных узлов станка;
- Проверка нагрева подшипников шпинделя;
- Проверка уровня шума механизмов станка;
- Проверка давления в пневмо- и гидросистеме по показаниям манометров;
- Проверка работы смазочной системы по маслоуказателям;
- Проверка плавности перемещения узлов и отсутствия рывков при их реверсировании;
- Проверка отсутствия утечек масла;
- Проверка наличия и исправности защитных устройств, предохранительных щитков и кожуха;
- Проверка надежности устройств зажима заготовки.
2 Работы проводимые электриком:
- Проверка температуры подшипников и обмоток эл. двигателей;
- Визуальная проверка состояния изоляции выводов и эл. проводки;
- Проверка исправности пусковой аппаратуры и заземления.
3 Работы проводимые инженером — электронщиком устройств ЧПУ:
- Проверка исправности индикации и сигнализации устройств с ЧПУ и выполнения без перебоев рабочей программы.
ПРИЛОЖЕНИЕ П
Методика заполнения электронной версии стенда ЕТО и учета простоев оборудования в цехах
Графа времени останова оборудования заполняется работниками цеха с параллельным внесением информации в Журнал передачи смен.
(Ответственные: бригадиры, мастера ц.);
Графа времени запуска оборудования заполняется работниками ремонтных служб ООО с параллельным внесением информации в Журнал передачи смен.
(Ответственные: ремонтная служба 000).
В случаях простоя оборудования в течение нескольких суток:
а) во все последующие дни простоя в графе останова оборудования работником цеха ставиться время начала первой смены при 2х сменной работе оборудования (00:00 ч при 3x сменой работе оборудования);
6) после указания времени запуска оборудования работник ООО обязан заполнить пустые графы запуска оборудования во все предыдущие дни простоя исходя из сменности работы оборудования (22:00 при 2-х сменной работе оборудования и 24:00 при 3-х сменной работе оборудования).
ПРИЛОЖЕНИЕ П.1
Правила ведения информационного стенда ежесменного технического обслуживания (ЕТО)
1 Перед началом работы, рабочий проводит осмотр оборудования в соответствии с инструкцией по ЕТО и сообщает обо всех выявленных несоответствиях бригадиру.
2 Во время работы рабочий при обнаружении неисправности должен сообщить бригадиру о возникновении аварийного простоя оборудования.
3 Бригадир, на основании полученной информации, размещает жетоны на стенде ЕТО:
- Жетон №1 (красного цвета) — обозначает аварийный останов оборудования.
- Жетон №2 (синего цвета) -обозначает выявленные отклонения от инструкции ЕТО.
- Жетон №3 (желтого цвета) — обозначает, что плановый ремонт оборудования просрочен.
- Жетон №4 (зеленого цвета) — обозначает, что по плану ТОиР предусмотрено проведение планового ремонта оборудования.
1 На основании информации размещенной на стенде ЕТО производственный мастер или бригадир совместно со специалистом службы главного инженера согласовывают сроки устранения неисправностей оборудования.
2 После устранения неисправности приемка оборудования из ремонта проводиться согласно инструкции по ЕТО. При отсутствии замечаний бригадир снимает соответствующие жетоны со стенда ЕТО.
Станки для мебельного производства: виды, классификация, производитель, характеристика, инструкция по использованию, спецификация, установка и особенности эксплуатации

Современное оборудование и станки для мебельного производства – это программные и аппаратные средства для обработки заготовок и фурнитуры. С помощью таких агрегатов мастера выполняют раскрой, кромление и присадку деталей из МДФ, ДСП, мебельного щита или фанеры.
На крупных производствах применяется мебельное оборудование с ЧПУ, а более мелкие предприятия приобретают полуавтоматические и автоматические аппараты.

Виды и классификация
Выбирая оборудование для мебельного цеха, необходимо учитывать специфику деятельности, планируемые объемы выпуска, а также размеры помещения, где планируется осуществлять основную деятельность. Все станки для мебельного производства подразделяются на следующие категории:
- фрезерные станки с ЧПУ;
- форматно-раскроечные;
- кромкооблицовочные;
- сверлильно-присадочные;
- обрабатывающие центры с ЧПУ;
- оборудование и прессы для облицовывания;
- оборудование для обработки шпона;
- покрасочные камеры;
- упаковочное оборудование;
- багетное оборудование;
- оборудование для производства матрасов;
- оборудование для изготовления стульев;
- межстаночная механизация.
С помощью фрезерных станков осуществляется фрезеровка поверхности материалов.
Форматно-раскроечные устройства бывают горизонтальными и вертикальными.
Сверлильно-присадочные и сверлильные станки для мебельного производства необходимы при создании сквозных или глухих отверстий для последующей сборки мебели и крепления фурнитуры. .
Для защиты готового изделия от деформации его покрывают специальной кромкой. Обработка торцов осуществляется на специфическом оборудовании – станке для кромкования и облицовки.

Элементы распила и отдельные детали отличаются немалым весом и внушительными размерами. Поэтому достаточно весомое значение имеет межстаночное оборудование. С помощью конвейерных линий заготовки перемещают по цеху.
Этапы производства
Технология изготовления мебели делится на несколько этапов: раскрой сырья, высверливание конструктивных отверстий, изготовление и ламинирование фасадов, обработка кромок, сборка готовых изделий.
- Плитный материал раскраивается на форматно-раскроечных станках различной степени автоматизации и мощности. Мебельный щит закрепляют на рабочем столе и перемещают относительно пильного механизма, выполняя раскрой.

- Высверливание отверстий в заготовках осуществляется на сверлильно-присадочных станках. Обычно они оснащены несколькими шпинделями диаметром от 20 до 130 мм, что позволяет за одну установку осуществлять обработку даже сложных деталей.
- Фасады корпусной мебели обычно изготавливаются на фрезерных станках для производства мебельных фасадов. Эти агрегаты при высокой производительности дают возможность получать отличное качество обрабатываемой поверхности.
- С помощью кромкооблицовочных станков на заготовку наносится защитная лента в полуавтоматическом или автоматическом режимах.
- Иногда для изготовления фасада необходимо их шпонирование или ламинирование. Для этих процессов применяют вакуумные прессы. Кроме того, это оборудование может послойно склеивать изогнутые фасады.
Характеристики и производители
В зависимости от материала, из которого будет изготавливаться корпусная мебель (ДСП, ДВП, МДФ, металл, дерево или пластик), выбирается станок необходимой мощности и с конкретными функциями.
Современное мебельное оборудование выпускают с числовым программным управлением. Благодаря станкам по дереву для мебельного производства с ЧПУ, оператору необходимо только задать параметры работы. А распил материалов для шкафов, стульев, тумб, столов и полок осуществляется без значительных физических усилий и быстро.

Популярность моделей оборудования для выпуска мебели объясняется наличием фирменного сервиса, надежностью техники, разумным соотношением качества и цены.
Наиболее востребованными станками и оборудованием для изготовления мебели являются модели от чешских фирм Houfek, Adamik, Rojek, итальянских брендов Griggio, Centauro.
Станок швейцарской компании Kundig модели Brilliant позволяет добиваться хорошего качества глянцевой поверхности. А для финишной обработки и шлифования популярны станки с ЧПУ для мебельного производства от швейцарской фирмы Kundig AG и немецкой фирмы MB Maschinenbau GmbH.
Комбинированные станки
Такое оборудование пользуется особенным спросом у небольших производителей корпусной мебели благодаря возможности выполнения всех основных функций по производству мебели. В сущности, это мини-мастерская в одном устройстве. Достаточно лишь приобрести станок для мебельного производства по приклеиванию и обработке кромок, чтобы обзавестись полноценной линией по изготовлению мебели.
С помощью комбинированного агрегата оператор может выполнять пять операций:
- раскрой материала;
- рейсмусование;
- фугование;
- нарезание шипов и фрезерование;
- фрезеровка и сверление пазов.
Спецификация
Станки для мебельного производства кухонь могут включать дополнительные функции и приспособления для пескоструйной обработки заготовок или температурную печь для стекольных работ. Также может пригодиться пресс для изготовления фасадов нестандартных размеров и видов. В сущности, кухонная мебель – это та же корпусная. Только содержит большее количество шкафчиков, отсеков и ящиков.

Оборудование для изготовления мягкой мебели также имеет свои особенности. В последнее время такую мебель делают в основном на заказ. Большая часть работ такой специфики выполняется вручную и не требует дорогостоящего оборудования. Чаще всего мягкая мебель изготавливается на малых предприятиях, которые быстро перестраиваются под запросы рынка.
Установка и эксплуатация
Перед приобретением станков для мебельного производства необходимо обратить внимание на поверхность пола в производственном помещении и выяснить у продавца оборудования все требования, предъявляемые к полам при монтаже станков. При необходимости нужно выполнить работы по укреплению фундамента.
Вместе с ремонтными работами параллельно можно проводить монтаж оборудования и обучение персонала. Для этих целей используют инструкции по эксплуатации оборудования и специальные программы для освоения передовых технологий.
После осуществления всех подготовительных работ и окончания монтажа для оборудования необходимо провести пусконаладочные работы.
Инструкция по эксплуатации форматно раскроечного станка


Данные символы на станке и в настоящих инструкциях обращают внимание оператора на необходимость соблюдать правила безопасности.
1 — Квалифицированный персонал. — PERSONALE QUALIFICATO

Квалифицированный персонал – это персонал, который знает последовательность установки, монтажа и ремонта станка.
Перед началом установки станка следует внимательно прочитать всю инструкцию.
Хранить ее необходимо в легко доступном месте.
2 — Идентификация станка — IDENTIFICAZIONE DELLA MACCHINA
Это руководство предназначено для обслуживания форматно-раскроечных станков с максимальным диаметром пилы 350 мм.
Идентификационная табличка станка с указанием заводского номера, года выпуска, напряжения, и установленной мощности расположена на станине на задней стороне станка.
Ремонт или вмешательства, которые не описаны в этом руководстве, производить запрещено. Все виды ремонта должны проводится только квалифицированными техниками. Производитель предоставляет шести-месячную гарантию, начиная с момента запуска станка в эксплуатацию.
Производитель не предоставляет гарантию на электрические части.
4 — УСЛОВИЯ ХРАНЕНИЯ — CONDIZIONI DI DEPOSITO
Станок должен храниться в закрытом помещении.
5 — УСЛОВИЯ ФУНКЦИОНИРОВАНИЯ СТАНКА –
CONDIZIONI DI FUNZIONAMENTO DELLA MACCHINA
Для правильного функционирования станка необходимо, чтобы помещение:
- было сухим
- имело температуру от 5° до 40°
6 — ТЕХНИЧЕСКИЕ ДАННЫЕ — DATI TECNICI
6.1. Технические характеристики.

Даже самая дорогая и высококачественная техника нуждается в настройке и калибровке. Иначе на хороший результат рассчитывать не приходится. Рассмотрим как настроить форматно раскроечный станок, увеличить КПД и сделать процесс работы максимально комфортным и продуктивным.
Оглавление:
Базовые понятия о работе форматно раскроечных станков
Если взять чертеж форматно раскроечного станка, то на нем будут отображены следующие элементы:
- корпус, который состоит из ножек и связующих переборок,
- станина, раскладная либо цельная,
- каретка для распиловки,
- фиксирующая боковая планка,
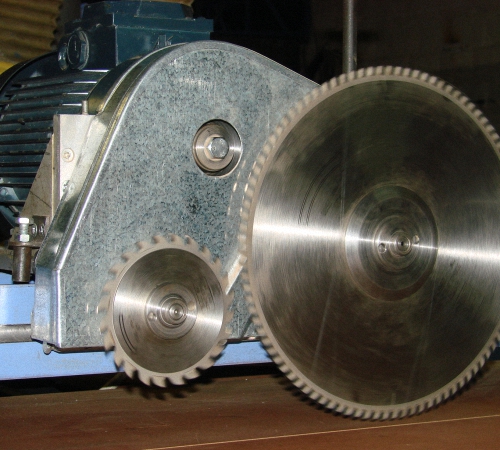
- основной пильный диск,
- дополнительный пильный диск,
- система электропитания,
- система управления.
Настройка форматно раскроечного станка предполагает точную регулировку всех этих элементов. Кроме того, к каждому материалу выдвигаются особые технические требования по распиловке.
Не меньшее значение имеет и помещение, в котором выполняются деревообрабатывающие работы. Оно должно соответствовать установленным нормативам:
- площадь в два раза больше, чем площадь форматно раскроечного станка в полностью разложенном виде,
- качественная вентиляция, обязательно механическая,
- идеально ровный пол,
- высота не менее 3 м,
- отсутствие острых углов, колонн и других архитектурных форм.
Далее детально рассмотрим настройку элементов форматно раскроечного станка.
Установка и первый запуск форматно раскроечного станка
Принцип работы форматно раскроечного станка предполагает протягивание заготовки по станине с последующей распиловкой:
- Основной пильный диск всегда установлен под углом 90 градусов. К сожалению, тоже самое нельзя сказать про ножки и корпус форматно раскроечного станка.
- Если какая — то из ножек гуляет, образовывается люфт от 1-2 мм до ощутимых 2-3 см. При этом между станиной и заготовкой образуется свободное пространство.
- В результате происходит искривление реза. В лучшем случае края детали получатся не ровными, в худшем — диск перегнет и он лопнет, что неминуемо приведет к тяжелым травмам.
- Дополнительный пильный диск еще более чувствителен к неровности пола, так как он используется для пропила угловых резов. Чем больше люфт, тем кривее получатся края.

Для того, чтобы правильно установить станок, необходимо выполнить следующие действия:
- взять двухметровый уровень и правило,
- уровнем проверить угол наклона пола, он должен быть строго 90 градусов,
- правилом проверить, чтобы не было перепадов и мелких неровностей, поверхность должна быть не только ровной, но и гладкой.
- если обнаружены перепады высоты или уклон, пол следует залить стяжкой.
Категорически не допускается местное выравнивание, по типу подпила ножек или установки под них подкладок. Учитывая значительную массу агрегата любые подкладки продавятся буквально за день работы. С подпилом все обстоит еще сложнее, так как точно угадать размер практически невозможно.
Как только форматно раскроечный станок установлен, переходим к первому запуску. Речь тут идет о правильном подключении двигателя. Хотя в большинстве инструкций холостой запуск советуют проводить только для бензомоторов, он актуален и для электрооборудования.
Распределительные индукционные катушки не нуждаются в отладке, зато все трущиеся детали должны стать на место и хорошо обкататься в масле. Если сразу начать работу, первые несколько деталей будут испорчены. Холостая прогонка осуществляется по следующему принципу:
- включить станок в сеть,
- дать мотору прогреться 5-10 минут,
- запустить первую скорость и дать агрегату поработать 10-15 минут,
- запустить вторую скорость на 5-10 минут,
- запустить 3 скорость на 5-10 минут, если есть,
- дополнительный пильный диск всегда работает на повышенных оборотах, поэтому его запускают сразу, и выключают после полной холостой прогонки.
После холостой прогонки в начале дают не полную нагрузку, а проверяют систему. Для этого берут не нужные обрезки и проганяют их через пильный диск, если шов ровный, значит все настроено верно и оборудование готово к работе. Если видны сколы или кривизна пропила, значит причины нужно искать уже в других элементах форматно раскроечного станка. И дело скорее всего в неправильно подобранном пильном диске.
Обзор и характеристика пильных дисков для форматно раскроечных станков
Диски делятся на:
- крупные зубья 10-12 штук,
- средние зубья 20-24 штуки,
- мелкие зубья 40 и более,
- специализированные 40 и более зубьев имеющих специальную заточку.
1. Так как форматно раскроечные станки подходят не только для распиловки ДСП, МДФ и других материалов на основе древесной стружки, использование крупных зубьев уместно при работе с деревом толщиной до 5 см. Более толстые заготовки нужно обрабатывать уже на специализированном оборудовании.
2. Средние зубья также применяются для дерева, они обеспечивают более качественный рез, и применяются к заготовкам до 2 см.
3. Пилы с мелкими зубьями позволяют получать идеально ровный рез и прочную, красивую кромку. Их недостаток — это повышенное усилие. Хотя на форматно раскроечных станках доводка заготовки осуществляется при помощи каретки, нагрузка на мотор заметно возрастает. Поэтому нужно следить за перегревом.
4. Специализированные пилы имеют заточку прямой — трапеция, что подразумевает — первый зуб делает ровный рез, второй его расширяет. Эта технология применяется специально для обработки материалов на основе опилок, так как позволяет сохранить целостность структуры. После распиловки кромка сразу же готова к ламинированию.
Именно диски четвертой категории идут в комплекте запчастей для форматно раскроечных станков. Но так бывает не всегда. Большинство китайских и некоторые европейские производители экономят и заменяют диски по ДСП более дешевыми обычными дисками с мелким зубом.
Дополнительный диск всегда идет со средним зубом. Пилить под углом сложнее, поэтому более крупный зуб компенсирует нагрузку на слабый мотор подрезной пилы.
Следующий важный момент — способ изготовления. Бывают:
- монолитные диски,
- твердосплавные диски.
1. Монолитный диск изготавливается из цельного стального бруска. Эта технология наиболее дешевая, но диски не отличаются высоким качеством, быстро стираются и легко колятся.
2. Более дорогие твердосплавные диски не только обеспечивают более точный рез, но и служат значительно дольше. Основа таких дисков, как и в предыдущем случае, монолитная, но на зубья напаяны твердосплавные режущие пластины. Они практически не нуждаются в заточке, не стираются и по времени эксплуатации в 4-5 раз превосходят монолитные диски.
Наладка форматно раскроечного станка
Ровное основание и правильный диск — это еще не гарантия того, что деталь будет распилена ровно. Речь идет о регулировке скорости и выборе правильного режима.
Большинство форматно раскроечных станков имеет 3 скорости основного распилочного диска и одну — подрезного, с нее и начнем.
Чем выше скорость вращения — тем точнее рез. Но при этом важно понимать, что большие обороты дают большую нагрузку на двигатель. Стандартный двигатель подрезной пилы имеет мощность 750 Вт. Это достаточно мало, так как даже большинство ручных лобзиков рассчитаны на 1-1,5 кВт. Следовательно чем выше обороты подрезного диска, тем тоньше должна быть заготовка. Для примера возьмем скорость вращения в 9000 оборотов в минуту. При этих показателях максимальная толщина заготовки не должна привышать 1,5 см, иначе на резе образуются сколы, а кромка будет плохого качества.

Совет: тихоходные подрезные диски, до 7500 об/минуту, устанавливаются только на дорогих промышленных системах, во всех остальных случаях толщина заготовки должна быть в пределах 1-1,8см.
Основной диск вращается медленнее:
- первая скорость 3000-4500 об/мин,
- вторая скорость 4500-6000 об/мин,
- третья скорость 6000-8000 об/мин.
Показатели условны, и зависят от модели и производителя.
Регулировка форматно раскроечного станка происходит опытным путем. Связанно это не столько с техникой, сколько с материалом. Будь то ДСП, OSB, МДФ или любой другой продукт на основе опилок, в его состав входят клей, смолы, древесная стружка, присадки, прокладки, и другие компоненты. Все это сильно влияет на такой параметр, как твердость. Лист фанеры одного производителя легко и точно кроится на оборотах в 7000, лист другого крошится даже при 4000.
Указанная деталь часто становится причиной по которой потребитель недоволен техникой и сервисным центром, который отказывается ремонтировать полностью исправный аппарат.
Далее следует поговорить об электрической части оборудования. Форматно раскроечные станки, схемы и соединения в которых крайне подвержены атмосферному воздействию, часто хранятся в плохопроветриваемых, сырых помещениях. В низкокачественных моделях это приводит к образованию коррозии, в более дорогих — к отложению солей.
Соль хорошо проводит электричество. Следовательно, когда ток подается на микросхему и соприкасается с соляным отложением, часть тока расходуется впустую. В результате, напряжение и сила тока падают, а в некоторых случаях, наоборот, возрастают в разы. Это приводит к неправильной работе всей системы целиком. В скором времени контакты начинают коротить, оплавляться и перегорать.
Решить проблему достаточно просто. Перед началом эксплуатации необходимо проверить всю электроразводку и очистить схемы. Иногда, при транспортировке, кабеля пережимаются или перетираются, осмотр выявит и этот дефект.

Устройство форматно раскроечного станка предполагает наличие еще одного весьма капризного элемента — каретки — доводчика. В качественных агрегатах она изготовляется из алюминия. Металл не подвержен коррозии и не нагружает роликовый механизм, так как значительно легче стали. Все необходимые действия перед началом работы — проверить на прочность болты направляющей планки.
В более дешевых моделях используется как раз сталь. Материал быстро окисляется, ржавчина забивает ролики, а достаточно большой вес каретки разбалтывает крепежи. Даже люфт в 1-2 мм ощутимо влияет на качество пропила. А если плавность хода каретки нарушена, о ровной кромке даже не приходится мечтать.
Ремонт форматно раскроечных станков
Неправильная эксплуатация прибора рано или поздно приводит к его поломке. В большинстве случаев неисправности обнаруживаются еще в период срока действия гарантии и устраняются непосредственно мастерами сервисного центра.

Послегарантийное обслуживание стоит достаточно дорого, поэтому необгодимо разобраться в узлах форматно раскроечного станка и научиться локализировать причину. Для удобства разделим их на две группы:
К механическим причинам поломки относят:
- износ деталей,
- попадание мусора,
- разбалтывание крепежей,
- механические или химические повреждения,
- нерегулярное техобслуживание.
Старые детали легко заменить, крепления поджать, а забившийся узел разобрать и прочистить. Если речь идет о каких либо повреждениях, то скорее всего понадобится замена детали. Ни один из элементов узлов не подлежит пайке или рихтовке. Но самый грозный враг любого форматно раскроечного станка — нерегулярное проведение технического осмотра. Почти каждая деталь является трущейся, соответственно должна быть хороша смазана маслом или смазкой. При нагреве масло испаряется, а смазка высыхает. Чем чаще и дольше работает станок, тем быстрее нагреваются его элементы и расходуется материал. Осмотр на предмет смазки желательно проводить раз в неделю.

К электрическим причинам поломки относят:
- перетирание кабелей,
- замыкание микросхем,
- перегорание проводки,
- перегорание мотора.
Без специальных знаний и аппаратуры выявить электрические причины поломки достаточно сложно. Единственное исключение мотор, но только в том случае, если он сгорел во время работы. Решением станет любой электрик с качественным электронным вольтметром.

Полезные советы по работе с форматно раскроечным станком
Достаточно популярный вопрос о том, как сделать форматно раскроечный станок более производительным. Ответ на него только один — поставить более мощный мотор. Тем не менее, перед выполнением данной процедуры, нужно взвесить все за и против. Кроме очевидного повышения расхода электроэнергии есть много других подводных камней:
- Понадобится электрик, который не только составит схему подключения прибора, но и рассчитает все технические данные.
- Механизм крепления пильных дисков придется сделать более надежным. Для этого понадобится оборудовать зажим дополнительными разъемами.
- Легкие столы, до 1500 кг, необходимо дополнительно закрепить к полу. Обычно для этих целей к ножкам прикручивают металлические уголки, которые фиксируются в полу дюбелями.

- Чем мощнее мотор, тем лучше должна быть система охлаждения. И эта проблема является наиболее сложной. Высокотехнологичные решения стоят дорого, а обычные вентиляторы не слишком помогают.
- Если модернизация происходит еще в момент действия гарантийного обслуживания, то самовольное изменение системы предполагает расторжение договора о бесплатном ремонте.
Таким образом, целесообразность весьма спорна. Если нужен форматно раскроечный станок большой мощности, проще подобрать соответствующую требованиям модель. Если на практике тех. характеристики оказались завышенными, по закону есть две недели обменять товар на другой или забрать деньги.
Настройка форматно раскроечного станка видео представлено ниже:
 | Из за большого объема этот материал размещен на нескольких страницах: 1 2 3 |

1. Настройку станков (балансировку, установку ножей, установку пил), установку автоподатчика, а также смазку подшипников ножевого вала, редуктора автоподатчика проводит слесарь – ремонтник.
2. При выявлении неисправности оборудования следует немедленно выключить его и сообщить мастеру производства. Работа на неисправном оборудовании не допускается. Ремонт оборудования должен производиться соответствующими службами.
4. ПРАВИЛА РАБОТЫ
4.1. Перед началом работы:
— явиться на рабочее место заблаговременно, переодеться в спецодежду согласно утвержденным норм, проверить средства индивидуальной защиты и исправность предохранительных приспособлений;
— получить информацию от мастера производства;
— проверить наличие предохранительных ограждений у движущихся частей механизмов перед включением;
— проверить техническое состояние механизированных инструментов, исправность изоляции и наличие заземляющего устройства;
— осмотреть рабочее место и убедиться в его достаточном освещении, исправности пола, убрать ненужные материалы, предметы, освободить проходы;
— получить задание, при необходимости наряд-допуск на производство работ (на высоте и т. д.);
— проверить исправность заземления, средства пожаротушения и проходы к ним;
— подготовить место для готовых изделий;
— проверить пригодность материала для обработки на станке: древесные материалы, имеющие гниль, глубокие поперечные пропилы, металлические включения не должны обрабатываться на станке.
— выполнять только порученную работу и не передавать ее другим без разрешения мастера производства;
— при работе инструменты и другие мелкие предметы держать в специальном ящике;
— при переноске, во время перерыва в работе, а также в случае неисправности механизированный инструмент отключить от сети;
— для питания переносных (ручных) электросветильников в помещениях с повышенной опасностью и в особо опасных помещениях должно применяться напряжение не выше 50 вольт, а при работе в особо неблагоприятных условиях и в наружных установках — не выше 12 вольт;
— при работе на станках выполнять все указания по технике безопасности, отображённые в паспорте станка заводом изготовителем;
— станки и ручные механизмы использовать строго по назначению;
— не пренебрегать средствами индивидуальной и коллективной защиты;
— готовые изделия складировать строго в отведённых местах;
4.3. По окончании работы:
— выключить приточно-вытяжную вентиляцию ;
— проверить надежность укладки заготовок, готовых изделий;
— привести в порядок рабочее место;
— убрать в отведенное место инвентарь и материалы;
— доложить о проделанной работе мастеру производства и с его разрешения покинуть рабочее место.
4.4. Требования безопасности в аварийных ситуациях.
4.4.1. При возникновении аварийной ситуации (пожар, загазованность, разрыв трубопроводов системы отопления) доложить мастеру производства и действовать согласно плана локализации аварийной ситуации (ПЛАС-1).
4.5.1. На участке изготовления деревянных конструкционных элементов (далее — участок шпонки) изготавливаются, (согласно задания на производство) шпонка, мауэрлат, стропила и остальные фасонные детали из древесины.
На участке располагаются следующие единицы оборудования: Фуганок, торцовочная пила, станок деревообрабатывающий круглопильный, строгальная машина. Все станки снабжены пылесосами для сбора стружки и пыли. На участке также используются пневмопистолеты, Эл. рубанки, Эл. пилы, и др. ручные инструменты.
За рабочими местами участка, закреплены столяра.
На участке, деревянные заготовки строгаются, пилятся по размеру, соединяются между собой (при помощи монтажной пены, крепежа) и, в готовом виде отправляются в цех №2.
4.5.2. В цехе №2 непосредственно изготавливаются конструкционные панели различных модификаций, для быстровозводимых энергосберегающих домов.
Конструкционная панель представляет собой сэндвич – панель, раскроенную согласно задания на производство, и соединенную со шпонкой.
Сэндвич – панель в цех доставляется со склада выдержки. Оператор производит раскройку и распиловку сэндвич – панели, согласно задания на производство. Далее столяра производят выборку полистирола и стыковку шпонки с панелью. Крепление шпонки в пазу панели производят при помощи монтажной пены и крепёжных скобяных изделий (скобы, саморезы). Готовые конструкционные панели проходят контроль качества маркируются и отправляются на склад готовой продукции.
Цех №2 укомплектован следующими единицами оборудования: станки деревообрабатывающие круглопильные, фрезерные станки, ленточнопильный станок, распиловочный круглопильный двухсторонний, а также ручным электро и пневмоинструментом (шуруповёрты, пистолеты скобяные и гвоздевые, элктродрели, электрорубанки и т. д.)
Все основные единицы оборудования укомплектованы пылесосами для сбора стружки и пыли.
4.6. Возможные неполадки оборудования и способы их ликвидации.
( наиболее распространённые на станках деревообрабатывающей промышленности).
Станки деревообрабатывающие круглопильные. (Модели: Ц6-2ИТ, PKS-315S)
Не включается двигатель
Нет напряжения в сети
Обрыв цепи включения контактора.
Сработала защита автоматического выключателя.
Включить станок в сеть.
Определить место разрыва и устранить.
Выключить автомат и снова включить.
При включении двигателя слышен гул.
Отсутствует одна из фаз в сети.
Определить место разрыва и устранить.
Шпиндель останавливается в режиме обработки
Проскальзывание клинового ремня
Затруднённое перемещение торцовочной каретки
А) загрязнение направляющих дорожек
Б) провернуло одну из эксцентриковых осей подшипников
А) очистить от пыли и грязи
Б) осуществить регулировку, зафиксировать
Фуганок. Строгальная машина. Фрезерные станки.
Двигатель включён, но не вращается
А) нет напряжения
Б) переключатель неисправен
В) в устройстве ослабло напряжение или устройство сломано
А) проверить подключение
Б) проверить соединение
В) проверить исправность включателя
А) короткое замыкание двигателя
Б) двигатель перегружен
В) источник питания под напряжением
А) “прозвонить” обмотки
Б) уменьшить скорость подачи
В) проверить подачу электропитания
Основание корпуса станка перегрето
А) основания корпуса недостаточно смазаны
Б) основание корпуса загрязнено изнутри
Смазать нормативной смазкой, предварительно убрав старую, загрязнённую
Скорость вращения снижена
А) ослабло напряжение в сети
Б) ослаб приводной ремень
А) восстановить подачу напряжения
Б) натянуть приводной ремень
Качество строгания ухудшилось
А) край ножа притупился
Б) ножи установлены неправильно
А) заточить резец
Б) отрегулировать положение ножей
Станок находится под напряжением
Изоляция отдельных частей электросистемы нарушена происходит утечка электроэнергии
Отремонтировать или заменить
Ручные электрические цепные пилы.
Пила во время работы стопорится или тяжело пилит
А) затупились зубья или неправильная высота ограничителя глубины резания
Б) чрезмерно натянута или не смазана цепь
В) шина забилась смолой
А) заменить цепь
Б) смазать, отрегулировать
Пила режет косо (влево или вправо)
А) правые строгающие зубья выше или ниже левых
Б) угол заточки правых строгающих зубьев значительно больше или меньше левых
Не поступает масло к цепи
А) засорились каналы насоса
Б) засорился паз в шине
Затупились зубья цепи
Наточить или заменить
5.1. Для обеспечения безопасности работ, предотвращения несчастных случаев оператор и столяр должны знать и выполнять требования настоящей инструкции и других инструкций согласно «Перечня обязательных инструкций по профессиям и рабочим местам для рабочих производства по данному рабочему месту».
5.2. Основными опасными производственными факторами при определенных обстоятельствах могут быть:
— движущиеся машины и механизмы;
— передвигающиеся изделия, заготовки, материалы;
— недостаточная освещенность рабочего места;
— острые кромки, заусеницы и шероховатость на поверхности заготовок, инструментов и оборудования;
— повышенный уровень статического электричества;
— повышенный шум при работе нескольких станков и механизмов одновременно.
5.3. При выполнении работ оператор и столяр должны применять средства индивидуальной и коллективной защиты.
5.3.1. Индивидуальные средства защиты.
Оператор и столяр обеспечиваются защитной спецодеждой, спецобувью и СИЗ: костюмом х/б, ботинками кожаными, утепленной курткой, рукавицами х/б, перчатками х/б, защитными очками или щитком, каской, наушниками, беретом х/б.
5.3.2. Коллективные средства защиты.
К коллективным средствам защиты относятся:
— приточные, вытяжные системы вентустановок;
— защита от поражения электротоком и от статического электричества (заземление, зануление , молниеотводы) ;
— защита от воздействия механических факторов (ограждения) ;
Средства защиты работающих должны обеспечивать предотвращение или уменьшение действия опасных и вредных производственных факторов.
5.4. При совмещении работ по одной горизонтали оператор и столяр должны убедиться в том, что их рабочие места не создают помехи другим членам бригады, рабочая цепочка должна выстраиваться в поэтапное изготовление конструкционной панели.
5.5. При выполнении работ по перемещению отдельных элементов изделия или готового изделия, оператор и столяр должны руководствоваться инструкцией по охране труда при производстве погрузочно-разгрузочных работ и транспортировании грузов на .
5.6. При работе с пневматическим инструментом оператор и столяр должны руководствоваться общезаводской инструкцией ТБ.
5.7. При отключении электроэнергии следует выключить оборудование и доложить мастеру производства.
5.8. При работе электродрелью, электрорубанком выполнять требования инструкции ТБ-3-2006 по применению ручных электрических машин (электроинструмента) и ручных электрических светильников.
5.9. Работать только исправным инструментом (топор, долото, стамеска, молоток и т. д.). Топорище и ручки инструмента должны быть гладкими и выполнены из дерева твердых пород (березы, клена и т. д.). Для прочности насадки инструмента топорище и рукоятки должны расклиниваться металлическими клиньями.
5.10. Переноску инструмента на рабочие места производить в специальном ящике. С целью предотвращения порезов рук инструментом укладку его в ящик производить лезвием вниз.
При направлении полотна ручной пилы в место распиловки следует пользоваться деревянным бруском, придерживая его рукой торцом к полотну пилы.
В целях предупреждения несчастных случаев оператор и столяр обязаны знать и выполнять следующие требования:
— ручки вспомогательных инструментов (кувалд, молотков, топоров) должны быть изготовлены из прочной, вязкой древесины. Молотки, топоры, кувалды должны быть прочно насажены на рукоятки топорища;
— все режущие части инструмента должны быть остро и под нужным углом заточены, и не иметь забоин;
— при работе стамесками, долотами, резцами их лезвия направлять в противоположную от себя сторону;
— при обработке заготовок фуганком, рубанком они должны быть закреплены в верстаке, держать заготовки рукой не допускается.
При обработке заготовок обтесыванием, следует соблюдать следующие требования:
— при обтесывании длинных заготовок они должны быть положены на поперечные брусья и прикреплены к ним скобами;
— при обтесывании коротких заготовок больших диаметров разрешается поддерживать их рукой за верхний торец заготовки со стороны, противоположной обрабатываемой.
При работе ручными пилами соблюдать следующие правила:
— пилы должны иметь одинаковый развод зубьев в обе стороны и быть острыми;
— при врезании пилы в дерево нельзя поддерживать ее пальцами, следует пользоваться деревянными упорами;
— поперечные пилы должны иметь прочные ручки, полотно не должно быть погнуто.
При работе на станках и с ручными электрическими инструментами руководствоваться указаниями по технике безопасности, отображенными в руководствах по эксплуатации заводом изготовителем.
5.11. По окончании работы оператор, столяр должны произвести уборку рабочего места, отключить оборудование (электроинструменты).
5.12. Складывать материалы на рабочем месте следует так, чтобы они не создавали опасности при выполнении работ и не загромождали проходы.
5.13. При обнаружении загорания или в случае пожара:
· доложить мастеру о пожаре;
· вызвать пожарную часть по телефону 01, приступить к тушению пожара подручными средствами. Оказать медицинскую помощь, пострадавшим действуя согласно инструкции ТБ-2-2006 (по оказанию первой помощи при несчастных случаях), при необходимости вызвать скорую помощь по телефону 03;
· аптечка доврачебной помощи находится у мастера производства.
5.14. О каждом несчастном случае на производстве, пострадавший или очевидец немедленно извещает непосредственного руководителя, который обязан:
· срочно организовать первую помощь пострадавшему, его доставку в здравпункт или другое лечебное заведение;
сообщить о происшедшем несчастном случае своему непосредственному руководителю;
· сохранить до расследования обстановку на рабочем месте, состояние оборудования таким каким они были в момент происшествия, если это не угрожает здоровью и жизни работающих, не приведет к аварии.
При получении травмы в пути на работу или с работы пострадавший должен немедленно обратиться за оказанием помощи и известить о получении травмы своего непосредственного руководителя.
5.15. Нормы выдачи спецодежды для оператора и столяра.
· костюм х/б — 12 месяцев;
· ботинки кожаные — 12 месяцев;
· берет х/б — 12 месяцев;
· перчатки х/б — 1 месяц;
· перчатки резиновые – 1 месяц;
· Каска защитная «Труд» — до износа;
· Куртка х/б на утепленной подкладке — 30 месяцев;
· Рукавицы брезентовые — 1 месяц.
5.16. Требования личной гигиены и производственной санитарии:
— соблюдать питьевой режим, следует пользоваться кипяченой водой;
— запрещается пить речную и оборотную воду;
— перед приемом пищи, питьевой воды мыть руки водой с мылом;
— снять спецодежду и обувь, убрать для хранения в шкаф;
— по окончании работы принять душ с мылом, просушить волосы и покинуть территорию цеха и .
Перечень обязательных инструкций плотнику
Инструкция плотнику цеха № 83 4 разряда
Инструкция для работающих в цехах и отделах
Инструкция о порядке выдачи, хранения и использования спецодежды, спецобуви и предохранительных приспособлений.
Инструкция по организации безопасного ведения работ на высоте.
Инструкция по оказанию первой помощи при несчастных случаях.
Инструкция по применению ручных электрических машин (электроинструмента) и ручных электрических светильников.
Инструкция по эксплуатации бытовых электронагревательных приборов.
Инструкция по организации безопасного проведения окрасочных работ.
Инструкция по охране труда при работе с ручным пневматическим инструментом на
Выписка из Единого тарифно-квалификационного справочника
работ и профессий рабочих, выпуск 3, Москва, 1987 г.
§ 366 Плотник 4 разряда
Выполнение плотничных и опалубочных работ средней сложности. Покрытие крыш средней сложности штучными кровельными материалами.
Должен знать: основные элементы деревянных частей зданий и деревянных конструкций и требования, предъявляемые к их качеству. Способы устройства каркасов стен, чистых обшивок и устройства временных сооружений. Способы заготовки шпунтовых свай. Способы соединения деталей простыми врубками. Способы сухого антисептирования. Способы пропитки деревянных конструкций и деталей антисептическими и огнезащитными составами в ваннах. Способы разметки и покрытия крыш средней сложности. Требования, предъявляемые к качеству штучных кровельных материалов и покрытий. Устройство монтажных поршневых пистолетов и правила работы с ними.
1. Общестроительные работы
Устройство каркасов перегородок. Заготовка, сборка, установка, разборка и смена мауэрлатов и наслонных стропил. Рубка внутренних стен из бревен. Устройство простых временных сооружений: террас, веранд, тамбуров, крылец, а также навесов, сараев, сторожевых будок, контор, проходных, кубовых, душевых, уборных.
Устройство и смена деревянных оснований и стульев. Устройство каркасных стен. Чистая обшивка стен и потолков. Устройство, перестилка и сплачивание верхних дощатых покрытий ( чистых полов) из отдельных досок. Устройство полов из брусков, клееных щитов, древесно-волокнистых плит, торцовой шашки, из древесно — стружечных плит с заделкой стыков. Крепление столярных изделий к железобетонным деталям с помощью монтажных поршневых пистолетов. Установка оконных и дверных коробок, блоков и подоконных досок. Устройство чистых заборов. Сухое антисептирование. Антисептическая и огнезащитная пропитка деревянных конструкций и деталей в ваннах. Установка бандажей на столбы и стулья. Изготовление, укладка, разборка и смена лаг, балок и прогонов. Смена междуэтажных и чердачных перекрытий. Устройство подмостей, лесов и эстакад без наращивания стоек. Монтаж блочных подмостей. Ремонт каркасных стен, полов и дощатой кровли. Устройство сопряжений под углом с помощью врубок, пластинчатых нагилей и шпоночных соединений. Устройство деревянных ледорезов и стапелей. Устройство шпальных клеток под тяжеловесные конструкции и оборудование. Выправка и подклинивание накаточных путей при надвижке пролетных строений мостов. Изготовление и постановка схваток по сваям или стойкам, вкладышей и затяжек, подкосов, раскосов и стропил ледорезов. Изготовление ригелей и установка шпоночных брусьев по сваям. Установка ножа ледореза. Укладка упорных брусьев с закреплением их насадками. Изготовление и укладка мауэрлатных брусьев на опоры, поперечин, охранных и колесоотбойных брусьев. Заготовка деревянных шпунтовых свай и шпунтовых пакетов. Изготовление и постановка подбабков (прирубов). Укладка насадок по маячным сваям и шпунтовому ряду. Заготовка и сборка А-образных, трехстоечных и П-образных деревянных опор линий связи и электропередач. Покрытие и ремонт трех — и четырехскатных шатровых, мансардных, вальмовых, Т — и Г-образных в плане крыш асбестоцементными листами и плитками (шифером). Обделка свесов, примыканий, коньков, ребер и слуховых окон. Устройство деревянных каркасов для подвесных потолков всех типов и обшивки стен. Устройство подвесных потолков по деревянным каркасам из плиток акмигран, алюминиевых плит, плит АГТ и т. п. обшивка стен и потолков древесно-волокнистыми и древесно-стружечными плитами (кроме декоративных). Установка малых форм, изготовленных в заводских условиях.
2. Опалубочные работы
Устройство лесов, поддерживающих опалубку. Установка опалубки колонн, балок, плит перекрытий, стен и перегородок, фундаментов, массивов, стоек рам и прогонов. Изготовление и установка кружал домкратных рам, заглушин, щитов для скользящей опалубки рабочего настила. Изготовление и ремонт щитов опалубки для массивов морских гидротехнических сооружений с продольными и поперечными люками и крупнопанельных щитов опалубки с ребрами. Устройство настилов в гибких швах из досок и брусьев. Разборка опалубки арок, куполов, сводов, оболочек, резервуаров, баков, бункеров, спиральных камер, отсасывающих и подводящих труб, а также лесов, поддерживающих опалубку.
Источник https://gostost.ru/stp-obslygivanie-oborudovanij/
Источник https://fb.ru/article/439930/stanki-dlya-mebelnogo-proizvodstva-vidyi-klassifikatsiya-proizvoditel-harakteristika-instruktsiya-po-ispolzovaniyu-spetsifikatsiya-ustanovka-i-osobennosti-ekspluatatsii
Источник https://gidpotolok.ru/info/instrukcija-po-jekspluatacii-formatno/